
Effect of Ta Content on Microstructure and Properties of (Ti,W)C-Based Cermets

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
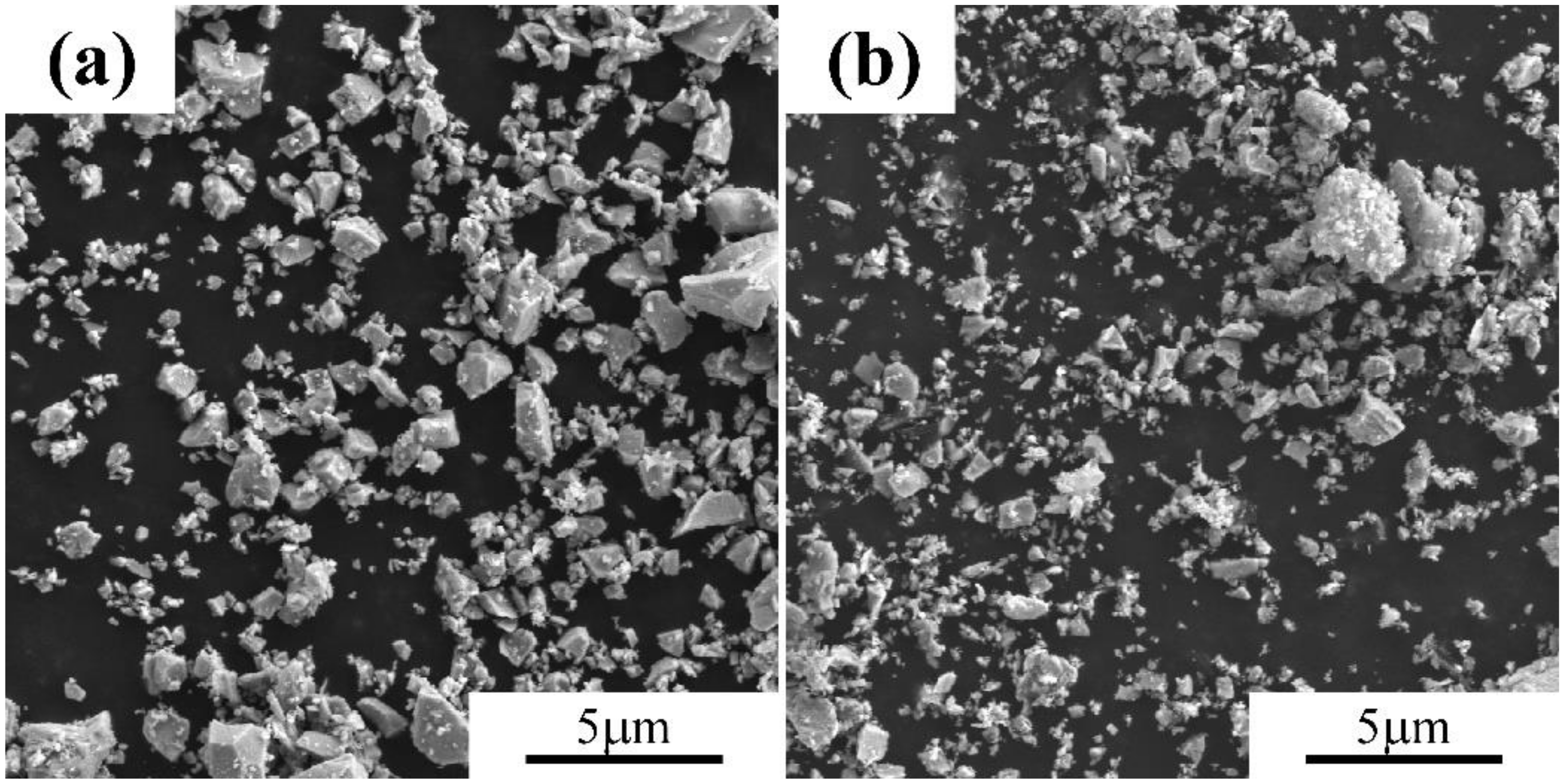
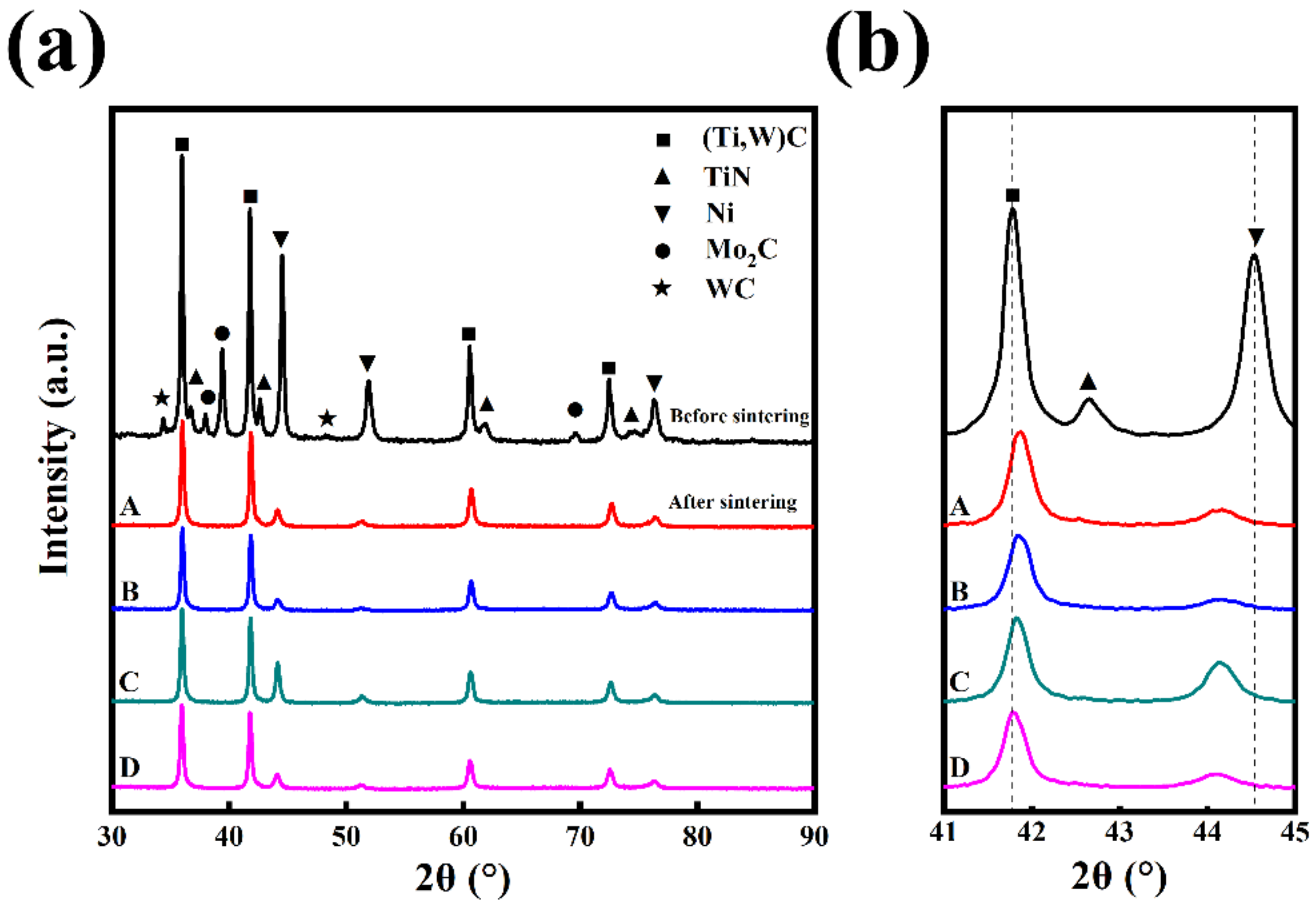
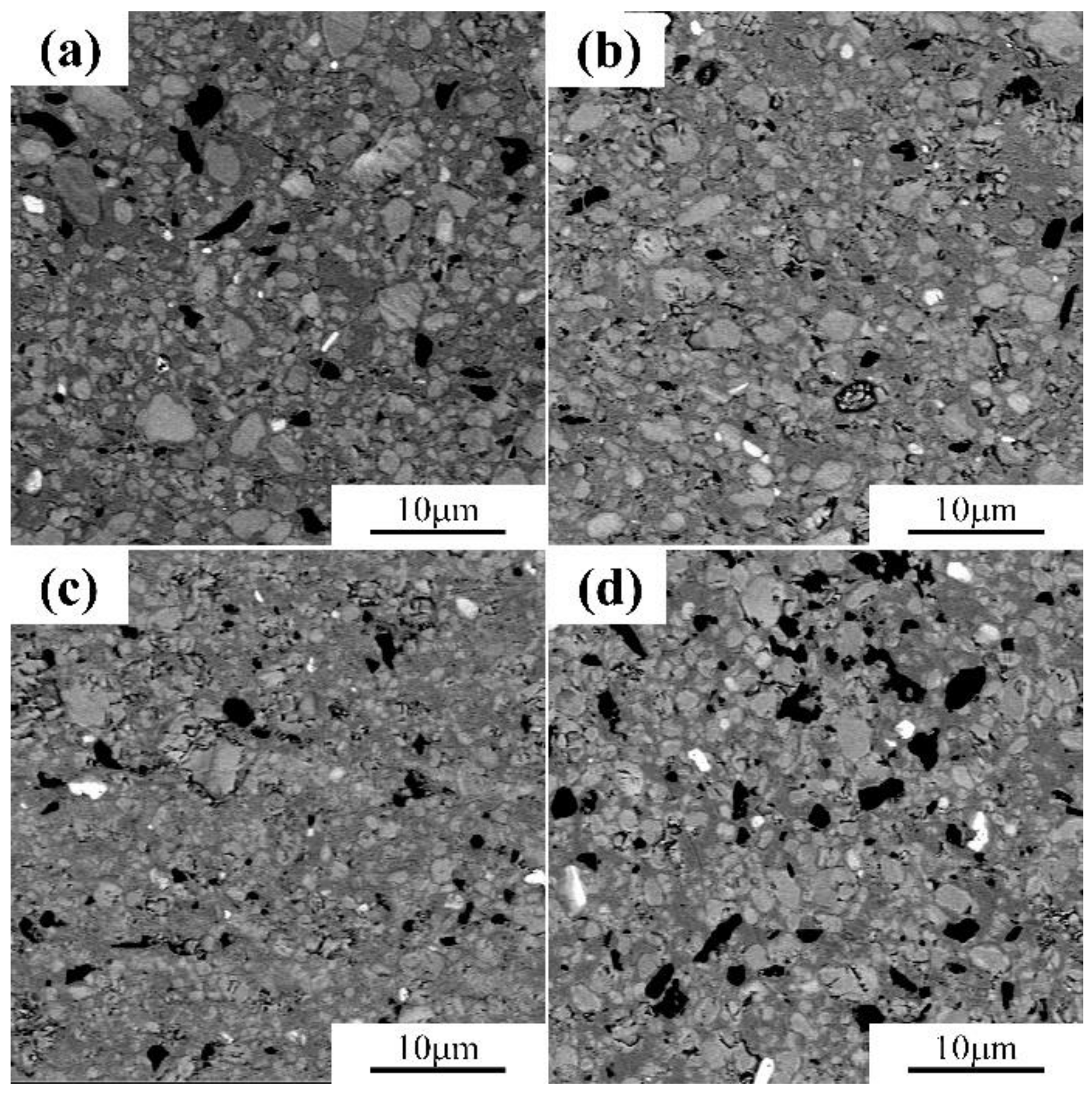
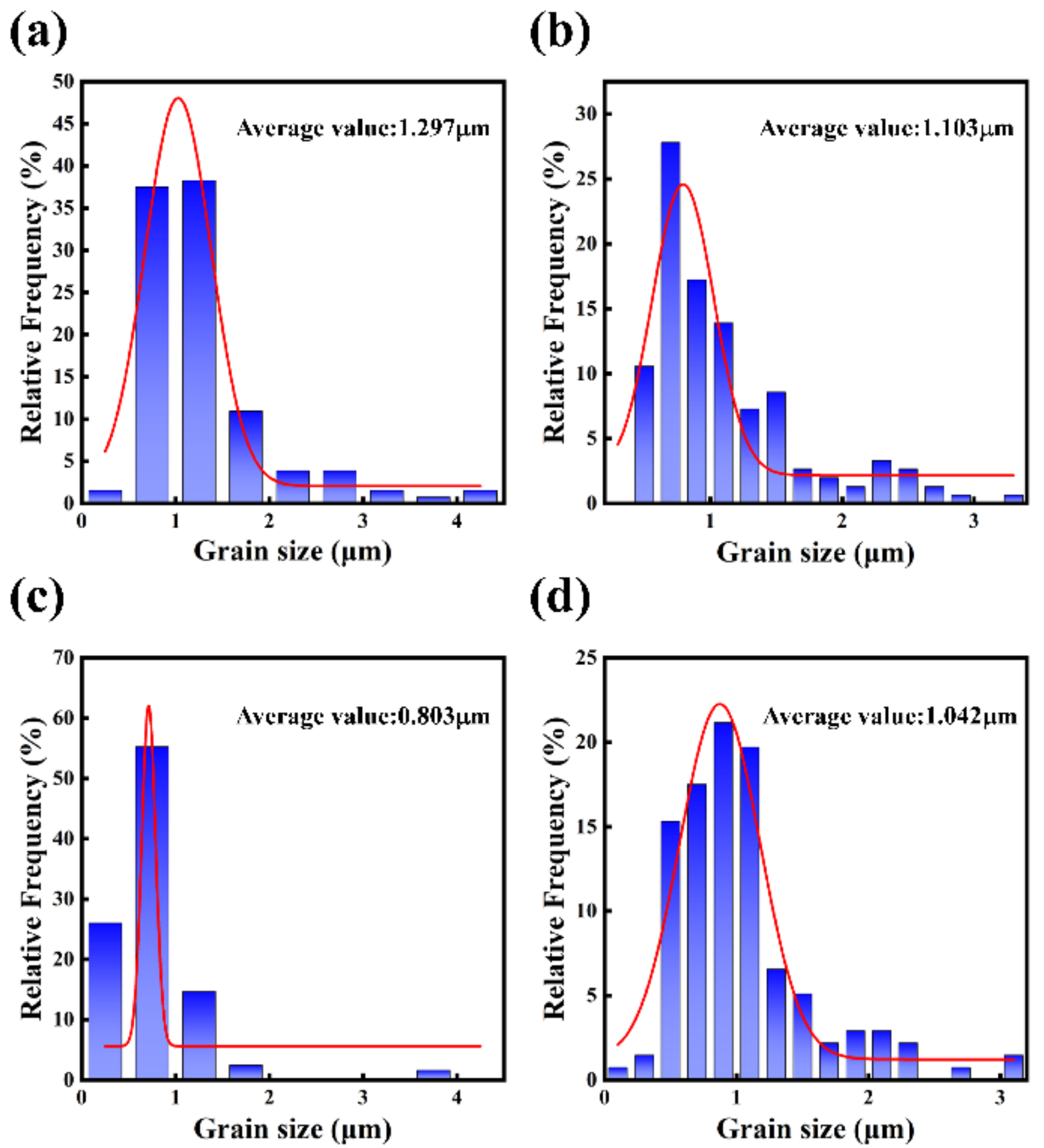
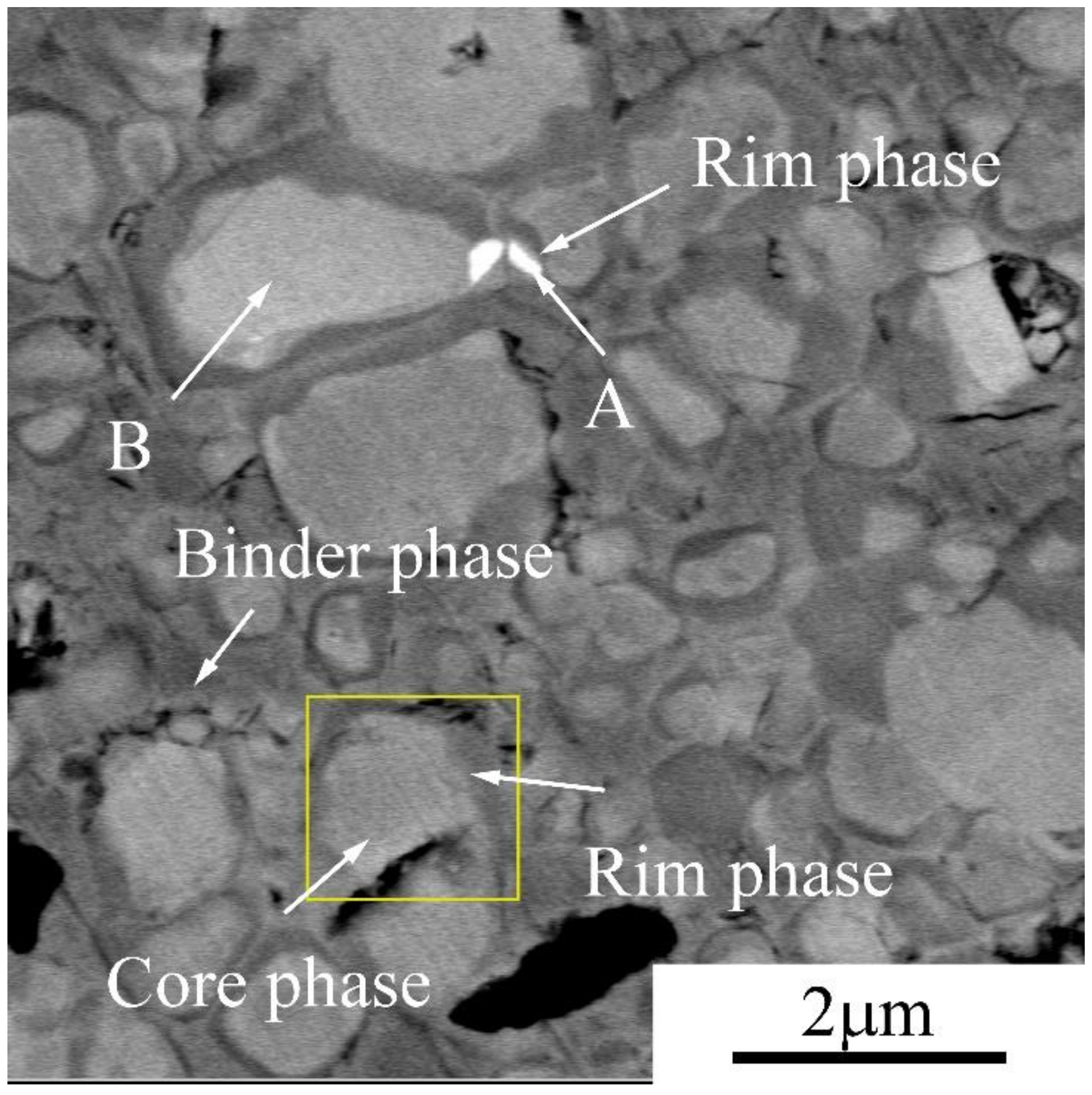
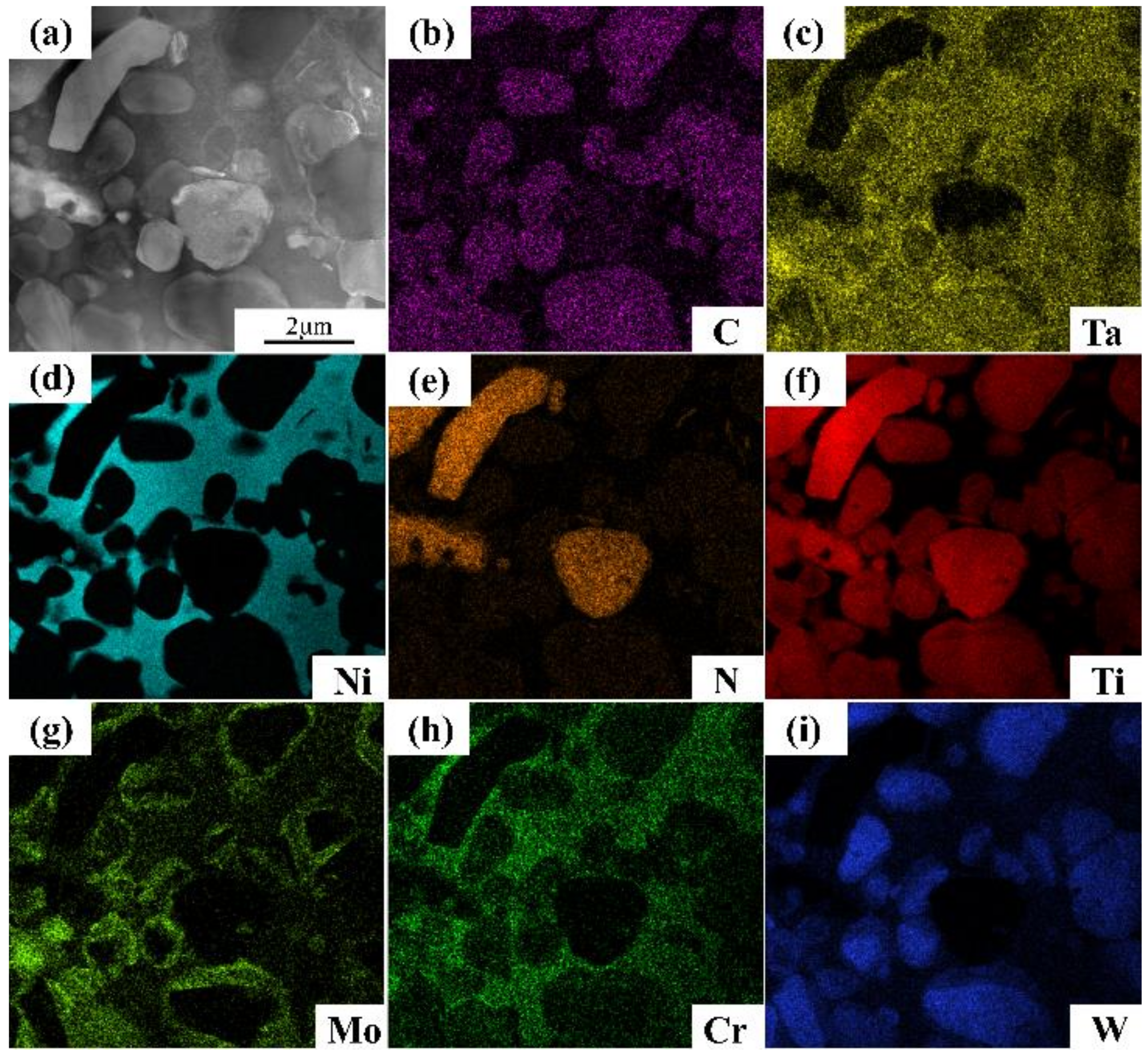
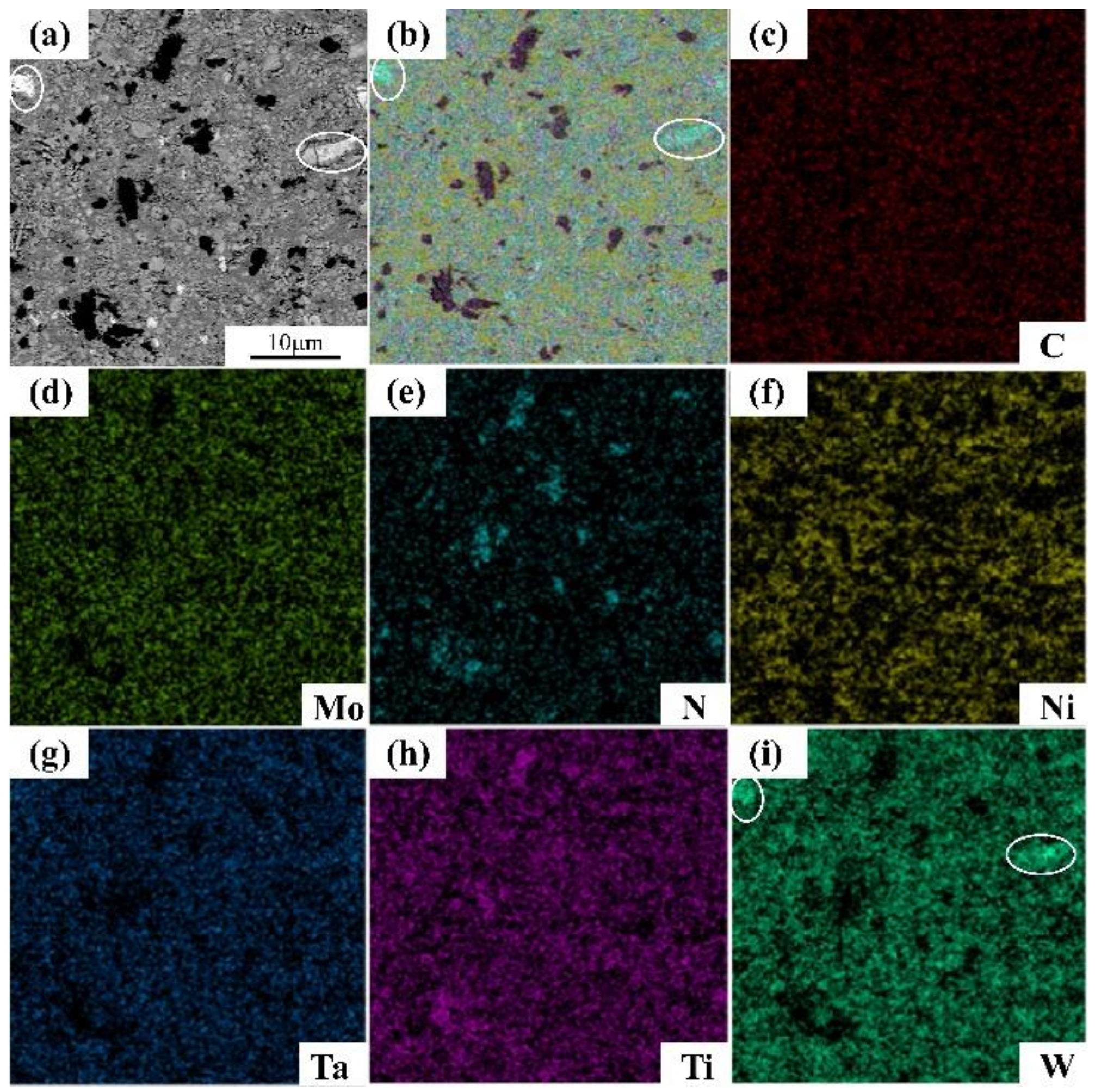
3.1. Microstructure and Phase Composition of (Ti,W)C-Based Cermets
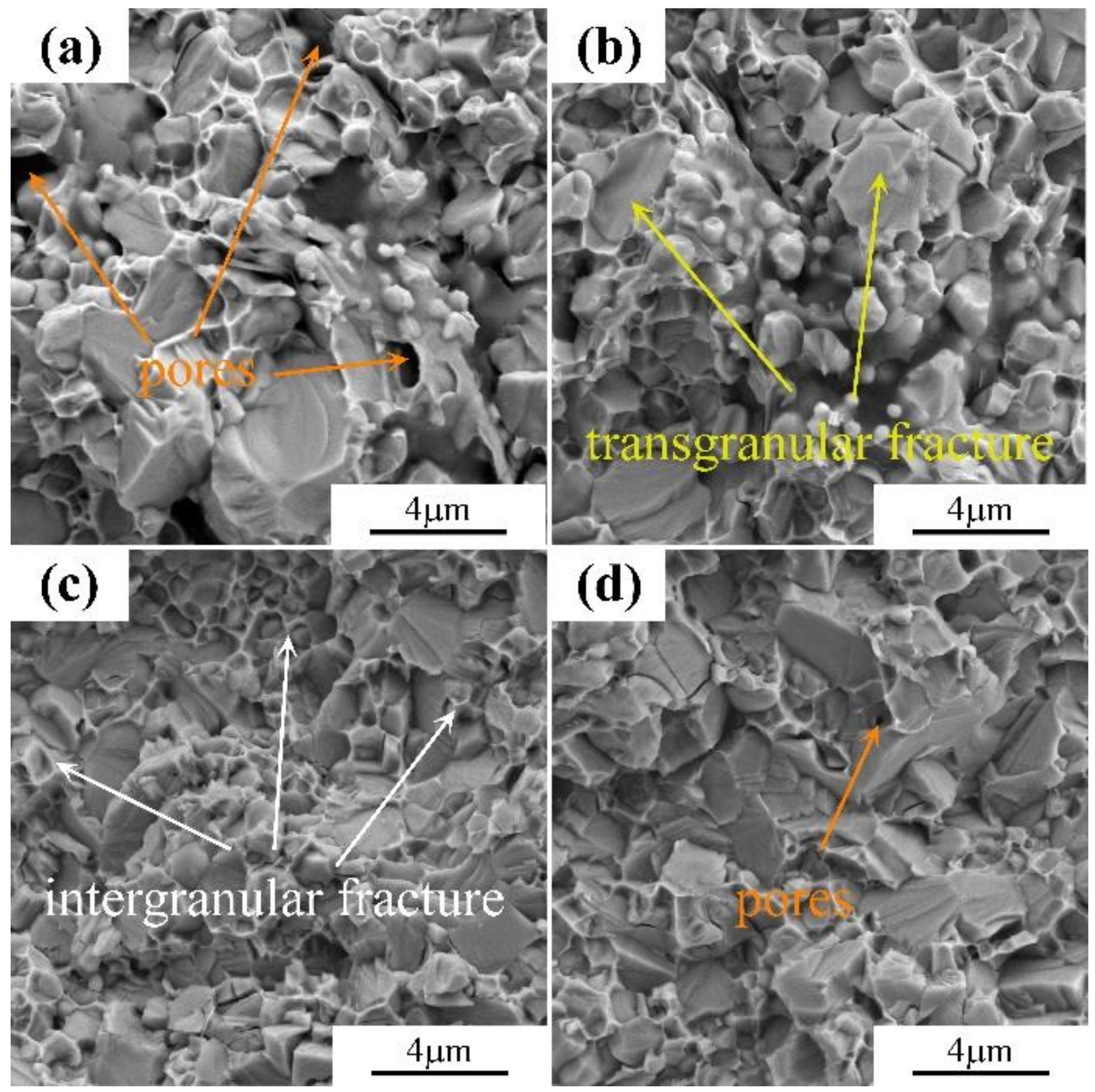
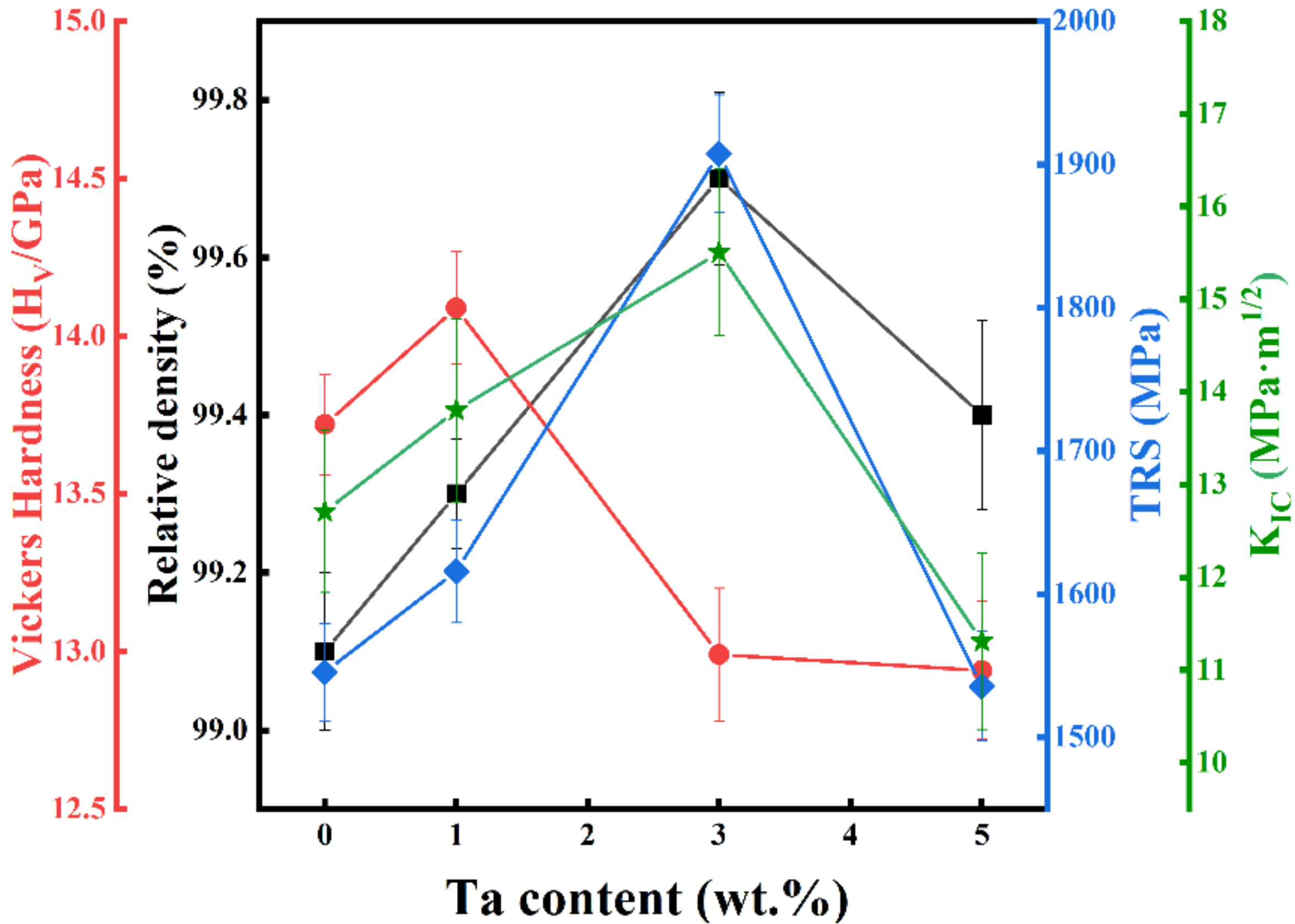
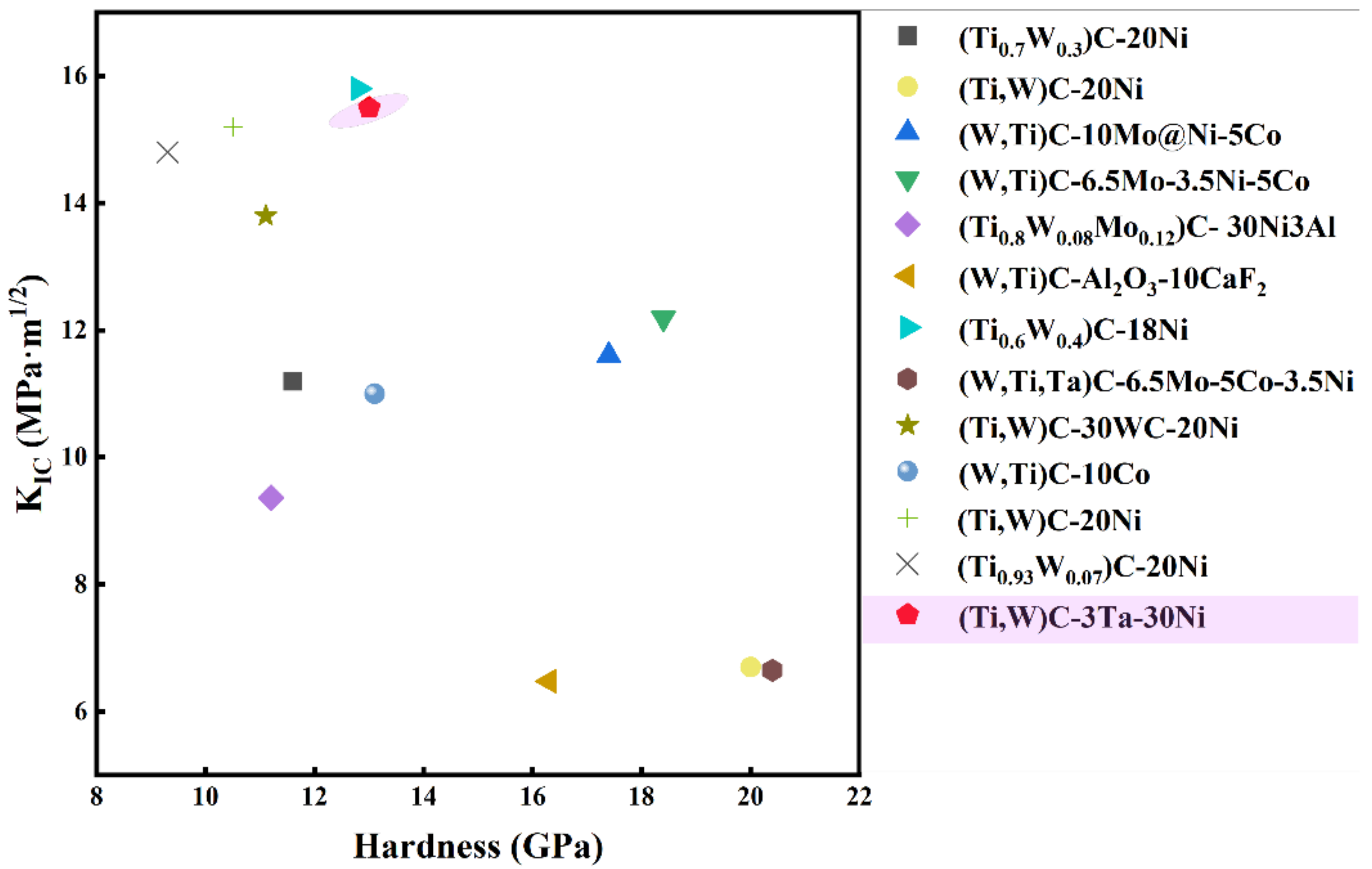
3.2. Mechanical Properties
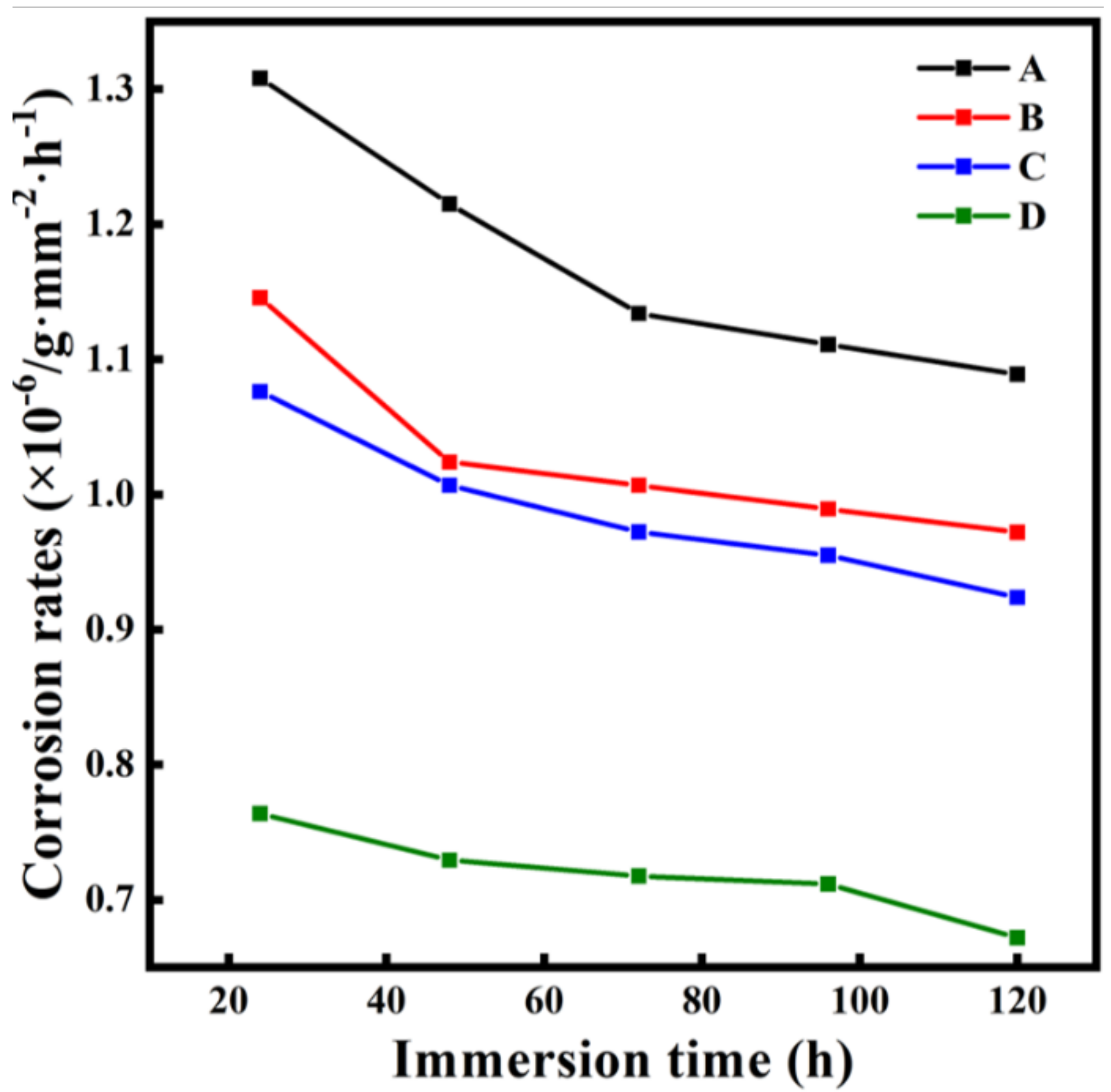
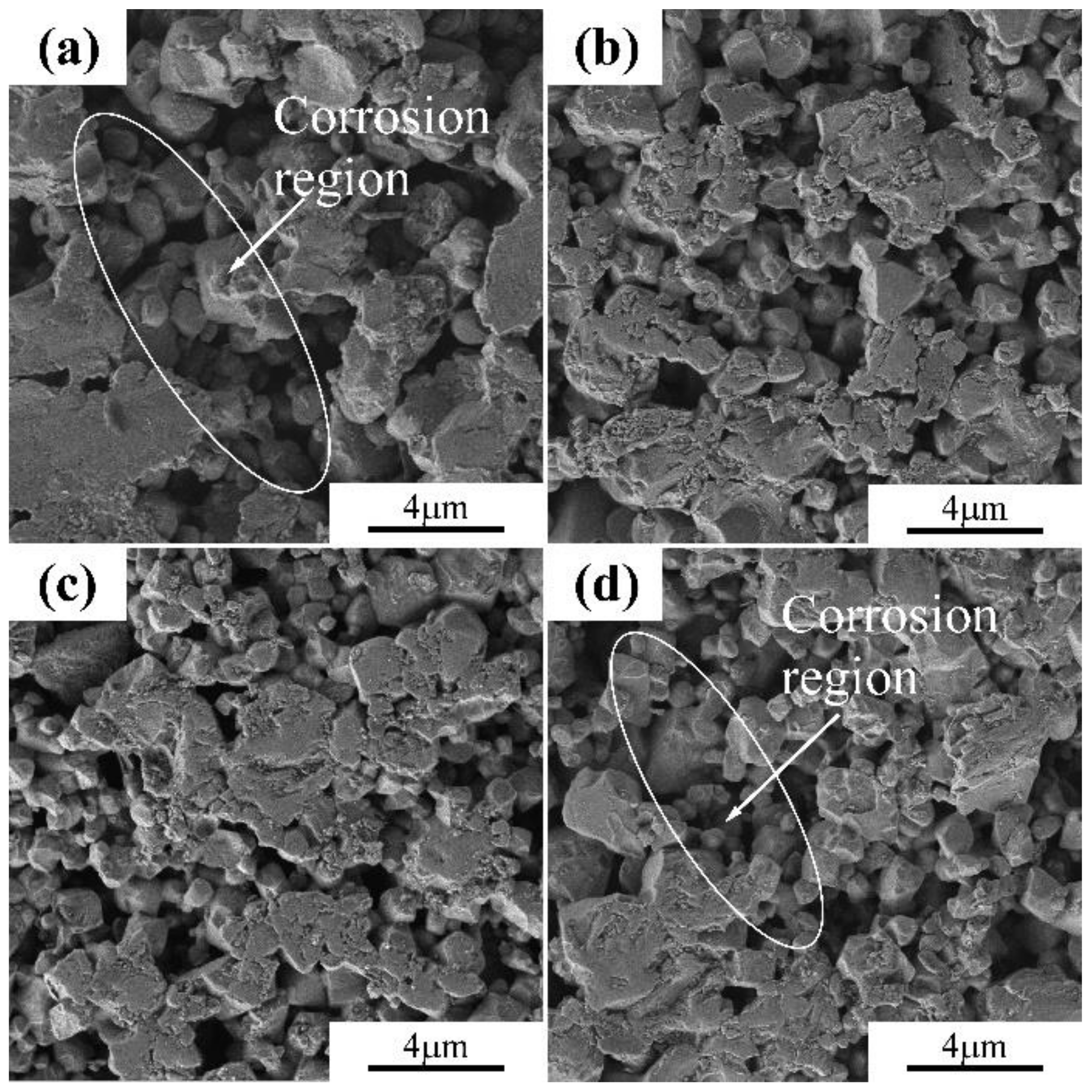
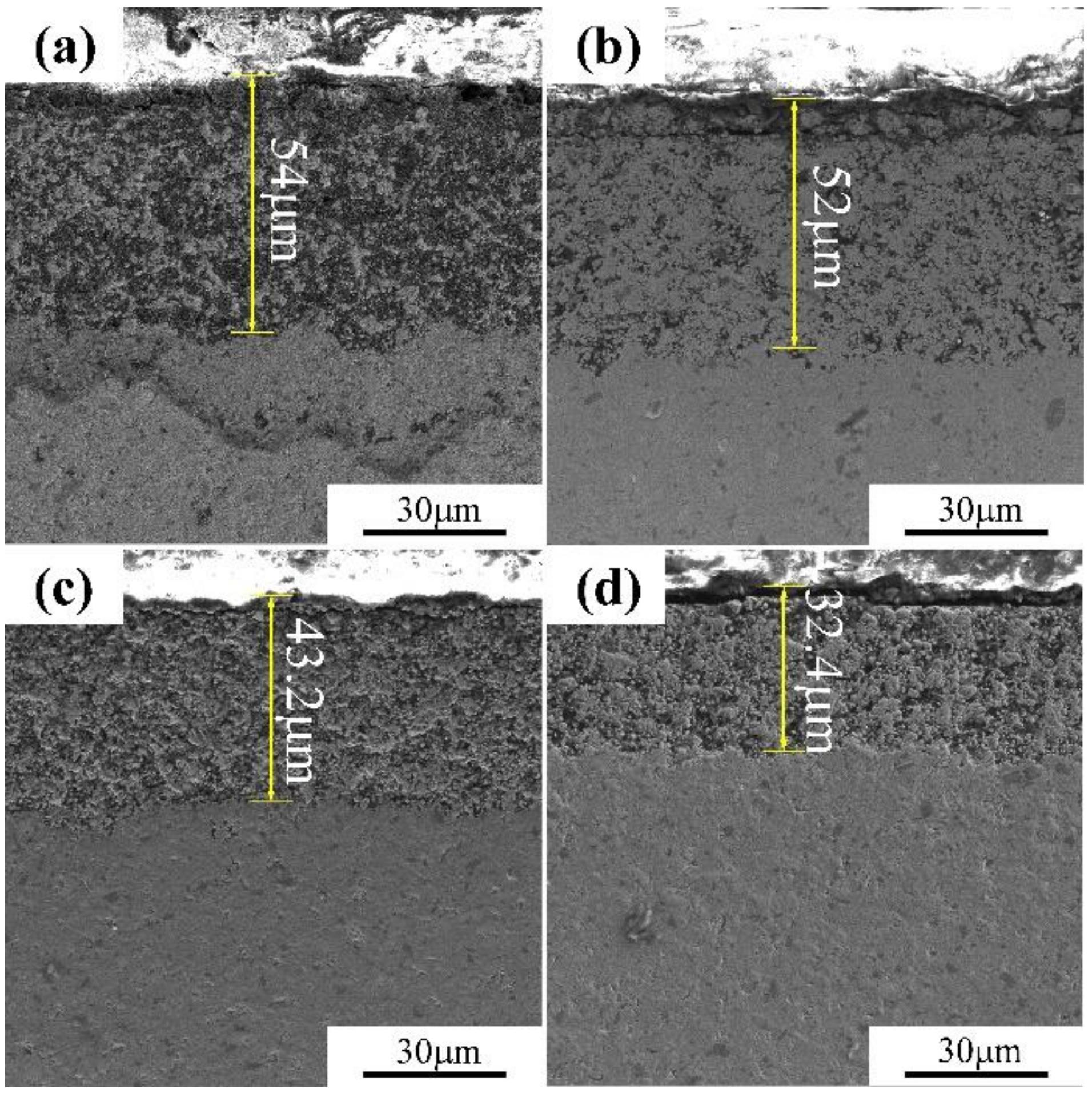
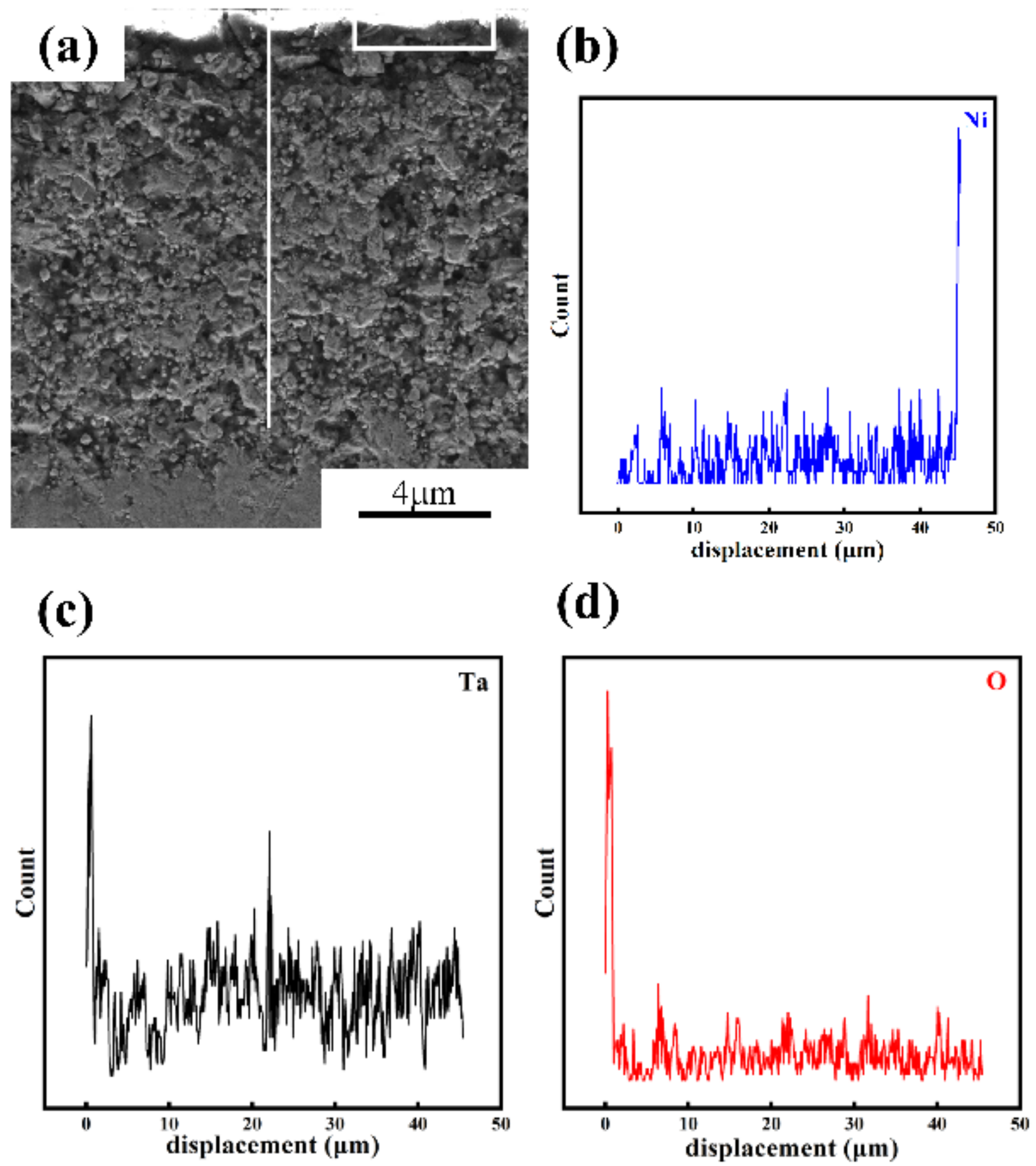
3.3. Immersion Corrosion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Genga, R.M.; Akdogan, G.; Westraadt, J.E.; Cornish, L.A. Microstructure and Material Properties of PECS Manufactured WC-NbC-CO and WC-TiC-Ni Cemented Carbides. Int. J. Refract. Met. Hard Mater. 2015, 49, 240–248. [Google Scholar] [CrossRef]
- Zhou, M.; Yang, H.; Zhang, H.; Zhang, J.; Xia, X.; Liu, X. The Research on Cutting Performance of Two Kinds of Ti(C, N)-Based Cermet Cutters. Key Eng. Mater. 2014, 589–590, 332–336. [Google Scholar] [CrossRef]
- Yun, H.; Zou, B.; Wang, J. Effects of Sintering Temperature and Nano Ti(C,N) on the Microstructure and Mechanical Properties of Ti(C,N) Cermets Cutting Tool Materials with Low Ni-Co. Mater. Sci. Eng. A 2017, 705, 98–104. [Google Scholar] [CrossRef]
- Xu, Q.; Zhao, J.; Ai, X. Fabrication and Cutting Performance of Ti(C,N)-Based Cermet Tools Used for Machining of High-Strength Steels. Ceram. Int. 2017, 43, 6286–6294. [Google Scholar] [CrossRef]
- Córdoba, J.M.; Chicardi, E.; Gotor, F.J. Liquid-Phase Sintering of Ti(C,N)-Based Cermets. the Effects of Binder Nature and Content on the Solubility and Wettability of Hard Ceramic Phases. J. Alloys Compd. 2013, 559, 34–38. [Google Scholar] [CrossRef] [Green Version]
- Menezes, P.L.; Ingole, S.P.; Nosonovsky, M.; Kailas, S.V.; Lovell, M.R. Tribology for Scientists and Engineers: From Basics to Advanced Concepts; Springer: Cham, Switzerland, 2013; Volume 9781461419, pp. 1–948. [Google Scholar]
- Yu, H.; Liu, W.; Zheng, Y. Microstructure and Mechanical Properties of Liquid Phase Sintered Mo2FeB2 Based Cermets. Mater. Des. 2011, 32, 3521–3525. [Google Scholar] [CrossRef]
- Kwon, W.T.; Park, J.S.; Kang, S. Effect of Group IV Elements on the Cutting Characteristics of Ti(C,N) Cermet Tools and Reliability Analysis. J. Mater. Process. Technol. 2005, 166, 9–14. [Google Scholar] [CrossRef]
- Xiong, H.; Wu, Y.; Li, Z.; Gan, X.; Zhou, K.; Chai, L. Comparison of Ti(C, N)-Based Cermets by Vacuum and Gas-Pressure Sintering: Microstructure and Mechanical Properties. Ceram. Int. 2018, 44, 805–813. [Google Scholar] [CrossRef]
- Rubiano Buitrago, J.D.; Gil Plazas, A.F.; Herrera Quintero, L.K. Influence of TiC and Cr3C2 Additions on the Mechanical Properties of a (W-Ti-Cr)C-Co Sintered Hardmetal. J. Mater. Res. Technol. 2019, 8, 5736–5744. [Google Scholar] [CrossRef]
- Nie, R.; Peng, Y.; Liu, G.; Yan, W.; Yan, L.; Zhou, W.; Zhou, S.; Zhang, W.; Jin, P. Microstructure and Properties of Ti(C, N)-Based Cermet with Multi-Core-Rim Microstructure: Effect of (Ti, W, Ta) (C, N) Pre-Solid Solution Composition. J. Mater. Sci. 2022, 57, 4583–4593. [Google Scholar] [CrossRef]
- Huang, S.G.; Liu, C.; Liu, B.L.; Vleugels, J.; Huang, J.H.; Lauwers, B.; Qian, J.; Mohrbacher, H. Microstructure and Mechanical Properties of (Nb,W,Ti)(C,N)-Ni Solid Solution Cermets with 6 to 20 Wt% Ni. Int. J. Refract. Met. Hard Mater. 2022, 103, 105757. [Google Scholar] [CrossRef]
- Wang, G.D. Production Principle of Cemented Carbide, 1st ed.; Metallurgical Industry Press: Beijing, China, 1988. [Google Scholar]
- Lin, Z.; Xiong, J.; Guo, Z.; Zhou, W.; Wan, W.; Yang, L. Effect of Mo2C Addition on the Microstructure and Fracture Behavior of (W,Ti)C-Based Cemented Carbides. Ceram. Int. 2014, 40, 16421–16428. [Google Scholar] [CrossRef]
- Zhang, H.; Yan, J.; Zhang, X.; Tang, S. Properties of Titanium Carbonitride Matrix Cermets. Int. J. Refract. Met. Hard Mater. 2006, 24, 236–239. [Google Scholar] [CrossRef]
- Han, C.; Kong, M. Fabrication and Properties of TiC-Based Cermet with Intra/Intergranular Microstructure. Mater. Des. 2009, 30, 1205–1208. [Google Scholar] [CrossRef]
- Manoj Kumar, B.V.; Balasubramaniam, R.; Basu, B. Electrochemical Behavior of TiCN-Ni-Based Cermets. J. Am. Ceram. Soc. 2007, 90, 205–210. [Google Scholar] [CrossRef]
- Naidoo, M.; Johnson, O.; Sigalas, I.; Herrmann, M. Influence of Tantalum on the Microstructure and Properties of Ti(C,N)-Ni Cermets. Int. J. Refract. Met. Hard Mater. 2014, 42, 97–102. [Google Scholar] [CrossRef]
- Park, S.; Kang, Y.J.; Kwon, H.J.; Kang, S. Synthesis of (Ti, M1, M2)(CN)-Ni Nanocrystalline Powders. Int. J. Refract. Met. Hard Mater. 2006, 24, 115–121. [Google Scholar] [CrossRef]
- Han, C.; Tian, C. Effect of Mo2C on the Microstructure and Mechanical Properties of (Ti, W)C-Ni Cermets. Powder Metall. Met. Ceram. 2014, 53, 57–63. [Google Scholar] [CrossRef]
- Zhang, G.; Xiong, W.; Yang, Q.; Yao, Z.; Chen, S.; Chen, X. Effect of Mo Addition on Microstructure and Mechanical Properties of (Ti,W)C Solid Solution Based Cermets. Int. J. Refract. Met. Hard Mater. 2014, 43, 77–82. [Google Scholar] [CrossRef]
- Naidoo, M.; Johnson, O.; Sigalas, I.; Herrmann, M. Preparation of Ti-Ta-(C,N) by Mechanical Alloying Ti(C,N) and TaC. Int. J. Refract. Met. Hard Mater. 2013, 37, 67–72. [Google Scholar] [CrossRef]
- Yang, T.; Shi, K.; Liu, X.; Sang, J.; Xia, X.; Su, W.; Ren, J.; Zhang, R.; Xing, B. Structure Formation and Properties of WC-(W,Ti)C-Ti(C,N)-TaC-Co Gradient Cemented Carbides with Cubic Phases Free in the Surface Layer. Int. J. Refract. Met. Hard Mater. 2021, 98, 105548. [Google Scholar] [CrossRef]
- Liu, C.; Lin, N.; He, Y.H. Influence of Mo2C and TaC Additions on the Microstructure and Mechanical Properties of Ti(C,N)-Based Cermets. Ceram. Int. 2016, 42, 3569–3574. [Google Scholar] [CrossRef]
- Wu, P.; Zheng, Y.; Zhao, Y.; Yu, H. Effect of TaC Addition on the Microstructures and Mechanical Properties of Ti(C,N)-Based Cermets. Mater. Des. 2010, 31, 3537–3541. [Google Scholar] [CrossRef]
- Chen, X.; Xiong, W.; Qu, J.; Yang, Q.; Yao, Z.; Huang, Y. Microstructure and Mechanical Properties of (Ti,W,Ta)C-XMo-Ni Cermets. Int. J. Refract. Met. Hard Mater. 2012, 31, 56–61. [Google Scholar] [CrossRef]
- Hu, H.; Cheng, Y.; Yin, Z.; Zhang, Y.; Lu, T. Mechanical Properties and Microstructure of Ti(C, N) Based Cermet Cutting Tool Materials Fabricated by Microwave Sintering. Ceram. Int. 2015, 41, 15017–15023. [Google Scholar] [CrossRef]
- Seo, M.; Kim, J.; Kang, S. Effect of Carbon Content on the Microstructure and Properties of (Ti 0.7W0.3)C-Ni Cermet. Int. J. Refract. Met. Hard Mater. 2011, 29, 424–428. [Google Scholar] [CrossRef]
- Peng, J.; Yi, M.; Xiao, G.; Chen, Z.; Zhang, J.; Chen, H.; Xu, C. Low-Temperature and Ultrafast Dual-Powder Spark Plasma Sintering of (W,Ti)C Cermets with the Addition of Metal Core-Shell Nanopowder. Int. J. Refract. Met. Hard Mater. 2022, 107, 105901. [Google Scholar] [CrossRef]
- Wang, Z.; Wang, J.; Xu, Y.; Yi, M.; Xiao, G.; Chen, Z.; Zhang, J.; Chen, H.; Xu, C. Microstructure and Mechanical Properties of (Ti,W)C Cermets Prepared by Ultrafast Spark Plasma Sintering. Ceram. Int. 2022, 48, 15613–15621. [Google Scholar] [CrossRef]
- Huang, B.; Xiong, W.; Zhang, M.; Jing, Y.; Li, B.; Luo, H.; Wang, S. Effect of W Content in Solid Solution on Properties and Microstructure of (Ti,W)C-Ni3Al Cermets. J. Alloys Compd. 2016, 676, 142–149. [Google Scholar] [CrossRef]
- Wang, J.; Yi, M.; Xu, C.; Xiao, G.; Chen, Z.; Zhang, J.; Wang, L. Mechanical Property and Cutting Performance of (W,Ti)C Based Ceramic Composites with the Addition of Nano-Sized CaF2. Int. J. Refract. Met. Hard Mater. 2021, 99, 105607. [Google Scholar] [CrossRef]
- Xiong, H.; Wen, Y.; Li, Z.; Zhou, K. Dual-Grained (Ti, W)C–Ni Cermets by Two-Step Carbonization: Hot Isotropic Press Sintering of NiTiW Alloys and Colloidal Graphite. J. Am. Ceram. Soc. 2019, 102, 4296–4305. [Google Scholar] [CrossRef]
- Zhang, Z.; Xu, Y.; Yi, M.; Jiang, S.; Chen, Z.; Xiao, G.; Zhang, J.; Chen, H.; Xu, C. Synthesis and Characterization of Extremely Hard and Strong (W,Ti,Ta)C Cermet by Spark Plasma Sintering. Int. J. Refract. Met. Hard Mater. 2022, 105, 105831. [Google Scholar] [CrossRef]
- Park, S.; Kang, S. Toughened Ultra-Fine (Ti,W)(CN)-Ni Cermets. Scr. Mater. 2005, 52, 129–133. [Google Scholar] [CrossRef]
- Wu, Y.; Xin, H.X.; Zhai, Y.C. Effect of Ta, Nb and V Additions on the Microstructure and Mechanical Properties of (W,Ti)C-Co. Adv. Mater. Res. 2012, 535–537, 783–786. [Google Scholar] [CrossRef]
- Kwon, H.; Suh, C.Y.; Kim, W. Microstructure and Mechanical Properties of (Ti,W)C-Ni Cermet Prepared Using a Nano-Sized TiC-WC Powder Mixture. J. Alloys Compd. 2015, 639, 21–26. [Google Scholar] [CrossRef]
- Rafiaei, S.M.; Kim, J.H.; Kang, S. Effect of Nitrogen and Secondary Carbide on the Microstructure and Properties of (Ti0.93W0.07)C-Ni Cermets. Int. J. Refract. Met. Hard Mater. 2014, 44, 123–128. [Google Scholar] [CrossRef]
- Xiong, Y.; Kim, M.; Seo, O.; Schoenung, J.M.; Kang, S. (Ti,W)C-Ni Cermets by Laser Engineered Net Shaping. Powder Metall. 2010, 53, 41–46. [Google Scholar] [CrossRef]
- Yi, C.; Fan, H.; Xiong, J.; Guo, Z.; Dong, G.; Wan, W.; Chen, H. Effect of WC Content on the Microstructures and Corrosion Behavior of Ti(C,N)-Based Cermets. Ceram. Int. 2013, 39, 503–509. [Google Scholar] [CrossRef]
- Wan, W.; Xiong, J.; Liang, M. Effects of Secondary Carbides on the Microstructure, Mechanical Properties and Erosive Wear of Ti(C,N)-Based Cermets. Ceram. Int. 2017, 43, 944–952. [Google Scholar] [CrossRef]
- Wan, W.; Xiong, J.; Guo, Z.; Dong, G.; Yi, C. Effects of Cr3C2 Addition on the Erosion-Corrosion Resistance of Ti(C,N)-Based Cermets in Alkaline Conditions. Tribol. Int. 2013, 64, 178–186. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cermet | Components (wt.%) | |||
|---|---|---|---|---|
| Ti | W | C | Impurities | |
| (Ti,W)C | 40.07 | 46.86 | 12.6 | Balance |
| Cermet | Components (wt.%) | ||||||
|---|---|---|---|---|---|---|---|
| (Ti,W)C | TiN | Ni | Mo | C | Cr3C2 | Ta | |
| A | 46 | 10 | 30 | 12 | 1 | 1 | 0 |
| B | 45 | 10 | 30 | 12 | 1 | 1 | 1 |
| C | 43 | 10 | 30 | 12 | 1 | 1 | 3 |
| D | 41 | 10 | 30 | 12 | 1 | 1 | 5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, S.; Liao, J.; Yang, M.; Ji, B.; Li, Q.; Goto, T.; Tu, R. Effect of Ta Content on Microstructure and Properties of (Ti,W)C-Based Cermets. Metals 2022, 12, 1282. https://doi.org/10.3390/met12081282
Zhang S, Liao J, Yang M, Ji B, Li Q, Goto T, Tu R. Effect of Ta Content on Microstructure and Properties of (Ti,W)C-Based Cermets. Metals. 2022; 12(8):1282. https://doi.org/10.3390/met12081282
Chicago/Turabian StyleZhang, Song, Junfeng Liao, Meijun Yang, Baifeng Ji, Qizhong Li, Takashi Goto, and Rong Tu. 2022. "Effect of Ta Content on Microstructure and Properties of (Ti,W)C-Based Cermets" Metals 12, no. 8: 1282. https://doi.org/10.3390/met12081282