
Fe-Si Intermetallics/Al2O3 Composites Formed between Fe-20% Si and Fe-70.5% Si by SHS Metallurgy Method


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
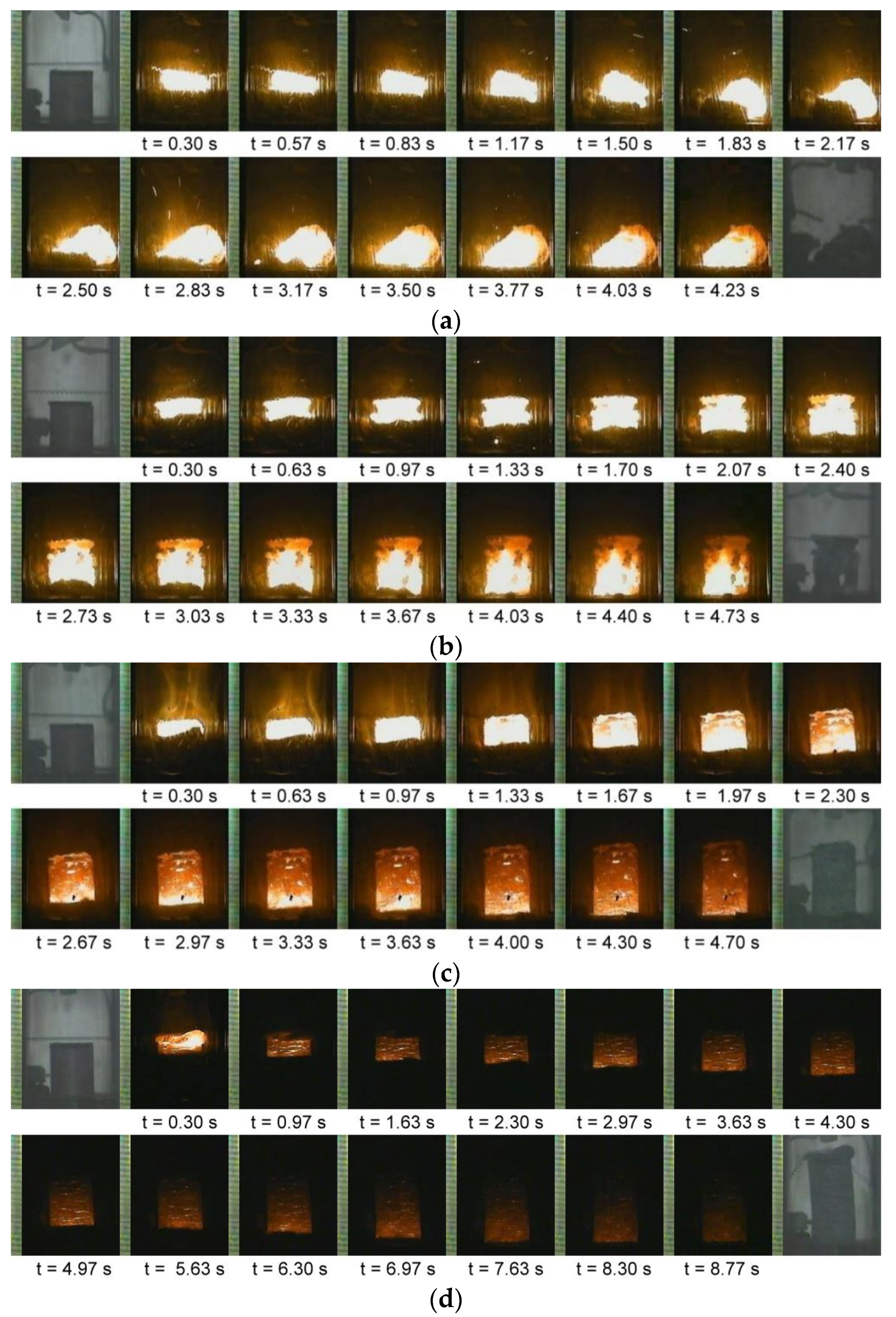
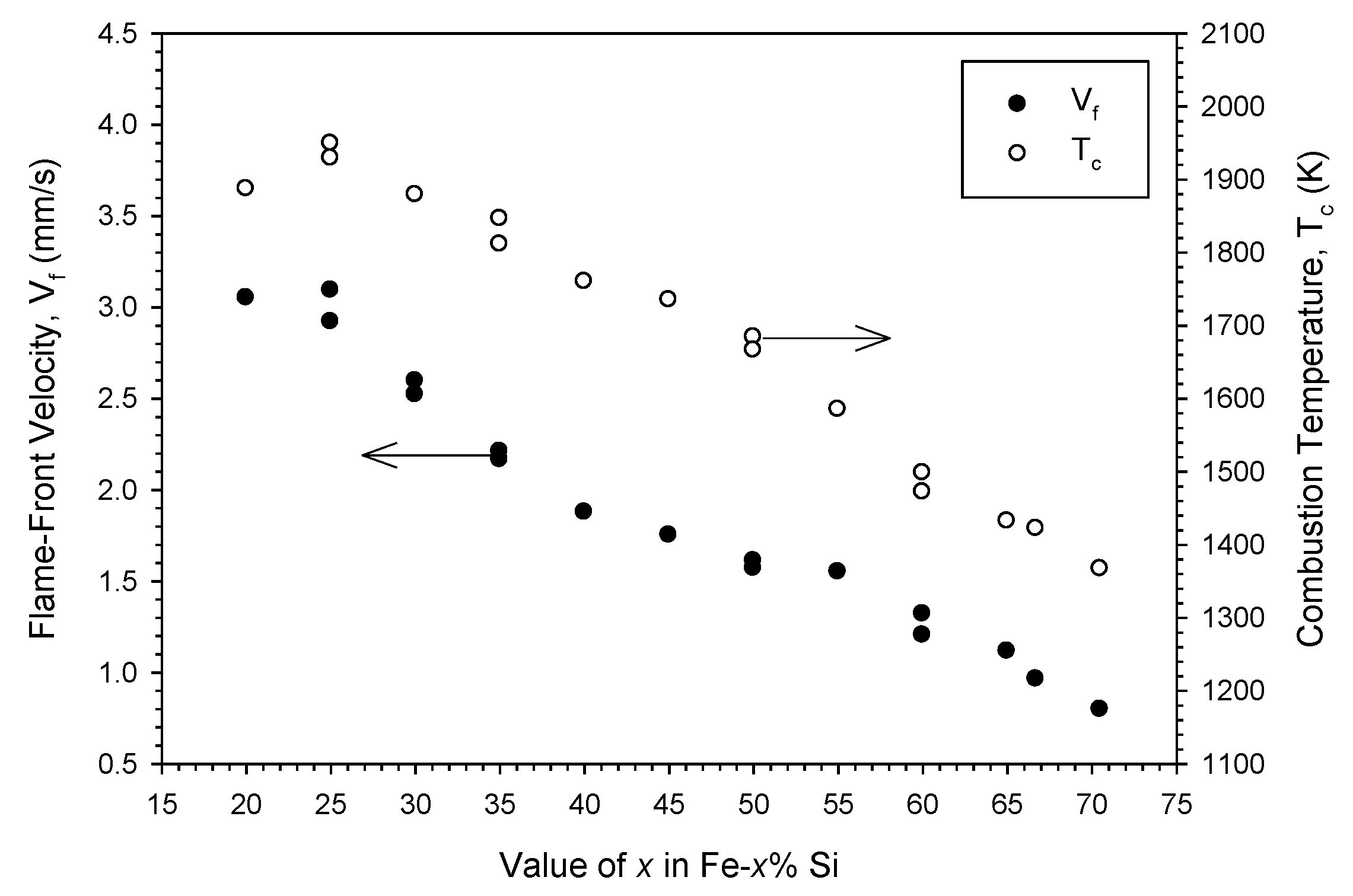
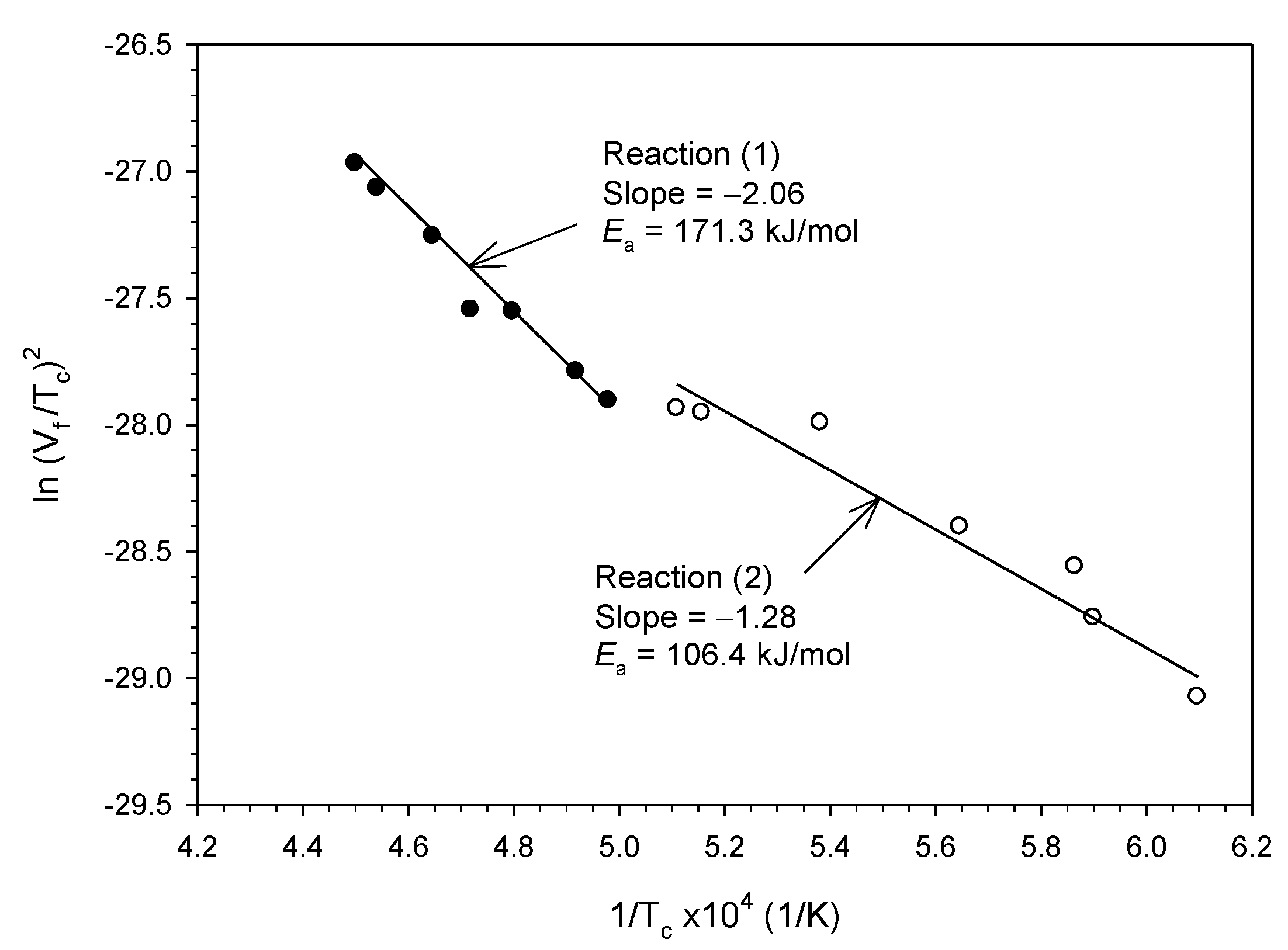
3.1. Combustion Exothermicity and Combustion Wave Kinetics
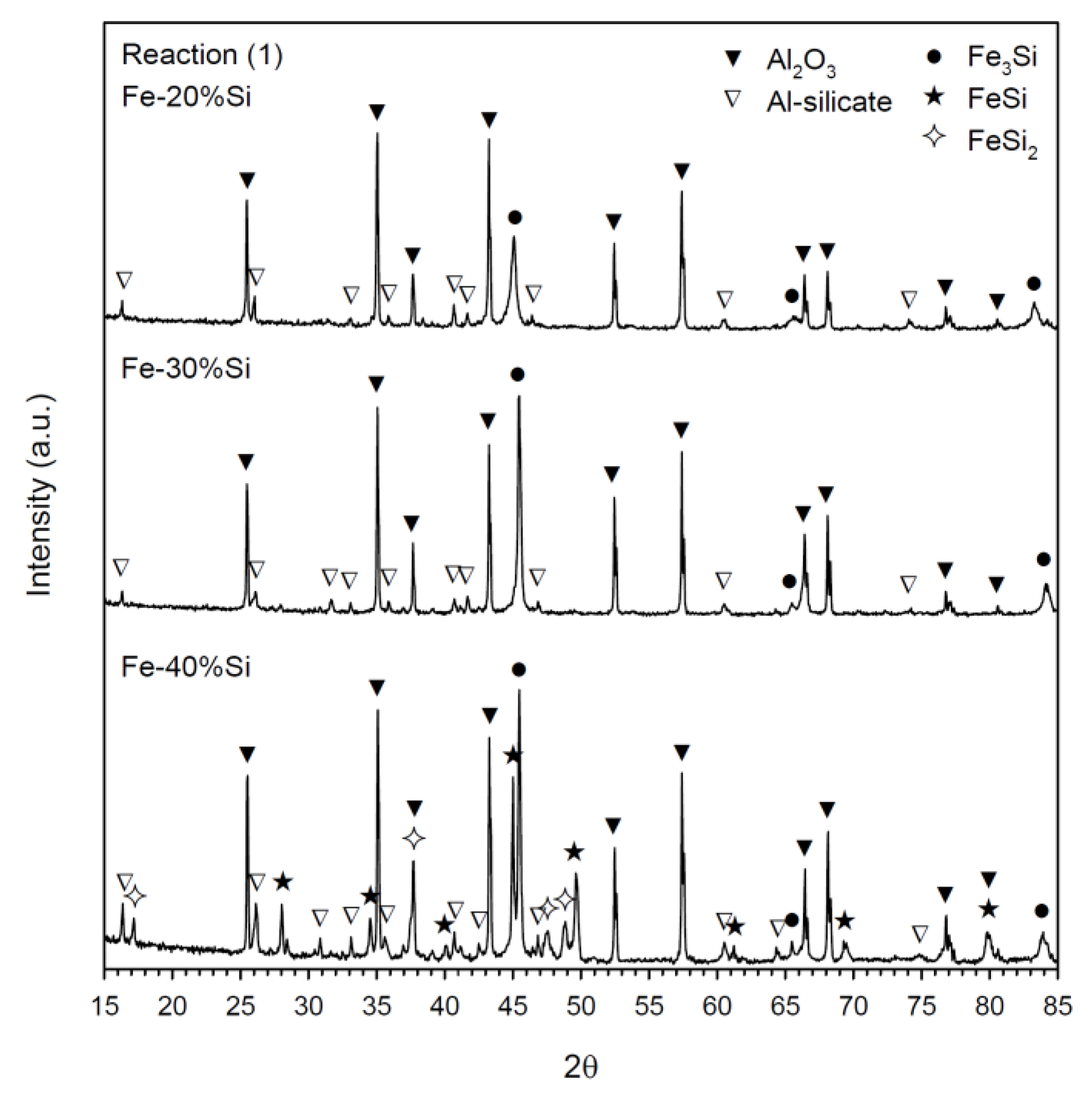
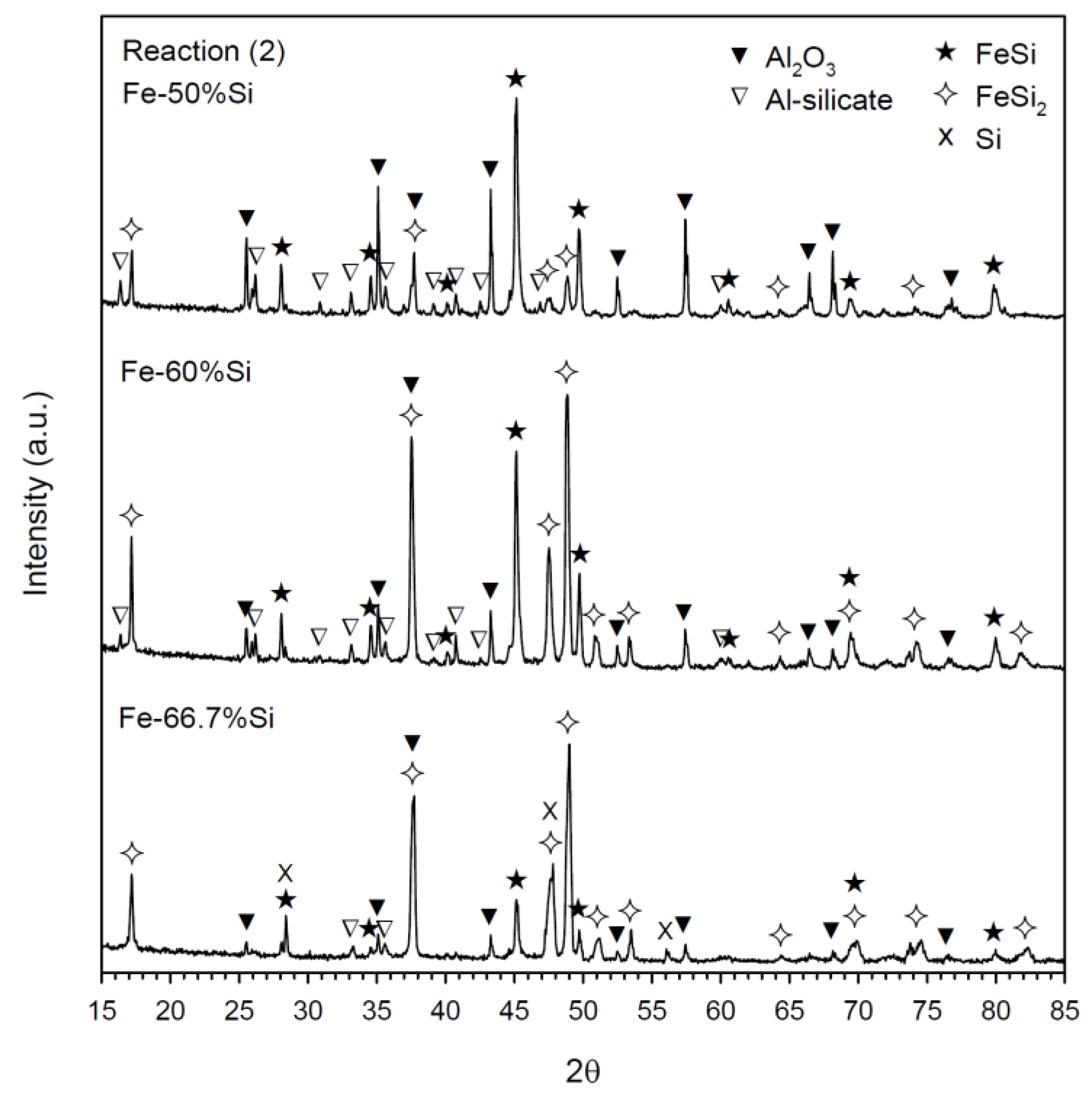
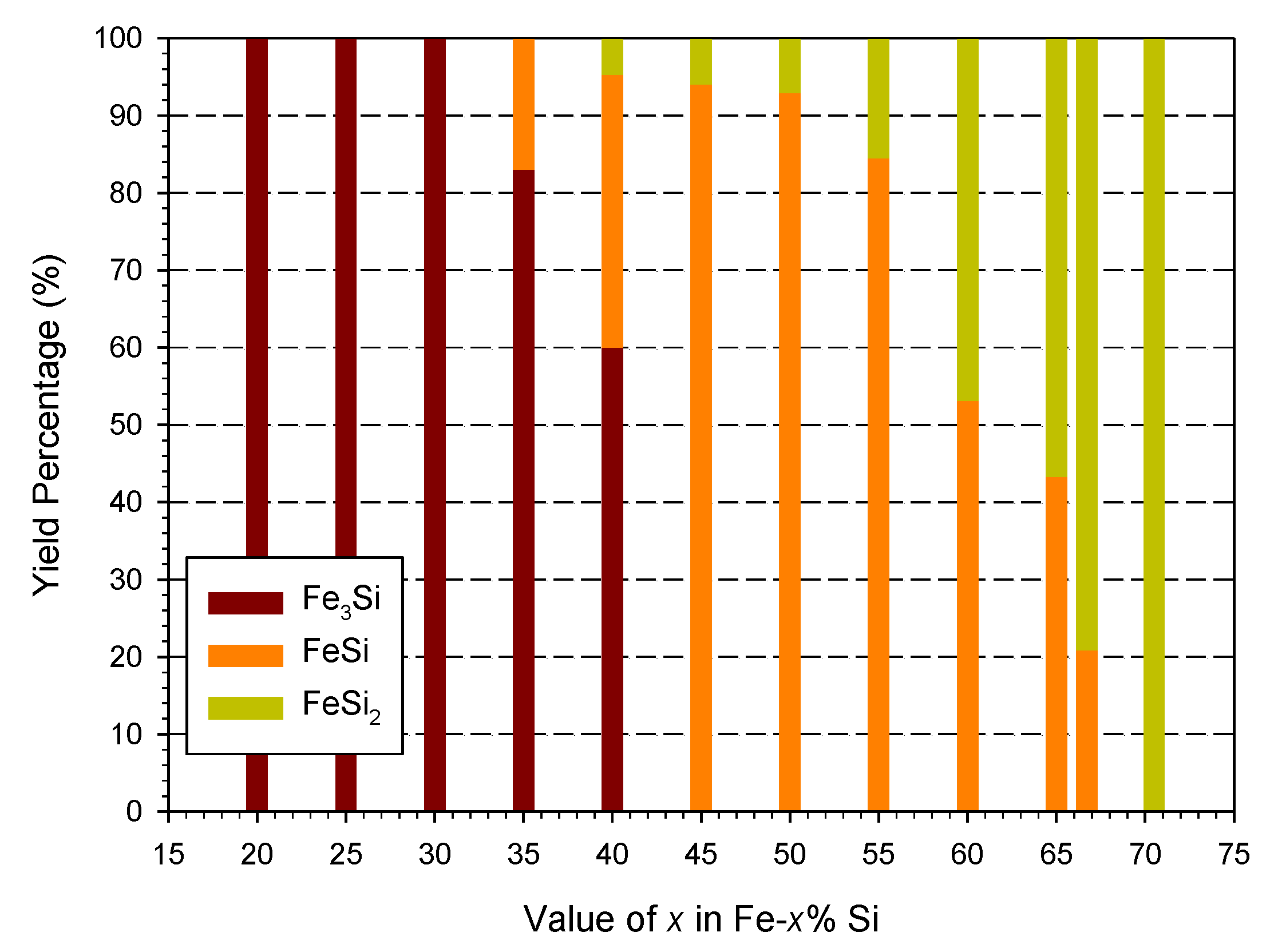
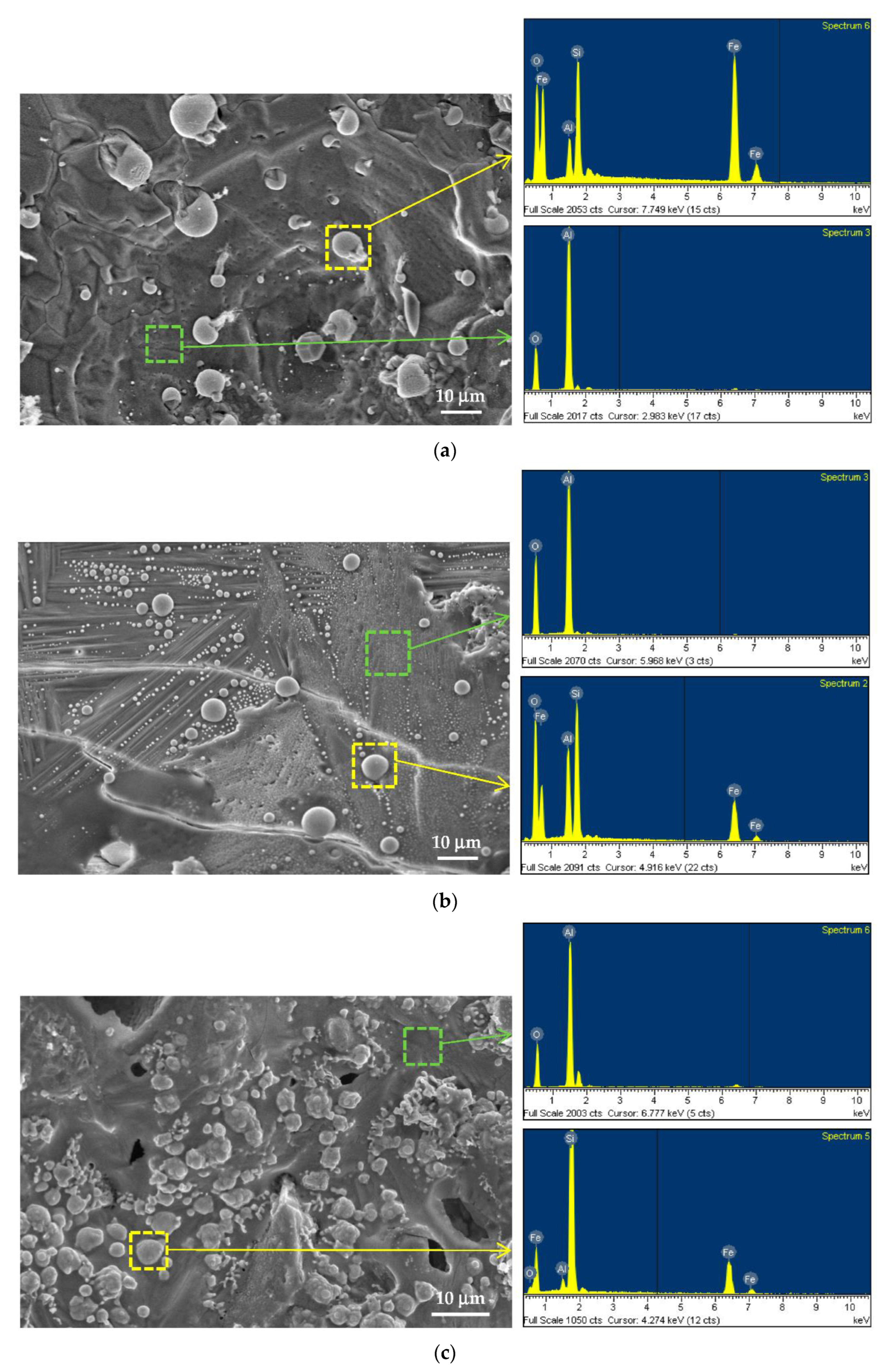
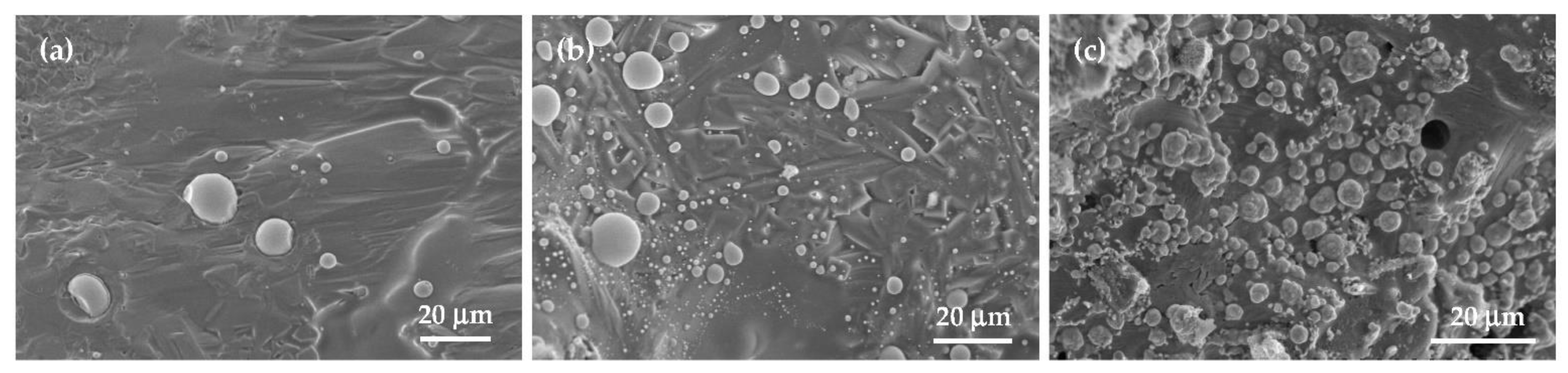
3.2. Phase Composition and Microstructure of Synthesized Products
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kauss, O.; Obert, S.; Bogomol, I.; Wablat, T.; Siemensmeyer, N.; Naumenko, K.; Krüger, M. Temperature resistance of Mo3Si: Phase stability, microhardness, and creep properties. Metals 2021, 11, 564. [Google Scholar] [CrossRef]
- Vellios, N.; Keating, P.; Tsakiropoulos, P. On the microstructure and properties of the Nb-23Ti-5Si-5Al-5Hf-5V-2Cr-2Sn (at.%) silicide-based alloy—RM(Nb)IC. Metals 2021, 11, 1868. [Google Scholar] [CrossRef]
- Chumakova, L.S.; Bakulin, A.V.; Hocker, S.; Schmauder, S.; Kulkova, S.E. Interaction of oxygen with the stable Ti5Si3 surface. Metals 2022, 12, 492. [Google Scholar] [CrossRef]
- Wu, J.; Chong, X.Y.; Jiang, Y.H.; Feng, J. Stability, electronic structure, mechanical and thermodynamic properties of Fe-Si binary compounds. J. Alloys Compd. 2017, 693, 859–870. [Google Scholar] [CrossRef]
- Sun, X.; Liu, X.; Liu, X.; Meng, Y.; Song, C.; Yang, Y.; Li, Y.W.; Wen, X.D. Exploration of properties from both the bulk and surface of iron silicides: A unified theoretical study. J. Phys. Chem. C 2019, 123, 11939–11949. [Google Scholar] [CrossRef]
- Dahal, N.; Chikan, V. Phase-Controlled synthesis of iron silicide (Fe3Si and FeSi2) nanoparticles in solution. Chem. Mater. 2010, 22, 2892–2897. [Google Scholar] [CrossRef]
- Wu, L.; Hu, F.; Yao, C.; Ding, B.; Xu, N.; Lu, M.; Sun, J.; Wu, J. Annealing effects and infrared photoelectric response of β-FeSi2 on Si (100) substrate prepared by pulsed laser deposition. Vacuum 2021, 188, 110183. [Google Scholar] [CrossRef]
- Comrie, C.M.; Falepin, A.; Richard, O.; Bender, H.; Vantomme, A. Metastable iron silicide phase formation by pulsed laser annealing. J. Appl. Phys. 2004, 95, 2365–2370. [Google Scholar] [CrossRef]
- Meng, Q.S.; Fan, W.H.; Chen, R.X.; Munir, Z.A. Thermoelectric properties of nanostructured FeSi2 prepared by field-activated and pressure-assisted reactive sintering. J. Alloys Compd. 2010, 492, 303–306. [Google Scholar] [CrossRef]
- Qu, X.; Lü, S.; Hu, J.; Meng, Q. Microstructure and thermoelectric properties of β-FeSi2 ceramics fabricated by hot-pressing and spark plasma sintering. J. Alloys Compd. 2011, 509, 10217–10221. [Google Scholar] [CrossRef]
- Yeh, C.-L.; Chen, K.-T.; Shieh, T.-H. Effects of Fe/Si stoichiometry on formation of Fe3Si/FeSi-Al2O3 composites by aluminothermic combustion synthesis. Metals 2021, 11, 1709. [Google Scholar] [CrossRef]
- Guan, J.; Chen, X.; Yang, K.; Rykov, A.; Wang, J.; Liang, C. Preparation and size-dependent magnetism of highly dispersed iron silicide nanoparticles on silica. J. Mater. Chem. C 2014, 2, 5292–5298. [Google Scholar] [CrossRef]
- Kubaschewski von Goldbeck, O. Iron-Binary Phase Diagrams; Springer: Berlin/Heidelberg, Germany, 1982; pp. 136–139. [Google Scholar]
- Kamynina, O.; Vadchenko, S.; Shkodich, N.; Kovalev, I. Ta/Ti/Ni/Ceramic multilayered composites by combustion synthesis: Microstructure and mechanical properties. Metals 2022, 12, 38. [Google Scholar] [CrossRef]
- Jiao, X.; Liu, Y.; Cai, X.; Wang, J.; Feng, P. Progress of porous Al-containing intermetallics fabricated by combustion synthesis reactions: A review. J. Mater. Sci. 2021, 56, 11605–11630. [Google Scholar] [CrossRef]
- Vorotilo, S.; Potanin, A.Y.; Pogozhev, Y.S.; Levashov, E.A.; Kochetov, N.A.; Kovalev, D.Y. Self-propagating high-temperature synthesis of advanced ceramics MoSi2–HfB2–MoB. Ceram. Int. 2019, 45, 96–107. [Google Scholar] [CrossRef]
- Minasyan, T.; Aghayan, M.; Liu, L.; Aydinyan, S.; Kollo, L.; Hussainova, I.; Rodríguez, M.A. Combustion synthesis of MoSi2 based composite and selective laser sintering thereof. J. Eur. Ceram. Soc. 2018, 38, 3814–3821. [Google Scholar] [CrossRef]
- Ran, H.; Niu, J.; Song, B.; Wang, X.; Feng, P.; Wang, J.; Ge, Y.; Farid, A. Microstructure and properties of Ti5Si3-based porous intermetallic compounds fabricated via combustion synthesis. J. Alloys Compd. 2014, 612, 337–342. [Google Scholar] [CrossRef]
- Yeh, C.L.; Chen, W.H. An Experimental investigation on combustion synthesis of transition metal silicides V5Si3, Nb5Si3 and Ta5Si3. J. Alloys Compd. 2007, 439, 59–66. [Google Scholar] [CrossRef]
- Gras, C.; Bernsten, N.; Bernard, F.; Gaffet, E. The mechanically activated combustion reaction in the Fe-Si system: In situ time-resolved synchrotron investigations. Intermetallics 2002, 10, 271–282. [Google Scholar] [CrossRef]
- Gras, C.; Zink, N.; Bernard, F.; Gaffet, E. Assisted self-sustaining combustion reaction in the Fe-Si system: Mechanical and chemical activation. Mater. Sci. Eng. A 2007, 456, 270–277. [Google Scholar] [CrossRef]
- Zakeri, M.; Rahimipour, M.R.; Sadrnezhad, S.K. In situ synthesis of FeSi-Al2O3 nanocomposite powder by mechanical alloying. J. Alloys Compd. 2010, 492, 226–230. [Google Scholar] [CrossRef]
- Guan, J.; Chen, X.; Zhang, L.; Wang, J.; Liang, C. Rapid preparation and magnetic properties of Fe3Si–Al2O3 nanocomposite by mechanical alloying and heat treatment. Phys. Status Solidi A 2016, 213, 1585–1591. [Google Scholar] [CrossRef]
- Yeh, C.-L.; Chen, K.-T. Synthesis of FeSi-Al2O3 composites by autowave combustion with metallothermic reduction. Metals 2021, 11, 258. [Google Scholar] [CrossRef]
- Najafi, A.; Sharifi, F.; Mesgari-Abbasi, S.; Khalaj, G. Influence of pH and temperature parameters on the sol-gel synthesis process of meso porous ZrC nanopowder. Ceram. Int. 2022, 48, 26725–26731. [Google Scholar] [CrossRef]
- Pouraliakbar, H.; Hosseini Monazzah, A.; Bagheri, R.; Seyed Reihani, S.M.; Khalaj, G.; Nazari, A.; Jandaghi, M.R. Toughness prediction in functionally graded Al6061/SiCp composites produced by roll-bonding. Ceram. Int. 2014, 40, 8809–8825. [Google Scholar] [CrossRef]
- Liang, Y.H.; Wang, H.Y.; Yang, Y.F.; Zhao, R.Y.; Jiang, Q.C. Effect of Cu content on the reaction behaviors of self-propagating high-temperature synthesis in Cu-Ti-B4C system. J. Alloys Compd. 2008, 462, 238–248. [Google Scholar] [CrossRef]
- Binnewies, M.; Milke, E. Thermochemical Data of Elements and Compounds; Wiley-VCH Verlag GmbH: Weinheim, Germany, 2002. [Google Scholar]
- Acker, J.; Bohmhammel, K.; van den Berg, G.J.K.; van Miltenburg, J.C.; Kloc, C. Thermodynamic properties of iron silicides FeSi and α-FeSi2. J. Chem. Thermodyn. 1999, 31, 1523–1536. [Google Scholar] [CrossRef]
- Yeh, C.L.; Lin, J.Z. Combustion synthesis of Cr-Al and Cr-Si intermetallics with Al2O3 additions from Cr2O3-Al and Cr2O3-Al-Si reaction systems. Intermetallics 2013, 33, 126–133. [Google Scholar] [CrossRef]
- Varma, A.; Rogachev, A.S.; Mukasyan, A.S.; Hwang, S. Combustion synthesis of advanced materials: Principals and applications. Adv. Chem. Eng. 1998, 24, 79–225. [Google Scholar]
- Yeh, C.L.; Ke, C.Y. Combustion synthesis of FeAl–Al2O3 composites with TiB2 and TiC additions via metallothermic reduction of Fe2O3 and TiO2. Trans. Nonferrous Met. Soc. China 2020, 30, 2510–2517. [Google Scholar] [CrossRef]
- Radklaochotsatain, N.; Niyomwas, S.; Chanadee, T. Zirconium diboride-mullite composite form mineral: Combustion synthesis, consolidation, characterizations and properties. Ceram. Int. 2020, 46, 18842–18850. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| x, Fe-x% Si | a | m | n | Tad (K) |
|---|---|---|---|---|
| 20 | 1.13 | 1.13 | 0 | 2870 |
| 25 | 1.5 | 1.5 | 0 | 3206 |
| 30 | 1.93 | 1.29 | 0.64 | 3158 |
| 35 | 2.42 | 1.04 | 1.38 | 3110 |
| 40 | 3.0 | 0.75 | 2.25 | 3059 |
| 45 | 3.68 | 0.41 | 3.27 | 3008 |
| x, Fe-x% Si | b | p | q | Tad (K) |
|---|---|---|---|---|
| 50 | 4.5 | 4.5 | 0 | 2960 |
| 55 | 5.5 | 3.5 | 1.0 | 2820 |
| 60 | 6.75 | 2.25 | 2.25 | 2670 |
| 65 | 8.36 | 0.64 | 3.86 | 2504 |
| 66.7 | 9.0 | 0 | 4.5 | 2444 |
| 70.5 | 10.75 | 0 | 4.5 | 2292 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yeh, C.-L.; Lu, A.; Liang, W.-C. Fe-Si Intermetallics/Al2O3 Composites Formed between Fe-20% Si and Fe-70.5% Si by SHS Metallurgy Method. Metals 2022, 12, 1337. https://doi.org/10.3390/met12081337
Yeh C-L, Lu A, Liang W-C. Fe-Si Intermetallics/Al2O3 Composites Formed between Fe-20% Si and Fe-70.5% Si by SHS Metallurgy Method. Metals. 2022; 12(8):1337. https://doi.org/10.3390/met12081337
Chicago/Turabian StyleYeh, Chun-Liang, Ann Lu, and Wei-Che Liang. 2022. "Fe-Si Intermetallics/Al2O3 Composites Formed between Fe-20% Si and Fe-70.5% Si by SHS Metallurgy Method" Metals 12, no. 8: 1337. https://doi.org/10.3390/met12081337