
Functional and Mechanical Properties of As-Deposited and Heat Treated WAAM-Built NiTi Shape-Memory Alloy


 ,
,
Abstract
:1. Introduction
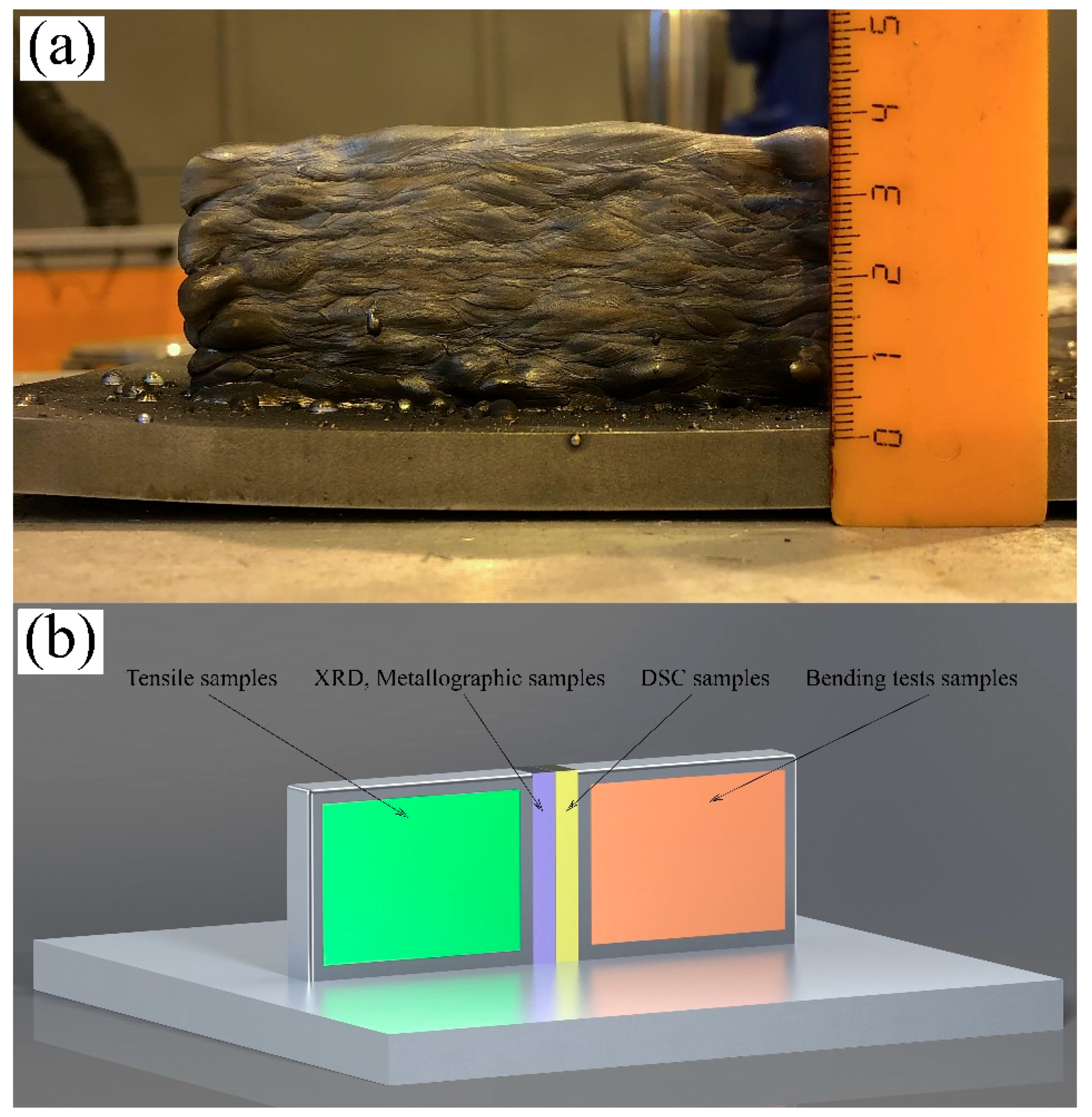
2. Materials and Methods
3. Results and Discussion
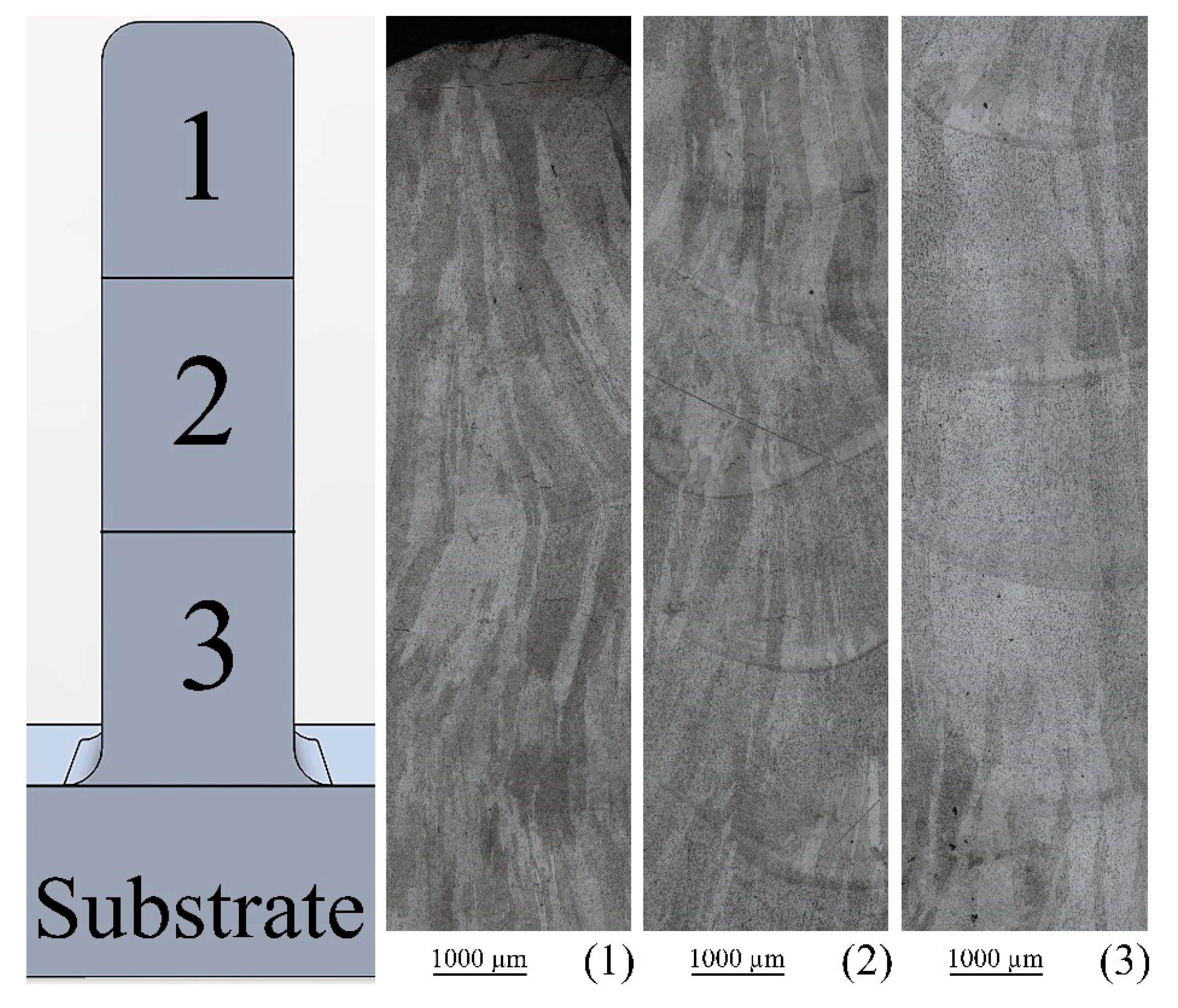
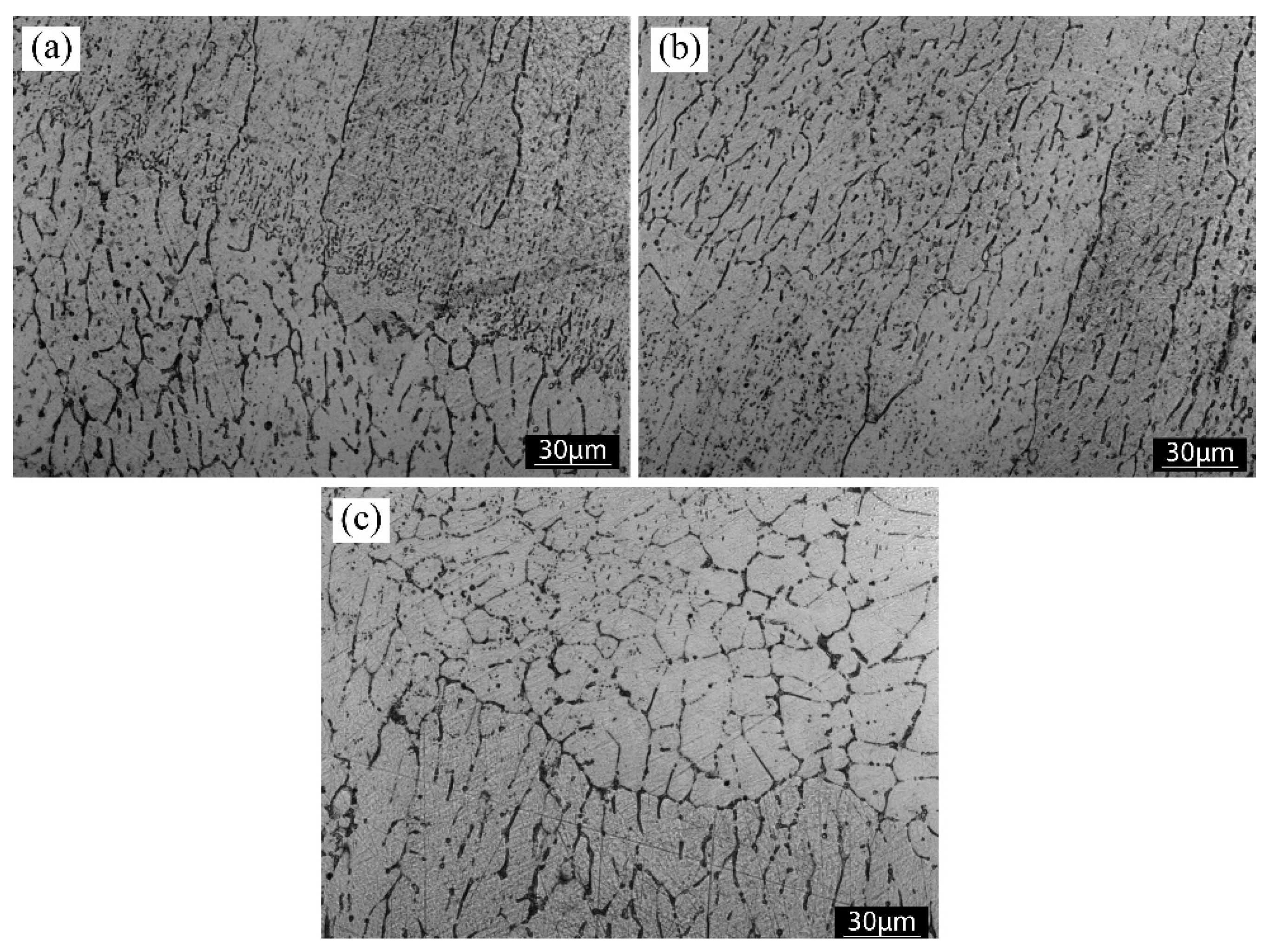
3.1. Macrostructure and Microstructure
3.2. Chemical Composition and Phase Transformation Temperatures Determination
3.3. Bending Tests
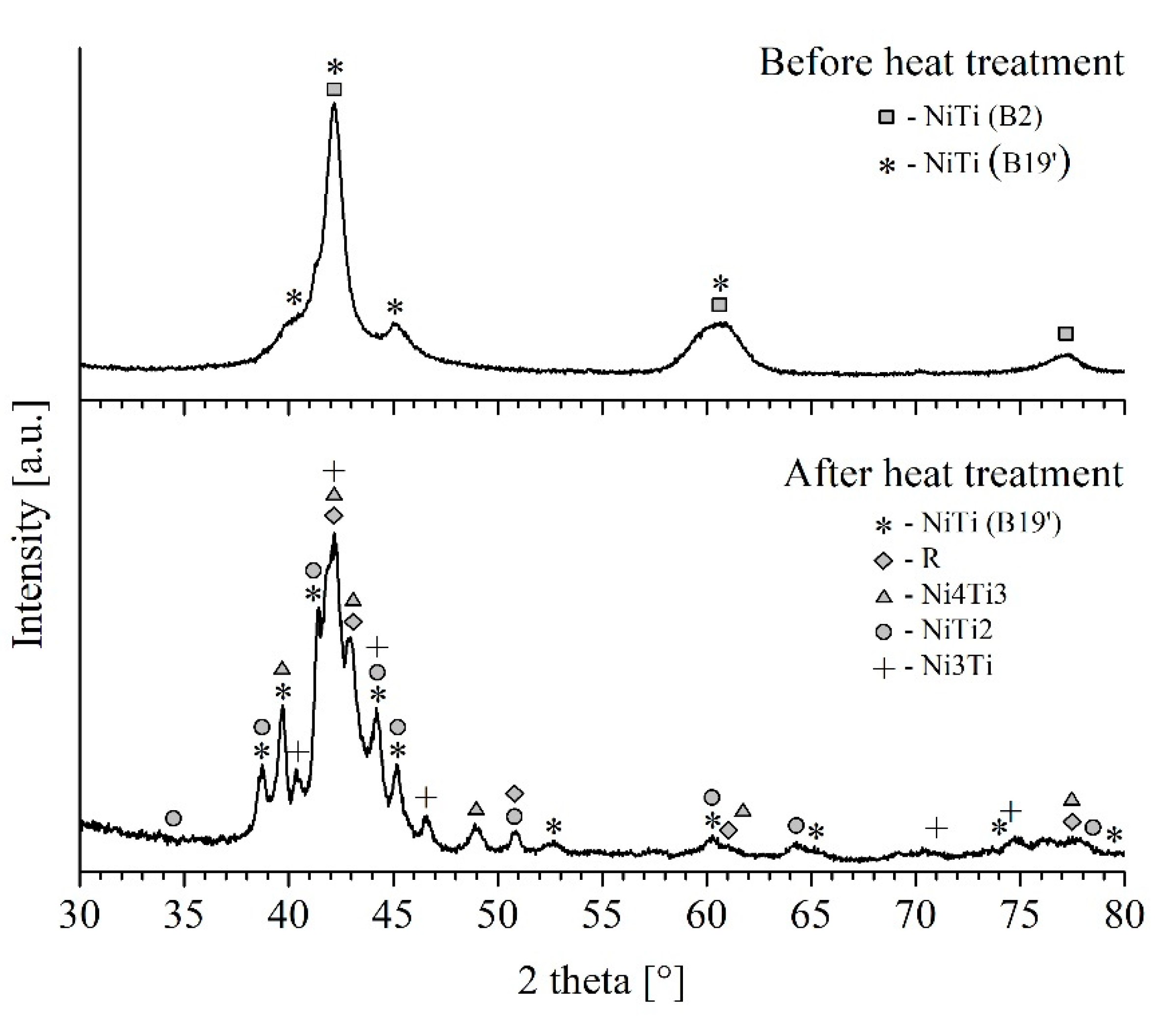
3.4. XRD Analysis
3.5. Mechanical Properties
4. Conclusions
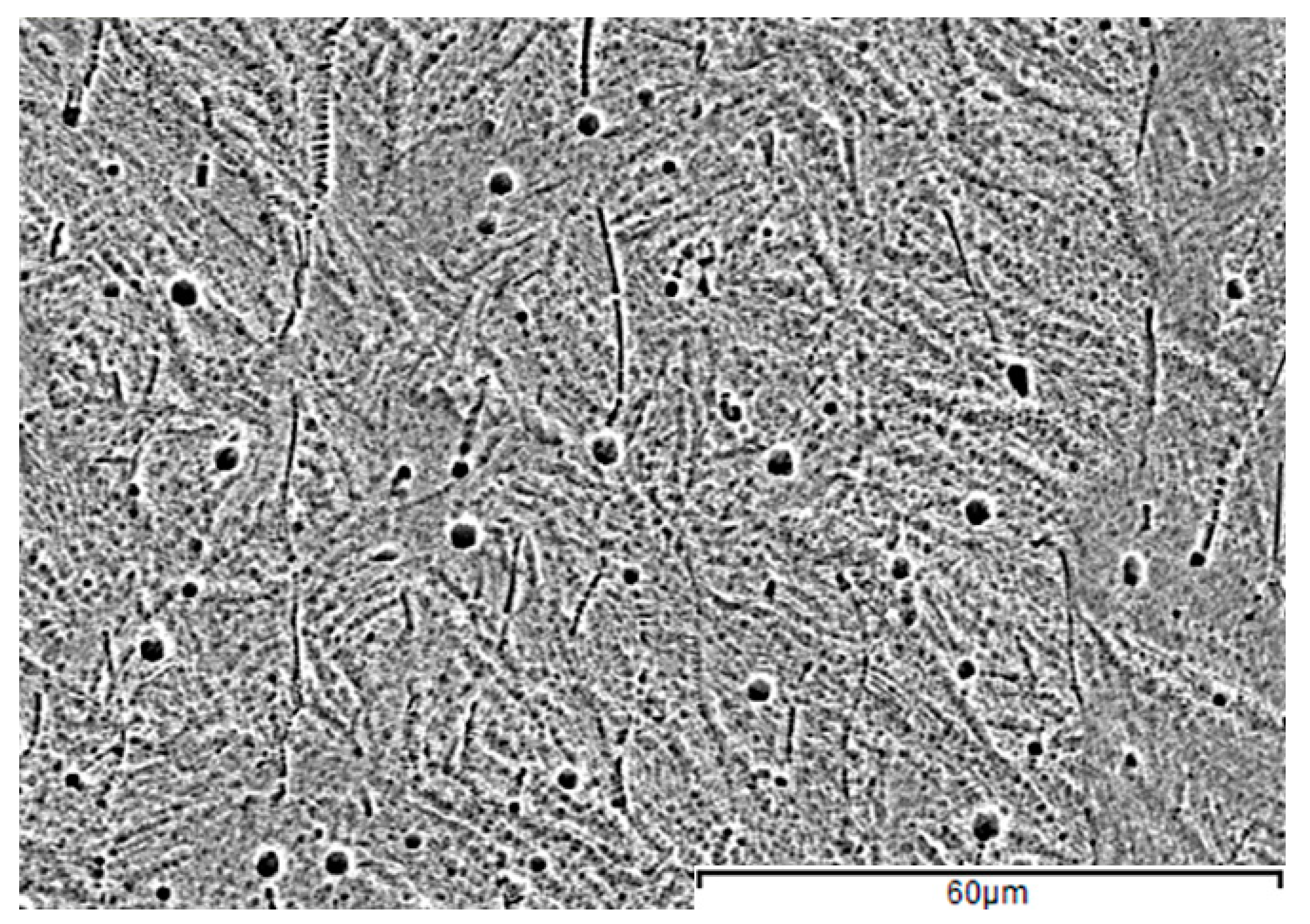
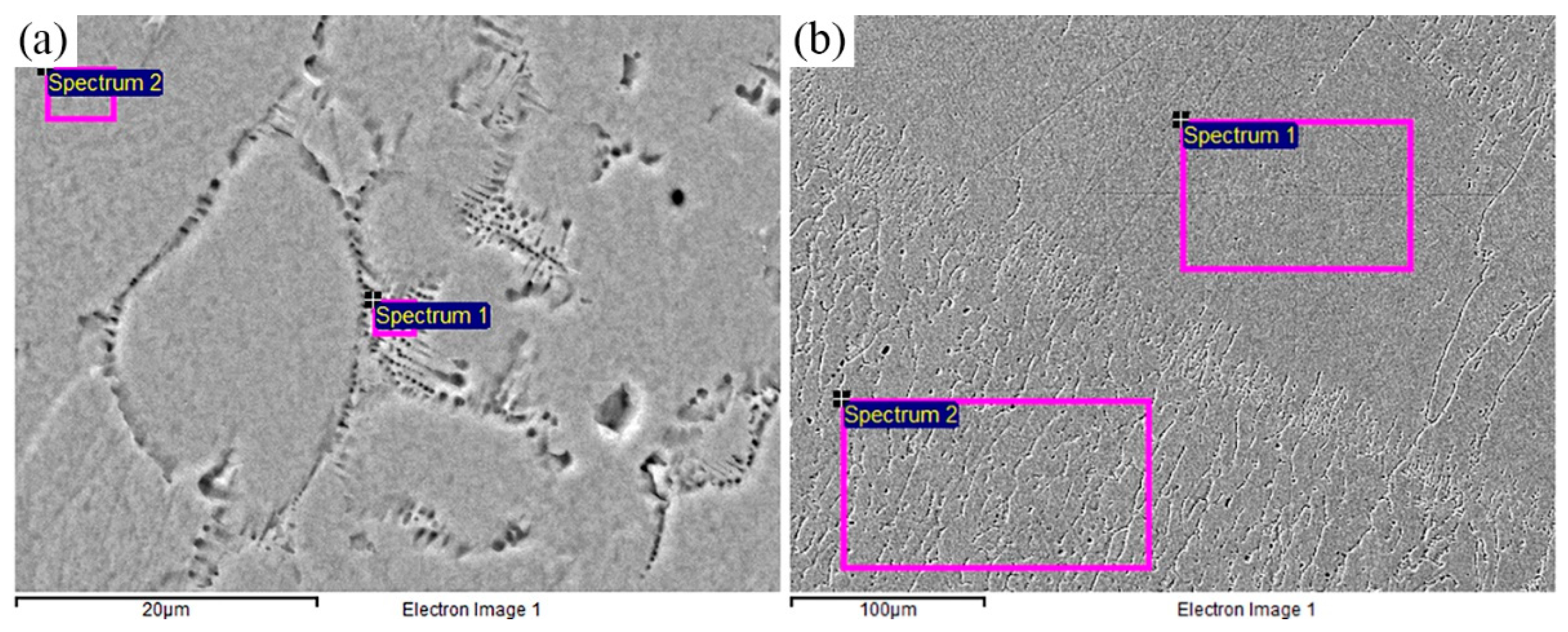
- The microstructure of the as-deposited specimen for the chosen wire chemical composition (55.56 wt.% Ni) is austenitic and mostly consists of columnar grains almost through the entire height of the specimen. There is a small zone in the upper part that exhibits a different microstructure morphology—fine equiaxed grains. Nevertheless, the microstructure of the as-deposited wall was found to be austenitic on the basis of optical and scanning electron microscopy. Evidence of the R-phase formation in the lower zones was found by utilizing the DSC.
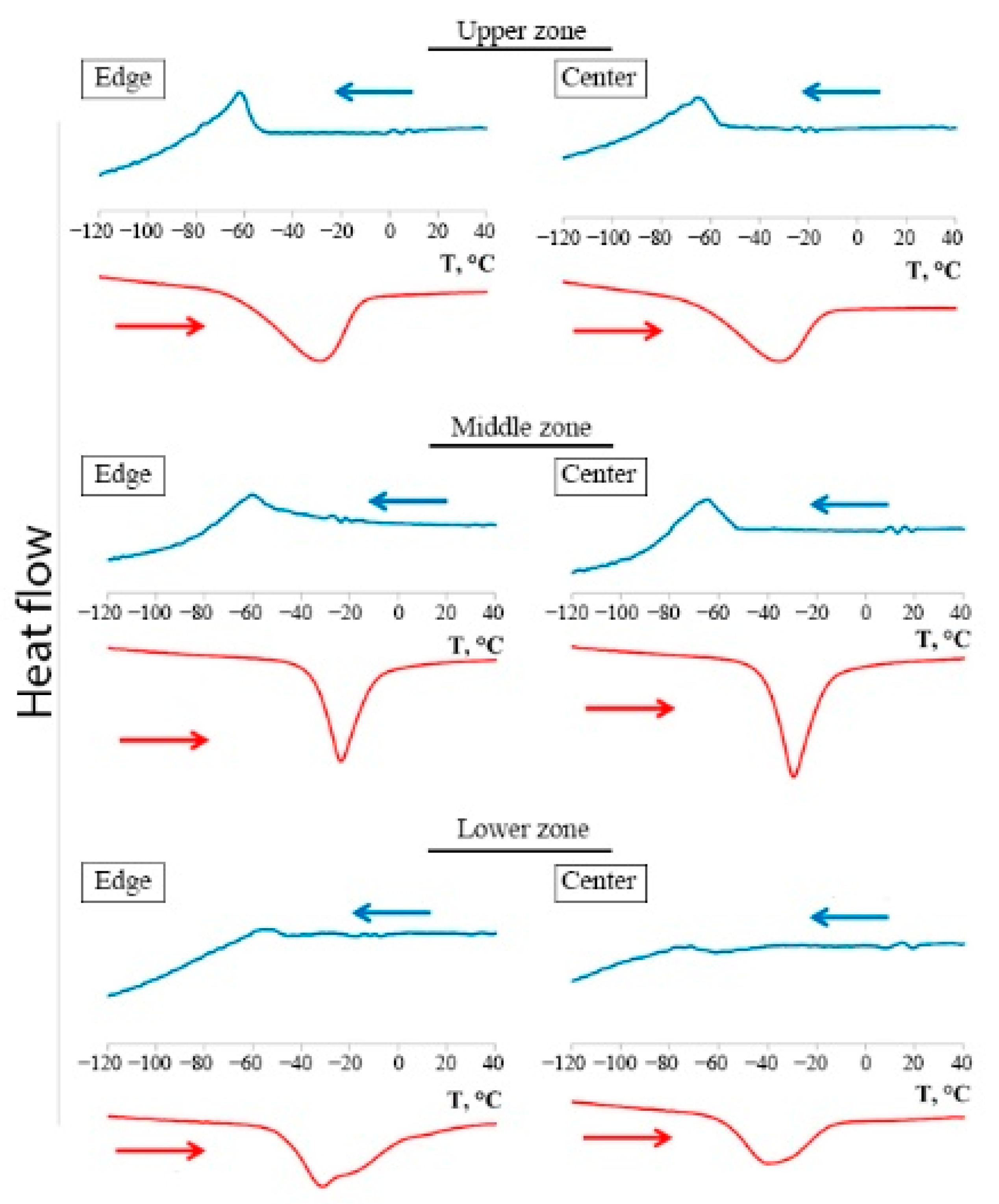
- The drastic variability of the DSC curves and bending tests results for the walls metal in different zones demonstrates the anisotropic behavior of the printed NiTi metal. The main differences in the phase transformation temperatures are a shift of the Mf temperature from −75 °C in the upper part of the wall to −107 °C in the lower part, and an increase of Ms-Mf and Amax–Mmax intervals from 23 to 42 and 33 to 59, respectively. Layer-by-layer deposition was found to affect the lower zones of the NiTi walls as the heat treatment similar to aging. The DSC curves of the lower zones of as-deposited specimen were found to be an intermediate between those of the upper zones and heat-treated ones (at 430 °C for 1 h).
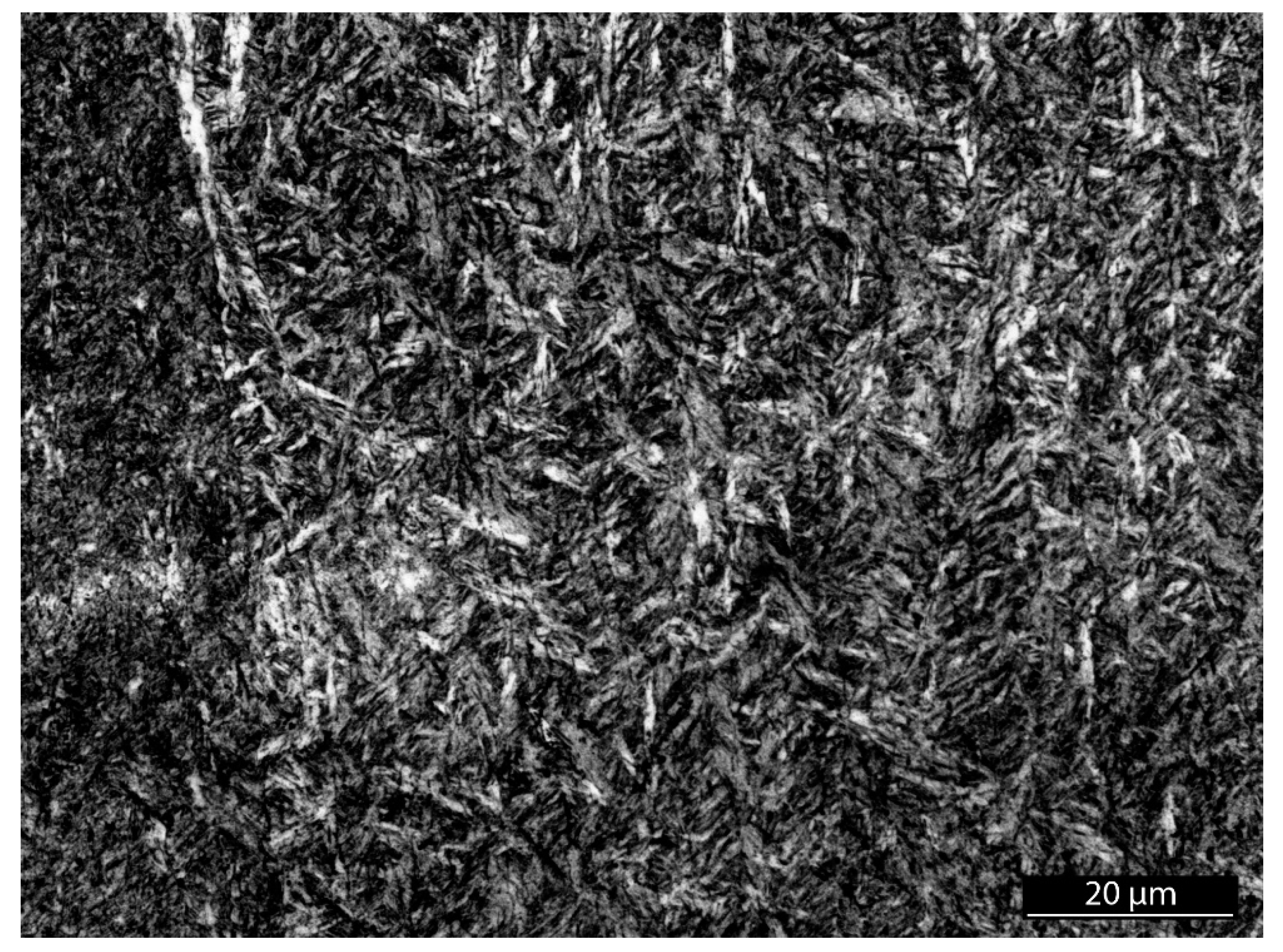
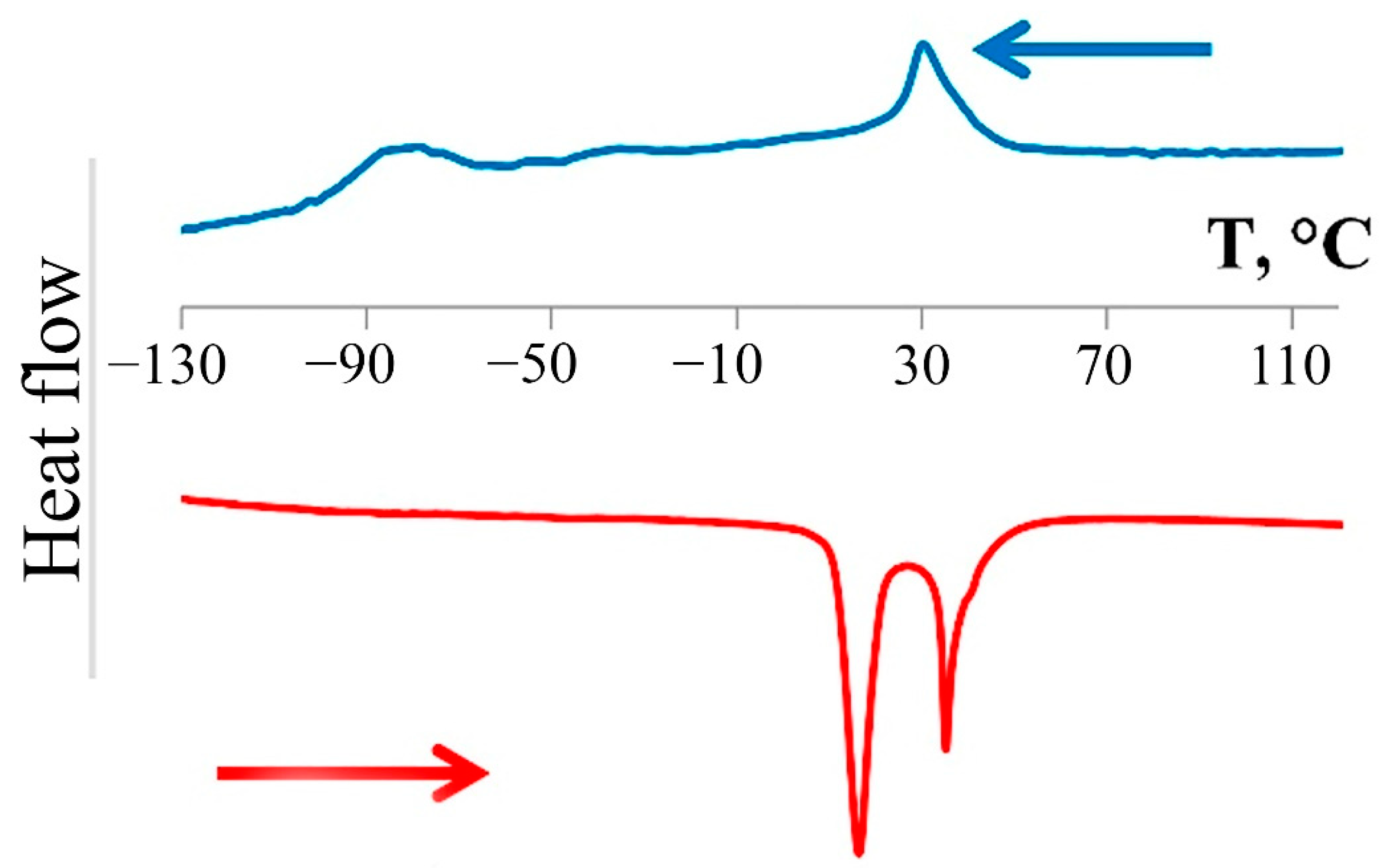
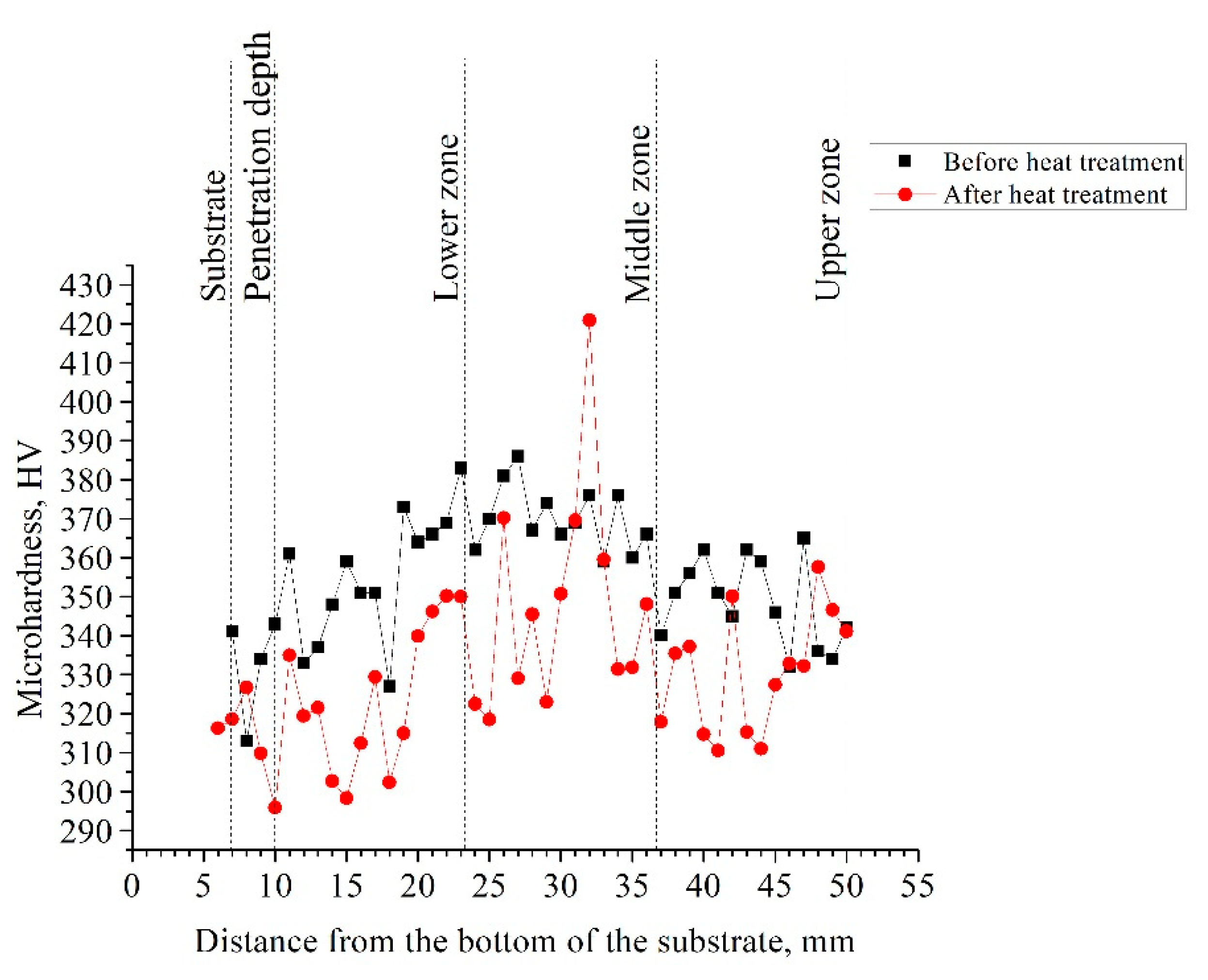
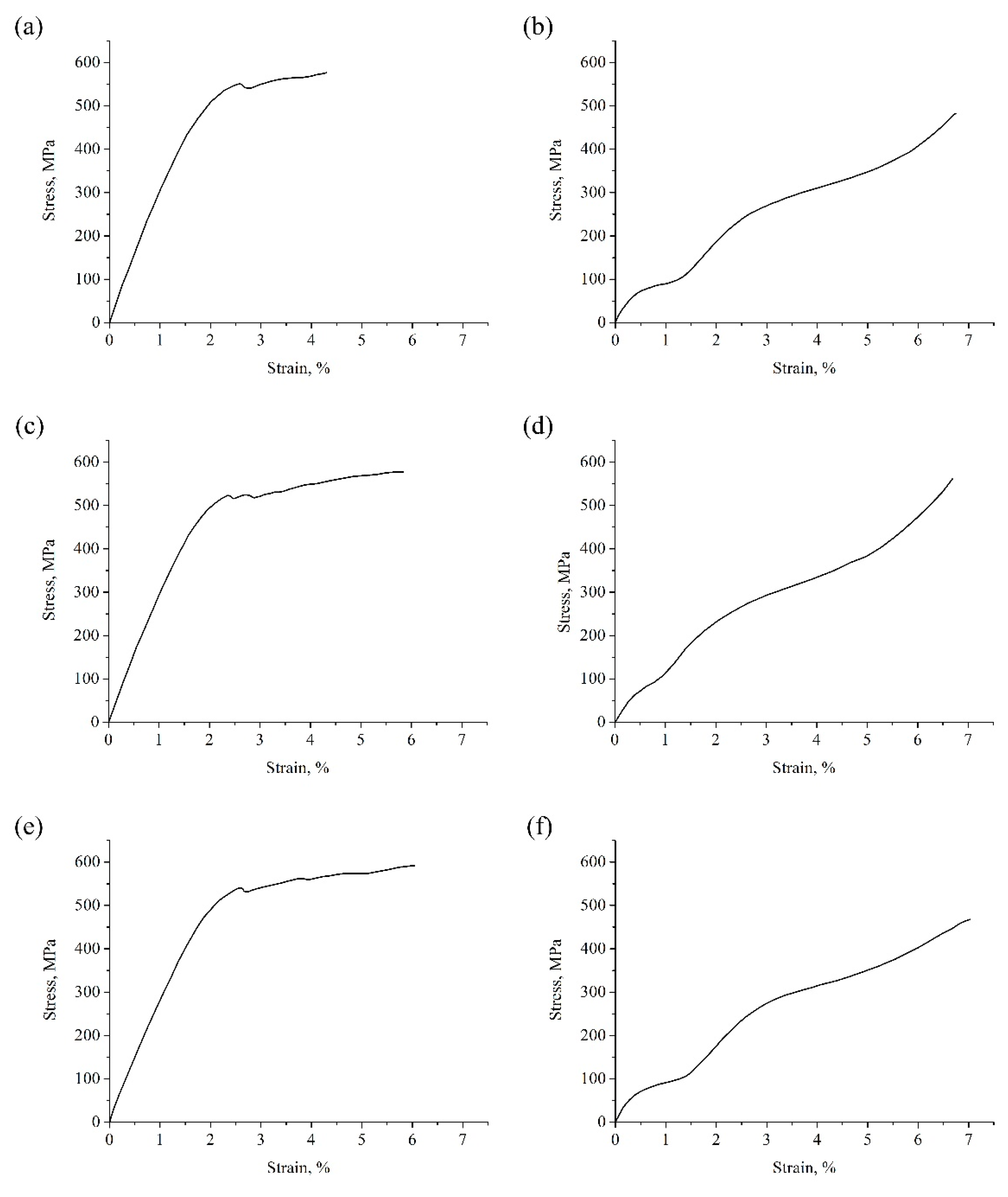
- Aging at 430 °C for 1 h led to the shift of the functional and structural properties due to microstructural and phase transformations: morphology became martensitic (B19′), and the R-phase was formed together with Ni4Ti3, NiTi2, and Ni3Ti. The microhardness and tensile properties of the heat-treated metal decreased (UTS decreased from 576 down to 467 MPa). Stress-induced phase transformations were observed during tensile tests. The DSC of the heat-treated specimen shows a three-stage phase transformation process, B2→R→B19′, with temperatures shifted from negative to positive in comparison with the as-deposited one, in which transformation proceeded as follows: B2→B19′.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Fremond, M.; Miyazaki, S. Shape Memory Alloys; Springer: Vienna, Austria, 1996; ISBN 978-3-211-82804-5. [Google Scholar]
- Liu, F.; Chen, X.L.; Zhao, Y.W.; Wang, W.Y.; Zou, D.L.; Li, R.W.; Xiong, X.F.; Su, B. Effects of Severe Plastic Deformation on the Microstructures, Mechanical Properties, and Corrosion Behavior of U-5.5Nb Alloy. J. Nucl. Mater. 2021, 557, 153274. [Google Scholar] [CrossRef]
- Cheng, P.; Zhou, Z.; Chen, J.; Li, Z.; Yang, B.; Xu, K.; Li, Z.; Li, J.; Zhang, Z.; Wang, D.; et al. Combining Magnetocaloric and Elastocaloric Effects in a Ni45Co5Mn37In13 Alloy. J. Mater. Sci. Technol. 2021, 94, 47–52. [Google Scholar] [CrossRef]
- Seguí, C.; Cesari, E. Ordering Mechanism and Kinetics in Ni2Mn1−xCuxGa Ferromagnetic Shape Memory Alloys. J. Alloys Compd. 2021, 887, 161302. [Google Scholar] [CrossRef]
- Baradari, S.; Resnina, N.; Belyaev, S.; Nili-Ahmadabadi, M. Martensitic Phase Transformation and Shape Memory Properties of the As-Cast NiCuTiHf and NiCuTiHfZr Alloys. J. Alloys Compd. 2021, 888, 161534. [Google Scholar] [CrossRef]
- Otsuka, K.; Ren, X. Physical Metallurgy of Ti–Ni-Based Shape Memory Alloys. Prog. Mater. Sci. 2005, 50, 511–678. [Google Scholar] [CrossRef]
- Buehler, W.J.; Gilfrich, J.V.; Wiley, R.C. Effect of Low-Temperature Phase Changes on the Mechanical Properties of Alloys near Composition TiNi. J. Appl. Phys. 1963, 34, 1475–1477. [Google Scholar] [CrossRef]
- Ootsuka, K.; Shimizu, K.; Sudzuki, Y. Shape Memory Alloys; Metallurgiya: Moscow, Russia, 1990; ISBN 5-229-00377-4. [Google Scholar]
- Elahinia, M.H.; Hashemi, M.; Tabesh, M.; Bhaduri, S.B. Manufacturing and Processing of NiTi Implants: A Review. Prog. Mater. Sci. 2012, 57, 911–946. [Google Scholar] [CrossRef]
- Khorasani, M.; Ghasemi, A.; Rolfe, B.; Gibson, I. Additive manufacturing a powerful tool for the aerospace industry. Rapid Prototyp. J. 2022, 28, 87–100. [Google Scholar] [CrossRef]
- Hamilton, R.F.; Bimber, B.A.; Taheri Andani, M.; Elahinia, M. Multi-Scale Shape Memory Effect Recovery in NiTi Alloys Additive Manufactured by Selective Laser Melting and Laser Directed Energy Deposition. J. Mater. Process. Technol. 2017, 250, 55–64. [Google Scholar] [CrossRef]
- Saedi, S.; Turabi, A.S.; Andani, M.T.; Haberland, C.; Karaca, H.; Elahinia, M. The Influence of Heat Treatment on the Thermomechanical Response of Ni-Rich NiTi Alloys Manufactured by Selective Laser Melting. J. Alloys Compd. 2016, 677, 204–210. [Google Scholar] [CrossRef]
- Saedi, S.; Turabi, A.S.; Andani, M.T.; Moghaddam, N.S.; Elahinia, M.; Karaca, H.E. Texture, Aging, and Superelasticity of Selective Laser Melting Fabricated Ni-Rich NiTi Alloys. Mater. Sci. Eng. A 2017, 686, 1–10. [Google Scholar] [CrossRef]
- Lu, H.Z.; Liu, L.H.; Yang, C.; Luo, X.; Song, C.H.; Wang, Z.; Wang, J.; Su, Y.D.; Ding, Y.F.; Zhang, L.C.; et al. Simultaneous Enhancement of Mechanical and Shape Memory Properties by Heat-Treatment Homogenization of Ti2Ni Precipitates in TiNi Shape Memory Alloy Fabricated by Selective Laser Melting. J. Mater. Sci. Technol. 2022, 101, 205–216. [Google Scholar] [CrossRef]
- Gu, D.; Ma, C. In-Situ Formation of Ni4Ti3 Precipitate and Its Effect on Pseudoelasticity in Selective Laser Melting Additive Manufactured NiTi-Based Composites. Appl. Surf. Sci. 2018, 441, 862–870. [Google Scholar] [CrossRef]
- Lu, H.Z.; Ma, H.W.; Cai, W.S.; Luo, X.; Qu, S.G.; Wang, J.; Lupoi, R.; Yin, S.; Yang, C. Altered phase transformation behaviors and enhanced bending shape memory property of NiTi shape memory alloy via selective laser melting. J. Mater. Process. Technol. 2022, 303, 117546. [Google Scholar] [CrossRef]
- Yu, Z.; Xu, Z.; Guo, Y.; Sha, P.; Liu, R.; Xin, R.; Li, L.; Chen, L.; Wang, X.; Zhang, Z.; et al. Analysis of microstructure, mechanical properties, wear characteristics and corrosion behavior of SLM-NiTi under different process parameters. J. Manuf. Processes 2022, 75, 637–650. [Google Scholar] [CrossRef]
- Zhan, J.-B.; Lu, Y.-J.; Lin, J.-X. On the Martensitic Transformation Temperatures and Mechanical Properties of NiTi Alloy Manufactured by Selective Laser Melting: Effect of Remelting. Acta Metall. Sin. (Engl. Lett.) 2021, 34, 1223–1233. [Google Scholar] [CrossRef]
- Panchenko, O.V.; Zhabrev, L.A.; Kurushkin, D.V.; Popovich, A.A. Macrostructure and Mechanical Properties of Al–Si, Al–Mg–Si, and Al–Mg–Mn Aluminum Alloys Produced by Electric Arc Additive Growth. Met. Sci. Heat Treat. 2019, 60, 749–754. [Google Scholar] [CrossRef]
- Treutler, K.; Wesling, V. The Current State of Research of Wire Arc Additive Manufacturing (WAAM): A Review. Appl. Sci. 2021, 11, 8619. [Google Scholar] [CrossRef]
- Wang, J.; Pan, Z.; Yang, G.; Han, J.; Chen, X.; Li, H. Location Dependence of Microstructure, Phase Transformation Temperature and Mechanical Properties on Ni-Rich NiTi Alloy Fabricated by Wire Arc Additive Manufacturing. Mater. Sci. Eng. A 2019, 749, 218–222. [Google Scholar] [CrossRef]
- Wang, J.; Pan, Z.; Wang, Y.; Wang, L.; Su, L.; Cuiuri, D.; Zhao, Y.; Li, H. Evolution of Crystallographic Orientation, Precipitation, Phase Transformation and Mechanical Properties Realized by Enhancing Deposition Current for Dual-Wire Arc Additive Manufactured Ni-Rich NiTi Alloy. Addit. Manuf. 2020, 34, 101240. [Google Scholar] [CrossRef]
- Wang, J.; Pan, Z.; Carpenter, K.; Han, J.; Wang, Z.; Li, H. Comparative Study on Crystallographic Orientation, Precipitation, Phase Transformation and Mechanical Response of Ni-Rich NiTi Alloy Fabricated by WAAM at Elevated Substrate Heating Temperatures. Mater. Sci. Eng. A 2021, 800, 140307. [Google Scholar] [CrossRef]
- Zeng, Z.; Cong, B.Q.; Oliveira, J.P.; Ke, W.C.; Schell, N.; Peng, B.; Qi, Z.W.; Ge, F.G.; Zhang, W.; Ao, S.S. Wire and Arc Additive Manufacturing of a Ni-Rich NiTi Shape Memory Alloy: Microstructure and Mechanical Properties. Addit. Manuf. 2020, 32, 101051. [Google Scholar] [CrossRef]
- Resnina, N.; Palani, I.A.; Belyaev, S.; Prabu, S.S.M.; Liulchak, P.; Karaseva, U.; Manikandan, M.; Jayachandran, S.; Bryukhanova, V.; Sahu, A.; et al. Structure, Martensitic Transformations and Mechanical Behaviour of NiTi Shape Memory Alloy Produced by Wire Arc Additive Manufacturing. J. Alloys Compd. 2021, 851, 156851. [Google Scholar] [CrossRef]
- Resnina, N.; Palani, I.A.; Belyaev, S.; Singh, S.; Mani Prabu, S.S.; Bikbaev, R.; Jayachandran, S.; Kalganov, V. Peculiarities of the Recoverable Strain Variation in the NiTi Alloy Produced by Wire Arc Additive Manufacturing. Mater. Lett. 2021, 298, 130004. [Google Scholar] [CrossRef]
- Resnina, N.; Palani, I.A.; Belyaev, S.; Singh, S.; Liulchak, P.; Karaseva, U.; Mani Prabu, S.S.; Jayachandran, S.; Kalganov, V.; Iaparova, E.; et al. Influence of heat treatment on the structure and martensitic transformation in NiTi alloy produced by wire arc additive manufacturing. Materialia 2021, 20, 101238. [Google Scholar] [CrossRef]
- Ponikarova, I.; Palani, I.A.; Liulchak, P.; Resnina, N.; Singh, S.; Belyaev, S.; Mani Prabu, S.S.; Jayachandran, S.; Kalganov, V.; Sahu, A.; et al. The Effect of Substrate and Arc Voltage on the Structure and Functional Behaviour of NiTi Shape Memory Alloy Produced by Wire Arc Additive Manufacturing. J. Manuf. Processes 2021, 70, 132–139. [Google Scholar] [CrossRef]
- Yu, L.; Chen, K.; Zhang, Y.; Liu, J.; Yang, L.; Shi, Y. Microstructures and Mechanical Properties of NiTi Shape Memory Alloys Fabricated by Wire Arc Additive Manufacturing. J. Alloys Compd. 2022, 892, 162193. [Google Scholar] [CrossRef]
- Shen, C.; Reid, M.; Liss, K.D.; Hua, X.; Pan, Z.; Mou, G.; Huang, Y.; Li, H. In-Situ Neutron Diffraction Study on the High Temperature Thermal Phase Evolution of Wire-Arc Additively Manufactured Ni53Ti47 Binary Alloy. J. Alloys Compd. 2020, 843, 156020. [Google Scholar] [CrossRef]
- Drápala, J.; Losertová, M.; Štencek, M.; Konečná, K.; Matýsek, D.; Sevostyanov, M.A. Structural Characteristics of NiTi Alloys after Thermal Treatment. IOP Conf. Ser. Mater. Sci. Eng. 2020, 726, 012019. [Google Scholar] [CrossRef]
- Panchenko, O.; Kurushkin, D.; Isupov, F.; Naumov, A.; Kladov, I.; Surenkova, M. Gas Metal Arc Welding Modes in Wire Arc Additive Manufacturing of Ti-6Al-4V. Materials 2021, 14, 2457. [Google Scholar] [CrossRef]
- Wang, X.; Kustov, S.; Verlinden, B.; van Humbeeck, J. Fundamental Development on Utilizing the R-Phase Transformation in NiTi Shape Memory Alloys. Shape Mem. Superelasticity 2015, 1, 231–239. [Google Scholar] [CrossRef] [Green Version]
- Qin, Q.; Peng, H.; Fan, Q.; Zhang, L.; Wen, Y. Effect of Second Phase Precipitation on Martensitic Transformation and Hardness in Highly Ni-Rich NiTi Alloys. J. Alloys Compd. 2018, 739, 873–881. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Zone | Niav, at.% | Ms | Mmax | Mf | Ms–Mf | As | Amax | Af | Af–As | Amax–Mmax |
|---|---|---|---|---|---|---|---|---|---|---|
| Upper zone, edge | 50.43 | −56 | −62 | −71 | 15 | −58 | −28 | −13 | 45 | 34 |
| Upper zone, center | −52 | −65 | −75 | 23 | −60 | −32 | −15 | 45 | 33 | |
| Middle zone, edge | 50.54 | −43 | −60 | −73 | 30 | −36 | −24 | −13 | 23 | 36 |
| Middle zone, center | −56 | −64 | −80 | 24 | −40 | −30 | −16 | 24 | 34 | |
| Lower zone, edge | 50.56 | −43 | −55 | −98 | 55 | −48 | −31 | −4 | 44 | 51 |
| Lower zone, center | −62 | −78 | −107 | 42 | −57 | −40 | −19 | 38 | 59 |
| Zone | Ms | Mmax | Mf | As | Amax | Af | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Middle zone, center | 40 | 30 | 25 | −78 | −80 | −99 | 11 | 16 | 20 | 34 | 35 | 38 | 139 | 27 |
| Zone | Initial Strain, % | εsme, % |
|---|---|---|
| Upper zone | 5 | 100 |
| 7 | 99 | |
| 7.9 | fractured | |
| Middle zone | 4 | 100 |
| 7 | 96 | |
| 7.8 | 97 | |
| Lower zone | 4.9 | 100 |
| 6.9 | 98 | |
| 7.7 | 97 |
| Zone | Initial Strain, % | εsme, % | Irrecoverable Strain, % |
|---|---|---|---|
| Middle zone | 3.2 | 100 | 0 |
| 4.6 | 100 | 0 | |
| 6.4 | Fractured | Fractured |
| Specimen | Zone of the Specimen | Ultimate Tensile Strength (UTS), MPa | Elongation, % |
|---|---|---|---|
| As-deposited specimen | Upper | 576 | 4.3 |
| Middle | 580 | 5.8 | |
| Lower | 592 | 6.0 | |
| Heat-treated specimen | Upper | 482 | 6.7 |
| Middle | 561 | 6.7 | |
| Lower | 467 | 7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khismatullin, A.; Panchenko, O.; Kurushkin, D.; Kladov, I.; Popovich, A. Functional and Mechanical Properties of As-Deposited and Heat Treated WAAM-Built NiTi Shape-Memory Alloy. Metals 2022, 12, 1044. https://doi.org/10.3390/met12061044
Khismatullin A, Panchenko O, Kurushkin D, Kladov I, Popovich A. Functional and Mechanical Properties of As-Deposited and Heat Treated WAAM-Built NiTi Shape-Memory Alloy. Metals. 2022; 12(6):1044. https://doi.org/10.3390/met12061044
Chicago/Turabian StyleKhismatullin, Arthur, Oleg Panchenko, Dmitry Kurushkin, Ivan Kladov, and Anatoly Popovich. 2022. "Functional and Mechanical Properties of As-Deposited and Heat Treated WAAM-Built NiTi Shape-Memory Alloy" Metals 12, no. 6: 1044. https://doi.org/10.3390/met12061044