
Texture Evolution by Strain-Induced Boundary Migration during Hot Deformation of Fe-3.0 wt.% Si Alloy: Experiment and Modeling


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
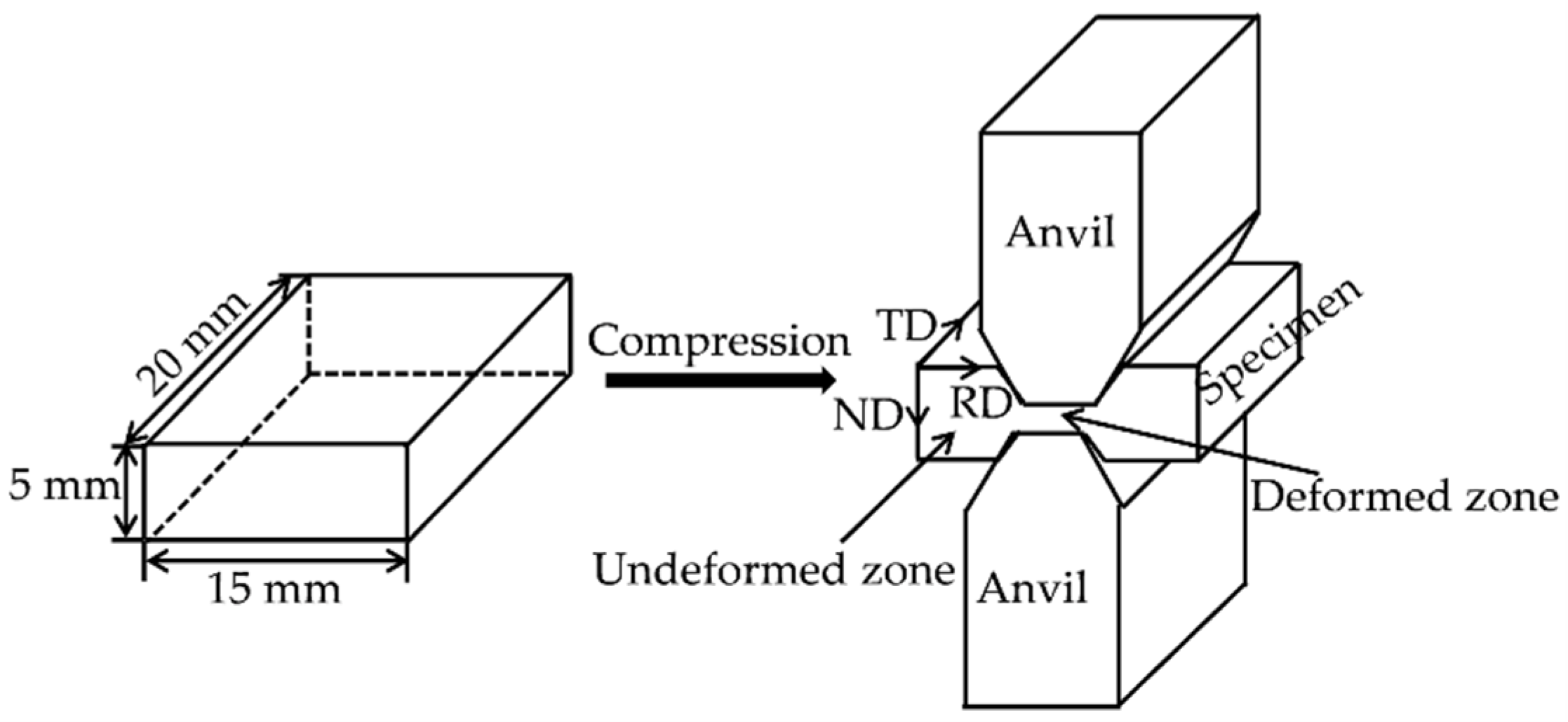
2. Materials and Methods
3. Results and Discussion
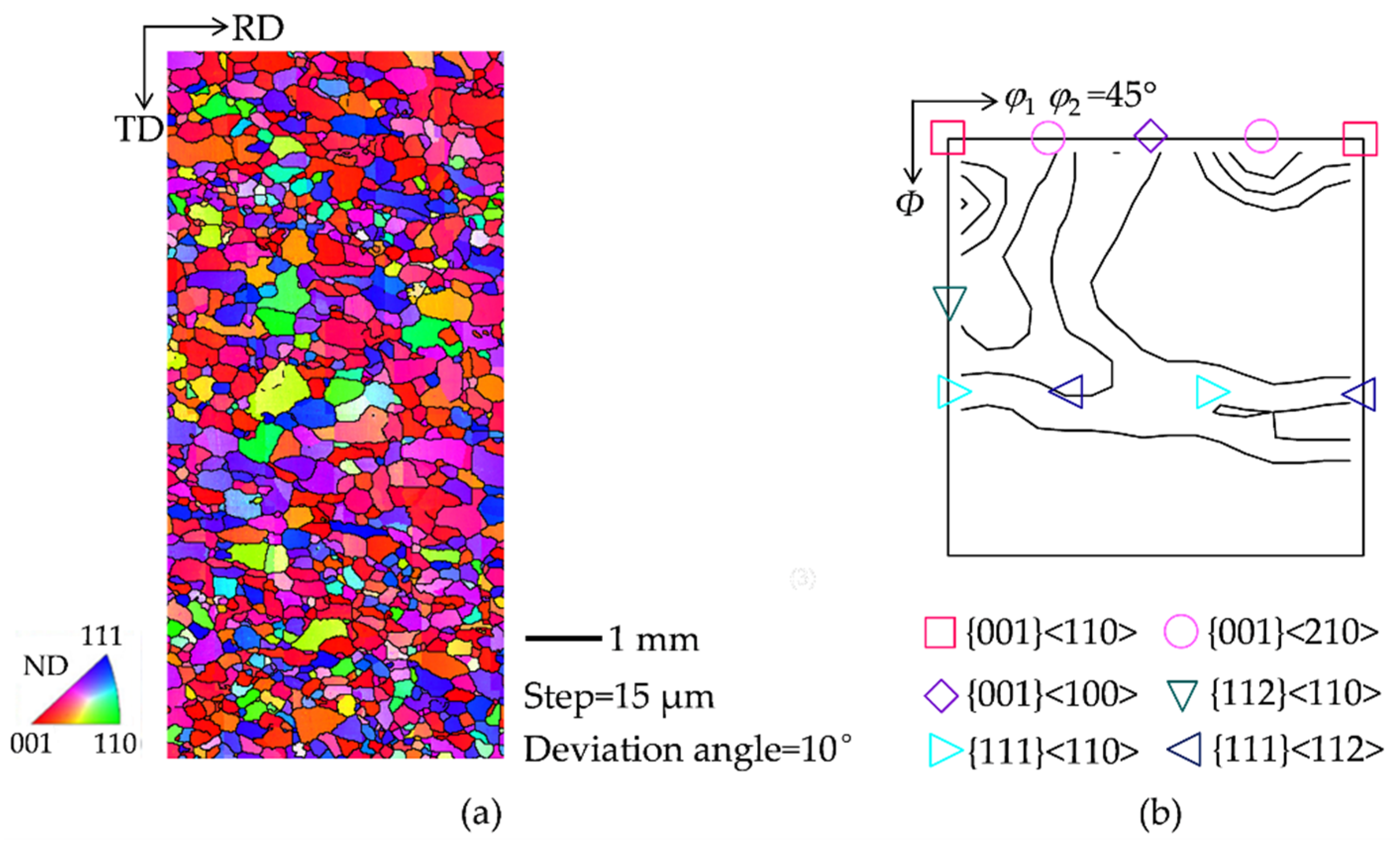
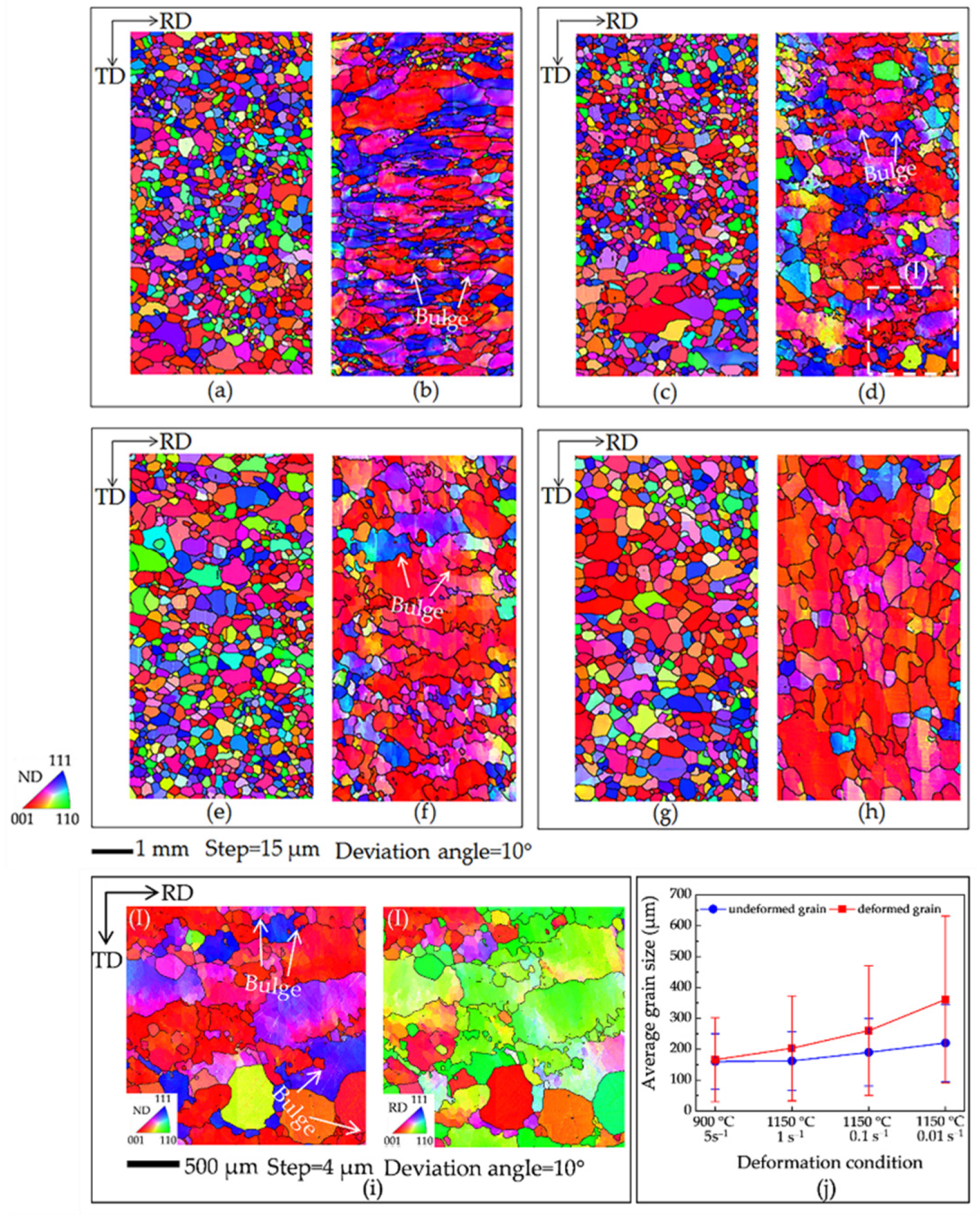
3.1. Microstructure Evolution during Hot Deformation
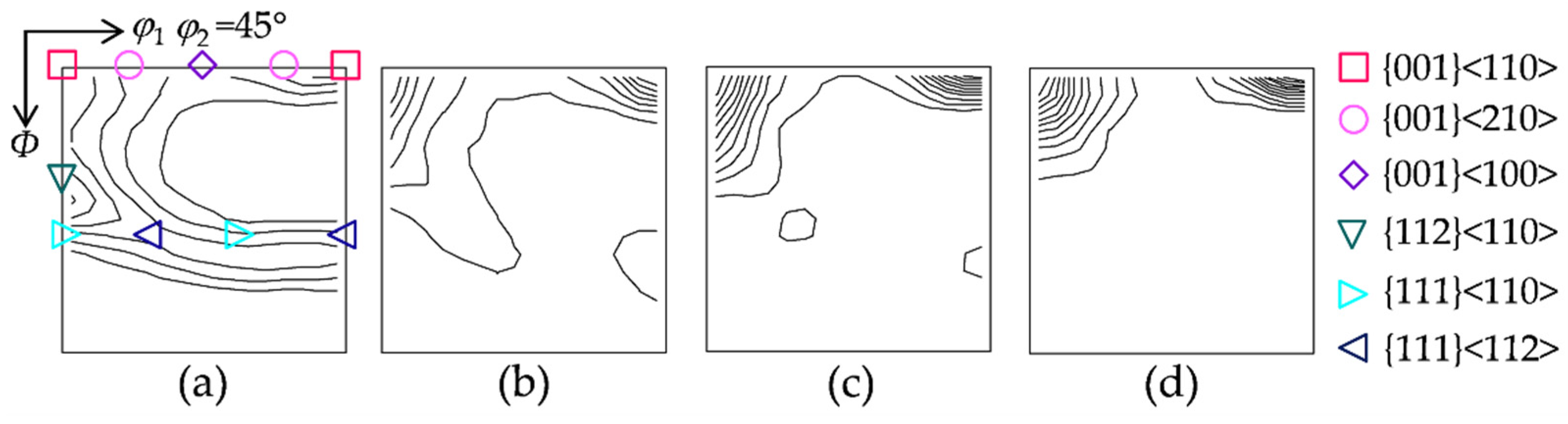
3.2. Texture Evolution during Hot Deformation
3.3. Texture Evolution Model
3.4. Texture Evolution by SIBM
3.5. Texture Evolution Rate
4. Conclusions
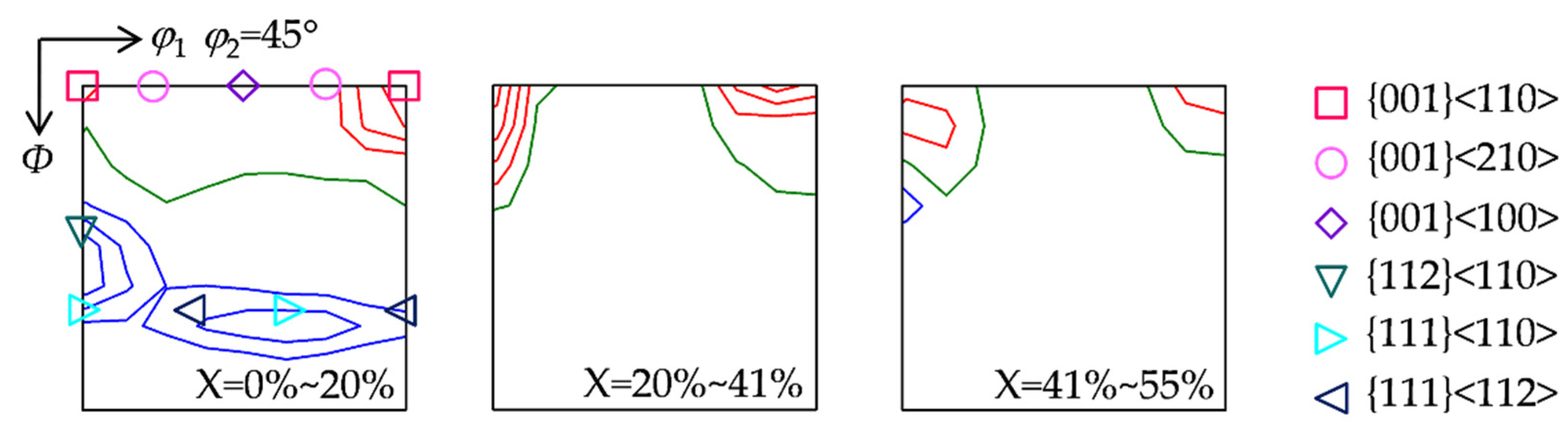
- Strain-induced boundary migration occurs during high-temperature plane-strain compression of Fe-3.0 wt.% Si alloy, and various texture components have a distinct evolution with the critical Taylor factor changing continuously. The texture components with high Taylor factors are preferentially consumed, and the texture components with medium Taylor factors may experience a reversed change from enhancement to weakness with the proceeding strain-induced boundary migration.
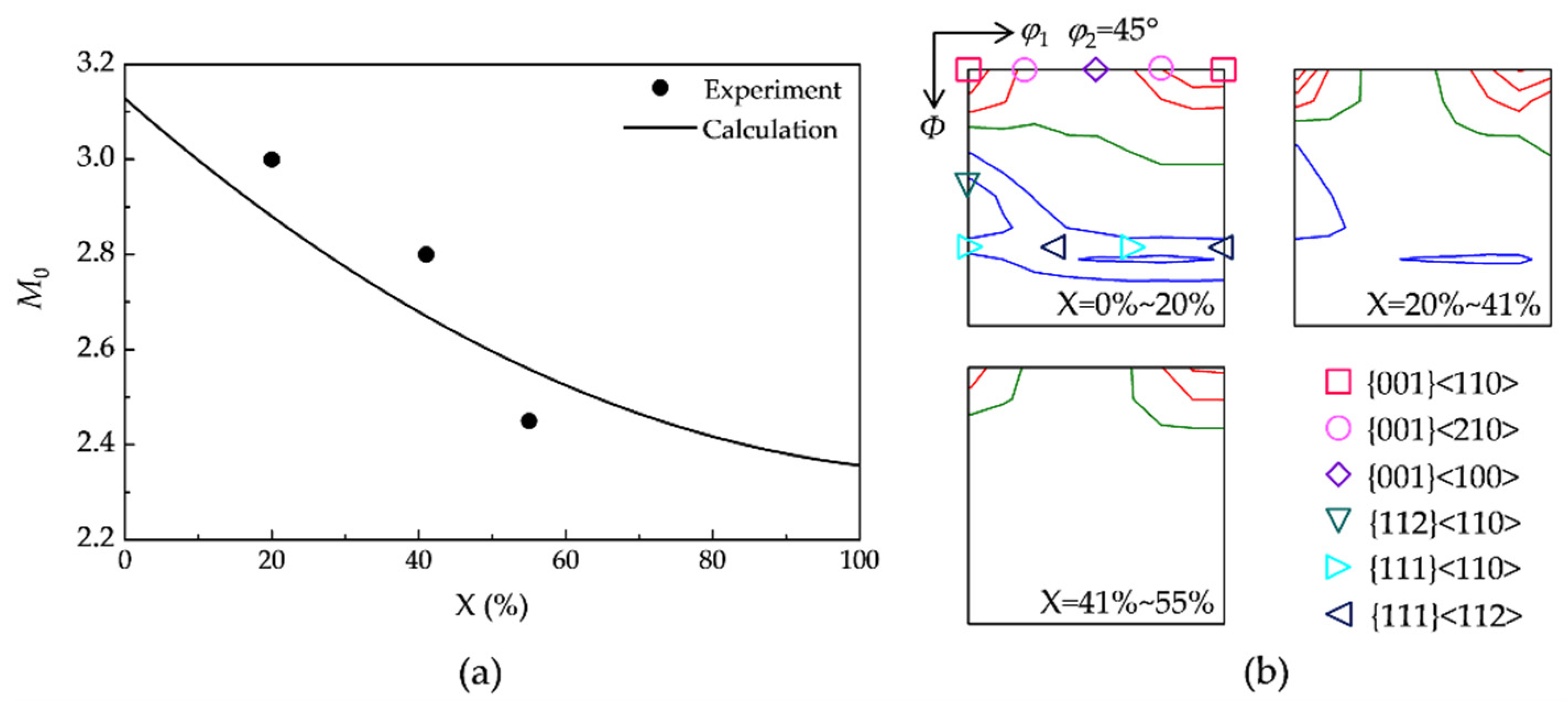
- Critical Taylor factor decreases continuously during the hot deformation process, and the evolution rate of various texture components has a distinct sensitivity to the critical Taylor factor. With the decreasing critical Taylor factor, the increment rate of low-Taylor-factor orientation depends more sensitively on Taylor factor than the decrement rate of high-Taylor-factor orientation.
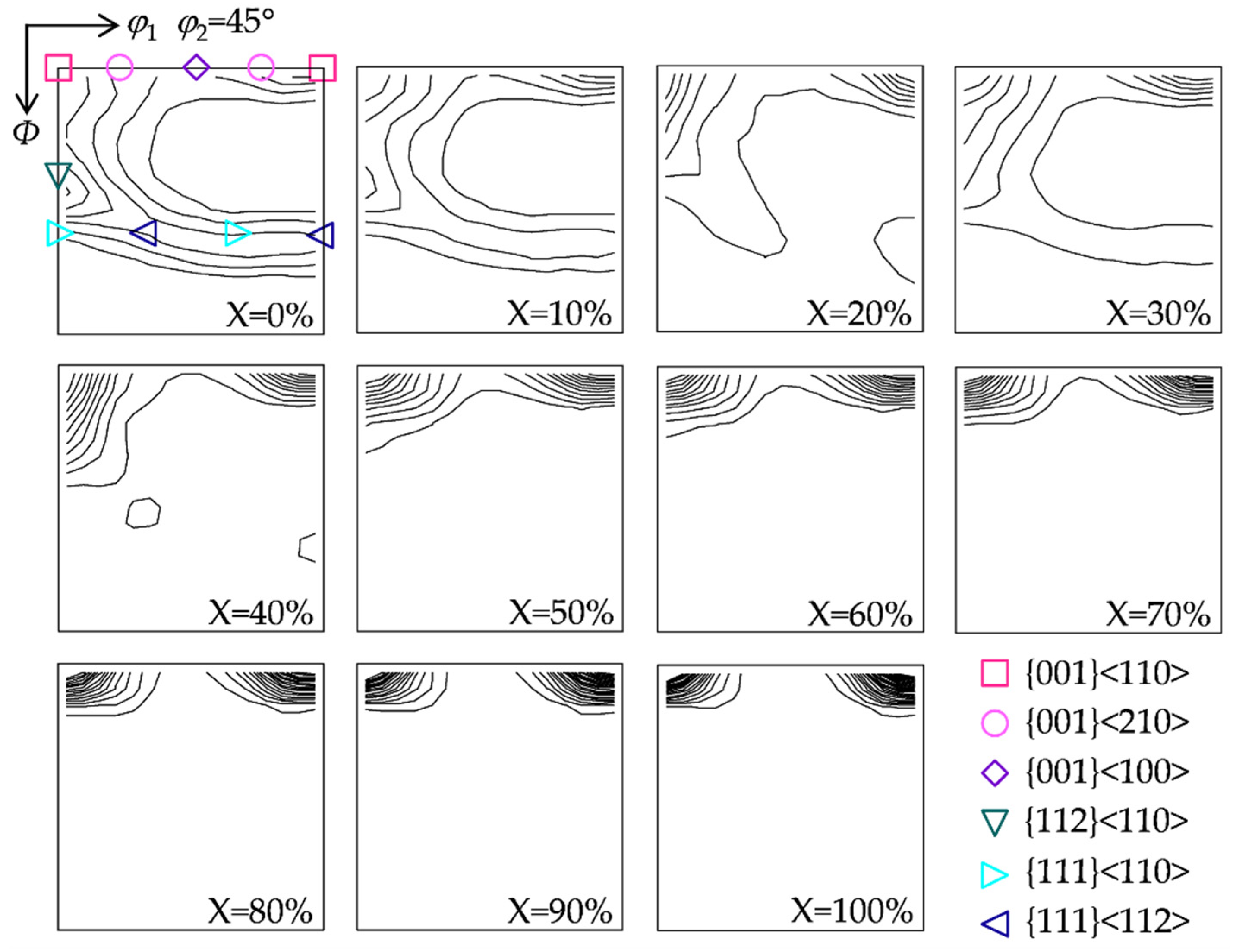
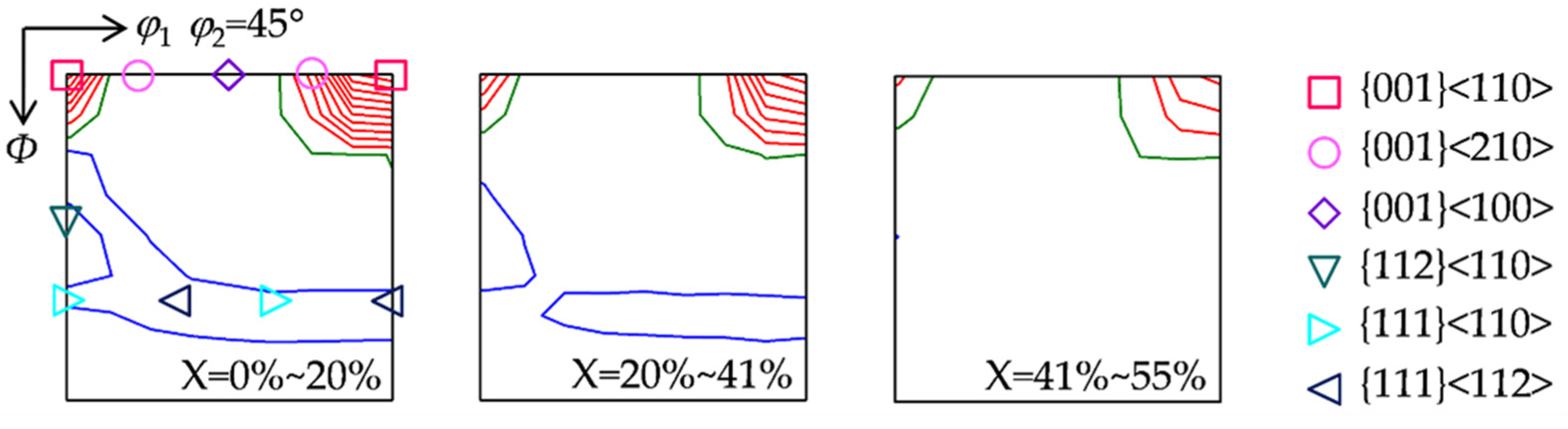
- A quantitative model is proposed to describe texture evolution by incorporating the oriented nucleation probability dependent on a variable critical Taylor factor and the selective growth driven by a variable Taylor factor difference between adjacent grains. The model can efficiently capture the texture evolution by SIBM, as well as the sensitivity of critical Taylor factor, indicating the capability to predict and optimize hot deformation texture as a function of initial texture and dynamic process.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Raabe, D.; Lücke, K. Textures of ferritic stainless steels. Mater. Sci. Technol. 1993, 9, 302–312. [Google Scholar] [CrossRef]
- Methtonen, S.; Palmiere, E.; Misra, D.; Karjalainen, P.; Porter, D. Microstructural and texture development during multi-pass hot deformation of a stabilized high-chromium ferritic stainless steel. ISIJ Int. 2014, 54, 1406–1415. [Google Scholar] [CrossRef] [Green Version]
- Yazawa, Y.; Ozaki, Y.; Kato, Y.; Furukimi, O. Development of ferritic stainless steel sheets with excellent deep drawability by {111} recrystallization texture control. JSAE Rev. 2003, 24, 483–488. [Google Scholar] [CrossRef]
- Hamada, J.I.; Ono, N.; Inoue, H. Effect of texture on r-value of ferritic stainless steel sheets. ISIJ Int. 2011, 51, 1740–1748. [Google Scholar] [CrossRef] [Green Version]
- Cheng, L.; Zhang, N.; Yang, P.; Mao, W.M. Retaining {100} texture from initial columnar grains in electrical steels. Scr. Mater. 2012, 67, 899–902. [Google Scholar] [CrossRef]
- Liu, H.T.; Liu, Z.Y.; Sun, Y.; Gao, F.; Wang, G.D. Development of λ-fiber recrystallization texture and magnetic property in Fe-6.5 wt% Si thin sheet produced by strip casting and warm rolling method. Mater. Lett. 2013, 91, 150–153. [Google Scholar] [CrossRef]
- Shan, N.; Liu, J.L.; Sha, Y.H.; Zhang, F.; Zuo, L. Development of Through-Thickness Cube Recrystallization Texture in Non-oriented electrical steels by optimizing nucleation environment. Metall. Mater. Trans. A 2019, 50, 2486–2494. [Google Scholar] [CrossRef]
- Kang, J.H.; Torizuka, S. Dynamic recrystallization by large strain deformation with a high strain rate in an ultralow carbon steel. Scr. Mater. 2007, 57, 1048–1051. [Google Scholar] [CrossRef]
- Shao, G.S.; Sha, Y.H.; Chen, X.; Chang, S.T.; Zhang, F.; Zuo, L. Characterization and Calculation of the Dynamic Recrystallization Texture in Fe-3.0 Wt.% Si Alloy. Materials 2022, 15, 517–529. [Google Scholar] [CrossRef]
- Sha, Y.H.; Sun, C.; Zhang, F.; Patel, F.D.; Chen, X.; Kalidindi, S.R.; Zuo, L. Strong cube recrystallization texture in silicon steel by twin-roll casting process. Acta Mater. 2014, 76, 106–117. [Google Scholar] [CrossRef]
- Stojakovic, D.; Doherty, R.D.; Kalidindi, S.R.; Landgraf, F.J.G. Thermomechanical processing for recovery of desired <001> fiber texture in electric motor steels. Metall. Mater. Trans. A 2008, 39, 1738–1746. [Google Scholar] [CrossRef]
- Hayakawa, Y.; Umezawa, O. Microstructure evolution in Ti-37 molNb alloy under uniaxial compression at high temperatures. J. Alloy. Compd. 2021, 871, 159603. [Google Scholar] [CrossRef]
- Zhong, X.T.; Wang, L.; Huang, L.K.; Liu, F. Transition of dynamic recrystallization mechanism during hot deformation of Incoloy 028 alloy. J. Alloy. Compd. 2020, 42, 241–253. [Google Scholar] [CrossRef]
- Rupp, R.E.; Noell, P.J.; Teleff, E.M. Creep deformation and dynamic grain growth in an interstitial-free steel. Metall. Mater. Trans. A 2020, 51, 6167–6183. [Google Scholar] [CrossRef]
- Chen, W.X.; Hu, B.J.; Jia, C.N.; Zheng, C.W.; Li, D.Z. Continuous dynamic recrystallization during the transient deformation in a Ni-30%Fe austenitic model alloy. Mater. Sci. Eng. A 2019, 751, 10–14. [Google Scholar] [CrossRef]
- Jiang, H.; Dong, J.X.; Zhang, M.C.; Yao, Z.H. Phenomenological model for the effect of strain rate on recrystallization and grain growth kinetics in the 617B alloy. J. Alloy. Compd. 2018, 735, 1520–1535. [Google Scholar] [CrossRef]
- Mehtonen, S.V.; Palmiere, E.J.; Misra, R.D.K.; Karjalainen, L.P.; Porter, D.A. Dynamic restoration mechanisms in a Ti-Nb stabilized ferritic stainless steel during hot deformation. Mater. Sci. Eng. A 2014, 601, 7–19. [Google Scholar] [CrossRef]
- Beladi, H.; Cizek, P.; Hodgson, P.D. Dynamic recrystallization of austenite in Ni-30 Pct Fe Model alloy: Microstructure and Texture Evolution. Metall. Mater. Trans. A 2009, 40, 1175–1189. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena, 2nd ed.; Pergamon: Oxford, UK, 1996. [Google Scholar]
- Baczynski, J.; Jonas, J.J. Torsion textures produced by dynamic recrystallization in α-iron and two interstitial-free steels. Metall. Mater. Trans. A 1998, 29, 447–462. [Google Scholar] [CrossRef]
- Onuki, Y.; Hongo, R.; Okayasu, K.; Fukutomi, H. Texture development in Fe-3.0 mass% Si during high-temperature deformation: Examination of the preferentialdynamic grain growth mechanism. Acta Mater. 2013, 61, 1294–1302. [Google Scholar] [CrossRef]
- Beladi, H.; Cizek, P.; Hodgson, P.D. Texture and substructure characteristics of dynamic recrystallization in a Ni-30%Fe austenitic model alloy. Scr. Mater. 2009, 39, 528–531. [Google Scholar] [CrossRef]
- Mannan, P.; Saleh, A.A.; Gazder, A.A.; Casillas, G.; Pereloma, E.V. Microstructure and micro-texture evolution during the dynamic recrystallisation of a Ni-30Fe-Nb-C model alloy. J. Alloys. Compd. 2016, 689, 250–265. [Google Scholar] [CrossRef] [Green Version]
- Kestens, L.; Jonas, J.J.; Houtte, P.V.; Aernoudt, E. Orientation selective recrystallization of nonoriented electrical steels. Metall. Mater. Trans. A 1996, 27, 2347–2358. [Google Scholar] [CrossRef]
- Sidor, J.J.; Petrov, R.H.; Kestens, L.A.I. Modeling the crystallographic texture changes in aluminum alloys during recrystallization. Acta Mater. 2011, 59, 5735–5748. [Google Scholar] [CrossRef]
- Sidor, J.J.; Petrov, R.H.; Kestens, L.A.I. Modeling the crystallographic changes in processing of Al alloys. J. Mater. Sci. 2014, 49, 3529–3540. [Google Scholar] [CrossRef]
- Sidor, J.J.; Decroos, K.; Petrov, R.H.; Kestens, L.A.I. Evolution of recrystallization textures in particle containing Al alloys after various rolling reductions: Experimental study and modeling. Int. J. Plast. 2015, 66, 119–137. [Google Scholar] [CrossRef]
- Reid, C.N. Deformation Geometry for Materials Scientists; Pergamon Press: London, UK, 1973. [Google Scholar]
- Chen, X.; Sha, Y.H.; Chang, S.T.; Zhang, F.; Zuo, L. Oriented stability and its application in texture control. Philos. Mag. 2020, 100, 3092–3107. [Google Scholar] [CrossRef]









Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shao, G.; Chen, X.; Sha, Y.; Zhang, F.; He, Z.; Zuo, L. Texture Evolution by Strain-Induced Boundary Migration during Hot Deformation of Fe-3.0 wt.% Si Alloy: Experiment and Modeling. Metals 2022, 12, 360. https://doi.org/10.3390/met12020360
Shao G, Chen X, Sha Y, Zhang F, He Z, Zuo L. Texture Evolution by Strain-Induced Boundary Migration during Hot Deformation of Fe-3.0 wt.% Si Alloy: Experiment and Modeling. Metals. 2022; 12(2):360. https://doi.org/10.3390/met12020360
Chicago/Turabian StyleShao, Guangshuai, Xi Chen, Yuhui Sha, Fang Zhang, Zhenghua He, and Liang Zuo. 2022. "Texture Evolution by Strain-Induced Boundary Migration during Hot Deformation of Fe-3.0 wt.% Si Alloy: Experiment and Modeling" Metals 12, no. 2: 360. https://doi.org/10.3390/met12020360