
Tribological Performance of 100Cr6/8620 Steel Bearing System under Green Oil Lubrication

 ,
,  ,
,  , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Steel Materials
2.2. Lubricants
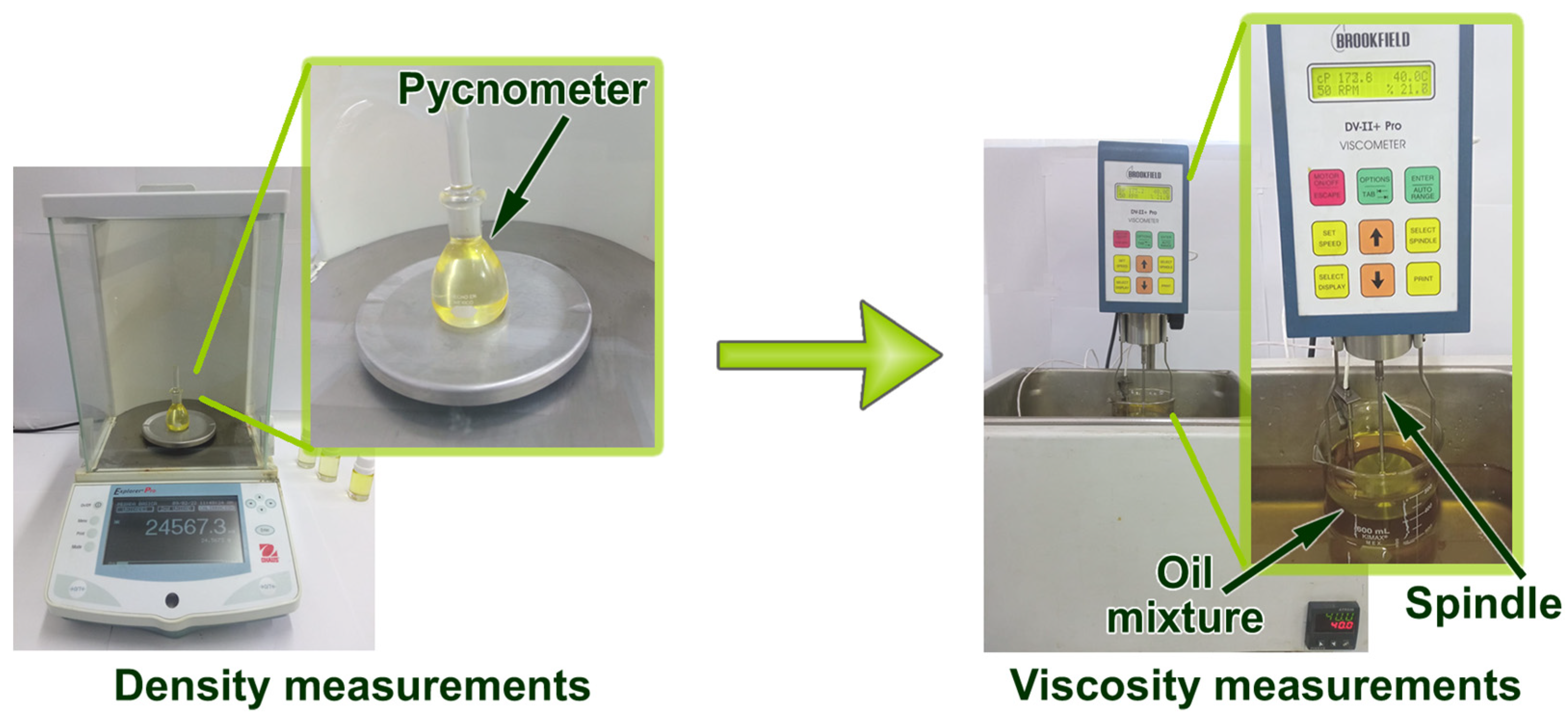
2.2.1. Characterization of Lubricants
2.2.2. Identification of Potential Binary Oil Mixtures for Tribological Tests
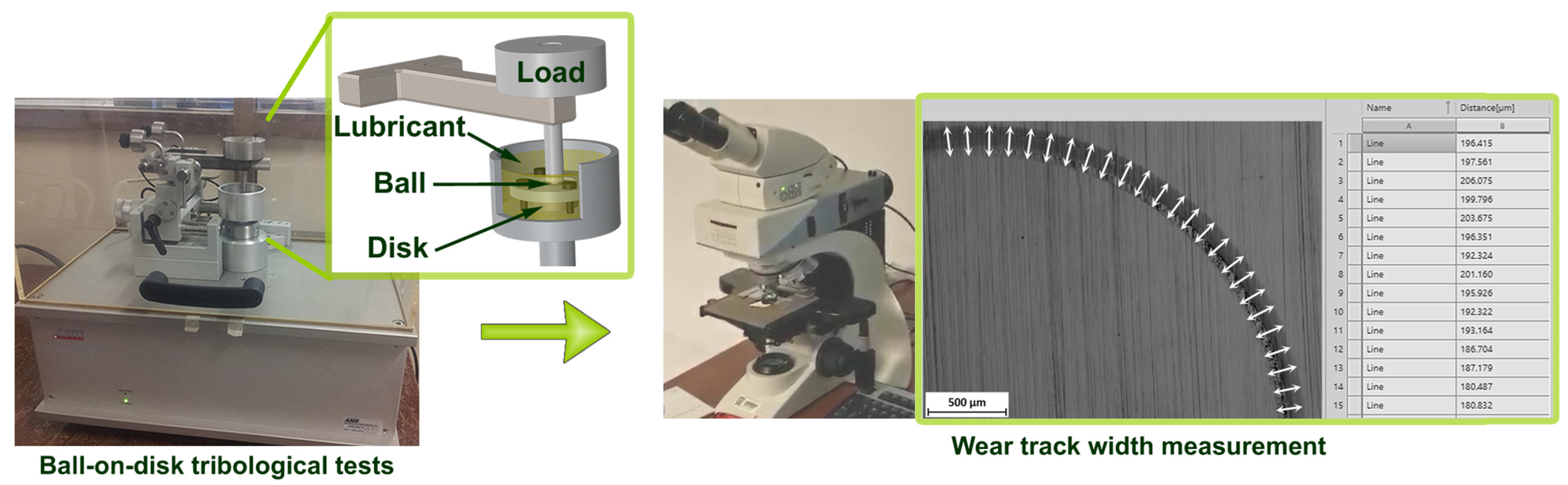
2.3. Tribological Tests
2.4. Lubricating Regime
3. Results
3.1. Lubricants
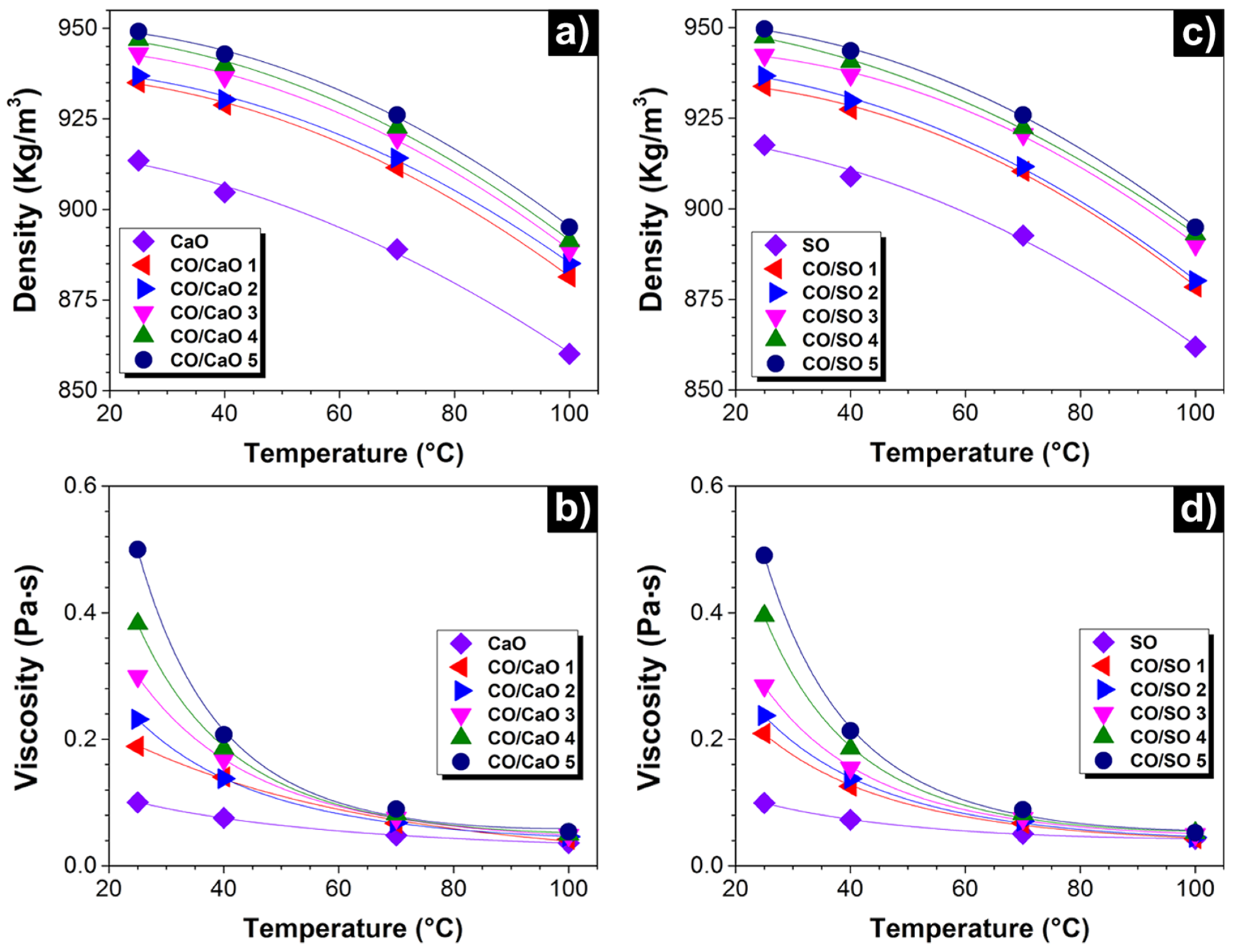
3.1.1. Physical Properties of Binary Oil Mixtures
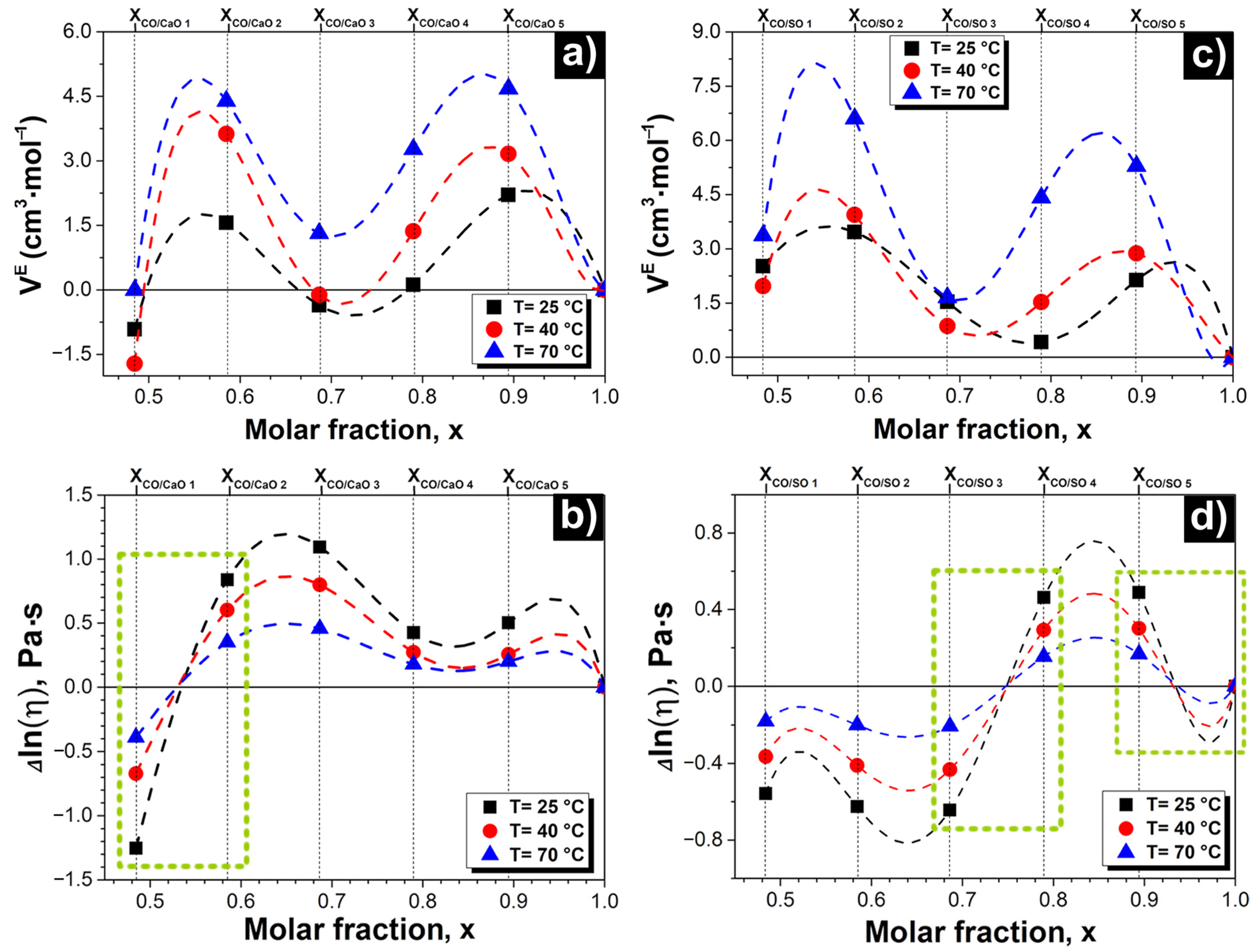
3.1.2. Identification of Potential Binary Mixtures for Tribological Tests
3.2. Tribological Response of the 100Cr6/8620 Steel Bearing System Lubricated with Different Oil Mixtures
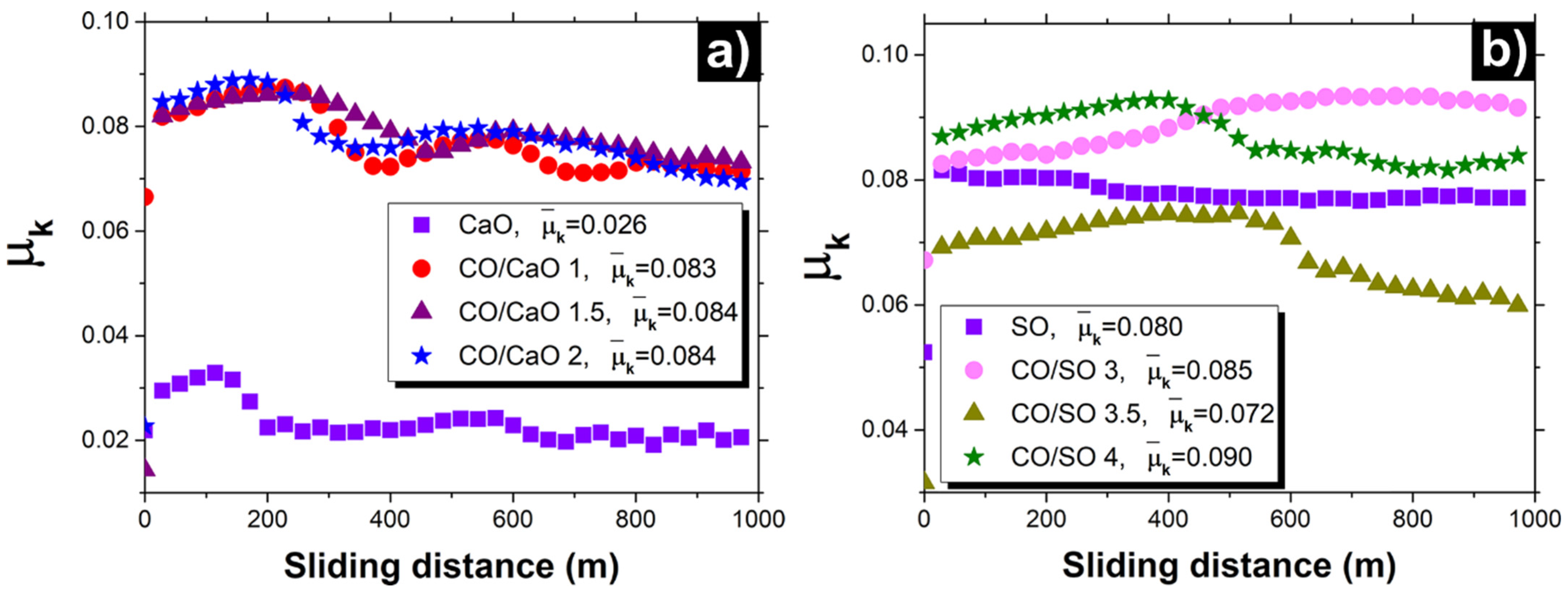
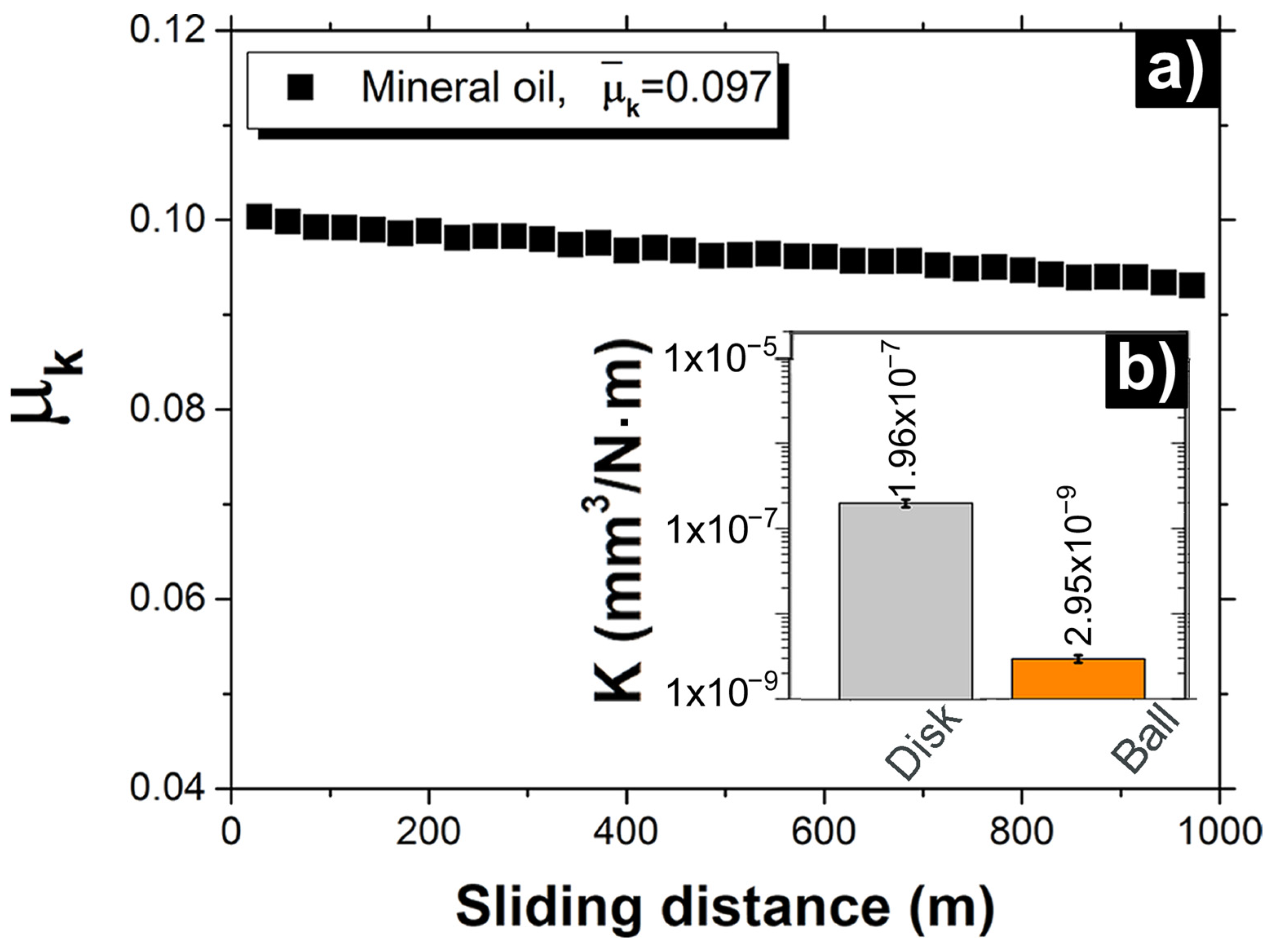
3.2.1. Friction Behavior
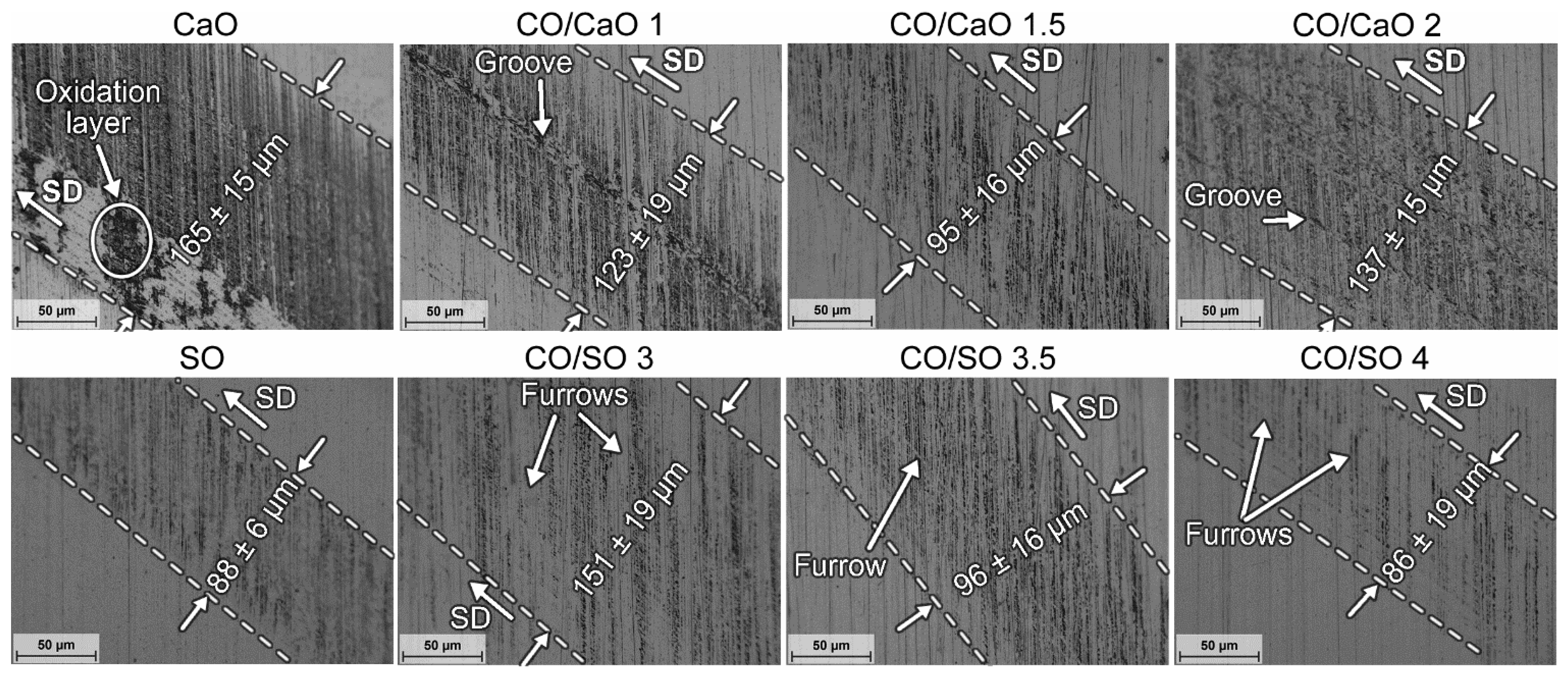
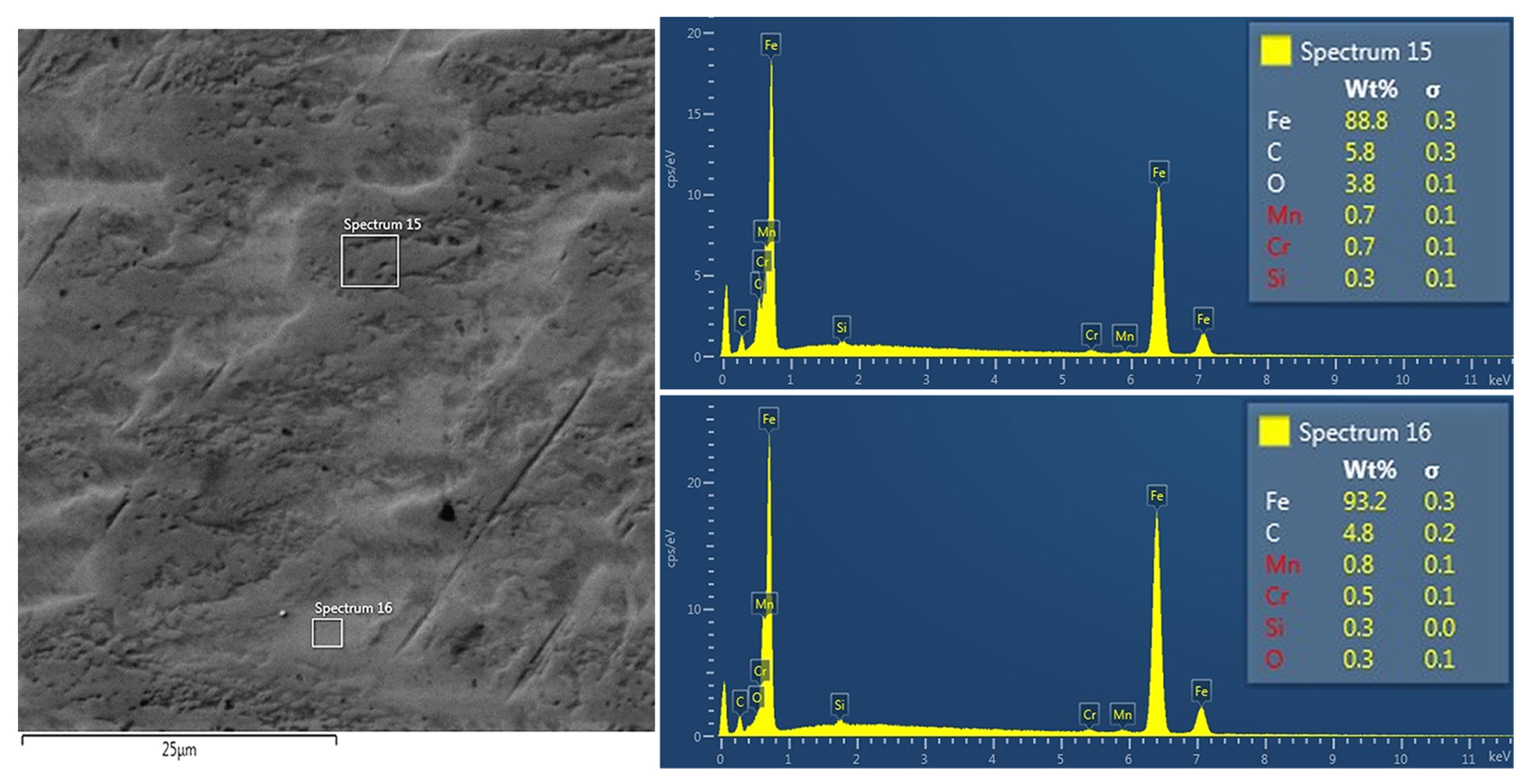
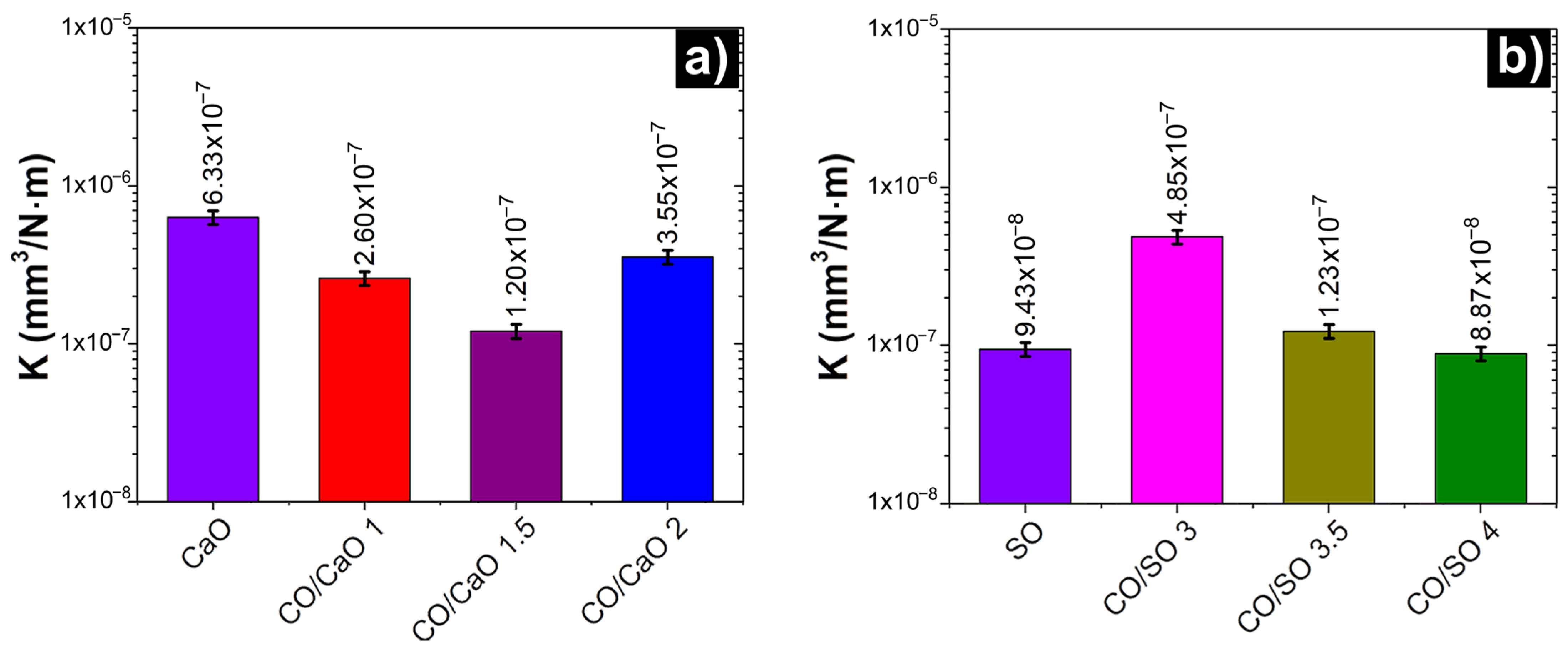
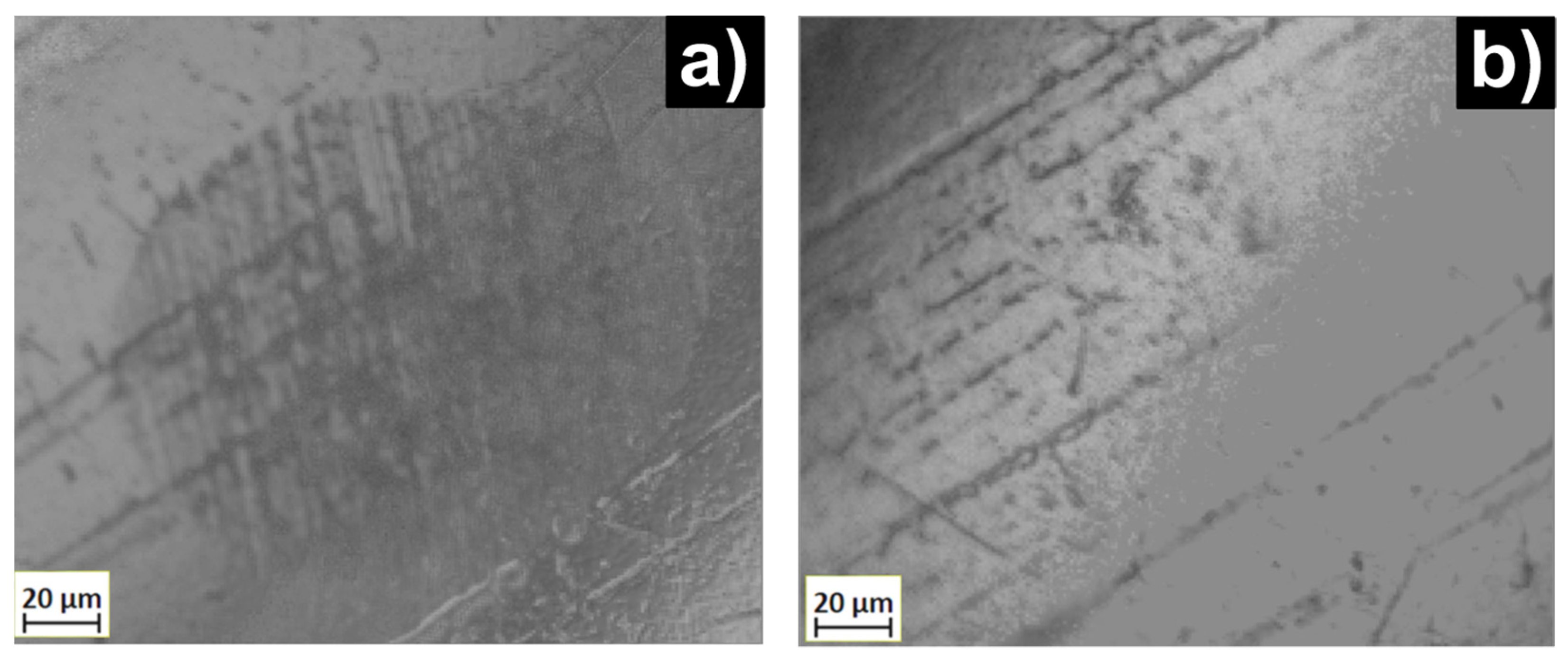
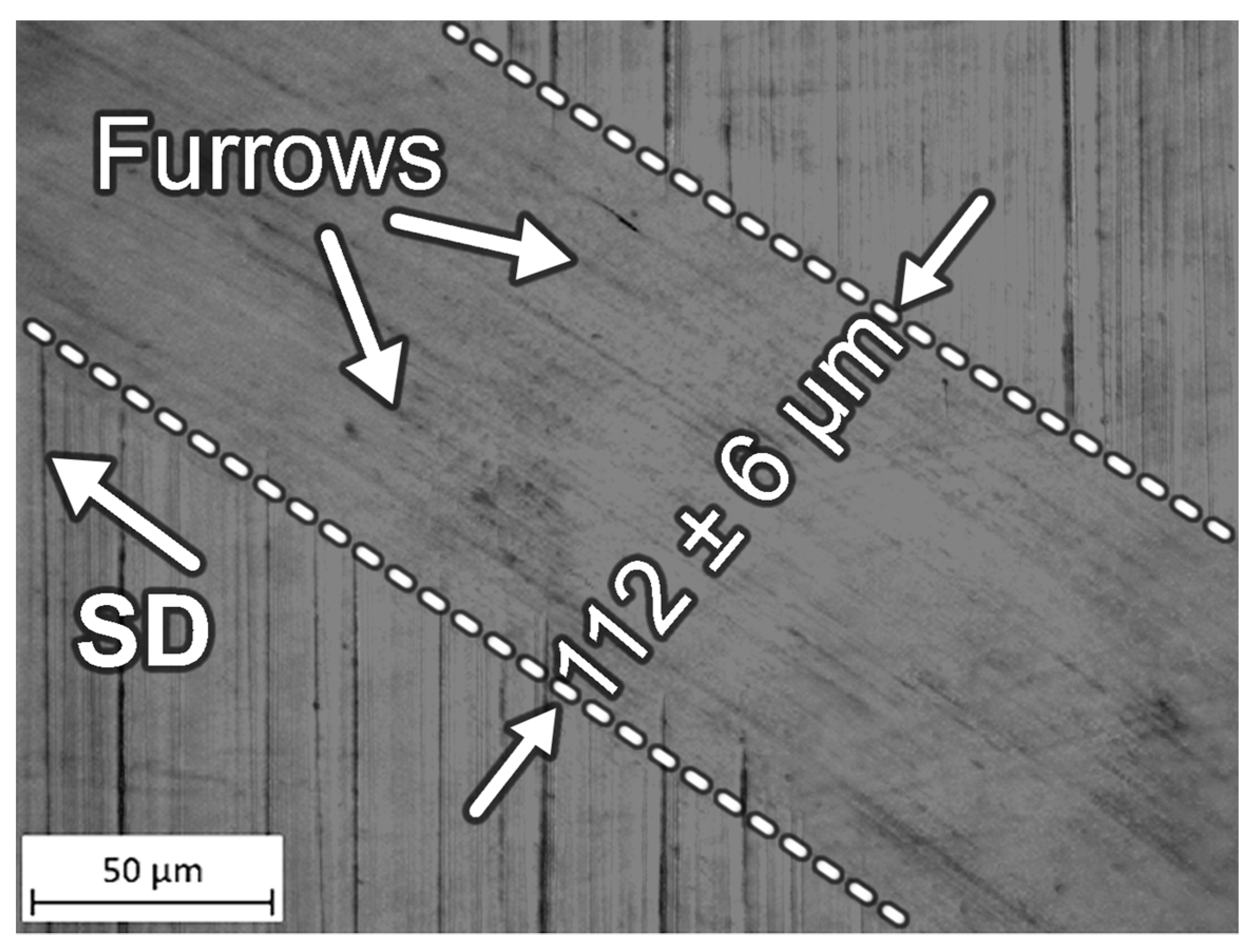
3.2.2. Wear Behavior
3.2.3. Lubricating Regime
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A



Appendix B

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| X1 | T = 25 °C | T = 40 °C | T = 70 °C | |||
|---|---|---|---|---|---|---|
| VE (cm3·mol−1) | Δln(η) (Pa·s) | VE (cm3·mol−1) | Δln(η) (Pa·s) | VE (cm3·mol−1) | Δln(η) (Pa·s) | |
| CO/CaO | ||||||
| 0.4838 | 2.5215 | −0.5579 | 1.9695 | −0.3648 | 3.3679 | −0.1810 |
| 0.5844 | 3.4625 | −0.6258 | 3.9392 | −0.4114 | 6.5983 | −0.2009 |
| 0.6862 | 1.5329 | −0.6430 | 0.8623 | −0.4327 | 1.6574 | −0.2073 |
| 0.7895 | 0.4176 | 0.4629 | 1.5249 | 0.2930 | 4.4152 | 0.1545 |
| 0.8940 | 2.1331 | 0.4890 | 2.8727 | 0.3010 | 5.2860 | 0.1674 |
| CO/SO | ||||||
| 0.4844 | −0.9146 | −1.2534 | −1.7141 | −0.6715 | −0.0036 | −0.3883 |
| 0.5849 | 1.5635 | 0.8371 | 3.6275 | 0.6000 | 4.3914 | 0.3491 |
| 0.6867 | −0.3564 | 1.0935 | −0.1133 | 0.7981 | 1.3171 | 0.4554 |
| 0.7898 | 0.1205 | 0.4248 | 1.3657 | 0.2715 | 3.2708 | 0.1774 |
| 0.8942 | 2.2102 | 0.5019 | 3.1631 | 0.2548 | 4.6792 | 0.1986 |
| T (°C) | A0 | A1 | A2 | A3 | A4 | σ |
|---|---|---|---|---|---|---|
| CO/CaO | ||||||
| 25 | −1.6045 | 12.8402 | −187.9508 | 523.0139 | −369.7274 | 8.0 × 10−4 |
| 40 | −1.0373 | 8.6436 | −126.3462 | 350.4607 | −248.0036 | 3.2 × 10−5 |
| 70 | −0.5168 | 4.2678 | −61.5621 | 170.6758 | −120.2490 | 2.0 × 10−5 |
| CO/SO | ||||||
| 25 | −3.3175 | 52.7184 | −62.2430 | −105.6311 | 148.8545 | 2.2 × 10−5 |
| 40 | −1.7541 | 29.7662 | −10.6806 | −129.1024 | 131.7013 | 1.9 × 10−5 |
| 70 | −0.9962 | 17.6524 | −10.4861 | −65.6660 | 72.1475 | 1.1 × 10−5 |
| T (°C) | A0 | A1 | A2 | A3 | A4 | σ |
|---|---|---|---|---|---|---|
| CO/CaO | ||||||
| 25 | 0.7604 | 119.5803 | −679.1355 | 1094.3692 | −481.0099 | 1.3 × 10−3 |
| 40 | 3.2769 | 270.4520 | −1658.9135 | 3059.2857 | −1685.2968 | 3.4 × 10−6 |
| 70 | 8.7253 | 231.5880 | −1472.7256 | 2822.0932 | −1577.2949 | 5.7 × 10−6 |
| CO/SO | ||||||
| 25 | 11.8867 | 48.0705 | −223.1700 | 100.3162 | 161.3924 | 1.0 × 10−4 |
| 40 | 13.2427 | 132.8593 | −958.0847 | 1793.5566 | −960.3845 | 2.0 × 10−4 |
| 70 | 23.5513 | 244.7716 | −1930.5180 | 3999.5907 | −2383.2379 | 3.0 × 10−3 |
References
- Romsdahl, T.; Shirani, A.; Minto, R.E.; Zhang, C.; Cahoon, E.B.; Chapman, K.D.; Berman, D. Nature-Guided Synthesis of Advanced Bio-Lubricants. Sci. Rep. 2019, 9, 11711. [Google Scholar] [CrossRef] [PubMed]
- Yadav, E.; Chawla, V.K. An explicit literature review on bearing materials and their defect detection techniques. Mater. Today Proc. 2022, 50, 1637–1643. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H. Steels for bearings. Prog. Mater. Sci. 2012, 57, 268–435. [Google Scholar] [CrossRef]
- Roy, S.; Zhao, J.; Shrotriya, P.; Sundararajan, S. Effect of laser treatment parameters on surface modification and tribological behavior of AISI 8620 steel. Tribol. Int. 2017, 112, 94–102. [Google Scholar] [CrossRef]
- Triani, R.M.; Mariani, F.E.; Gomes, L.F.D.A.; De Oliveira, P.G.B.; Totten, G.E.; Casteletti, L.C. Improvement of the Tribological Characteristics of AISI 8620, 8640 and 52100 Steels through Thermo-Reactive Treatments. Lubricants 2019, 7, 63. [Google Scholar] [CrossRef] [Green Version]
- Erden, M.A.; Aydın, F. Wear and mechanical properties of carburized AISI 8620 steel produced by powder metallurgy. Int. J. Miner. Metall. Mater. 2021, 28, 430–439. [Google Scholar] [CrossRef]
- Woma, T.Y.; Lawal, S.A.; Abdulrahman, A.S.; Olutoye, M.A.; Ojapah, M.M. Vegetable oil based lubricants: Challenges and prospects. Tribol. Online 2019, 14, 60–70. [Google Scholar] [CrossRef] [Green Version]
- Hwang, D.-H.; Zum Gahr, K.-H. Transition from static to kinetic friction of unlubricated or oil lubricated steel/steel, steel/ceramic and ceramic/ceramic Pairs. Wear 2003, 255, 365–375. [Google Scholar] [CrossRef]
- Sedlacek, M.; Podgornik, B.; Vizintin, J. Influence of surface preparation on roughness parameters, friction and wear. Wear 2009, 266, 482–487. [Google Scholar] [CrossRef]
- Ulker, S.; Gunes, I.; Taktak, S. Investigation of tribological behaviour of plasma paste boronized of AISI 8620, 52100 and 440C steels. Indian J. Eng. Mater. 2011, 18, 370–376. [Google Scholar]
- Bader, N.; Pape, F.; Gatzen, H.H.; Poll, G. Examination of friction and wear of a 100Cr6 ball against a bearing ring in a micro-pin-on-disk tester. In Surface Effects and Contact Mechanics Including Tribology XII; De Hossen, J.T.M., Hadfield, M., Brebbia, C.A., Eds.; WIT Transactions on Engineering Sciences: Southampton, UK, 2015; Volume 91, pp. 47–58. [Google Scholar]
- Milewski, K.; Madej, M.; Kowalczyk, J.; Ozimina, D. The Influence of Silicon-Doped Diamond-Like Carbon Coating on the Wear of Ionic Liquid Lubricated Friction Pairs. Tribologia 2018, 282, 97–106. [Google Scholar] [CrossRef]
- Annisa, A.N.; Widayat, W. A Review of Bio-lubricant Production from Vegetable Oils Using Esterification Transesterification Process. MATEC Web Conf. 2018, 156, 06007. [Google Scholar] [CrossRef] [Green Version]
- Bekhrad, K.; Aslani, A.; Mazzuca-Sobczuk, T. Energy Security in Andalusia: The Role of Renewable Energy Sources. CSCEE 2020, 1, 100001. [Google Scholar] [CrossRef]
- Panchal, T.M.; Patel, A.; Chauhan, D.D.; Thomas, M.; Patel, J.V. A methodological review on bio-lubricants from vegetable oil based resources. Renew. Sust. Energ. Rev. 2017, 70, 65–70. [Google Scholar] [CrossRef]
- Syahrullail, S.; Kamitani, S.; Shakirin, A.J.P.E. Performance of vegetable oil as lubricant in extreme pressure condition. Procedia Eng. 2013, 68, 172–177. [Google Scholar] [CrossRef]
- Quinchia, L.A.; Delgado, M.A.; Valencia, C.; Franco, J.M.; Gallegos, C. Viscosity Modification of High-Oleic Sunflower Oil with Polymeric Additives for the Design of New Biolubricant Formulations. Environ. Sci. Technol. 2009, 43, 2060–2065. [Google Scholar] [CrossRef]
- Minami, I. Molecular science of lubricant additives. Appl. Sci. 2017, 7, 445. [Google Scholar] [CrossRef]
- Sajeeb, A.; Rajendrakumar, P.K. Comparative evaluation of lubricant properties of biodegradable blend of coconut and mustard oil. J. Clean. Prod. 2019, 240, 118255. [Google Scholar] [CrossRef]
- Patel, V.R.; Dumancas, G.G.; Viswanath, L.C.K.; Maples, R.; Subong, B.J.J. Castor Oil: Properties, Uses, and Optimization of processing parameters in Commercial production. Lipid Insights 2016, 9, LPI-S40233. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.; Li, C.; Zhang, Y.; Yang, M.; Li, B.; Jia, D.; Hou, Y.; Mao, C. Experimental evaluation of the lubrication properties of the wheel/workpiece interface in minimum quantity lubrication (MQL) grinding using different types of vegetable oils. J. Clean. Prod. 2016, 127, 487–499. [Google Scholar] [CrossRef]
- Bhaumik, S.; Maggirwar, R.; Datta, S.; Pathak, S.D. Analyses of anti-wear and extreme pressure properties of castor oil with zinc oxide nano friction modifiers. Appl. Surf. Sci. 2018, 449, 277–286. [Google Scholar] [CrossRef]
- Bhaumik, S.; Datta, S.; Pathak, S.D. Analyses of tribological properties of castor oil with various carbonaceous micro-and nano-friction modifiers. J. Tribol. 2017, 139, 061802. [Google Scholar] [CrossRef]
- Abduhakim, Y. Overview of World Turnover of Vegetable Oil Trade. AJTMR 2019, 9, 98–103. [Google Scholar]
- Stojilković, M.; Vukolov, D.; Kolb, M. Tribology testing of biodegradable oils. Goriva Maz. 2014, 53, 129–138. [Google Scholar]
- Kržan, B. Study on the tribological performance of vegetable oils. Goriva Maz. 2010, 49, 360–367. [Google Scholar]
- Nair, S.S.; Nair, K.P.; Rajendrakumar, P.K. Evaluation of physicochemical, thermal and tribological properties of sesame oil (Sesamum indicum L.): A potential agricultural crop base stock for eco-friendly industrial lubricants. Int. J. Agric. Resour. Gov. Ecol. 2017, 13, 77–90. [Google Scholar] [CrossRef]
- Delgado-Tobón, A.E.; Aperador-Chaparro, W.A.; Misnaza-Rodríguez, Y.G. Evaluation of the lubricating power of chemical modified Sesame oil additivated with Cu and Al2O3 nanoparticles. Dyna 2018, 85, 93–100. [Google Scholar] [CrossRef]
- Carmona, E.R.; Tobón, A.E.D.; Chaparro, W.A.A. Study of the Tribological Properties of Paraffin and Polyethylene Wax as Antiwear Additives in Sesame Oil. Sci. Tech. 2020, 24, 590–594. [Google Scholar] [CrossRef]
- Ortega-Álvarez, R.; Aguilar-Cortés, G.E.; Hernández-Sierra, M.T.; Aguilera-Camacho, L.D.; García-Miranda, J.S.; Moreno, K.J. Physical and rheological investigation of vegetable oils and their effect as lubricants in mechanical components. MRS Adv. 2019, 4, 3291–3297. [Google Scholar] [CrossRef]
- The Food and Agriculture Organization. Available online: https://www.fao.org/home/en/ (accessed on 27 December 2021).
- Giakoumis, E.G. Analysis of 22 vegetable oils’ physico-chemical properties and fatty acid composition on a statistical basis, and correlation with the degree of unsaturation. Renew. Energy 2018, 126, 403–419. [Google Scholar] [CrossRef]
- ASTM (American Society for Testing and Materials) International. Standard Test Method for Density and Relative Density (Specific Gravity) of Liquids by Bingham Pycnometer. ASTM D 1217. In Annual Book of ASTM Standards; ASTM International: West Conshohocken, PA, USA, 1993. [Google Scholar]
- Naessens, R.M.; Clará, R.A.; Marigliano, A.C.G. Density, viscosity, excess molar volume and viscosity deviation for [chloroform (1) + di-isopropyl-ether(2) + 1-propanol (3)] ternary system at 298.15 K. Chem. Data Collect. 2018, 17–18, 111–120. [Google Scholar] [CrossRef]
- Miroshnichenko, S.; Vrabec, J. Excess properties of non-ideal binary mixtures containing water, methanol and ethanol by molecular simulation. J. Mol. Liq. 2015, 212, 90–95. [Google Scholar] [CrossRef]
- Langa, E.; Mainar, A.M.; Pardo, J.I.; Urieta, J.S. Excess Enthalpy, Density, and Speed of Sound for the Mixtures β-Pinene + 1-Butanol or 2-Butanol at (283.15, 298.15, and 313.15) K. J. Chem. Eng. Data 2006, 51, 392–397. [Google Scholar] [CrossRef]
- Álvarez, E.; Cancela, Á.; Maceiras, R.; Navaza, J.M.; Táboas, R. Density, viscosity, excess molar volume, and viscosity deviation of three amyl alcohols + ethanol binary mixtures from 293.15 to 323.15 K. J. Chem. Eng. Data 2006, 51, 940–945. [Google Scholar] [CrossRef]
- Koohyar, F.; Kiani, F.; Sharifi, S.; Sharifirad, M.; Rahmanpour, S.H. Study on the change of refractive index on mixing, excess molar volume and viscosity deviation for aqueous solution of methanol, ethanol, ethylene glycol, 1-propanol and 1,2,3-propantriol at T = 292.15 K and atmospheric pressure. Res. J. Appl. Sci. Eng. Technol. 2012, 4, 3095–3101. [Google Scholar]
- ASTM (American Society for Testing and Materials) International. Standard Test Method for Wear Testing with a Pin-on-Disk Apparatus, Annual Book of Standards. ASTM G99. In Annual Book of ASTM Standards; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- Hamrock, B.J.; Dowson, D. Isothermal elastohydrodynamic lubrication of point contacts: Part III—Fully flooded results. J. Lubr. Technol. 1977, 99, 264–275. [Google Scholar] [CrossRef]
- Hernández-Sierra, M.T.; Bravo-Sánchez, M.G.; Báez, J.E.; Aguilera-Camacho, L.D.; García-Miranda, J.S.; Moreno, K.J. Improvement Effect of Green Lubricants on the Tribological and Mechanical Performance of 4140 Steel. Appl. Sci. 2019, 9, 4896. [Google Scholar] [CrossRef] [Green Version]
- Simion, A.I.; Grigoraş, C.G.; Gavrilă, L.G. Mathematical modelling of ten vegetable oils thermophysical properties. Study of density and viscosity. Ann. Food Sci. Technol. 2014, 15, 371–386. [Google Scholar]
- Wood, R.J.K.; Wharton, J.A. Coatings for tribocorrosion protection. In Tribocorrosion of Passive Metals and Coatings; Landolt, D., Mischler, S., Eds.; Woodhead Publishing Limited: Philadelphia, PA, USA, 2011; pp. 296–333. [Google Scholar]
- Yalcin, H.; Toker, O.S.; Dogan, M. Effect of oil type and fatty acid composition on dynamic and steady shear rheology of vegetable oils. J. Oleo Sci. 2012, 61, 181–187. [Google Scholar] [CrossRef] [Green Version]
- Vieira, N.S.M.; Vázquez-Fernández, I.; Araújo, J.M.M.; Plechkova, N.V.; Seddon, K.R.; Rebelo, L.P.N.; Pereiro, A.B. Physicochemical Characterization of Ionic Liquid Binary Mixtures Containing 1-Butyl-3-methylimidazolium as the Common Cation. J. Chem. Eng. Data 2019, 64, 4891–4903. [Google Scholar] [CrossRef]








| C | P (max) | S (max) | Mn | Si | Cr | Mo | Ni | Fe | |
|---|---|---|---|---|---|---|---|---|---|
| AISI 8620 a | 0.25 | 0.006 | 0.025 | 0.85 | 0.27 | 0.59 | 0.17 | 0.38 | Balance |
| ISO 100Cr6 b | 1.05 | 0.025 | 0.025 | 0.3 | 0.3 | 1.5 | 0.1 | - | Balance |
| Property | ISO 100Cr6 | AISI 8620 |
|---|---|---|
| Microstructure a | Martensite | Martensite |
| Hardness (HRC) b | 60 | 58 |
| Yield strength (GPa) c | 2 | 0.8 |
| Young’s Modulus (GPa) c | 210 | 210 |
| Poisson´s Ratio c | 0.3 | 0.3 |
| Fatty Acid | Castor Oil | Canola Oil | Sesame Oil |
|---|---|---|---|
| Arachidic | 0.25 | 0.57 | 0.57 |
| Behenic | - | 0.35 | 0.08 |
| Erucic | - | 0.42 | - |
| Stearic | 1.11 | 1.99 | 5.14 |
| Gondoic | 0.42 | 1.49 | 0.10 |
| Lignoceric | - | 0.16 | - |
| Linoleic | 4.82 | 21.19 | 43.46 |
| Linolenic | 0.56 | 9.42 | 0.56 |
| Oleic | 3.37 | 60.43 | 40.18 |
| Palmitic | 1.36 | 4.52 | 10.06 |
| Palmitoleic | - | 0.34 | 0.10 |
| Ricinoleic | 88.07 | - | - |
| % v/v | CO/CaO Mixture | CO/SO Mixture | ||
|---|---|---|---|---|
| Molar Fraction of CO in CaO, x | Designation | Molar Fraction of CO in SO, x | Designation | |
| 0 | 0.0000 | CaO | 0.0000 | SO |
| 50 | 0.4844 | CO/CaO 1 | 0.4838 | CO/SO 1 |
| 60 | 0.5849 | CO/CaO 2 | 0.5844 | CO/SO 2 |
| 70 | 0.6867 | CO/CaO 3 | 0.6862 | CO/SO 3 |
| 80 | 0.7898 | CO/CaO 4 | 0.7895 | CO/SO 4 |
| 90 | 0.8942 | CO/CaO 5 | 0.8940 | CO/SO 5 |
| CO/CaO Mixture | CO/SO Mixture | ||
|---|---|---|---|
| Molar Fraction of CO in CaO, x | Designation | Molar Fraction of CO in SO, x | Designation |
| 0.4844 | CO/CaO 1 | 0.6862 | CO/SO 3 |
| 0.5211 | CO/CaO 1.5 | 0.7484 | CO/SO 3.5 |
| 0.5849 | CO/CaO 2 | 0.7895 | CO/SO 4 |
| Lubricant | hc (nm) | λc | Lubricating Regime | hmin (nm) | λmin | Lubricating Regime |
|---|---|---|---|---|---|---|
| CaO | 13 | 0.35 | Boundary | 7 | 0.20 | Boundary |
| CO/CaO 1 | 24 | 0.67 | Boundary | 14 | 0.38 | Boundary |
| CO/CaO 1.5 | 33 | 0.92 | Boundary | 19 | 0.52 | Boundary |
| CO/CaO 2 | 31 | 0.87 | Boundary | 18 | 0.49 | Boundary |
| SO | 13 | 0.37 | Boundary | 8 | 0.21 | Boundary |
| CO/SO 3 | 49 | 1.37 | Mixed | 27 | 0.76 | Boundary |
| CO/SO 3.5 | 57 | 1.58 | Mixed | 31 | 0.87 | Boundary |
| CO/SO 4 | 61 | 1.70 | Mixed | 34 | 0.94 | Boundary |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ortega-Álvarez, R.; Hernández-Sierra, M.T.; Aguilera-Camacho, L.D.; Bravo-Sánchez, M.G.; Moreno, K.J.; García-Miranda, J.S. Tribological Performance of 100Cr6/8620 Steel Bearing System under Green Oil Lubrication. Metals 2022, 12, 362. https://doi.org/10.3390/met12020362
Ortega-Álvarez R, Hernández-Sierra MT, Aguilera-Camacho LD, Bravo-Sánchez MG, Moreno KJ, García-Miranda JS. Tribological Performance of 100Cr6/8620 Steel Bearing System under Green Oil Lubrication. Metals. 2022; 12(2):362. https://doi.org/10.3390/met12020362
Chicago/Turabian StyleOrtega-Álvarez, Ricardo, María T. Hernández-Sierra, Luis D. Aguilera-Camacho, Micael G. Bravo-Sánchez, Karla J. Moreno, and J. Santos García-Miranda. 2022. "Tribological Performance of 100Cr6/8620 Steel Bearing System under Green Oil Lubrication" Metals 12, no. 2: 362. https://doi.org/10.3390/met12020362