
Contribution of CO2 Emissions from Basic Oxygen Steelmaking Process




Abstract
:1. Introduction
2. Methodology
- [%C]: Wt % of C in Steel
- [%P]: Wt % of P in Steel
- [%Mn]: Wt % of Mn in Steel
- (% FeO): Wt % of FeO in Slag
- (% MnO): Wt % of MnO in Slag
- (% MgO): Wt % of MgO in Slag
- (% CaO): Wt % of CaO in Slag
- (% SiO2): Wt % of SiO2 in Slag
- CO2 from off-gas refers to C in hot metal is completely oxidized to CO2
- PCR: Post Combustion ratio
- GWP: Global warming potential
- B: Basicity
- Lp: Phosphorus partition
- T: Tap Temperature
Sensible heats of Slag + Sensible heats of Waste Gases + Heat of Scrap melting + Excess
Heat or Overall Heat Loss
- silicon in the hot metal is completely oxidized;
- degree of scrap oxidation and fume/dust losses are not considered;
- effect of sulfur in the hot metal is neglected;
- oxygen blown via lance is completely utilized;
- temperature of slag is assumed to be 100 °C greater than steel temperature;
- coolant considered for calculation is Fe2O3 alone;
- turn down heat loss is neglected;
- heat associated with loss on ignition is neglected;
- calculation assumes no presence of undissolved fluxes or solid precipitates in slag such as C2S (2CaO·SiO2), C3P(3CaO·P2O5); and
- effect of residual heat used for heating the scrap is not considered.
3. Results and Discussion
Possibilities of Improving the Process Performance
- (a)
- Currently, there are no practical ways to check (other than visual inspection) the quality of scrap in the industry [38]. Visual inspection does not provide information about the scrap composition or impurities present in the scrap. A low-grade scrap, having some residual elements, fed into the converter can therefore affect the quality of liquid steel produced from the BOF process. The common residual elements found in the steel scrap are copper (Cu), tin (Sn), antimony (Sb), zinc (Zn), tungsten (W), cobalt (Co), nickel (Ni), and molybdenum (Mo). Of these, Cu and Sn are the main residual elements contributed by electrical, mechanical, and municipal solid waste [39]. The residual elements do not undergo oxidization and thus tend to remain in liquid steel. Therefore, in general, the composition of residual elements are detected at the end of the steelmaking process rather than before or during the selection of scrap [38]. A recent study conducted by Miranda et al. [38] has discussed various techniques like optical emission spectrometry (OES), X-ray fluorescence (XRF), laser-induced breakdown spectroscopy (LIBS), and prompt gamma neutron activation analysis (PGNAA) to detect and quantify the residual elements in steel scrap, and commercial development of these techniques would help address this issue. It needs to be mentioned that many plants use random sampling and statistical models for estimating scrap properties based on the evaluation of historical process data. The results highlight that the partial least squares (PLS) model provides estimates of the levels of impurity (Cu, Sn, As) and alloy content (Cr, Ni, Mo) in scrap grades. The PLS model reports an accuracy of 40% to 70% in predicting the level of impurity and 70% to 100% for predicting the alloy contents in scrap [39].
- (b)
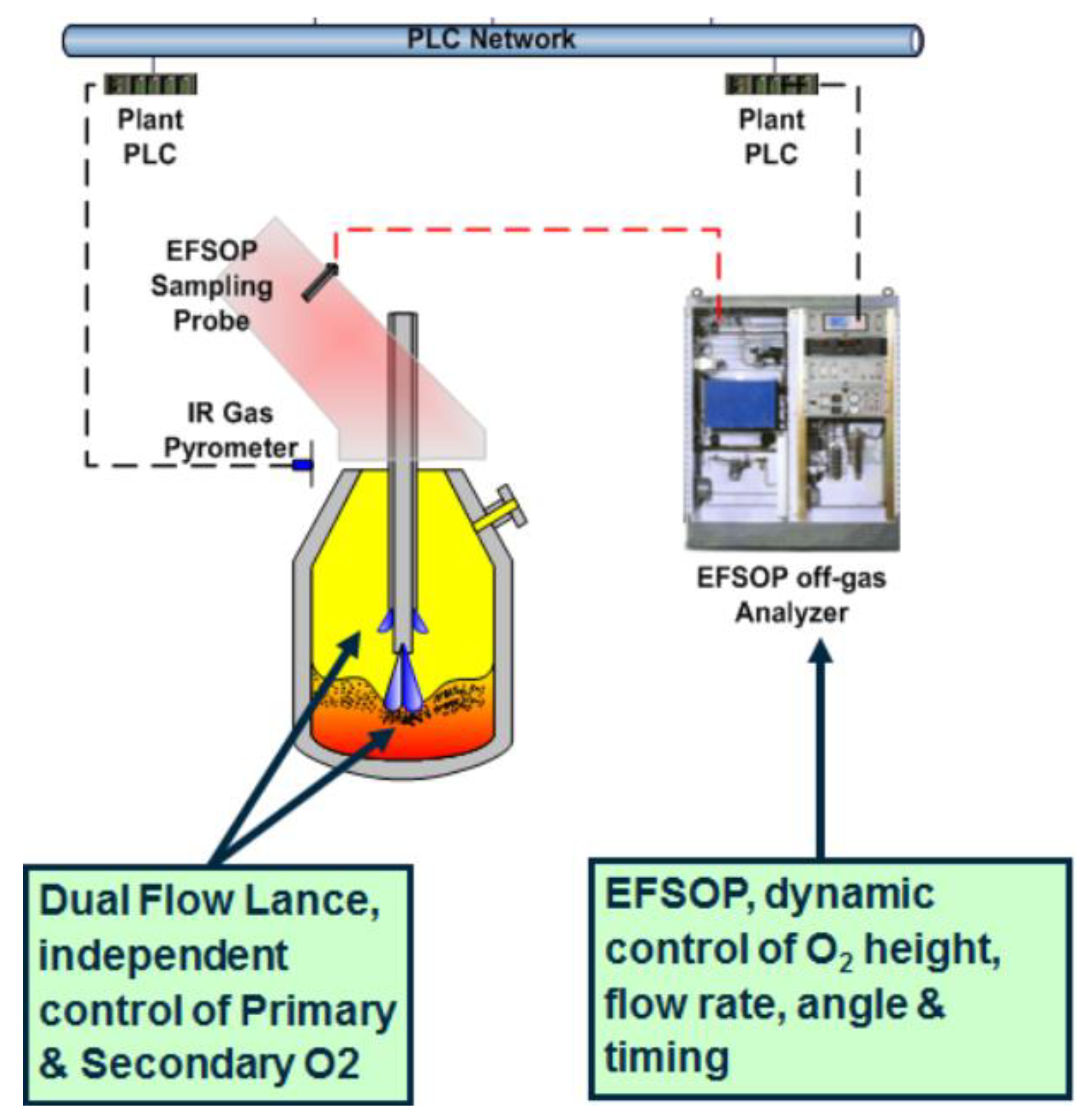
- If the heat from the post-combustion is not utilized effectively then feeding the scrap beyond a limit will increase the blowing time and results in iron yield loss. This will have implications on the economic and productivity aspects of the process. Different studies have previously discussed the limits of scrap percentage that can be fed into the converter based on the levels of post-combustion ratio. According to Holappa et al. [40], when the CO is completely burned to CO2 and if the complete energy is utilized, this will facilitate the scrap level to increase by 55% of the total charge. In another study by Holappa et al. [41] it was reported that by increasing the post-combustion ratio by 10%, the scrap ratio can be increased by 3.4%. Typically, in a BOF technology, the maximum scrap input has been around 25% of the total charge [42]. Reports from Primetals [43] suggest that incorporating a scrap preheating lance and dual flow post-combustion lance can serve the purpose of increasing scrap melting in a BOF. However, in an industrial BOF, the maximum scrap rate was found to be approximately 30% due to inefficient mixing between the hot gases and the feed materials [43]. Moreover, if post-combustion energy is not directed toward the bath, then the high heat released from PC ends up heating the refractories or off-gas. Therefore, it is important to direct the heat of post-combustion to the metal bath for scrap melting, thereby increasing high heat transfer efficiency. To study the heat transfer aspects, Farrand et al. [44] developed a model that predicts that in a KOBM converter (which utilizes bottom blowing of oxygen), if the heat transfer efficiency (from post-combustion to metal bath) is 100%, then liquid steel temperatures increase by 10 °C for every 1% increase in post-combustion. However, in practice for a 1% increase in in-vessel post-combustion, the steel temperature was found to rise by 4.9 °C, which accounts for a heat transfer efficiency of 44% (one would expect different results for heat transfer efficiency in a BOF compared to a KOBM, but this study is at least indicative for a BOF). A mathematical model (theoretical jet model) developed by Kato et.al. [45] analyzed the characteristics of various designs of secondary oxygen lance on post-combustion and heat-transfer efficiency. The results highlight that to maximize the post-combustion, an optimal oxygen flowrate through a secondary lance is required that can be expressed as a function of lance height, nozzle diameter and nozzle angle. A similar investigation was carried out by Takashiba et al. [46,47], and the results indicate that the location of the in-vessel combustion zone determines the heat-transfer efficiency. The study recommends the optimum location of the combustion zone is just above the hot metal bath 1 m from the refractory wall and a short distance from lance tip.
- (c)
- Inefficient utilization of off-gas results to be another factor that limits a higher amount of scrap addition in the converter. Previous studies [49,50,51,52,53,54,55,56,57,58] have suggested that scrap preheating is one of the feasible options to recover the heat from the off-gas. The most common and commercial scrap pre-heating processes in an EAF technology are DANARC [49], Consteel [58] and the Consteel Evolution process [54], the Finger and Double Shaft Furnace system [55], Twin-Shell technologies [56], the EPC system [52] and the Ecoarc furnace [57] process. Summary of these technologies employed in the EAF scrap preheating is given in Table 4. The preheating of scrap in BOF technology has not been developed as much as EAF technology, in part reflecting concerns of costs associated with electricity. Also, EAF technology has very high heat losses compared to BOF technology, and it is estimated that 20 to 30% of all energy in an EAF is lost as heat losses [59,60], compared to less than 10% of energy in a BOF [30]. Thus, providing greater incentive for investment in preheating technology.
- (d)
- Parameters such as scrap quantity, temperature, size, shape, and scrap feeding time determine the rate of scrap melting [62]. The recent study on dynamic heat flow [37] in the oxygen steelmaking process suggests that during the middle of the blow there exists unutilized excess heat that is considered as heat loss. Therefore, it would be an effective method to adopt intermittent feeding of scrap through a bunker feeding system (as incorporated in an EAF) [63] in BOF as a way to utilize the excess heat for increasing the scrap melting rate and thereby increasing the productivity. Another way to increase the melting rate is by optimizing the scrap mix. The ratio of heavy to light scrap matters because heavier scrap is more difficult to melt compared to light scrap. As scrap melting rate is a function of post-combustion, heat-transfer efficiency, scrap size, and feeding rate, it is anticipated that melting rate can be improved by intermittent feeding of preheated optimized scrap mix with higher levels of post-combustion and increased heat transfer efficiency. Therefore, further studies are required to understand how melting rate during the blow can be expressed as a function of scrap parameters (scrap quantity, temperature, size, shape, and feeding interval) to optimize the process and thereby improving the environmental aspects of the BOF.
4. Conclusions
- The mass and energy balance models developed in this study predict that when Si in hot metal is increased, considering a fixed % P in steel, the heat available for scrap melting is increased, thus improving productivity. Moreover, when the final P concentration in the steel is decreased from 0.016% to 0.006% keeping the Si in hot metal fixed, then the scrap percentage decreases from 24% to 22.5% due to an increase in slag quantity.
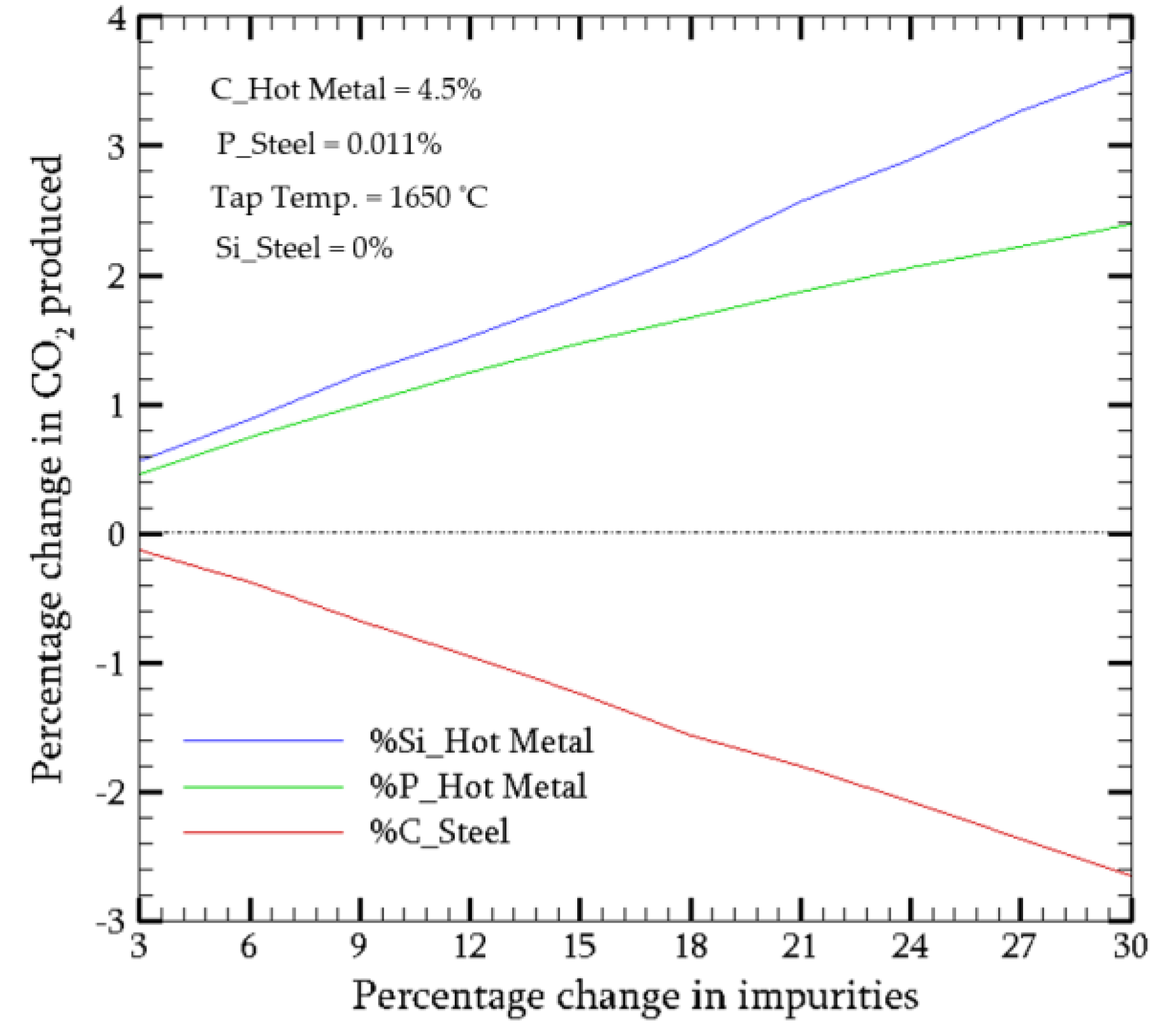
- Sensitivity analysis shows that an increase in impurity (Si and P) concentration in the hot metal generates more slag to achieve the required end composition. The additional slag results in the increase of greenhouse gas emissions because of CO2 generated from the CaO production in the flux.
- In the current BOF process, neither the post-combustion nor the Si in hot metal can be precisely controlled. The study predicts that if the Si level in hot metal is increased from 0.3% to 0.7% and by raising the post-combustion ratio from 0.08 to 0.20, the percentage heat available for scrap melting was found to increase from 15% to 19.5%. However, it is recommended that the provision of improving post-combustion within the converter is a more feasible option for increasing available heat for scrap melting because to generate silicon from silica in the blast furnace requires energy. Moreover, for every 0.1% increase in silicon content in the blast furnace, the carbon emission increased by 7.46 m3/t. Therefore, for Si increase in hot metal we could anticipate that the CO2 reduction by melting more scrap will disappear from the extra carbon required in the blast furnace to make the Si and the extra lime that is required for slag making.
- From the environmental aspect, the increase in hot metal temperature or lowering the taping temperature reduces the CO2 emissions and favors productivity through improved energy consumption.
- If the BOF is to be developed as a scrap melting technology, both increased post-combustion and preheating of feed will be necessary. Previous work suggests that approximately 40% scrap feed is possible, but this will require capital investment in PC and preheating equipment, and close attention to scrap chemistry and sizing leading to a large capital investment overall. However, comparing the energy utilization to EAF steelmaking, the BOF route has some advantages as a scrap melting technology because heat loss from a typical BOF varies from 2% to 8% [30], whereas in EAF the heat loss varies in the range of 20% to 30% [59,60]. Therefore, from an environmental perspective, optimizing the chemical energy from the BOF serves for scrap melting is an attractive option.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Van Audenaerde, T. Steel Demand Beyond 2030: Forecast Scenarios. Tech. rep., Accenture Strategy Presentation to OECD, Paris. 2017. Available online: https://www.oecd.org/industry/ind/Item_4b_Accenture_Timothy_van_Audenaerde.pdf (accessed on 15 January 2022).
- Venkataraman, M.; Csereklyei, Z.; Aisbett, E.; Rahbari, A.; Jotzo, F.; Lord, M.; Pye, J. Zero-carbon steel making: The opportunities and role of Australia. Energy Policy 2019, 163, 112811. [Google Scholar] [CrossRef]
- Cavaliere, P. Efficient technologies for greenhouse emissions abatement. In Clean Ironmaking and Steelmaking Processes; Springer Nature: Cham, Switzerland, 2019; pp. 1–33. ISBN 978-3-030-21208-7. [Google Scholar]
- Janjua, R. Energy Use in the Steel Industry Brussels: World Steel Association (2014). Available online: https://iea.blob.core.windows.net/assets/imports/events/185/8_Session2_B_WorldSteel_231014.pdf (accessed on 15 January 2022).
- Prammer, J. Energy in Future Steelmaking. In EU Seminar “European Steel: The Wind of Change”; Voestalpine AG: Brussels, Belgium, 2018. [Google Scholar]
- Pardo, N.; Moya, J.A.; Vatopoulos, K. Prospective Scenarios on Energy Efficiency and CO2 Emissions in the EU Iron & Steel Industry; Publications Office of the European Union: Luxembourg City, Luxembourg, 2012; ISBN 978-92-79-26971-4. [Google Scholar]
- Lin, X.; Polenske, K.R. Input—output modeling of production processes for business management: Structural Change and Economic Dynamics. Struct. Chang. Econ. Dyn. 1998, 9, 205–226. [Google Scholar] [CrossRef]
- Spengler, T.; Geldermann, J.; Hähre, S.; Sieverdingbeck, A.; Rentz, O. Development of a multiple criteria based decision support system for environmental assessment of recycling measures in the iron and steel making industry. J. Clean. Prod. 1998, 6, 37–52. [Google Scholar] [CrossRef]
- Xiu, C.H.; Zhang, Y.; Li, H.Q. Integrated Assessment on Pollution Contribution in Iron and Steel Manufacturing Process. Res. Environ. Sci. 2008, 21, 207. [Google Scholar]
- Vahdat, S.E.; Touhidi, N. Sustainable development in environment for iron and steel making in Iran by fuzzy logic. J. Environ. Stud. 2009, 35, 111–122. [Google Scholar]
- Scaife, P.; Nunn, J.; Cottrell, A.; Wibberley, L. Towards sustainable steelmaking–an LCA perspective. ISIJ Int. 2002, 42, s5–s9. [Google Scholar] [CrossRef] [Green Version]
- Xu, H.C.; Zhang, C.X. Research of LCA Application in Steelmaking. China Metall. 2007, 10, 33–36. [Google Scholar]
- Iosif, A.M.; Hanrot, F.; Ablitzer, D. Process integrated modelling for steelmaking life cycle inventory analysis. Environ. Impact Assess. Rev. 2008, 7, 429–438. [Google Scholar] [CrossRef]
- Tongpool, R.; Jirajariyavech, A.; Yuvaniyama, C.; Mungcharoen, T. Analysis of steel production in Thailand: Environmental impacts and solutions. Energy 2010, 35, 4129–4200. [Google Scholar] [CrossRef]
- Li, G.F.; Kong, J.Y.; Jiang, G.Z.; Zhang, H.; Zhao, G.; Xie, L.X. Optimization of production procedure in iron and steel enterprise for green manufacturing. Key Eng. Mater. 2011, 460, 631–636. [Google Scholar] [CrossRef]
- Arcelor Mittal: Sustainability of Steel World’s Report. 2011. Available online: https://www.silgancontainers.com/wp-content/uploads/2014/05/Sustainability-of-Steel.pdf (accessed on 5 January 2022).
- Baricová, D.; Pribulová, A.; Buľko, B.; Demeter, P. Recycling of the Steelmaking by-products into the Oxygen Converter Charge. New Trends Prod. Eng. 2019, 2, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Aula, M.; Haapakangas, J.; Heikkila, A.; Iljana, M.; Kemppainen, A.; Roininen, J.; Sulasalmi, P.; Visuri, V.V. Some Environmental Aspects of BF, EAF and BOF; Department of Process and Environmental Engineering, University of Oulu, Faculty of Technology: Oulu, Finland, 2012. [Google Scholar]
- Sun, W.; Zhou, Y.; Lv, J.; Wu, J. Assessment of multi-air emissions: Case of particulate matter (dust), SO2, NOx and CO2 from iron and steel industry of China. J. Clean. Prod. 2019, 232, 350–358. [Google Scholar] [CrossRef]
- Gomes, H.I.; Mayes, W.M.; Rogerson, M.; Stewart, D.I.; Burke, I.T. Alkaline residues and the environment: A review of impacts, management practices and opportunities. J. Clean. Prod. 2016, 112, 3571–3582. [Google Scholar] [CrossRef] [Green Version]
- Kelebek, S.; Yörük, S.; Davis, B. Characterization of basic oxygen furnace dust and zinc removal by acid leaching. Miner. Eng. 2004, 17, 285–291. [Google Scholar] [CrossRef]
- Stewart, D.J.; Barron, A.R. Pyrometallurgical removal of zinc from basic oxygen steelmaking dust–A review of best available technology. Resour. Conserv. Recycl. 2020, 157, 104746. [Google Scholar] [CrossRef]
- Trung, Z.H.; Kukurugya, F.; Takacova, Z.; Orac, D.; Laubertova, M.; Miskufova, A.; Havlik, T. Acidic leaching both of zinc and iron from basic oxygen furnace sludge. J. Hazard. Mater. 2011, 192, 1100–1107. [Google Scholar] [CrossRef]
- Carpenter, A. CO2 Abatement in the Iron and Steel Industry, January 2012, ISBN 978-92-9029-513-6. Available online: https://usea.org/publication/co2-abatement-iron-and-steel-industry-ccc193 (accessed on 5 January 2022).
- Moon, J.W.; Kim, H.S.; Sasaki, Y. Energy Recuperation from Slags. In Proceedings of the First International Slag Valorisation Symposium, Leuven, Belgium, 6–7 April 2009. [Google Scholar]
- Sun, Y.; Zhang, Z.; Liu, L.; Wang, X. Heat recovery from high temperature slags: A review of chemical methods. Energies 2015, 8, 1917–1935. [Google Scholar] [CrossRef] [Green Version]
- Fujii, T.; Nozaki, H.; Yamagishi, Y. Energy saving in steelmaking processes. Trans. Iron Steel Inst. Jpn. 1980, 20, 40–53. [Google Scholar] [CrossRef] [Green Version]
- International Energy Agency. Tracking Industrial Energy Efficiency and CO2 Emissions; International Energy Agency: Paris, France, 2007. [Google Scholar] [CrossRef]
- Bradarić, T.D.; Slović, Z.M.; Raić, K.T. Recent experiences with improving steel-to-hot-metal ratio in BOF steelmaking. Metall. Mater. Eng. 2016, 22, 101–106. [Google Scholar] [CrossRef] [Green Version]
- Madhavan, N.; Brooks, G.A.; Rhamdhani, M.A.; Rout, B.K.; Overbosch, A. General Heat Balance for Oxygen Steelmaking. J. Iron Steel Res. Int. 2021, 28, 538–551. [Google Scholar] [CrossRef]
- Madhavan, N.; Brooks, G.A.; Rhamdhani, M.A.; Rout, B.K.; Schrama, F.N.H.; Overbosch, A. General mass balance for oxygen steelmaking. Ironmak. Steelmak. 2020, 48, 40–54. [Google Scholar] [CrossRef]
- Calculation Method of Carbon Dioxide Emission Intensity from Iron and Steel Production. Guidance for using the ISO 14404 Series. Available online: https://www.iso.org/obp/ui/#iso:std:iso:14404:-4:e (accessed on 20 November 2021).
- Madhavan, N.; Brooks, G.A.; Rhamdhani, M.A.; Rout, B.K.; Overbosch, A. Application of mass and energy balance in oxygen steelmaking. Ironmak. Steelmak. 2021, 48, 995–1000. [Google Scholar] [CrossRef]
- Ding, J.K.; Gao, B.; Wang, S.; Zhang, Q. Effect of silicon content in molten iron on carbon emission in blast furnace. Res. Iron Steel 2011, 39, 1–3. [Google Scholar]
- Snigdha, G.; Bharath, B.N.; Viswanathan, N.N. BOF process dynamics. Miner. Process. Extr. Metall. Trans. Inst. Min. Metall. 2019, 128, 17–33. [Google Scholar] [CrossRef]
- Madhavan, N.; Brooks, G.A.; Rhamdhani, M.A.; Rout, B.K.; Schrama, F.N.H.; Overbosch, A. Analysis of Heat Loss in Oxygen Steelmaking; Association for Iron & Steel Technology: Warrendale, PA, USA, 2021; pp. 1585–1591. [Google Scholar]
- Madhavan, N.; Brooks, G.A.; Rhamdhani, M.A.; Rout, B.K.; Overbosch, A. Analytical evaluation of heat flow in oxygen steelmaking. ISIJ Int. 2022. Manuscript accepted. [Google Scholar]
- Miranda, A.M.; Assis, P.S.; Brooks, G.A.; Rhamdhani, M.A.; Fontana, A.; King, A.; Sanders, G.; Gda Costa Moreira, P. Monitoring of less-common residual elements in scrap feeds for EAF steelmaking. Ironmak. Steelmak. 2019, 46, 598–608. [Google Scholar] [CrossRef]
- Sandber, E.; Lennox, B.; Undvall, P. Scrap management by statistical evaluation of EAF process data. Control Eng. Pract. 2007, 15, 1063–1075. [Google Scholar] [CrossRef]
- Haile, O.; Lauri, H. Post Combustion in Converter Steelmaking; NTIS: Springfield, VA, USA, 1997; p. 56. [Google Scholar]
- Haile, O.; Lauri, H. Current Status of Converter Steelmaking; Government Research Announcements and Index: Helsinki, Finland, 1995; p. 28. [Google Scholar]
- De Beer, J.; Worrell, E.; Blok, K. Future technologies for energy-efficient iron and steel making. Ann. Rev. Energy Environ. 1998, 23, 123–205. [Google Scholar] [CrossRef]
- Primetals: One planet. One future. One mission, Metals Magazine, No. 09. 2020. Available online: https://www.primetals.com/fileadmin/user_upload/metals-magazine/2020_01/Metals_Magazine_1-2020.pdf (accessed on 15 December 2021).
- Farrand, B.L.; Wood, J.E.; Goetz, F.J. Post combustion trials at Dofascós KOBM furnace, No. EGG-M-92069, CONF-9204236-1; Dofasco, Inc.: Hamilton, ON, USA, 1992; pp. 173–179. [Google Scholar]
- Kato, Y.; Grosjean, J.C.; Reboul, J.P.; Riboud, P. Influence of Lance Design and Operating Variables on Post Combustion in the Converter with Secondary Flow Nozzles. Trans. Iron Steel Inst. 1988, 28, 288–296. [Google Scholar] [CrossRef]
- Takashiba, N.; Kojima, S.; Take, H.; Okuda, H. Post Combustion of Converter Gases. Steel Technol. Int. 1989, 111–115. [Google Scholar]
- Takashiba, N.; Kojima, S.; Take, H.; Okuda, H. Lance for blow Refinement in Converter. US Patent 4,746,103, 24 May 1988. [Google Scholar]
- Vazquez, A. Tenova’s Intelligent I BOF® Technology, A Modular Package for BOF Process Improvement. In Proceedings of the 45th Steelmaking Seminar, Porto Alegre, RS, Brazil, 25–28 May 2014; pp. 2362–2374. [Google Scholar]
- Lee, B.; Sohn, I. Review of innovative energy savings technology for the electric arc furnace. JOM 2014, 66, 1581–1594. [Google Scholar] [CrossRef]
- Fruehan, R.J. Evaluation of Steelmaking processes Topical Report Work Performed under Contract No. DE-FCO7-891D12847 Prepared for the U.S.; Department of Energy: Washington, DC, USA, 1994; Volume 5. [Google Scholar]
- Dal Magro, M.F.; Savino, S.; Nardin, G.; Meneghetti, A. Energy Recovery Systems Based on High Temperature Phase Change Materials. Ph.D. Thesis, University of Udine, Udine, Italy, 2017. [Google Scholar]
- Rummler, K.; Tunaboylu, A.; Ertas, D. A new generation in pre-heating technologıy for EAF steelmakİng. Steel Times Int. 2011, 35, 23–24. [Google Scholar]
- Toulouevski, Y.N.; Zinurov, I.Y. Preheating of Scrap by Burners and Off-Gases. Innovation in Electric Arc Furnaces 2010; Springer: Berlin/Heidelberg, Germany, 2010. [Google Scholar]
- Memoli, F.; Giavani, C.; Malfa, E.; Rondini, N. Consteel® evolution, the second generation of Consteel® technology. In Proceedings of the ABM 2013 Conference, Araxa, MG, Brazil, 26–29 May 2013. [Google Scholar]
- Schmitt, R.J. Electric Arc Furnace Scrap Preheating; CMP the EPRI Center for Materials Production; Electric Power Research Institute, Inc.: Pittsburgh, PA, USA, 1997. [Google Scholar]
- Sector Policies and Programs Division Office of Air Quality Planning and Standards. US Environmental Protection Agency (EPA) Research Triangle Park. Available and Emerging Technologies for Reducing Greenhouse Gas Emissions from the Iron and Steel Industry. North Carolina. 2012. Available online: https://www.epa.gov/sites/default/files/2015-12/documents/ironsteel.pdf (accessed on 15 January 2022).
- Yamaguchi, R.; Mizukami, H.; Maki, T.; Ao, N. “ECOARC” Technology. In Proceedings of the 58th Electric Furnace Conference, Orlando, FL, USA, 12–15 November 2000; pp. 325–338. [Google Scholar]
- Memoli, F.; Ferri, M.B. New track record for Consteel due to new environment-friendly features. MPT Metall. Plant Technol. Int. 2007, 30, 58–66. [Google Scholar]
- Hilmawan, E.; Palaloi, S.; Rosmawar, E. The Study on Energy Conservation and Efficiency Improvement in the Republic of Indonesia, JICA Project Report. 2011. Available online: https://openjicareport.jica.go.jp/pdf/11949294_03.pdf (accessed on 21 December 2021).
- Hajidavalloo, E.; Dashti, H.; Behbahani-Nejad, M. Exergy and energy analysis of an AC steel electric arc furnace under actual conditions. Int. J. Energy 2013, 12, 380–404. [Google Scholar] [CrossRef]
- Depledge, J. Latest Developments in Steelmaking Capacity. Environ. Policy Law 2020. Available online: https://www.oecd.org/industry/ind/latest-developments-in-steelmaking-capacity-2020.pdf (accessed on 10 January 2022).
- Shukla, A.K.; Deo, B.; Robertson, D.G.C. Scrap Dissolution in Molten Iron Containing Carbon for the Case of Coupled Heat and Mass Transfer Control. Metall. Mater. Trans. B Process Metall. Mater. Process. Sci. 2013, 44, 1407–1427. [Google Scholar] [CrossRef]
- Kerimov, R.I.; Shakhov, S.I. Use of metallized raw materials in electric furnace steelmaking. Metallurgist 2020, 64, 128–135. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process | Total CO2 Emission (Tco2/T of Liquid Steel) | Direct CO2 Emission (Tco2/T of Liquid Steel) |
|---|---|---|
| Coke plant | 0.824 | 0.794 |
| Sinter plant | 0.211 | 0.200 |
| Pellet plant | 0.075 | 0.057 |
| Blast furnace | 1.279 | 1.219 |
| BOF plant | 0.202 | 0.181 |
| Electric arc furnace | 0.240 | 0.240 |
| Bloom, slab and billet mill | 0.125 | 0.088 |
| Hot strip mill | 0.120 | 0.082 |
| Plate mill | 0.133 | 0.098 |
| Section mill | 0.127 | 0.084 |
| Pickling line | 0.016 | 0.004 |
| Cold mill | 0.075 | 0.008 |
| Annealing | 0.070 | 0.049 |
| Hot dip metal coating | 0.104 | 0.059 |
| Electrolytic metal coating | 0.208 | 0.046 |
| Organic coating | 0.074 | 0.003 |
| Power plant | 1.989 | 1.989 |
| Parameters | Ref. Values |
|---|---|
| Mass of hot metal (t) | 276 |
| Si_hot metal wt % | 0.45 |
| C_hot metal wt % | 4.5 |
| PCR (assumed) | 0.12 |
| [% C] | 0.048 |
| [% P] | 0.006–0.016 |
| P_ hot metal wt % | 0.055 |
| Tap Temp (°C) | 1650 |
| Parameters | Composition | |||
|---|---|---|---|---|
| [% P] Fixed & % Si in Hot Metal Increasing | [% P] Fixed & % Si in Hot Metal Decreasing | % Si in Hot & Metal Fixed [% P] Decreasing | % Si in Hot Metal Fixed & [% P] Increasing | |
| Mass of slag | Increases | Decreases | Increases | Decreases |
| Scrap Percentage | Increases | Decreases | Decreases | Increases |
| GWP | Increases | Decreases | Increases | Decreases |
| Best combination preference | 3 | 2 | 4 | 1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Madhavan, N.; Brooks, G.; Rhamdhani, M.A.; Bordignon, A. Contribution of CO2 Emissions from Basic Oxygen Steelmaking Process. Metals 2022, 12, 797. https://doi.org/10.3390/met12050797
Madhavan N, Brooks G, Rhamdhani MA, Bordignon A. Contribution of CO2 Emissions from Basic Oxygen Steelmaking Process. Metals. 2022; 12(5):797. https://doi.org/10.3390/met12050797
Chicago/Turabian StyleMadhavan, Nirmal, Geoffrey Brooks, M. Akbar Rhamdhani, and Adam Bordignon. 2022. "Contribution of CO2 Emissions from Basic Oxygen Steelmaking Process" Metals 12, no. 5: 797. https://doi.org/10.3390/met12050797