
Recrystallization and Grain Growth of AISI 904L Super-Austenitic Stainless Steel: A Multivariate Regression Approach

 , , , and
, , , and 
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
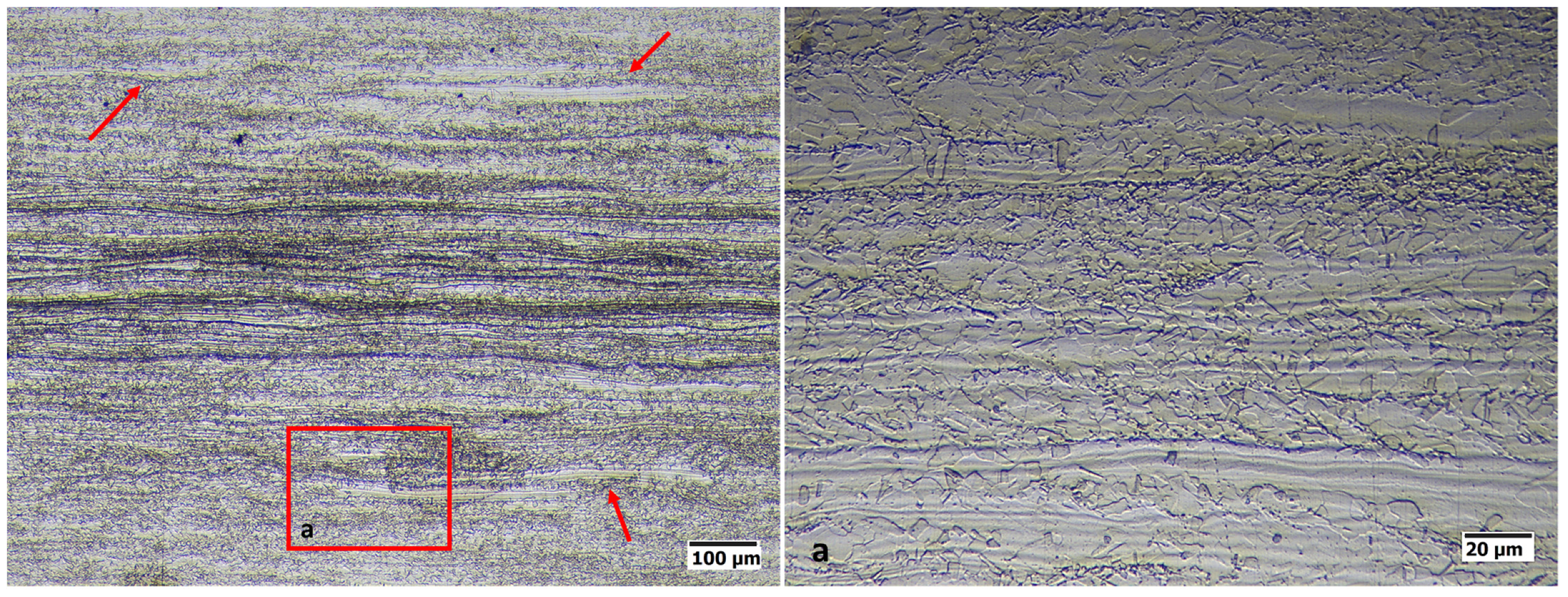
3.1. Deformed Material
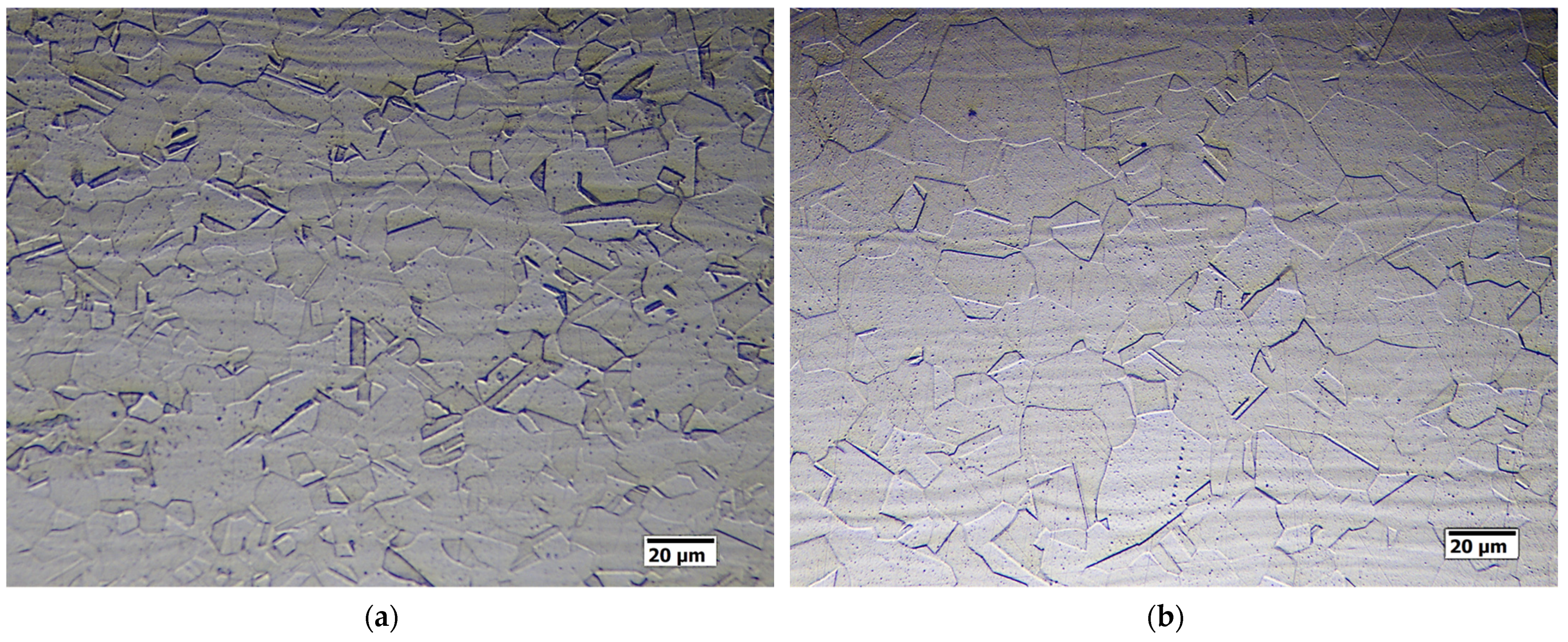
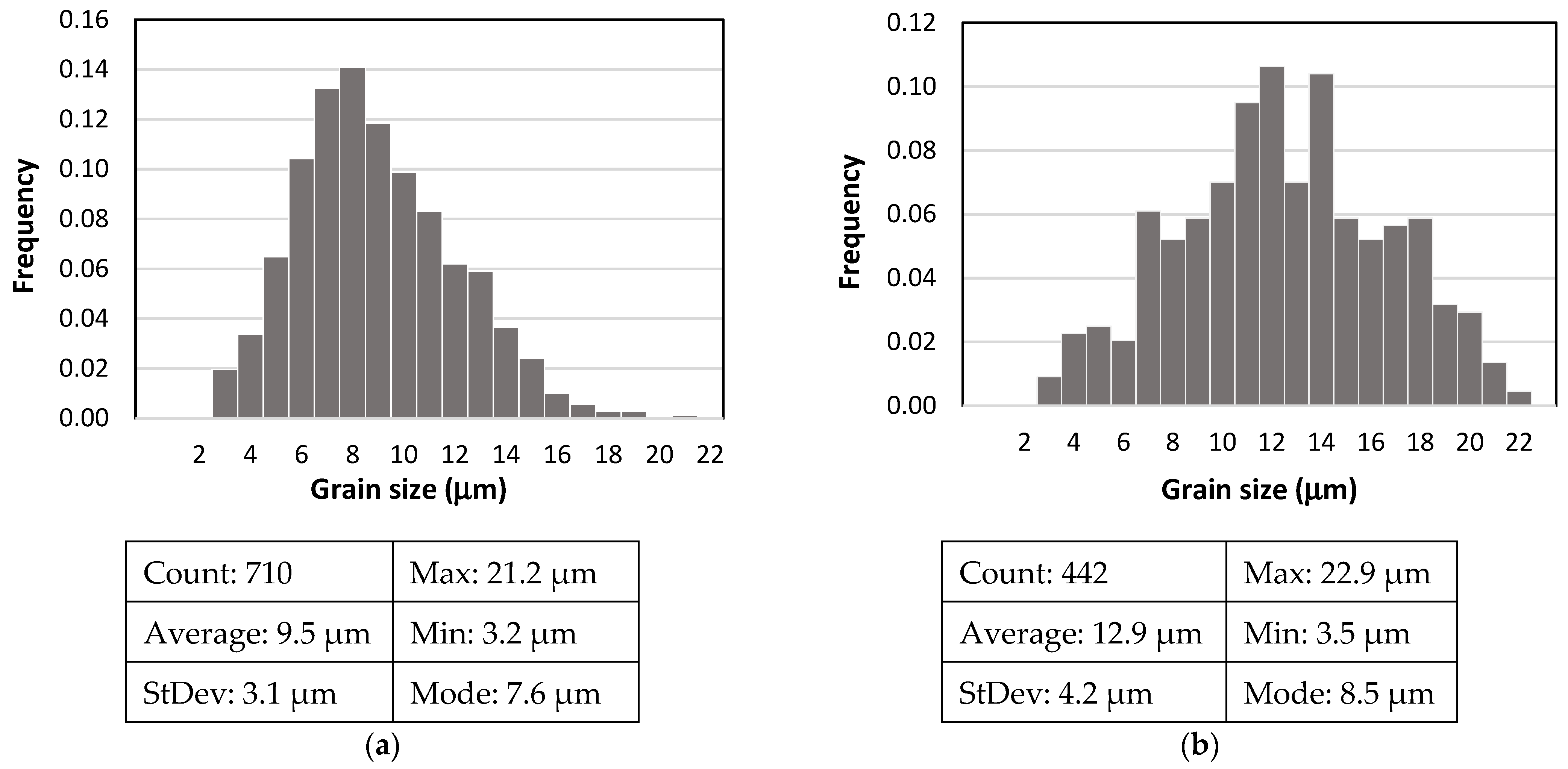
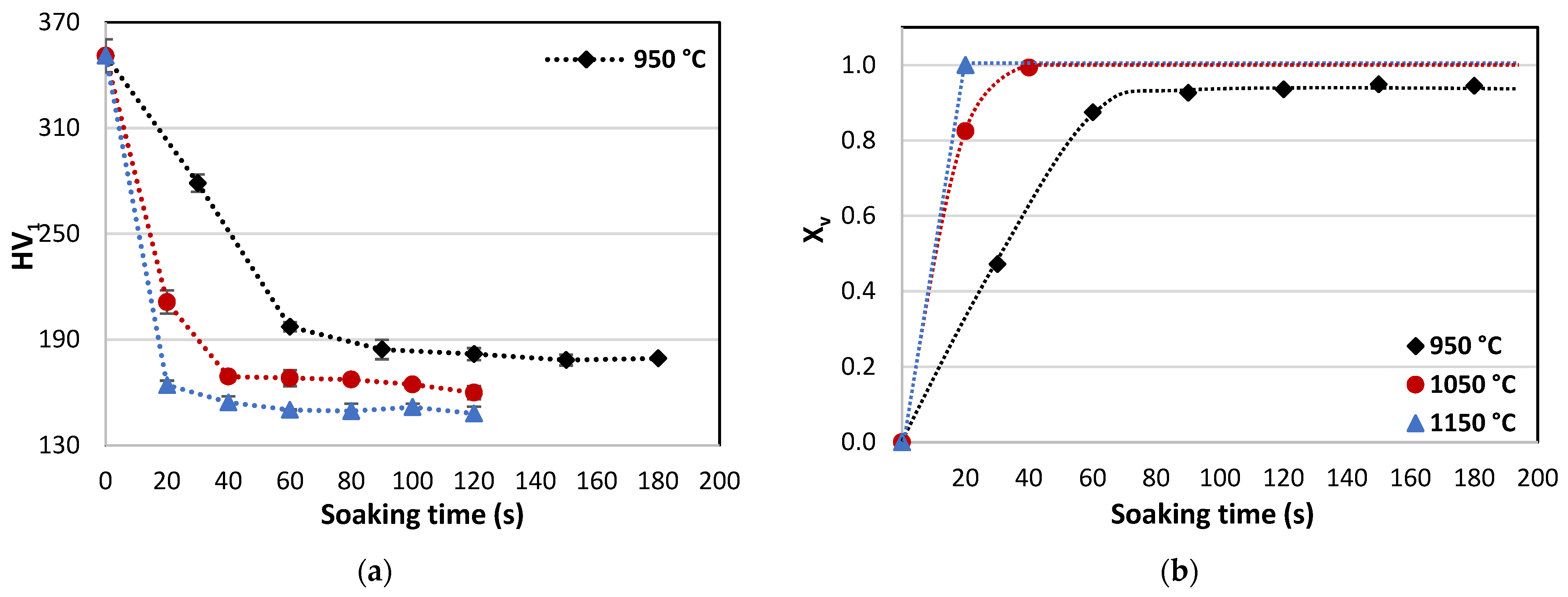
3.2. Recrystallization Behavior
3.3. Grain Growth Behavior
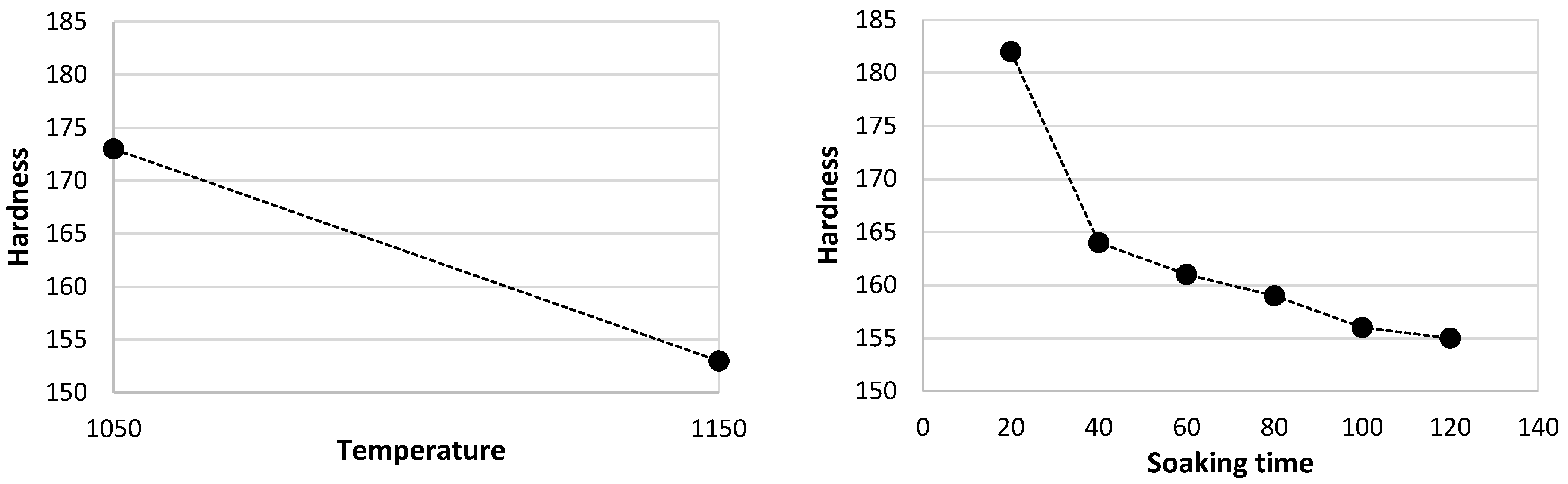
3.4. Statistical Analysis
- A: Temperature;
- B: Reduction ratio;
- C: Soaking time.
4. Conclusions
- Soaking at 950 °C did not appear to be effective in achieving a fully recrystallized fraction;
- Steel fully recrystallized after soaking at 1050 °C and 1150 °C;
- Soaking at 1050 °C was shown to be the best condition in terms of grain size refinement;
- For the cold rolling ratios of 50% and 70%, a strong temperature effect was detected. In particular, the recrystallization process appeared to be fastest at 1150 °C with respect to the lower annealing temperature;
- For the cold rolling ratio of 80%, the difference in terms of the recrystallization rates exerted by both 1050 °C and 1150 °C was negligible, following the high energy storage related to the heavy reduction ratio;
- Grain growth phenomena after full recrystallization for treatment temperatures of 1050 °C and 1150 °C showed a linear trend as a function of the treatment time, independently of the cold reduction ratio. A slight increase in grain size was observed at 1050 °C for each treatment time tested. Otherwise, at 1150 °C, significant grain growth occurred within short soaking times;
- As expected, the results from a statistical analysis based on GLM confirmed that the temperature and soaking time are the factors that have meaningful effects on the process.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bradaskja, B.; Pirnar, B.; Fazarinc, M.; Fajfar, P. Deformation behaviour and microstructural evolution during hot compression of AISI 904L. Steel Res. Int. 2011, 82, 346–351. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, M.; Bi, H.; Gu, J.; Chen, D.; Chang, E.; Zhang, W. Martensite transformation behavior and mechanical properties of cold-rolled metastable Cr-Mn-Ni-N austenitic stainless steels. Mater. Sci. Eng. A 2018, 724, 411–420. [Google Scholar] [CrossRef]
- Painkra, T.K.; Naik, K.S.; Nishad, R.K.; Sen, P.K. Review about high performance of Austenitic Stainless Steel. Int. J. Innov. Res. Sci. Technol. 2014, 1, 93–99. [Google Scholar]
- Brooks, J.A. Weldability of High N, High Mn Austenitic Stainless Steel. Weld. J. 1975, 54, 189–195. [Google Scholar]
- Song, R.B.; Xiang, J.Y.; Hou, D.P. Characteristics of mechanical properties and microstructure for 316L austenitic stainless steel. J. Iron Steel Res. Int. 2011, 18, 53–59. [Google Scholar] [CrossRef]
- Al-Mangour, B.; Mongrain, R.; Irissou, E.; Yue, S. Improving the strength and corrosion resistance of 316L stainless steel for biomedical applications using cold spray. Surf. Coatings Technol. 2013, 216, 297–307. [Google Scholar] [CrossRef]
- Martínez, T.L.M.; Sanz, O.; Domínguez, M.I.; Centeno, M.A.; Odriozola, J.A. AISI 304 Austenitic stainless steels monoliths for catalytic applications. Chem. Eng. J. 2009, 148, 191–200. [Google Scholar] [CrossRef]
- Santacreu, P.-O.; Glez, J.-C.; Chinouilh, G.; Fröhlich, T. Behaviour Model of Austenitic Stainless Steels for Automotive Structural Parts. Steel Res. Int. 2006, 77, 686–691. [Google Scholar] [CrossRef]
- Di Schino, A. Manufacturing and Applications of Stainless Steels. Metals 2020, 10, 327. [Google Scholar] [CrossRef] [Green Version]
- Rufini, R.; Di Pietro, O.; Di Schino, A. Predictive simulation of plastic processing of welded stainless steel pipes. Metals 2018, 8, 519. [Google Scholar] [CrossRef] [Green Version]
- Di Schino, A.; Testani, C. Corrosion behavior and mechanical properties of AISI 316 stainless steel clad Q235 plate. Metals 2020, 10, 552. [Google Scholar] [CrossRef]
- Sharma, D.K.; Filipponi, M.; Di Schino, A.; Rossi, F.; Castaldi, J. Corrosion behaviour of high temperature fuel cells: Issues for materials selection. Metalurgija 2019, 58, 347–351. [Google Scholar]
- Lewis, A.C.; Bingert, J.F.; Rowenhorst, D.J.; Gupta, A.; Geltmacher, A.B.; Spanos, G. Two- and three-dimensional microstructural characterization of a super-austenitic stainless steel. Mater. Sci. Eng. A 2006, 418, 11–18. [Google Scholar] [CrossRef]
- Lo, K.H.; Shek, C.H.; Lai, J.K.L. Recent developments in stainless steels. Mater. Sci. Eng. R Rep. 2009, 65, 39–104. [Google Scholar] [CrossRef]
- Jorge, J.C.F.; Meira, O.G.; Madalena, F.C.A.; de Souza, L.F.G.; Araujo, L.S.; Mendes, M.C. Evaluation of the AISI 904L Alloy Weld Overlays Obtained by GMAW and Electro-Slag Welding Processes. J. Mater. Eng. Perform. 2017, 26, 2204–2212. [Google Scholar] [CrossRef]
- IMOA. I.M.A. Practical Guidelines for the Fabrication of Duplex Stainless Steels; International Molybdenum Association: London, UK, 2009; ISBN 9781907470004. [Google Scholar]
- Zambon, A.; Ferro, P.; Bonollo, F. Microstructural, compositional and residual stress evaluation of CO2 laser welded superaustenitic AISI 904L stainless steel. Mater. Sci. Eng. A 2006, 424, 117–127. [Google Scholar] [CrossRef]
- Tehovnik, F.; Žužek, B.; Arh, B.; Burja, J.; Podgornik, B. Hot rolling of the superaustenitic stainless steel AISI 904L. Mater. Tehnol. 2014, 48, 137–140. [Google Scholar]
- Isaac Samuel, E.; Choudhary, B.K. Universal scaling of work hardening parameters in type 316L(N) stainless steel. Mater. Sci. Eng. A 2010, 527, 7457–7460. [Google Scholar] [CrossRef]
- Devendranath Ramkumar, K.; Dagur, A.H.; Kartha, A.A.; Subodh, M.A.; Vishnu, C.; Arun, D.; Giridharan Vijay Kumar, M.; Abraham, W.S.; Chatterjee, A.; Abraham, J.; et al. Microstructure, mechanical properties and biocorrosion behavior of dissimilar welds of AISI 904L and UNS S32750. J. Manuf. Process. 2017, 30, 27–40. [Google Scholar] [CrossRef]
- Nage, D.D.; Raja, V.S.; Raman, R. Effect of nitrogen addition on the microstructure and mechanical behavior of 317L and 904L austenitic stainless steel welds. J. Mater. Sci. 2006, 41, 2097–2112. [Google Scholar] [CrossRef]
- Singh, M.K.; Mahobia, G.S.; Sinha, O.P.; Singh, V. Effect of synthetic biomass ash on high temperature corrosion behavior of super austenitic stainless steel 904L. Mater. Res. Express 2019, 6, 0965d3. [Google Scholar] [CrossRef]
- Di Blasi, A.; Andaloro, L.; Siracusano, S.; Briguglio, N.; Brunaccini, G.; Stassi, A.; Aricò, A.S.; Antonucci, V. Evaluation of materials and components degradation of a PEM electrolyzer for marine applications. Int. J. Hydrogen Energy 2013, 38, 7612–7615. [Google Scholar] [CrossRef]
- Barbosa, B.A.R.S.; Tavares, S.S.M.; Cobuci, A.; De MacÊdo, M.C.S. Influence of microstructure on pitting corrosion resistance of alloy 904L superaustenitic stainless steel. Corrosion 2012, 68, 739–746. [Google Scholar] [CrossRef]
- Kangas, P.; Chai, G.C. Use of advanced austenitic and duplex stainless steels for applications in oil & gas and process industry. Adv. Mater. Res. 2013, 794, 645–669. [Google Scholar] [CrossRef]
- Rohith, K.; Shreyas, S.; Vishnu Appaiah, K.B.; Sheshank, R.V.; Ganesha, B.B.; Vinod, B. Recent material advancement for marine application. Mater. Today Proc. 2019, 18, 4854–4859. [Google Scholar] [CrossRef]
- Malik, A.U.; Ahmad, S.; Andijani, I.; Al-Fouzan, S. Corrosion behavior of steels in Gulf seawater environment. Desalination 1999, 123, 205–213. [Google Scholar] [CrossRef]
- Koppula, S.; Gautam Jagarlamudi, V.; Sai Prudhvi, R.; Rajkumar, A.; Prashanth, S.; Saranya, J.; Sateesh, N.; Subbiah, R. Investigation of AISI 904L austenitic stainless steel by carbonitriding process under dry sliding conditions. Mater. Today Proc. 2021, 44, 1418–1422. [Google Scholar] [CrossRef]
- Yang, D.; Huang, Y.; Peng, P.; Liu, X.; Zhang, B. Passivation behavior and corrosion resistance of 904L austenitic stainless steels in static seawater. Int. J. Electrochem. Sci. 2019, 14, 6133–6146. [Google Scholar] [CrossRef]
- Ahmad, S.; Malik, A.U. Corrosion behaviour of some stainless steels in chlorinated Gulf seawater. J. Appl. Electrochem. 2001, 31, 1009–1016. [Google Scholar] [CrossRef]
- Wang, J.; Shi, W.; Xiang, S.; Ballinger, R.G. Study of the corrosion behaviour of sensitized 904L austenitic stainless steel in Cl-solution. Corros. Sci. 2021, 181, 109234. [Google Scholar] [CrossRef]
- Ramkumar, K.D.; Prabu, S.S.; Arivazhagan, N. Investigation on the fusion zone microstructures and mechanical integrity of AISI 904L and Inconel 625 weld joints. Mater. Res. Express 2019, 6, 086540. [Google Scholar] [CrossRef]
- Wang, H.; Turner, J.A. The Corrosion of a Stainless Steel in High Temperature Phosphoric Acid. ECS Trans. 2019, 13, 133–141. [Google Scholar] [CrossRef]
- Choudhary, B.K.; Isaac Samuel, E.; Bhanu Sankara Rao, K.; Mannan, S.L. Tensile stress-strain and work hardening behaviour of 316LN austenitic stainless steel. Mater. Sci. Technol. 2001, 17, 223–231. [Google Scholar] [CrossRef]
- Tehovnik, F.; Burja, J.; Arh, B.; Vode, F. Precipitation of σ phase in superaustenitic stainless steel UHB 904L. Metalurgija 2017, 56, 63–66. [Google Scholar]
- Gras, J.M. Applications of Electricity and Corrosion. Precautions for Use of Metals and Stainless and Refractory Alloys; EDF: Clamart, France, 1993. [Google Scholar]
- Ahlblom, B.; Sandstrom, R. Hot workability of stainless steels: Influence of deformation parameters, microstructural components, and restoration processes. Int. Met. Rev. 1982, 27, 1–27. [Google Scholar] [CrossRef]
- Kim, Y.H.; Lee, D.J.; Byun, J.C.; Jung, K.H.; Kim, J.I.; Lee, H.J.; Shin, Y.T.; Kim, S.H.; Lee, H.W. The effect of sigma phases formation depending on Cr/Ni equivalent ratio in AISI 316L weldments. Mater. Des. 2011, 32, 330–336. [Google Scholar] [CrossRef]
- Lin, Y.C.; Nong, F.Q.; Chen, X.M.; Chen, D.D.; Chen, M.S. Microstructural evolution and constitutive models to predict hot deformation behaviors of a nickel-based superalloy. Vacuum 2017, 137, 104–114. [Google Scholar] [CrossRef]
- Li, N.; Wang, Y.D.; Lin Peng, R.; Sun, X.; Ren, Y.; Wang, L.; Cai, H.N. Synchrotron X-ray diffraction study of texture evolution in 904l stainless steel under dynamic shock compression. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2011, 42, 81–88. [Google Scholar] [CrossRef]
- Ma, M.; Ding, H.; Tang, Z.; Zhao, J.; Jiang, Z.; Li, G. Effect of strain rate and temperature on hot workability and flow behaviour of duplex stainless steel. Ironmak. Steelmak. 2016, 43, 88–96. [Google Scholar] [CrossRef]
- Molnár, D.; Engberg, G.; Li, W.; Vitos, L. Deformation properties of austenitic stainless steels with different stacking fault energies. Mater. Sci. Forum 2018, 941 MSF, 190–197. [Google Scholar] [CrossRef]
- Parvathavarthini, N.; Dayal, R.K. Influence of chemical composition, prior deformation and prolonged thermal aging on the sensitization characteristics of austenitic stainless steels. J. Nucl. Mater. 2002, 305, 209–219. [Google Scholar] [CrossRef]
- Tümer, M.; Yılmaz, R. Characterization of microstructure, chemical composition, and toughness of a multipass welded joint of austenitic stainless steel AISI316L. Int. J. Adv. Manuf. Technol. 2016, 87, 2567–2579. [Google Scholar] [CrossRef]
- Stornelli, G.; Montanari, R.; Testani, C.; Pilloni, L.; Napoli, G.; Di Pietro, O.; Di Schino, A. Microstructure refinement effect on EUROFER 97 steel for nuclear fusion application. Mater. Sci. Forum 2021, 1016, 1392–1397. [Google Scholar] [CrossRef]
- Mancini, S.; Langellotto, L.; Di Nunzio, P.E.; Zitelli, C.; Di Schino, A. Defect Reduction and Quality Optimization by Modeling Plastic Deformation and Metallurgical Evolution in Ferritic Stainless Steels. Metals 2020, 10, 186. [Google Scholar] [CrossRef] [Green Version]
- Stornelli, G.; Gaggia, D.; Rallini, M.; Di Schino, A. Heat Treatment Effect on Maraging Steel Manufactured By Laser Powder Bed Fusion Technology: Microstructure and Mechanical Properties. Acta Metall. Slovaca 2021, 27, 122–126. [Google Scholar] [CrossRef]
- Naghizadeh, M.; Mirzadeh, H. Effects of Grain Size on Mechanical Properties and Work-Hardening Behavior of AISI 304 Austenitic Stainless Steel. Steel Res. Int. 2019, 90, 1900153. [Google Scholar] [CrossRef]
- Masumura, T.; Seto, Y.; Tsuchiyama, T.; Kimura, K. Work-hardening mechanism in high-nitrogen austenitic stainless steel. Mater. Trans. 2020, 61, 678–684. [Google Scholar] [CrossRef] [Green Version]
- Mallick, P.; Tewary, N.K.; Ghosh, S.K.; Chattopadhyay, P.P. Effect of cryogenic deformation on microstructure and mechanical properties of 304 austenitic stainless steel. Mater. Charact. 2017, 133, 77–86. [Google Scholar] [CrossRef]
- Belyakov, A.; Sakai, T.; Miura, H.; Kaibyshev, R.; Tsuzaki, K. Continuous recrystallization in austenitic stainless steel after large strain deformation. Acta Mater. 2002, 50, 1547–1557. [Google Scholar] [CrossRef]
- Padilha, A.F.; Plaut, R.L.; Rios, P.R. Annealing of cold-worked austenitic stainless steels. ISIJ Int. 2007, 43, 135–143. [Google Scholar] [CrossRef]
- Shirdel, M.; Mirzadeh, H.; Habibi Parsa, M. Microstructural evolution during normal/abnormal grain growth in austenitic stainless steel. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2014, 45, 5185–5193. [Google Scholar] [CrossRef]
- Stornelli, G.; Di Schino, A.; Mancini, S.; Montanari, R.; Testani, C.; Varone, A. Grain Refinement and Improved Mechanical Properties of EUROFER97 by Thermo-Mechanical Treatments. Appl. Sci. 2021, 11, 10598. [Google Scholar] [CrossRef]
- Chowdhury, S.G.; Das, S.; De, P.K. Cold rolling behaviour and textural evolution in AISI 316L austenitic stainless steel. Acta Mater. 2005, 53, 3951–3959. [Google Scholar] [CrossRef]
- Xu, D.; Wan, X.; Yu, J.; Xu, G.; Li, G. Effect of cold deformation on microstructures and mechanical properties of austenitic stainless steel. Metals 2018, 8, 522. [Google Scholar] [CrossRef] [Green Version]
- Tanhaei, S.; Gheisari, K.; Zaree, S.R.A. Effect of cold rolling on the microstructural, magnetic, mechanical, and corrosion properties of AISI 316L austenitic stainless steel. Int. J. Min. Metal. Mater. 2018, 25, 630–640. [Google Scholar] [CrossRef]
- Di Schino, A.; Kenny, J.M.; Abbruzzese, G. Analysis of the recrystallization and grain growth processes in AISI 316 stainless steel. J. Mater. Sci. 2002, 37, 5291–5298. [Google Scholar] [CrossRef]
- Di Schino, A.; Barteri, M.; Kenny, J.M. Development of ultra fine grain structure by martensitic reversion in stainless steel. J. Mater. Sci. Lett. 2002, 21, 751–753. [Google Scholar] [CrossRef]
- Di Schino, A.; Kenny, J.M.; Salvatori, I.; Abbruzzese, G. Modelling primary recrystallization and grain growth in a low nickel austenitic stainless steel. J. Mater. Sci. 2001, 36, 593–601. [Google Scholar] [CrossRef]
- Hanza, S.; Marohnić, T.; Basan, R. Artificial Neural Networks-Based Prediction of Hardness of Low-Alloy Steels Using Specific Jominy Distance. Metals 2021, 11, 714. [Google Scholar] [CrossRef]
- GilaIvan, J.; Erdakov, I.; Bustillo, A.; Pimenov, D.Y. A regression-tree multilayer-perceptron hybrid strategy for the prediction of ore crushing-plate lifetimes. Jour. Adv. Rese. 2019, 18, 173–184. [Google Scholar] [CrossRef]
- Erdakov, I.N.; Tkachev, V.M.; Novokreshchenov, V.V. Increase of wear resistance of steel plates for crushing stations. J. Frict. Wear. 2014, 35, 514–519. [Google Scholar] [CrossRef]
- Choi, J.S.; Yoon, D.Y. The temperature dependence of Abnormal Graing growth and Grain Boundary Faceting in 316L Stainless Steel. ISIJ Int. 2001, 41, 478–483. [Google Scholar] [CrossRef] [Green Version]
- Momenia, A.; Dehghania, K.; Keshmirib, H.; Ebrahimi, G.R. Hot deformation behavior and microstructural evolution of a superaustenitic stainless steel. Mater. Sci. Eng. A 2010, 527, 1605–1611. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | Cr | Ni | Mo | N | Cu |
|---|---|---|---|---|---|---|---|
| ≤0.02 | ≤2.00 | ≤0.70 | 19.00–21.00 | 24.00–26.00 | 4.00–5.00 | ≤0.15 | 1.30–2.00 |
| Cold Rolling Ratios (CR) | Soaking Time |
|---|---|
| Annealing Temperature: 1150 °C | |
| 80%—70%—50% | 20 s 40 s 60 s 80 s 100 s 120 s |
| Annealing temperature: 1050 °C | |
| 80%—70%—50% | 20 s 40 s 60 s 80 s 100 s 120 s |
| Annealing temperature: 950 °C | |
| 80%—70%—50% | 30 s 60 s 90 s 120 s 150 s 180 s |
| Annealing Temperature (°C) | Recrystallization Time (s) | Mean G.S. (μm) | St. Dev (μm) | Mode (μm) |
|---|---|---|---|---|
| Cold rolling ratios (CR) at 50% | ||||
| 1050 | 40 | 9.5 | 3.1 | 7.6 |
| 1150 | 20 | 12.9 | 4.2 | 8.5 |
| Cold rolling ratios (CR) at 70% | ||||
| 1050 | 40 | 9.3 | 3.1 | 4.3 |
| 1150 | 20 | 14.4 | 4.5 | 11.2 |
| Cold rolling ratios (CR) at 80% | ||||
| 1050 | 20 | 4.1 | 1.3 | 2.8 |
| 1150 | 20 | 14.5 | 4.5 | 19.9 |
| Terms | p-Value |
|---|---|
| A | 0.00 |
| B | 0.917 |
| C | 0 |
| AB | 0.761 |
| BC | 0.418 |
| AC | 0.008 |
| Temperature | Soaking Time | Hardness Fit | Composite Desirability |
|---|---|---|---|
| 1050 °C | 120 s | 161,47 | 97% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stornelli, G.; Gaggiotti, M.; Mancini, S.; Napoli, G.; Rocchi, C.; Tirasso, C.; Di Schino, A. Recrystallization and Grain Growth of AISI 904L Super-Austenitic Stainless Steel: A Multivariate Regression Approach. Metals 2022, 12, 200. https://doi.org/10.3390/met12020200
Stornelli G, Gaggiotti M, Mancini S, Napoli G, Rocchi C, Tirasso C, Di Schino A. Recrystallization and Grain Growth of AISI 904L Super-Austenitic Stainless Steel: A Multivariate Regression Approach. Metals. 2022; 12(2):200. https://doi.org/10.3390/met12020200
Chicago/Turabian StyleStornelli, Giulia, Matteo Gaggiotti, Silvia Mancini, Giuseppe Napoli, Claudia Rocchi, Chiara Tirasso, and Andrea Di Schino. 2022. "Recrystallization and Grain Growth of AISI 904L Super-Austenitic Stainless Steel: A Multivariate Regression Approach" Metals 12, no. 2: 200. https://doi.org/10.3390/met12020200