
Rapid Spheroidizing Annealing via Combining Warm Deformation with Divorced Eutectoid Transformation in M50 Steel


Abstract
:1. Introduction
2. Materials and Methods
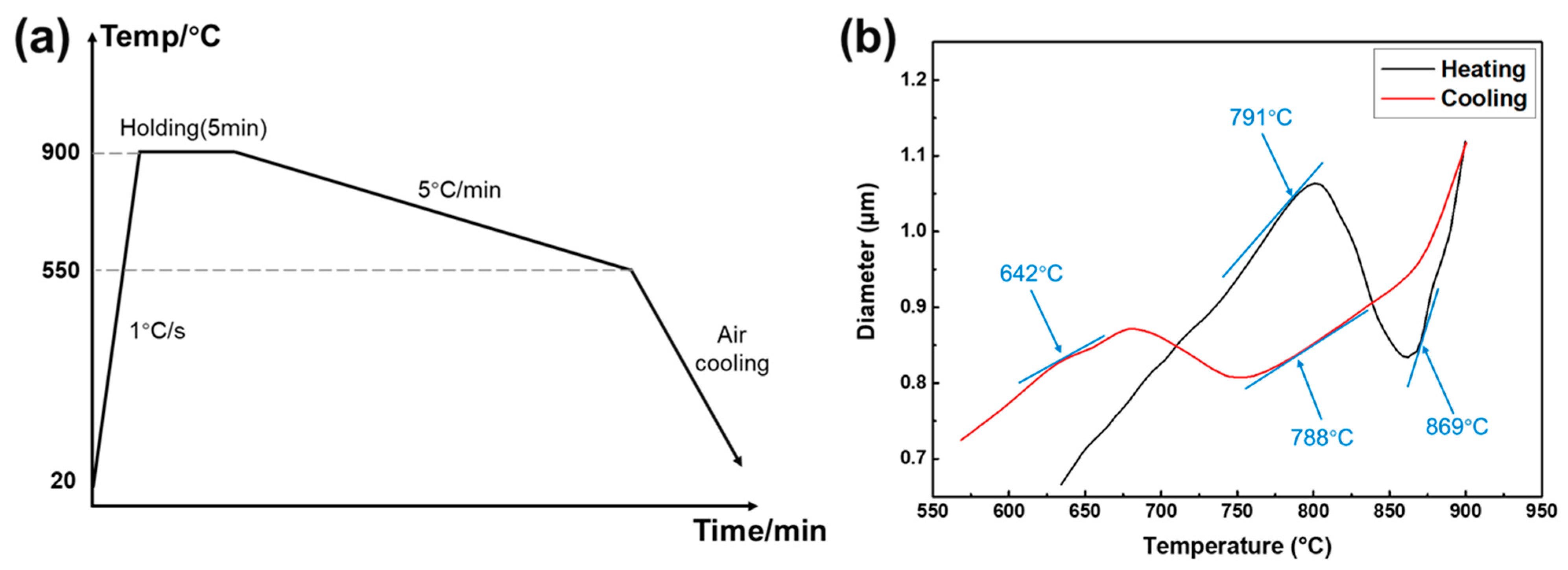
2.1. Material and Determination of Test Parameters
2.2. Experimental and Characterization Methods
- (1)
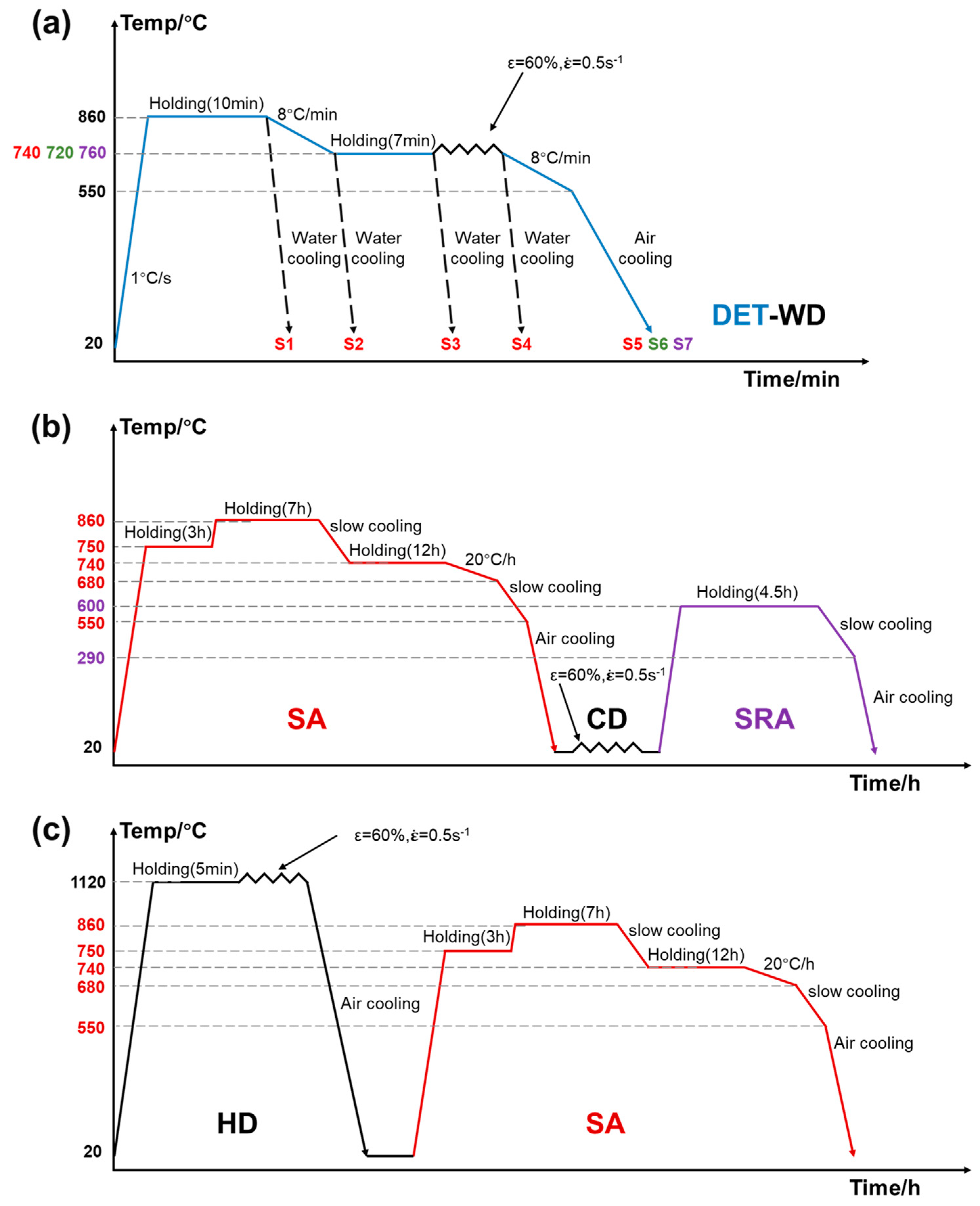
- The WD process that combines with SA process (DET-WD): the samples were first heated to 860 °C for 10 min and then slowly cooled to DET temperature (720 °C, 740 °C, and 760 °C). During this stage, the WD was conducted with a 60% reduction at the rate of 0.5 s−1. After deformation, the samples were slowly cooled to 550 °C and finally subjected to air-cooling below 550 °C;
- (2)
- The CD process that combines with SA process (SA-CD): the samples were first subjected to the traditional isothermal SA process before CD as detailed in Figure 4b. After SA process, the sample was deformed with a 60% reduction by the press at room-temperature. Lastly, the SRA process is carried out as based on the standard manufacturing process of bearing rings;
- (3)
- The HD process that combines with SA process (HD-SA): the samples were heated to 1120 °C at the rate of 5 °C/s. After holding for 5 min, the samples were deformed with a 60% reduction at the same rate of 0.5 s−1. After that, the samples were put out from the furnace for air-cooling and the traditional isothermal SA process is conducted at last.
3. Results and Discussion
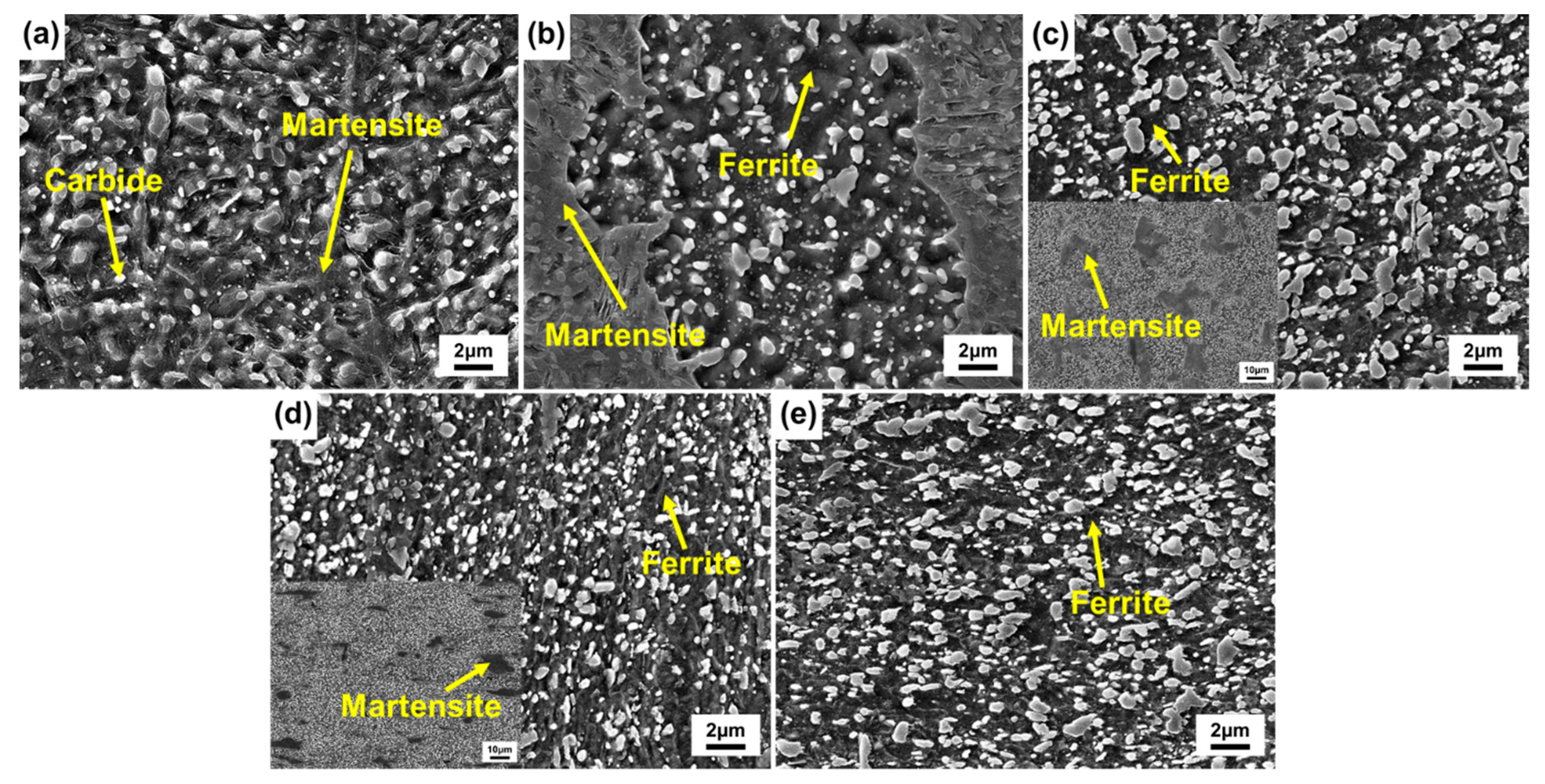
3.1. Microstructure Evolution during the DET-WD Process
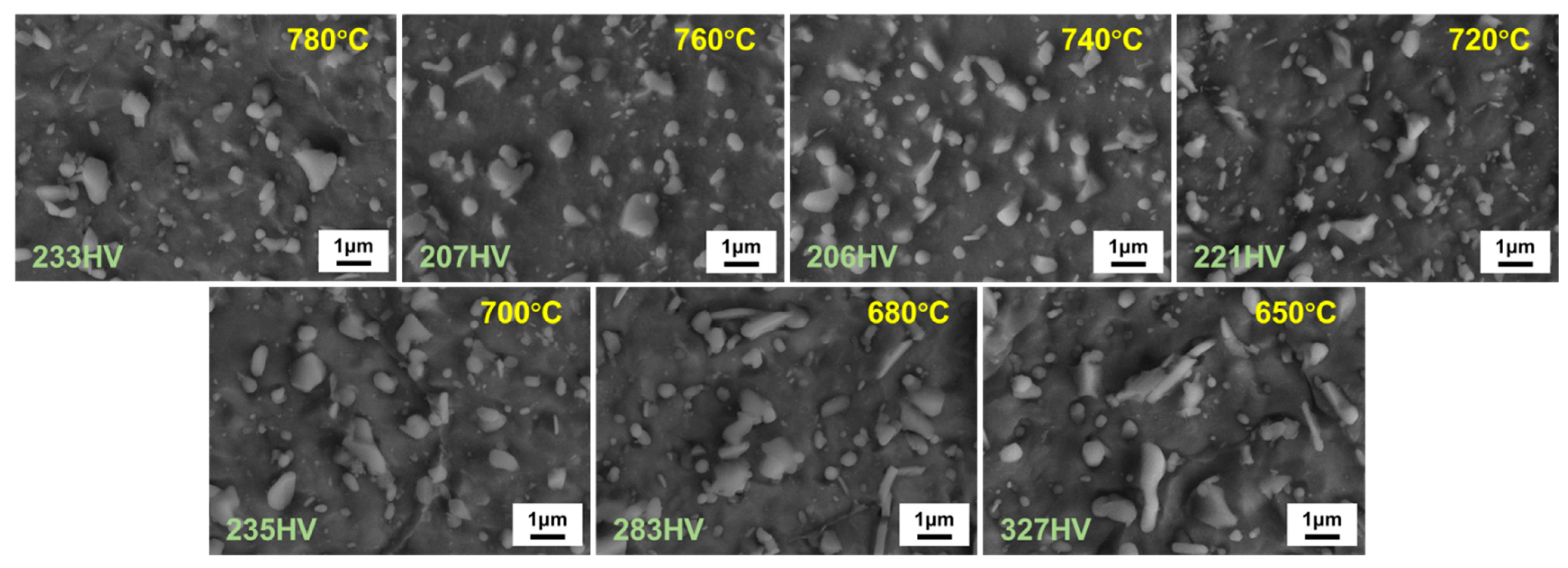
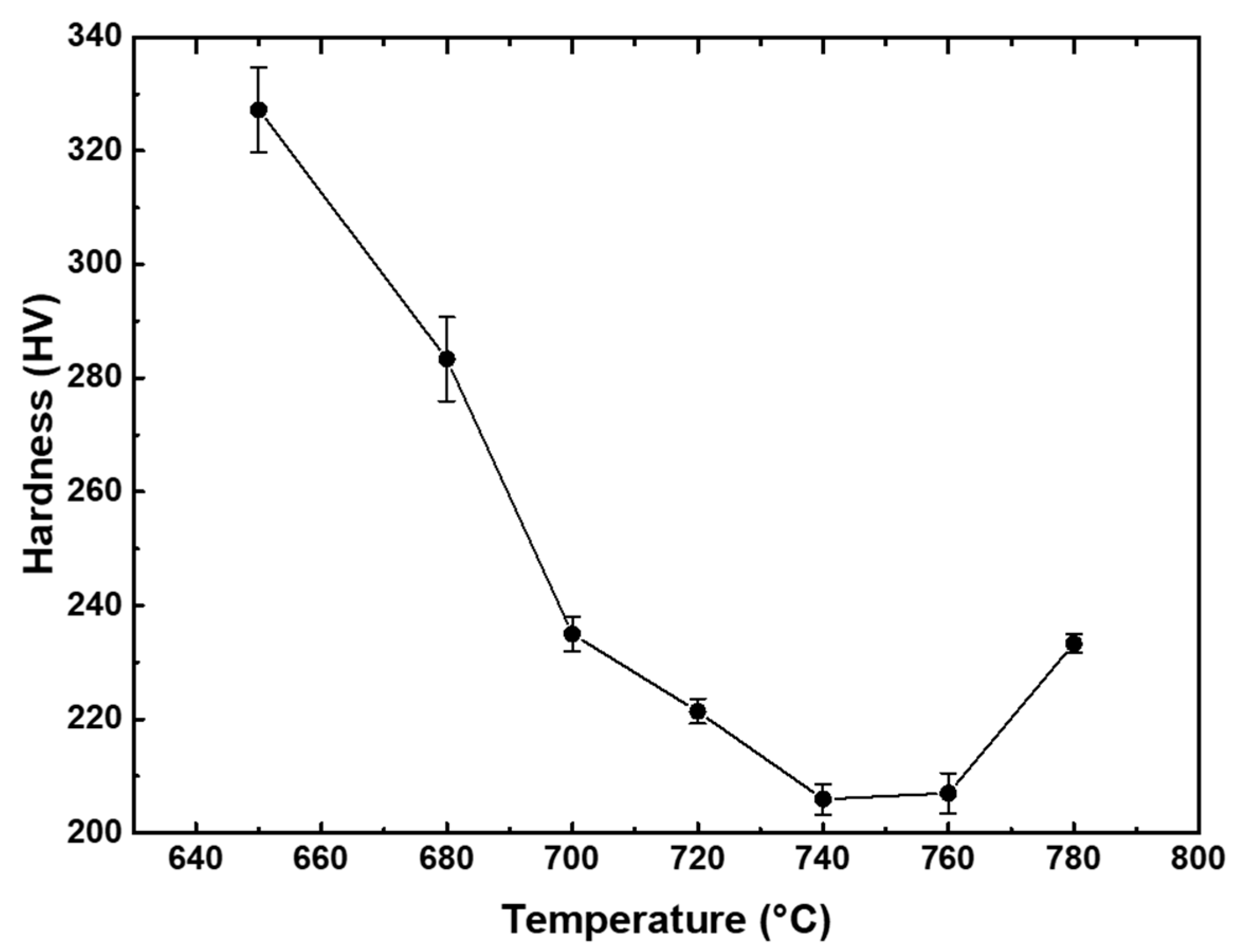
3.2. Effect of Deformation Temperature on the DET-WD Process
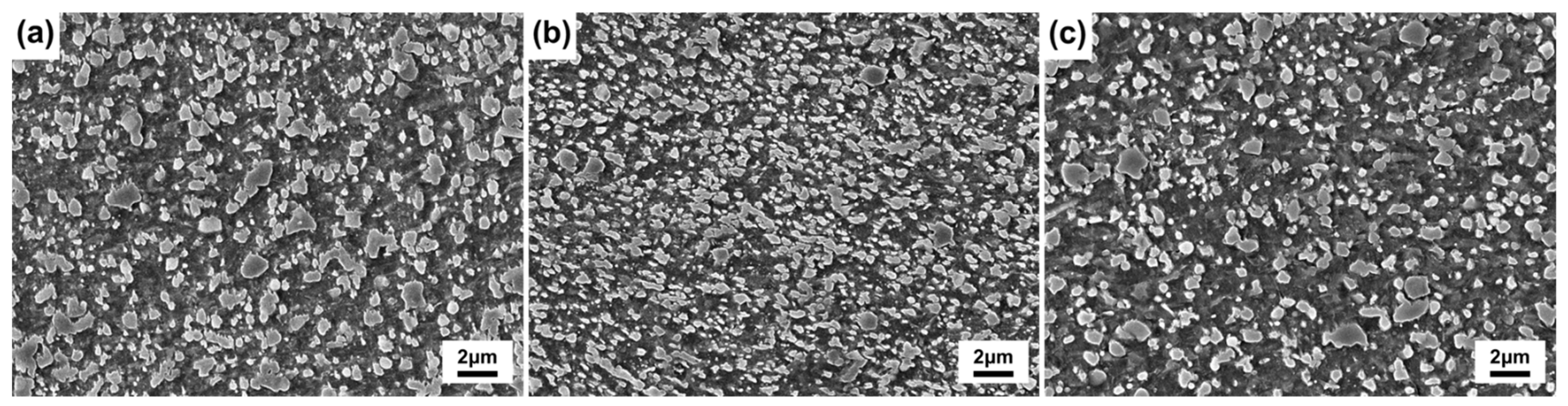
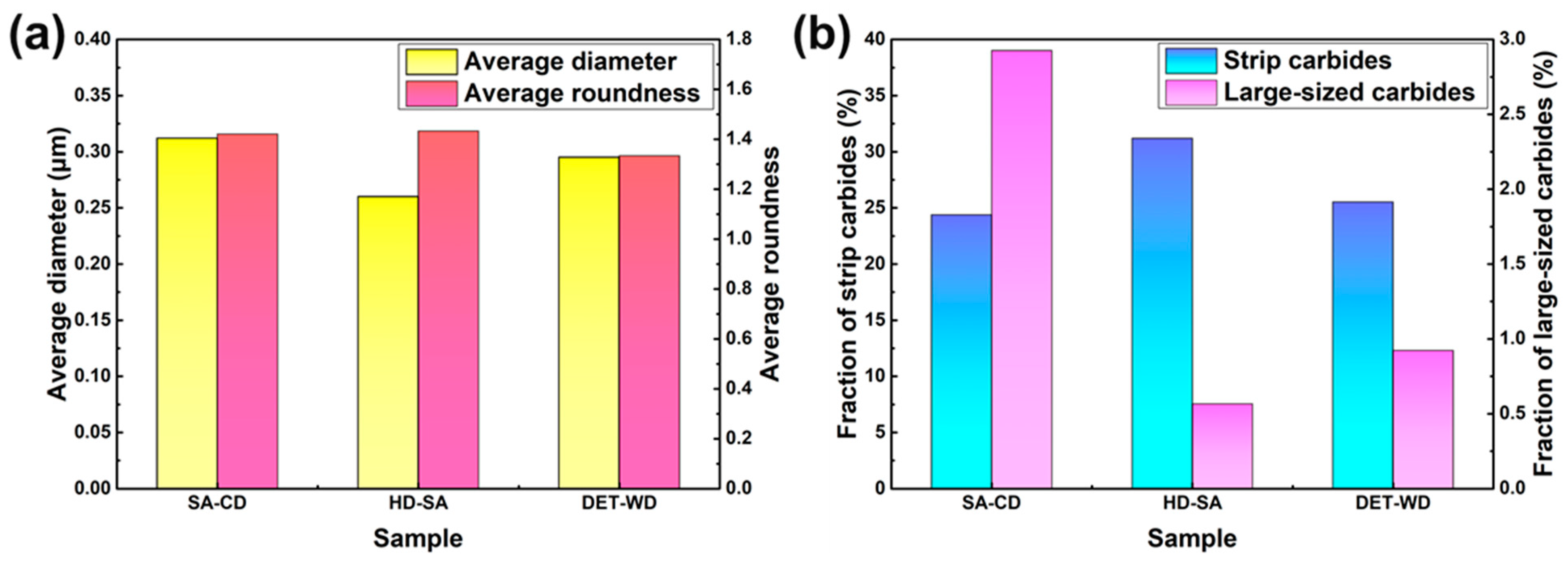
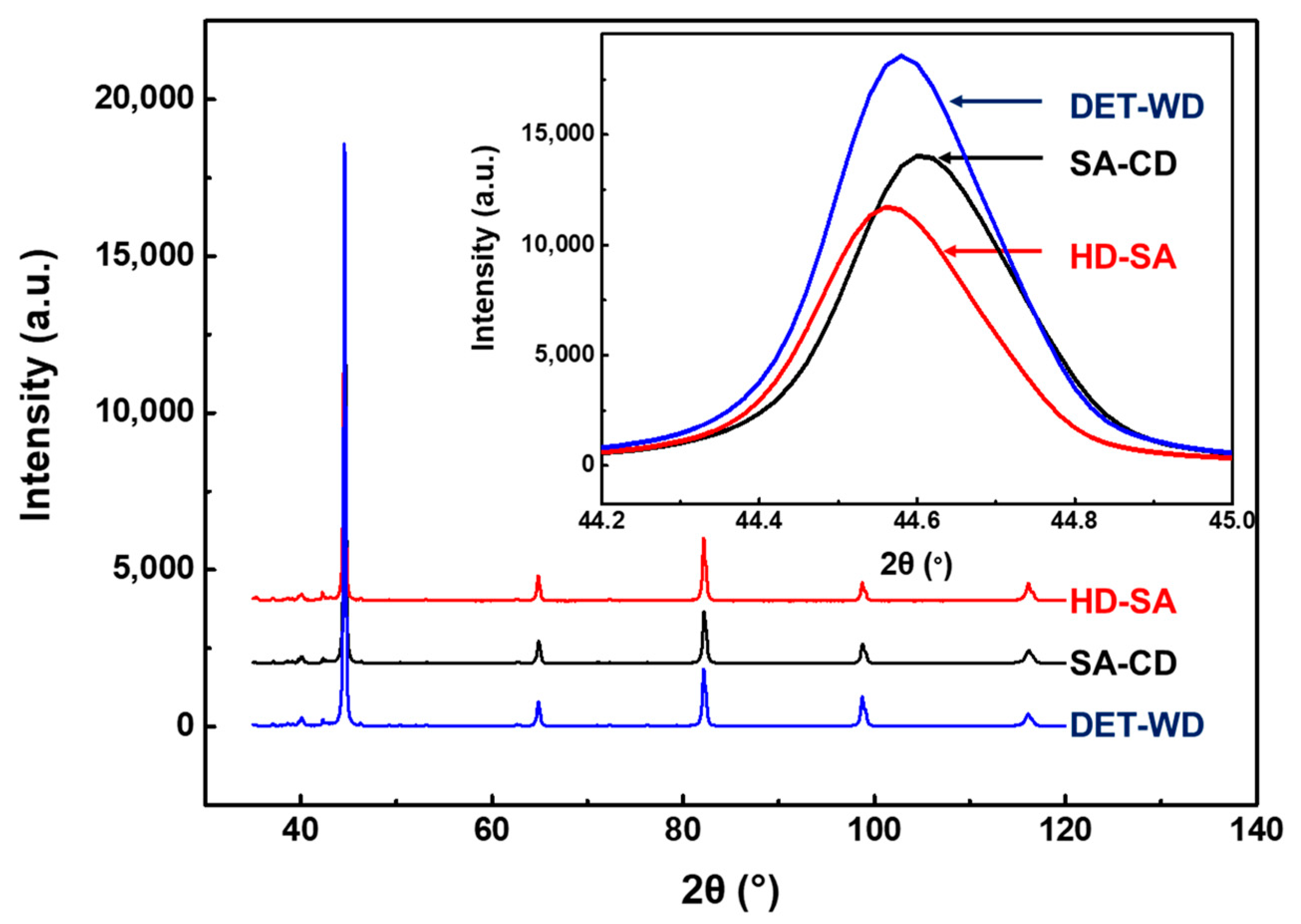
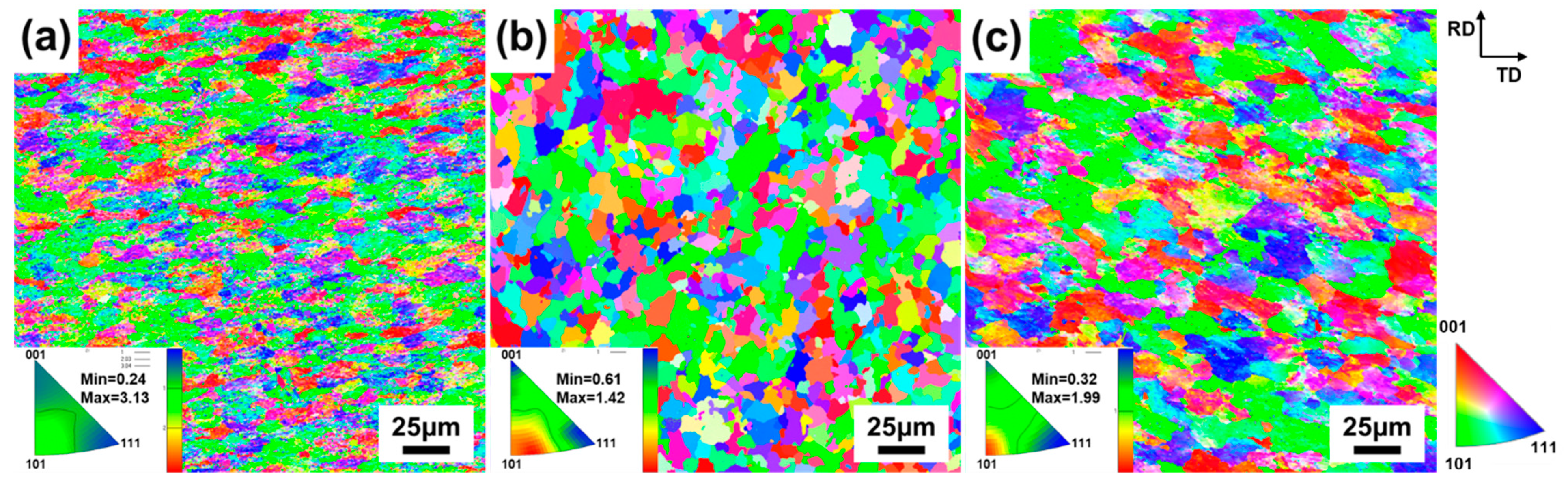
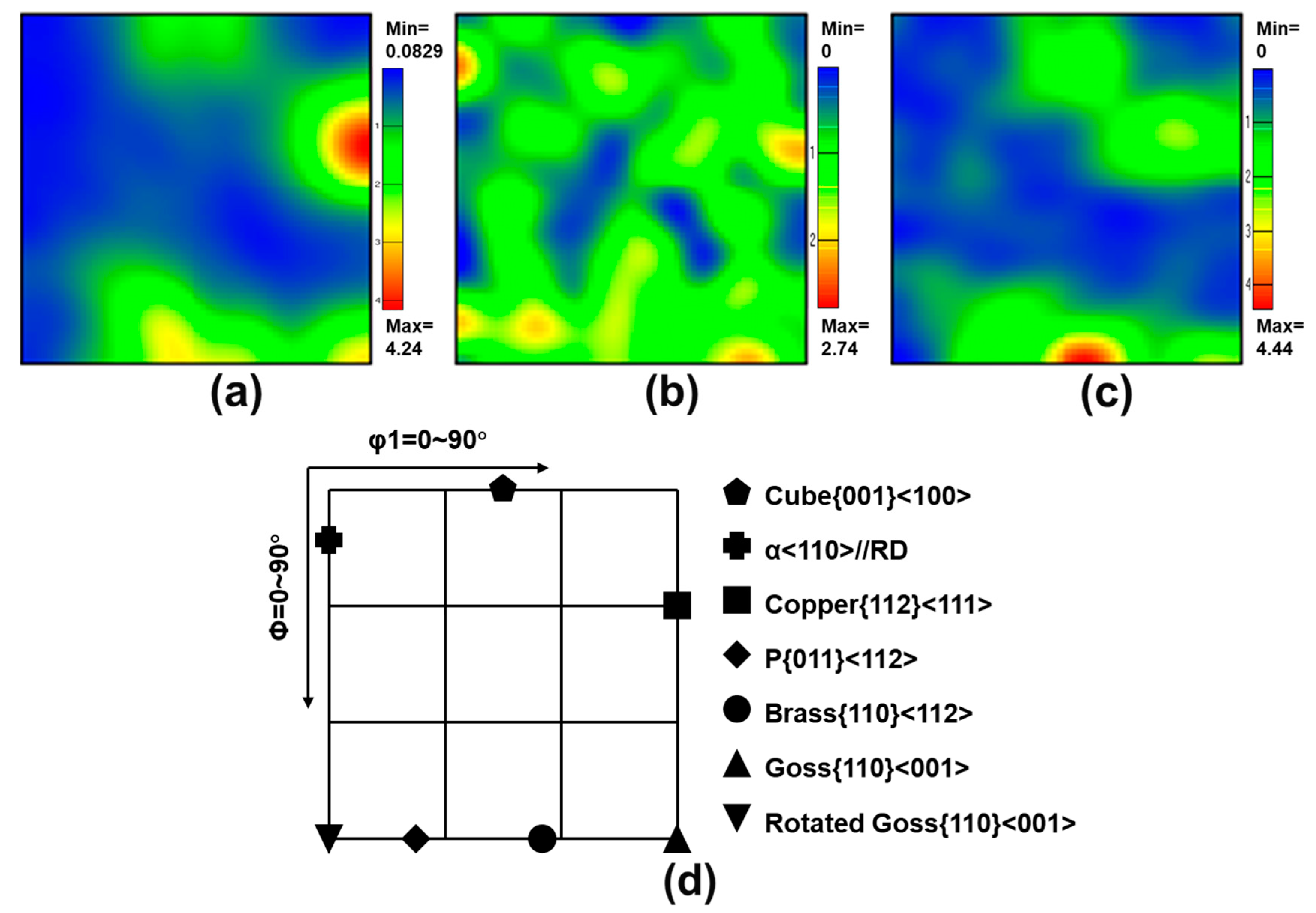
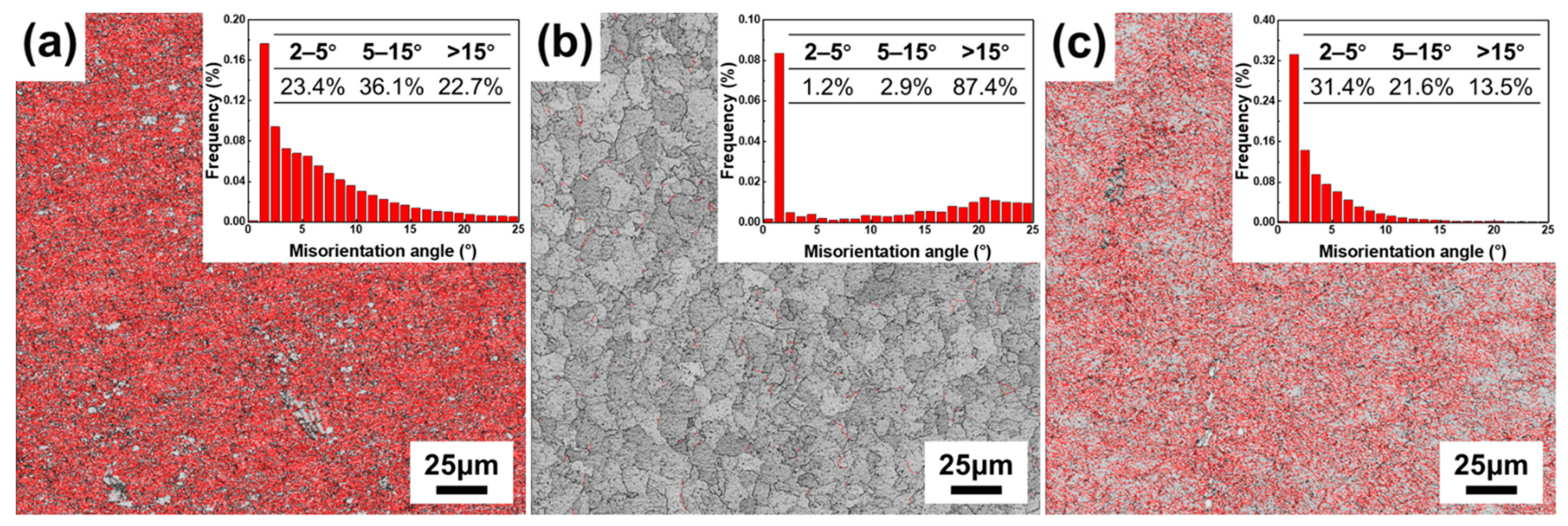
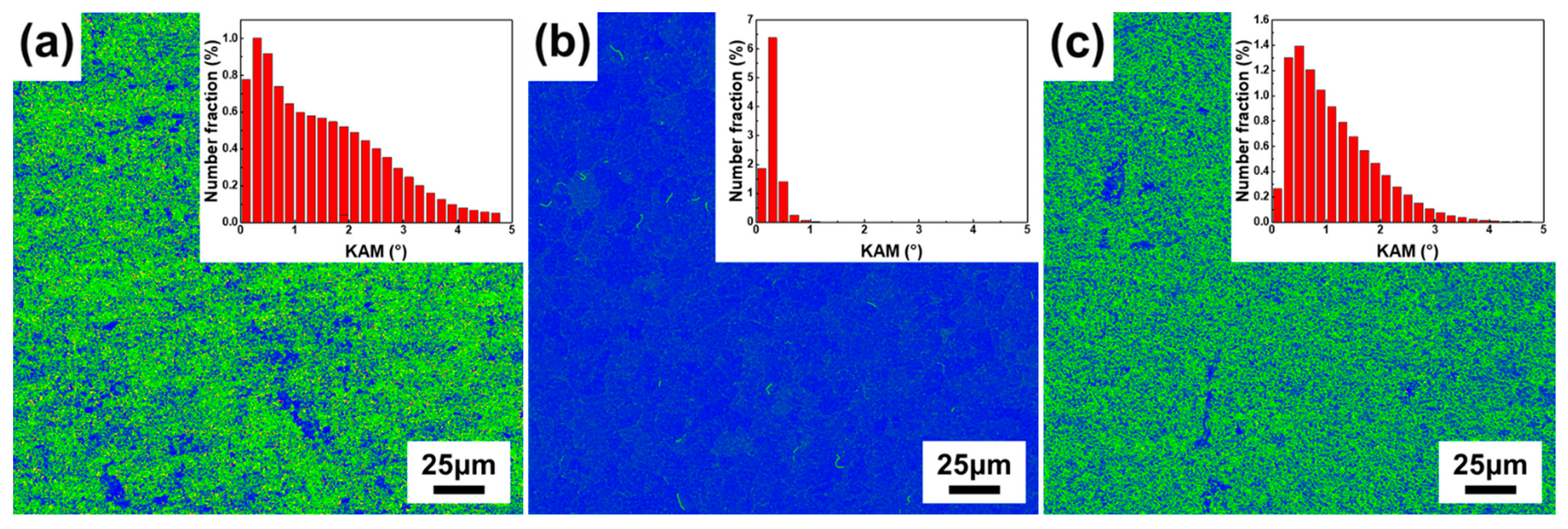
3.3. Comparison of DET-WD, SA-CD and HD-SA Processes
4. Conclusions
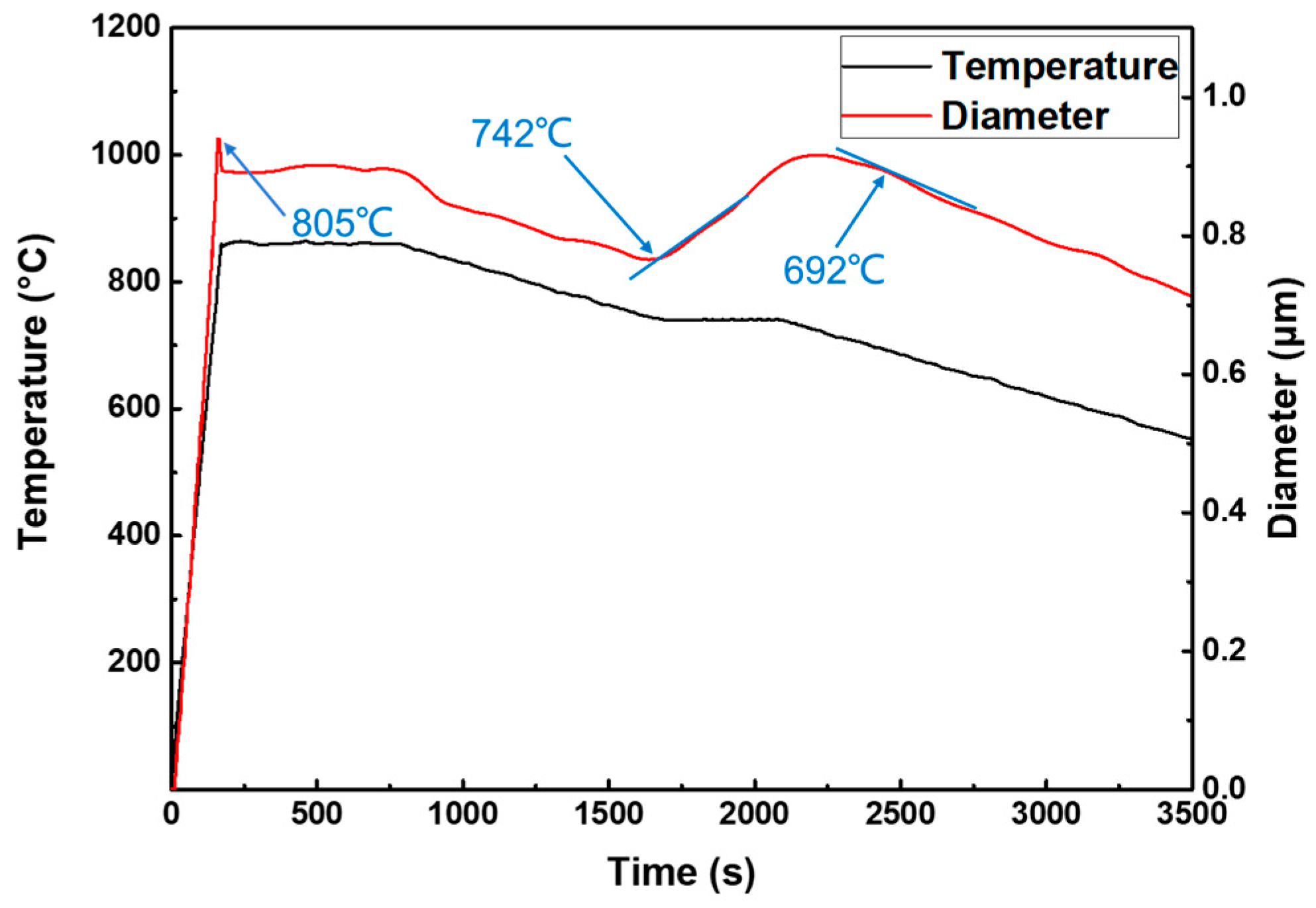
- The microstructure evolution during the rapid spheroidization process is summarized. It is found that the ferrite first transforms into austenite and the carbides partially dissolve during the partial austenitization. As the temperature falls into the temperature range of DET, the fresh carbides precipitate and adhere to the undissolved carbides to grow globularly. Meanwhile, the austenite begins to transform into ferrite. The carbides could be broken up and the ferrite is refined by the applied WD. As a result, the carbide spheroidization process is accelerated. Additionally, the WD can effectively lead to the uniform distribution of primary carbides;
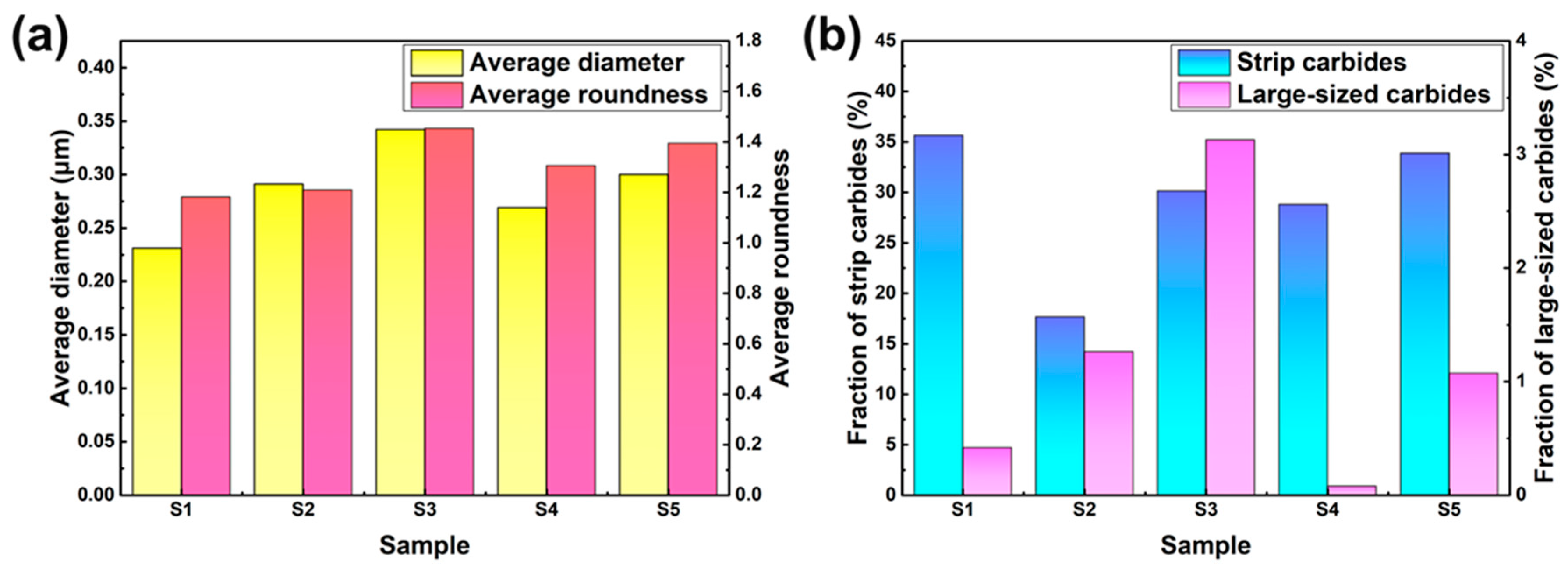
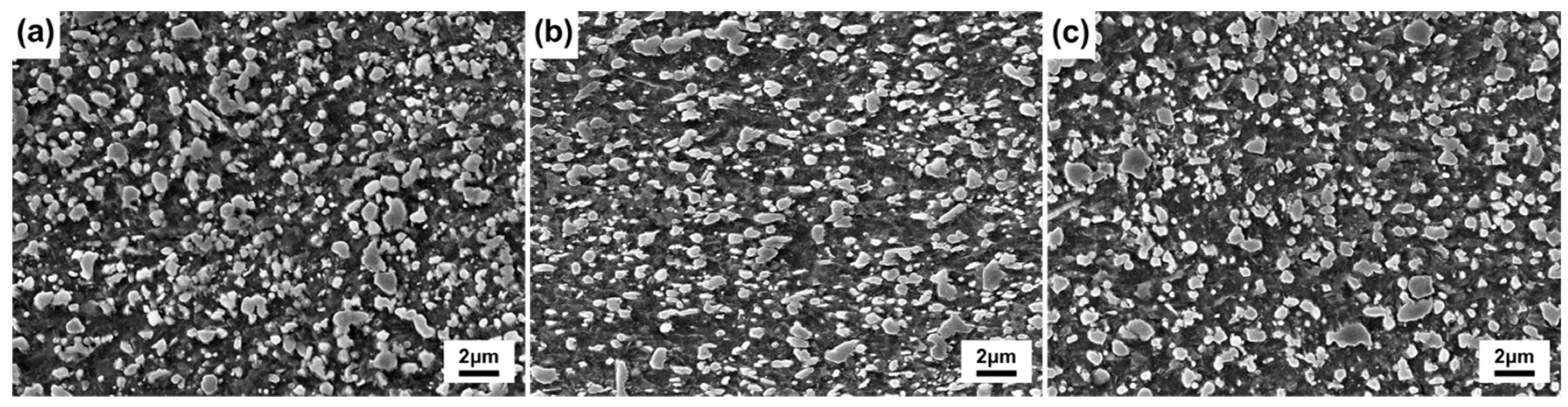
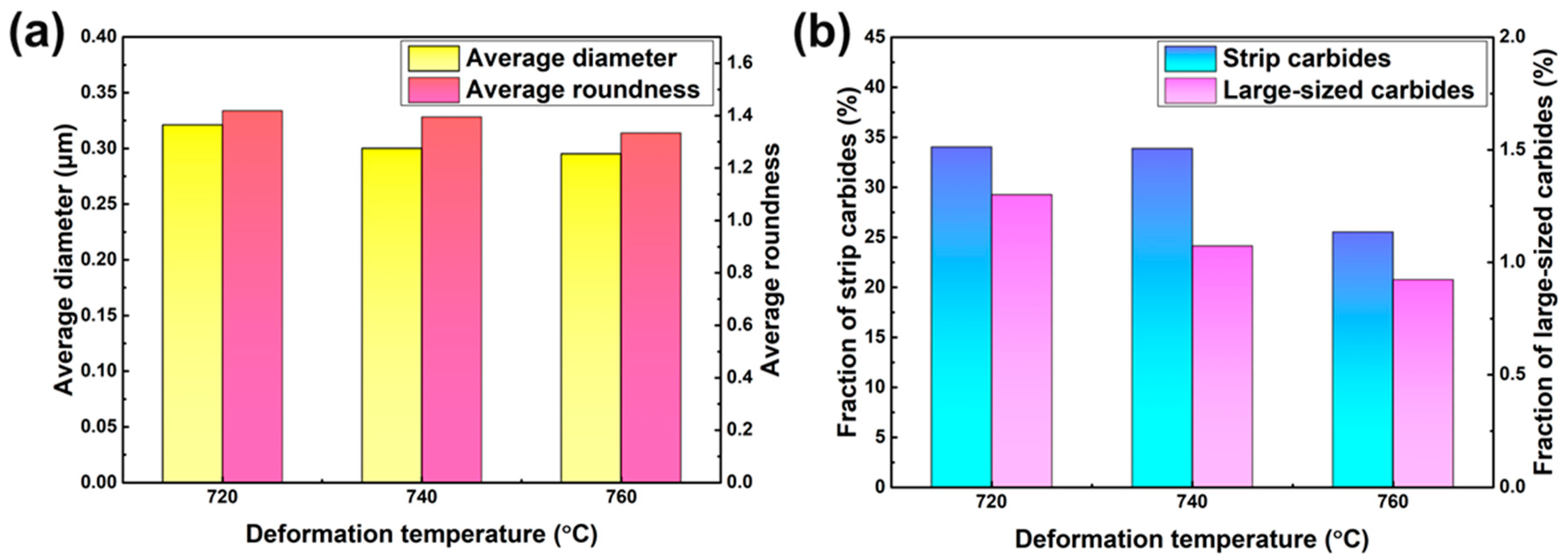
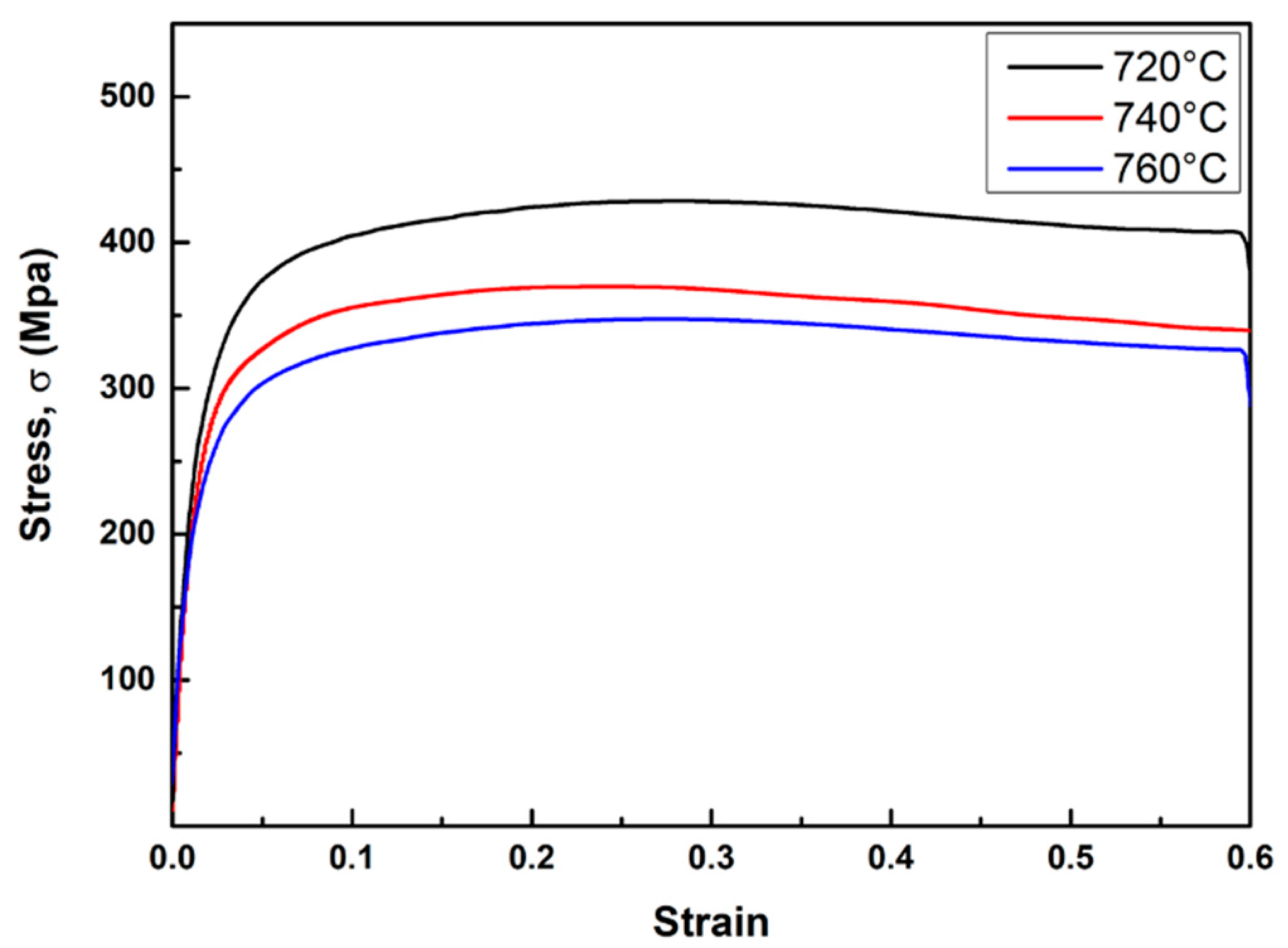
- With the increase in WD temperature, the deformation resistance, as well as the hardness decreases, which could be associated with the decreased dislocation density and better spheroidization effect. In addition, there is an optimal WD temperature (760 °C) to maximize the degree of DET. The sample deformed at 760 °C exhibits the finest size and best roundness of carbides, thereby showing the lowest hardness;
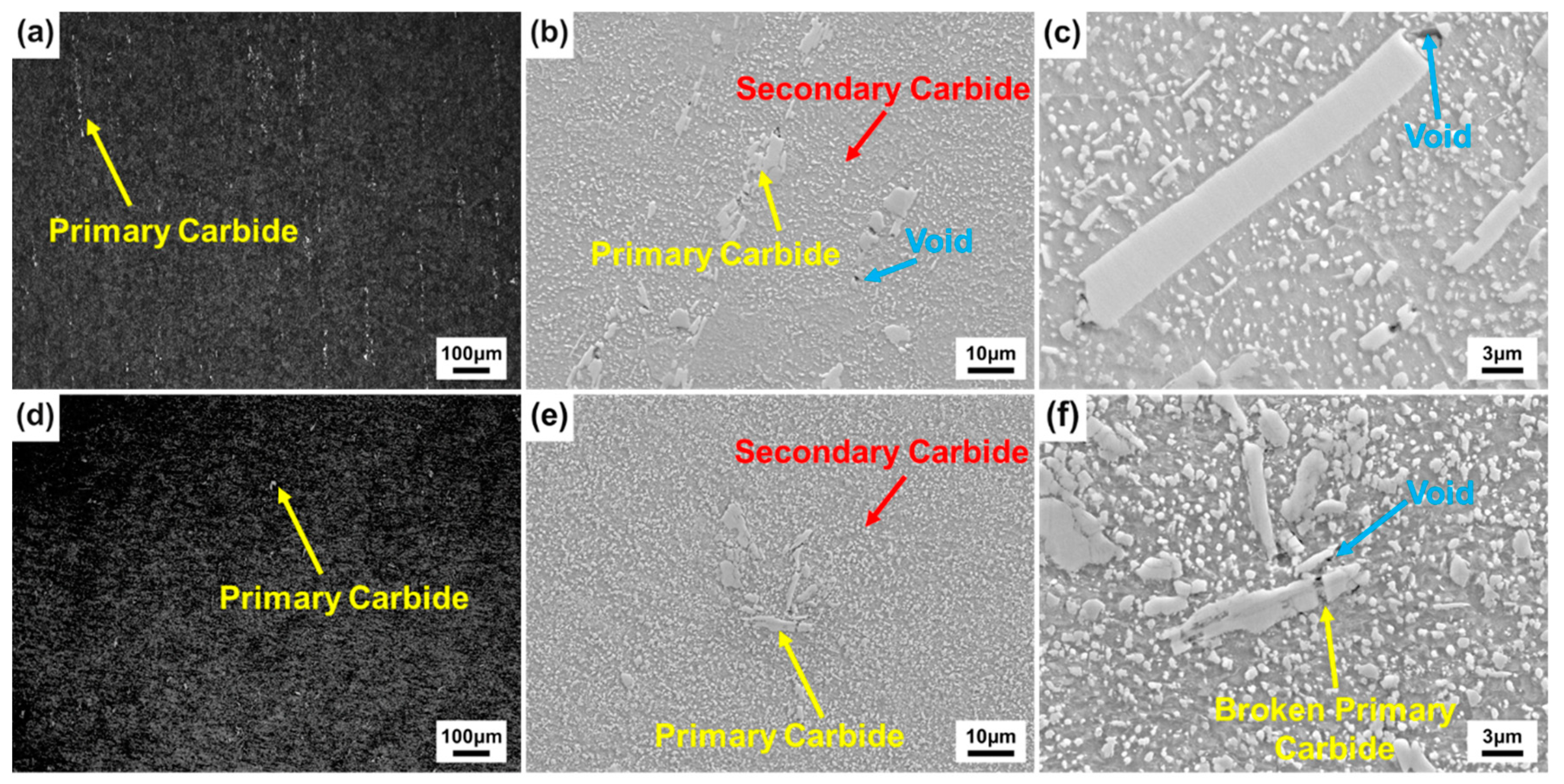
- Compared with the SA-CD process, the number of large-sized carbides significantly decreases for the proposed rapid SA (DET-WD process). The local stress and dislocation density are also lower than that of SA-CD samples. Compared with the HD-SA process, the proportion of spherical carbides is increased by 5.7% and the roundness is better. The excellent roundness of spheroidized carbides (1.333) and the lowest hardness (217 HV) are achieved in the DET-WD samples for the final cutting of bearing products. This work provides a highly efficient routine to simultaneously realize the SA and shape forming, which is of great engineering significance for the manufacturing of bearings.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| SA | Spheroidizing annealing |
| SRA | Stress relief annealing |
| DET | Divorced eutectoid transformation |
| ET | Eutectoid transformation |
| WD | Warm deformation |
| CD | Cold deformation |
| HD | Hot deformation |
| DET-WD | WD process that combines with SA process |
| SA-CD | CD process that combines with SA process |
| HD-SA | HD process that combines with SA process |
References
- Bhadeshia, H. Steels for bearings. Prog. Mater. Sci. 2012, 57, 268–435. [Google Scholar] [CrossRef]
- Dodd, A.; Kinder, J.; Torp, B.; Nielsen, B.R.; Rangel, C.M.; da Svila, M.F. The effect of ion implantation on the fatigue life and corrosion resistance of M50 steel bearings. Surf. Coat. Technol. 1995, 74, 754–759. [Google Scholar] [CrossRef]
- Hua, L.; Deng, J.D. Recent development of ring rolling theory and technique. Int. J. Mater. Product. Technol. 2017, 54, 273–276. [Google Scholar] [CrossRef]
- Peng, N.Q.; Tang, G.B.; Yao, J.; Liu, Z.D. Hot Deformation Behavior of GCr15 Steel. J. Iron Steel Res. Int. 2013, 20, 50–56. [Google Scholar] [CrossRef]
- Wang, F.; Qian, D.S.; Hua, L.; Lu, X.H. The effect of prior cold rolling on the carbide dissolution, precipitation and dry wear behaviors of M50 bearing steel. Tribol. Int. 2018, 132, 253–264. [Google Scholar] [CrossRef]
- Jiang, H.; Song, Y.; Wu, Y.; Shan, D.; Zong, Y. Macrostructure, microstructure and mechanical properties evolution during 8Cr4Mo4V steel roller bearing inner ring forging process. Mater. Sci. Eng. A 2020, 798, 140196. [Google Scholar] [CrossRef]
- Li, Z.X.; Li, C.S.; Ren, J.Y.; Li, B.Z.; Zhang, J.; Ma, Y.Q. Effect of cold deformation on the microstructure and impact toughness during the austenitising process of 1.0C-1.5Cr bearing steel. Mater. Sci. Eng. A 2016, 674, 262–269. [Google Scholar] [CrossRef]
- Okitsu, Y.; Takata, N.; Tsuji, Y.N. A new route to fabricate ultrafine-grained structures in carbon steels without severe plastic deformation. Scr. Mater. 2009, 60, 76–79. [Google Scholar] [CrossRef]
- Young, C.H.; Bhadeshia, H.K.D.H. Strength of mixtures of bainite and martensite. Mater. Sci. Technol. 1994, 10, 209–214. [Google Scholar] [CrossRef]
- Ankit, K.; Mukherjee, R.; Nestler, B. Deviations from cooperative growth mode during eutectoid transformation: Mechanisms of polycrystalline eutectoid evolution in Fe–C steels. Acta Mater. 2015, 97, 316–324. [Google Scholar] [CrossRef]
- Oyama, T.; Sherby, O.D.; Wadsworth, J.; Walser, B. Application of the divorced eutectoid transformation to the development of fine-grained, spheroidized structures in ultrahigh carbon steels. Scr. Metall. 1984, 18, 799–804. [Google Scholar] [CrossRef]
- Huo, X.D.; Guo, L.; He, K.N.; Huang, R. Effect of Spheroidizing Annealing Time on Microstructure and Hardness of GCr15 Bearing Steel. Adv. Mater. Res. 2012, 581–582, 928–931. [Google Scholar] [CrossRef]
- Pandit, S.A.; Bhadeshia, K.D.H.H. Divorced pearlite in steels. Proc. R. Soc. A Math. Phys. Eng. Sci. 2012, 468, 2767–2778. [Google Scholar] [CrossRef] [Green Version]
- Chen, Q.W.; Zhu, G.H.; Cao, S.M.; Zhao, A.M. Quick spherodizing in GCr15 steel by mechanism of divorced eutectoid. Adv. Mate. Res. 2011, 295–297, 515–519. [Google Scholar] [CrossRef]
- Xing, C.L.; Peng, Y.; Xing, J.K.; Zang, Y. Effects of warm rolling and spheroidizing annealing processes on microstructure and mechanical properties of 45 steel. Heat Treat. Met. 2015, 40, 94–98. [Google Scholar]
- Huang, J.X.; Wang, J.T.; Zhang, Z. Equal Channel Angular Processing in a Pearlitic structured steel. Chin. J. Mater. Res. 2005, 2, 200–206. [Google Scholar]
- Qian, D.S.; Yang, J.; Mao, H.J.; Hua, L. Experiment study on warm ring rolling of 52100 bearing steel coupling microstructure spheroidisation. Proc. Eng. 2017, 207, 1224–1229. [Google Scholar] [CrossRef]
- Qian, D.S.; Wang, H.L.; Pan, L.B.; Wang, F.; Lu, X.H. Obtaining ultrafine spheroidized carbides by combining warm deformation with divorced eutectoid transformation in GCr15 bearing steel. Mater. Res. Express 2020, 7, 046505. [Google Scholar] [CrossRef]
- Han, D.X.; Du, L.X.; Dong, Y.; Misra, R.D.K. The Impact of Deformation Conditions on Divorced Eutectoid Transformation in Bearing Steels. Steel Res. Int. 2019, 90, 1800384. [Google Scholar] [CrossRef]
- Han, D.X.; Du, L.X.; Zhang, B.; Misra, R.D.K. Effect of deformation on deformation-induced carbides and spheroidization in bearing steel. J. Mater. Sci. 2019, 54, 2612–2627. [Google Scholar] [CrossRef]
- Yin, Z.X.; Xu, Y.; Liang, J.Q.; Chen, J.L.; Li, J.F. Divorced eutectoid transformation in GCr15 steel. Heat Treat. Met. 2019, 44, 11–16. [Google Scholar]
- Williamson, G.K.; Hall, W.H. X-Ray line broadening from field aluminium and wofram. Acta Metall. 1953, 1, 22–31. [Google Scholar] [CrossRef]
- Abdollah-Zadeh, A.; Eghbali, B. Mechanism of ferrite grain refinement during warm deformation of a low carbon Nb-microalloyed steel. Mater. Sci. Eng. A 2007, 457, 219–225. [Google Scholar] [CrossRef]
- Tiryakioglu, M.; Campbell, J.; Staley, J.T. Hardness-Strength Relationships in Cast Al-Si-Mg Alloys. Mater. Sci. Forum 2000, 331, 295–300. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Cr | Mo | V | Mn | Si | W | Fe |
|---|---|---|---|---|---|---|---|
| 0.80 | 4.06 | 4.2 | 1.08 | 0.22 | 0.25 | 0.16 | Bal. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qian, D.; Chen, B.; Wang, F.; Wu, L. Rapid Spheroidizing Annealing via Combining Warm Deformation with Divorced Eutectoid Transformation in M50 Steel. Metals 2022, 12, 359. https://doi.org/10.3390/met12020359
Qian D, Chen B, Wang F, Wu L. Rapid Spheroidizing Annealing via Combining Warm Deformation with Divorced Eutectoid Transformation in M50 Steel. Metals. 2022; 12(2):359. https://doi.org/10.3390/met12020359
Chicago/Turabian StyleQian, Dongsheng, Bin Chen, Feng Wang, and Lingyan Wu. 2022. "Rapid Spheroidizing Annealing via Combining Warm Deformation with Divorced Eutectoid Transformation in M50 Steel" Metals 12, no. 2: 359. https://doi.org/10.3390/met12020359