
An Investigation into Microstructures and Mechanical Properties of 1060 Pure Aluminum during Submerged Friction Stir Processing at a High Rotating Speed

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
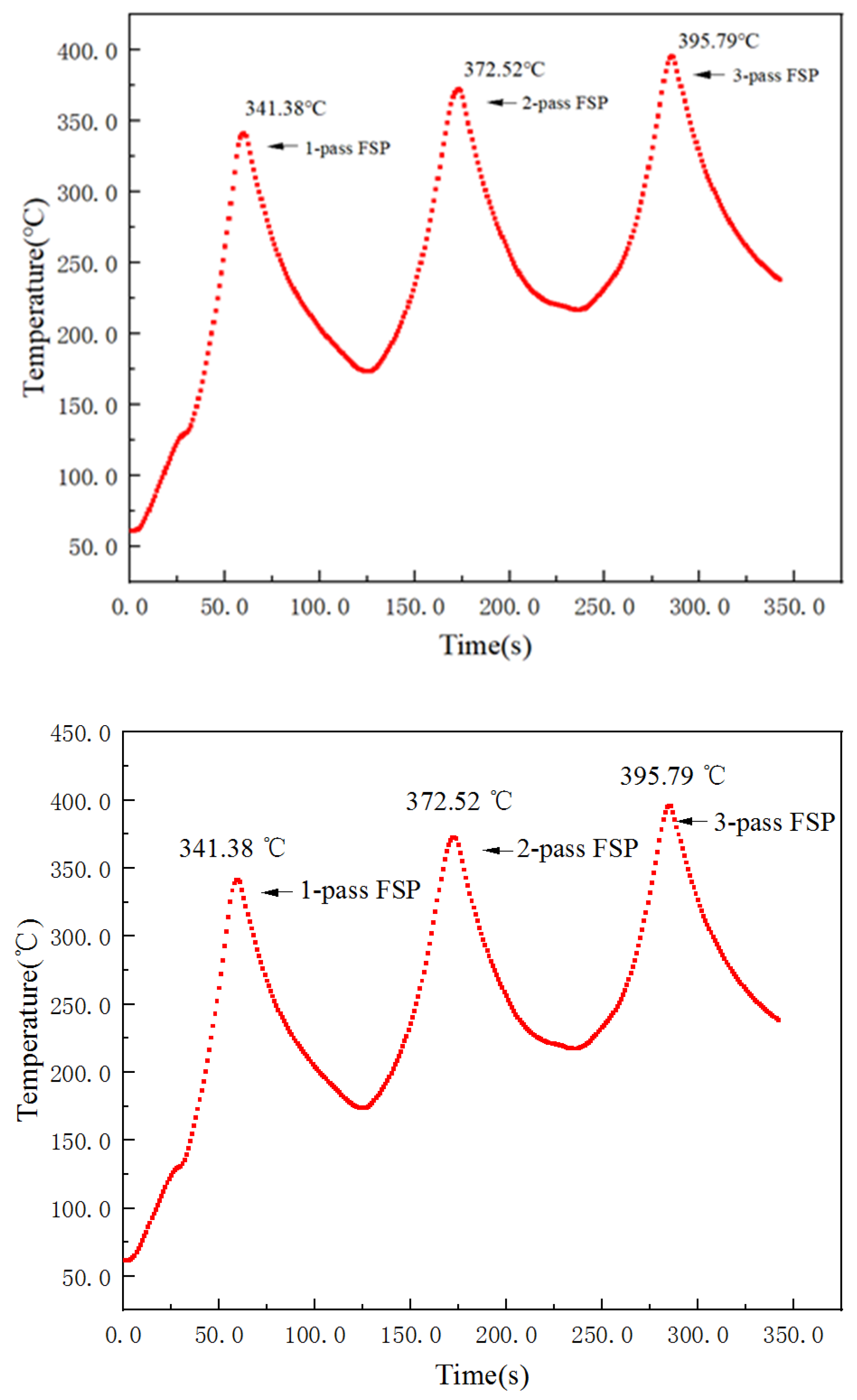
3.1. Thermal Cycle Curve
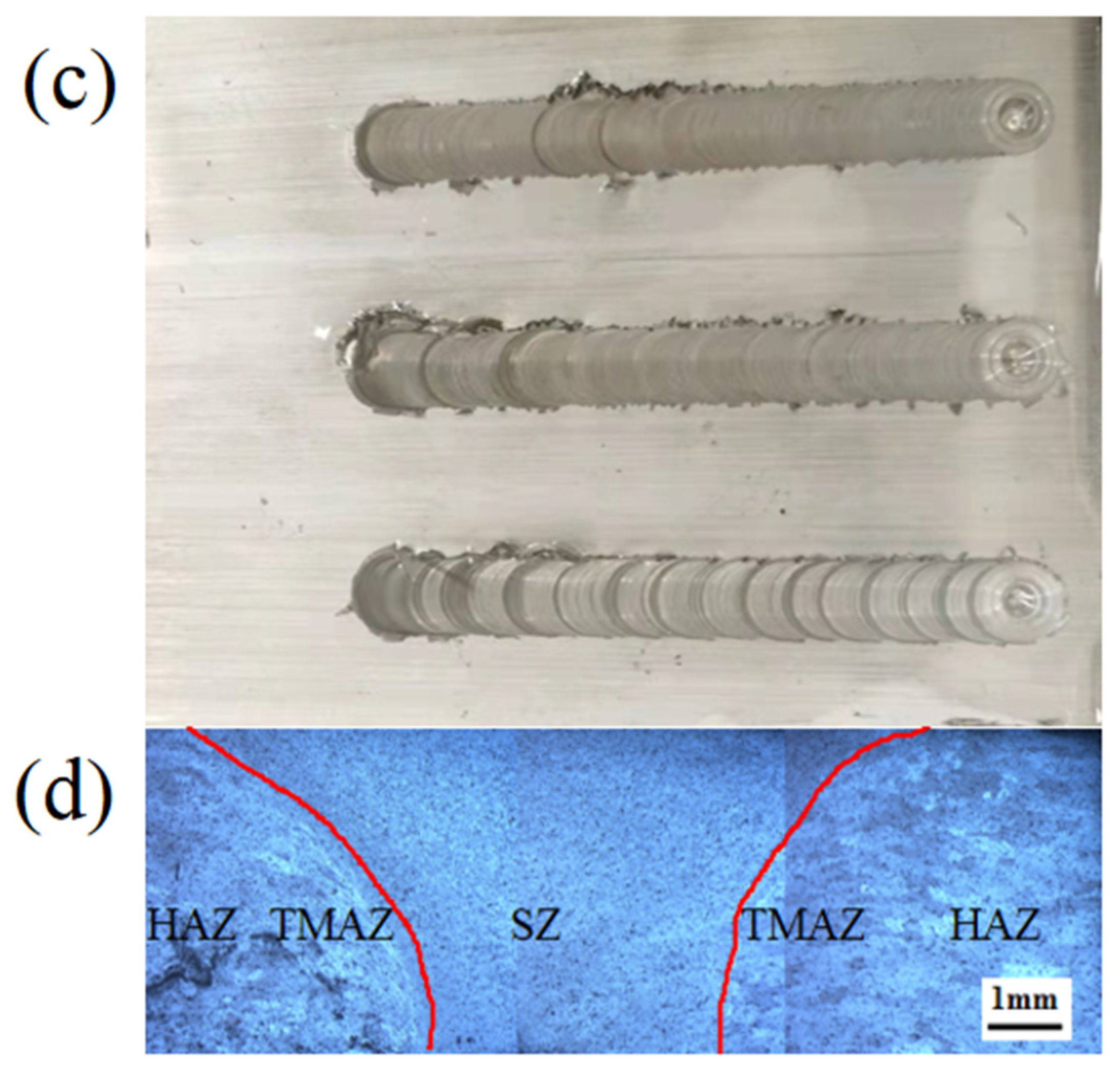
3.2. Microstructure Characterization
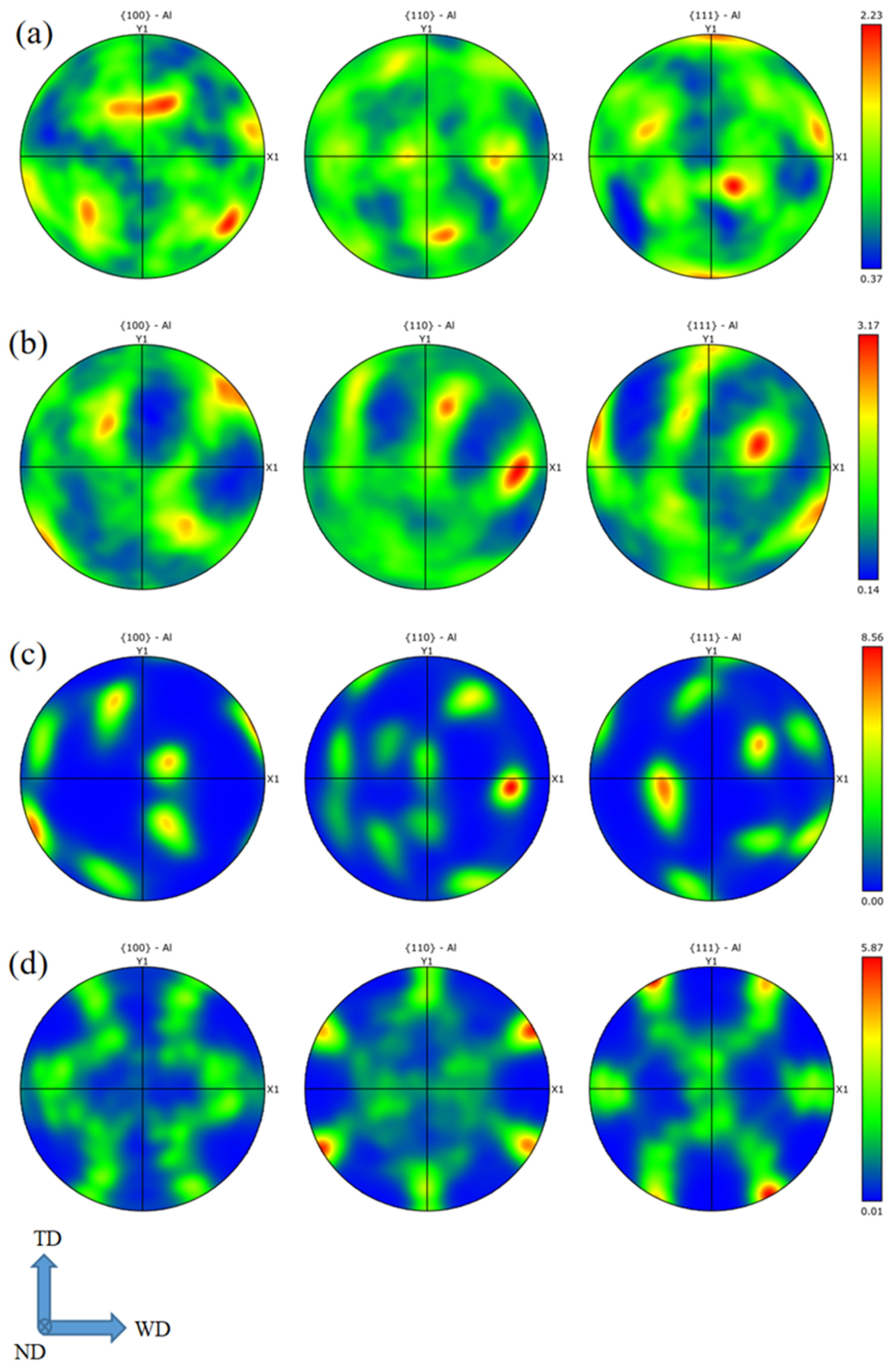
3.3. Texture Characterization
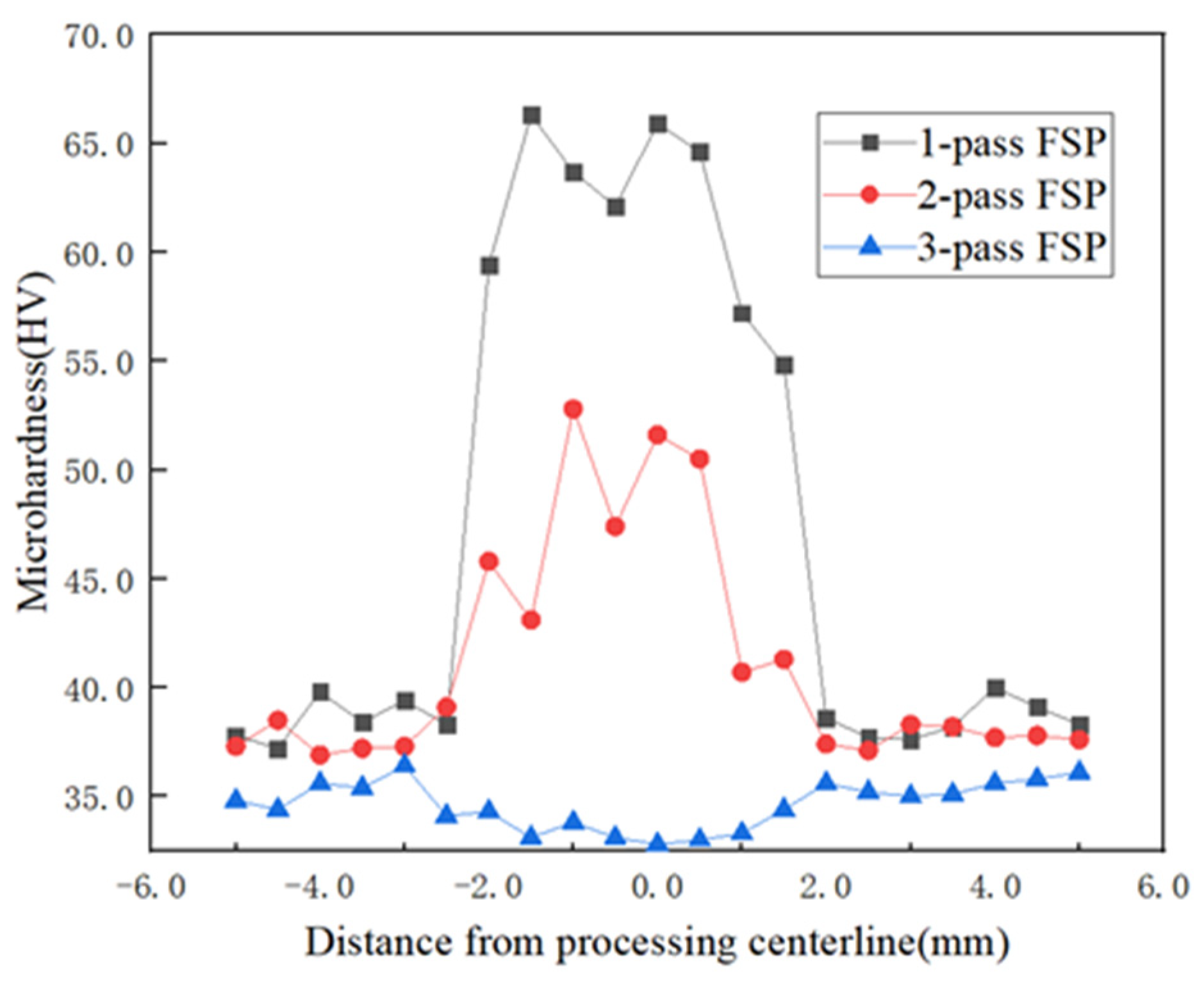
3.4. Hardness
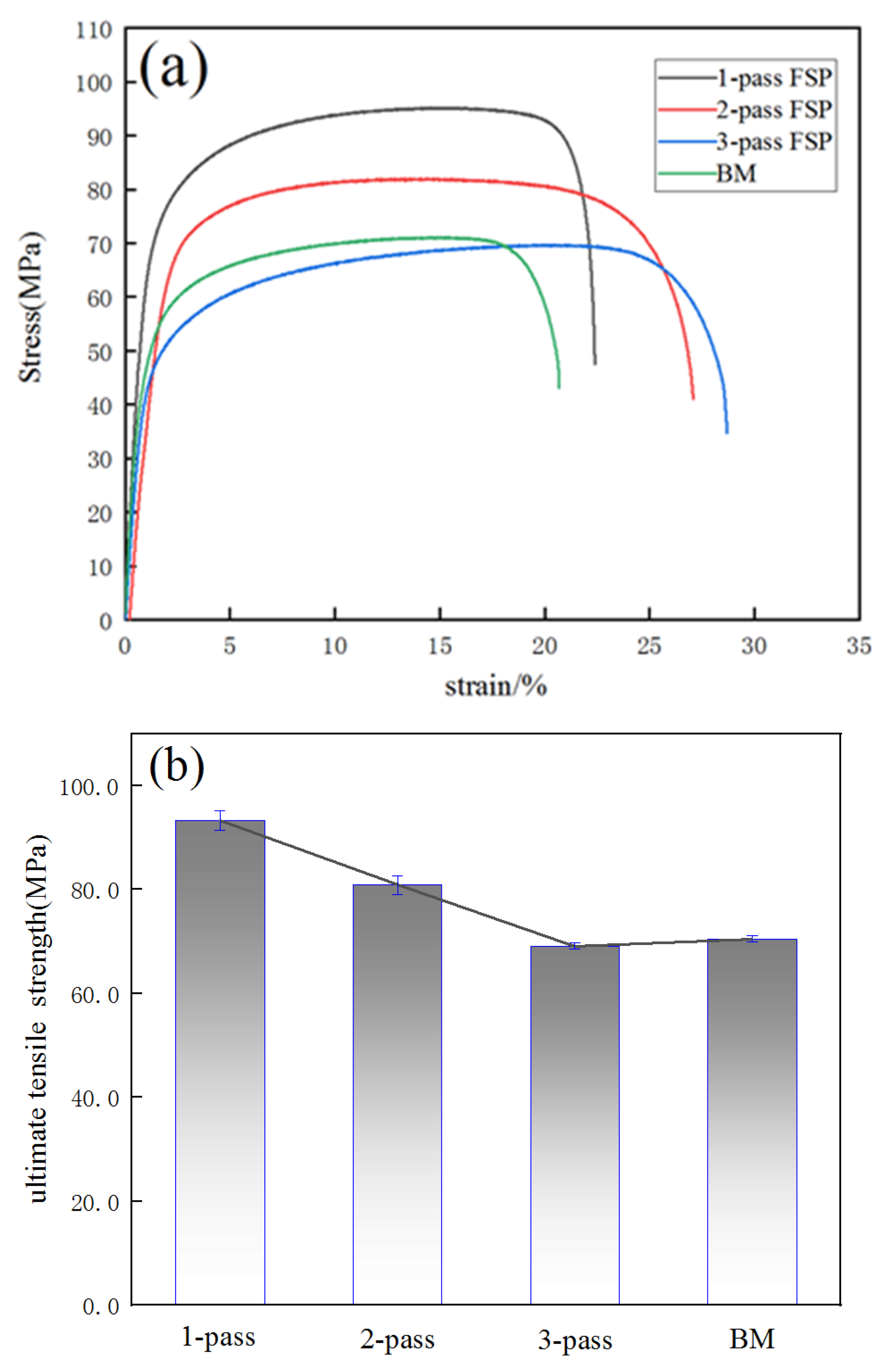
3.5. Ultimate Tensile Strength
4. Conclusions
- (1)
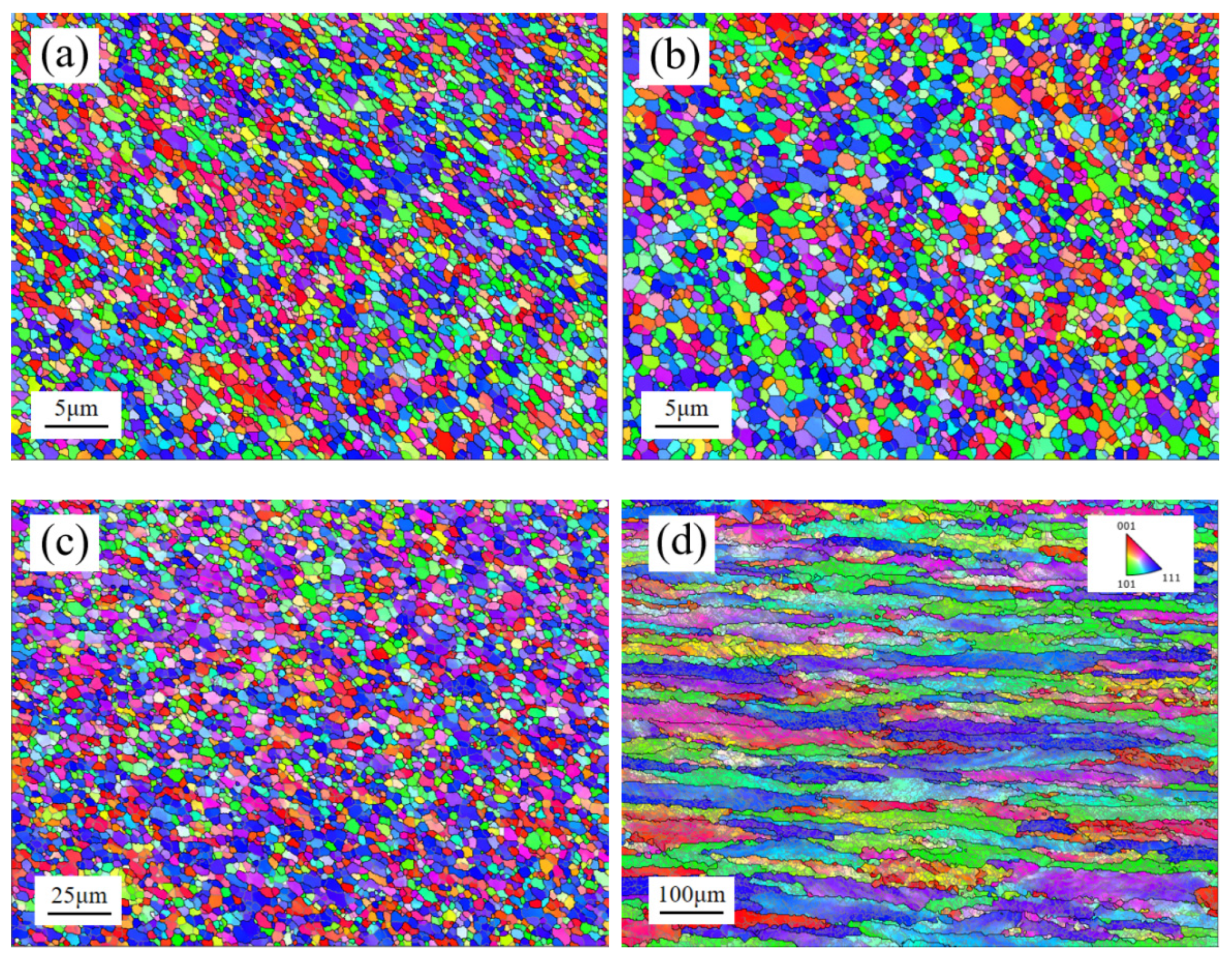
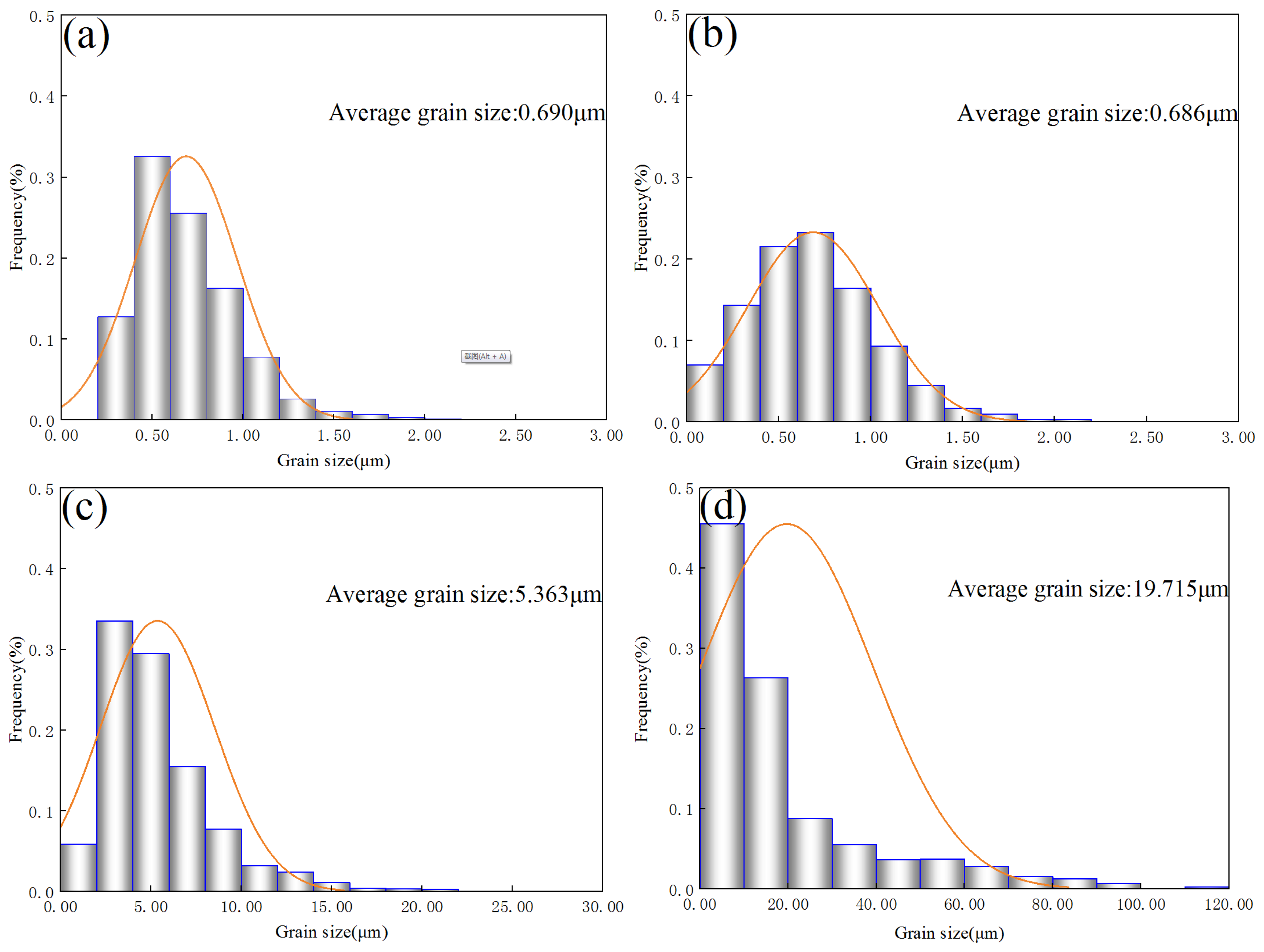
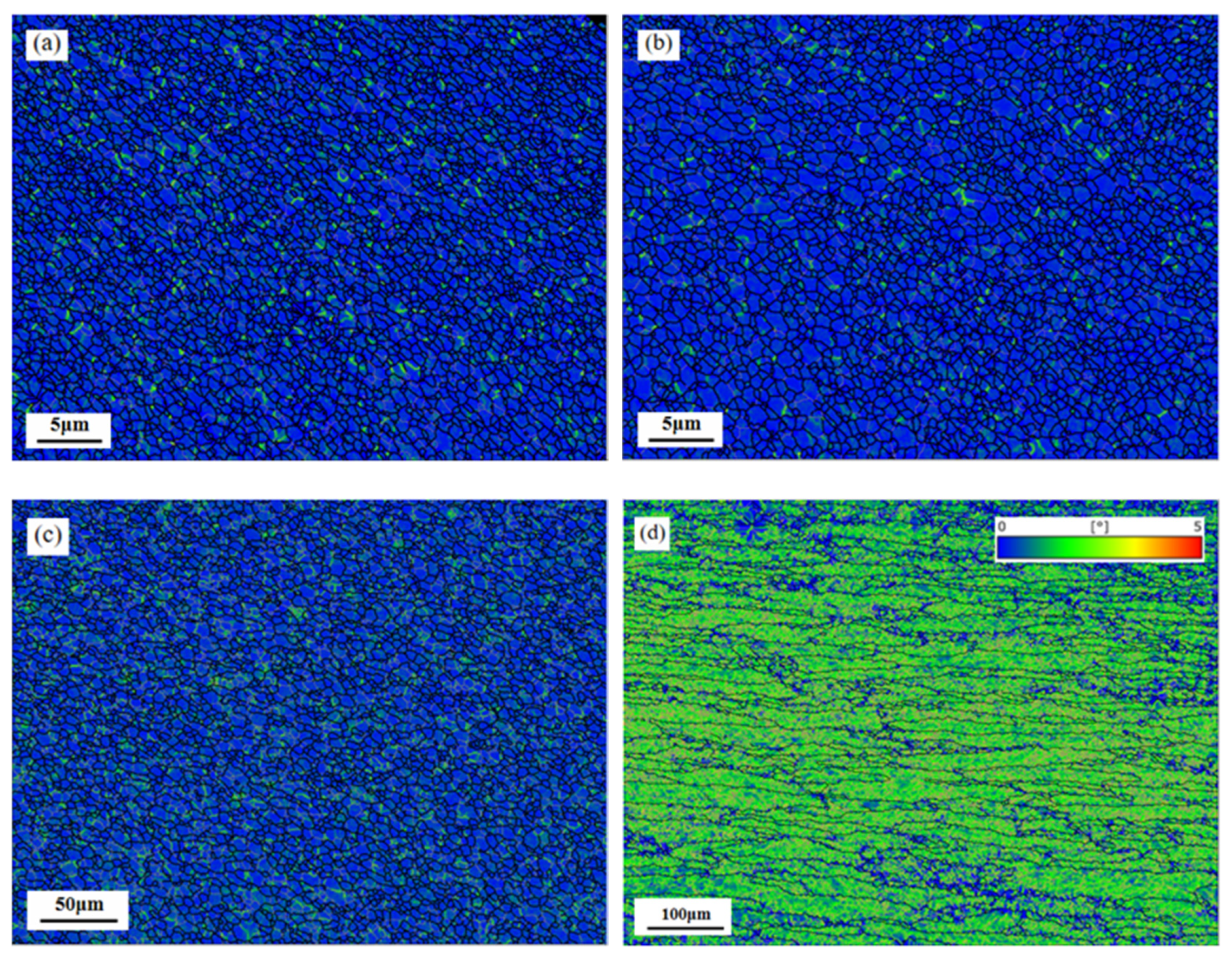
- Fine and evenly distributed recrystallized grains of 1060 pure aluminum can be obtained after multi-pass HRS-SFSP. With the increase in processing passes, the grain size increases significantly.
- (2)
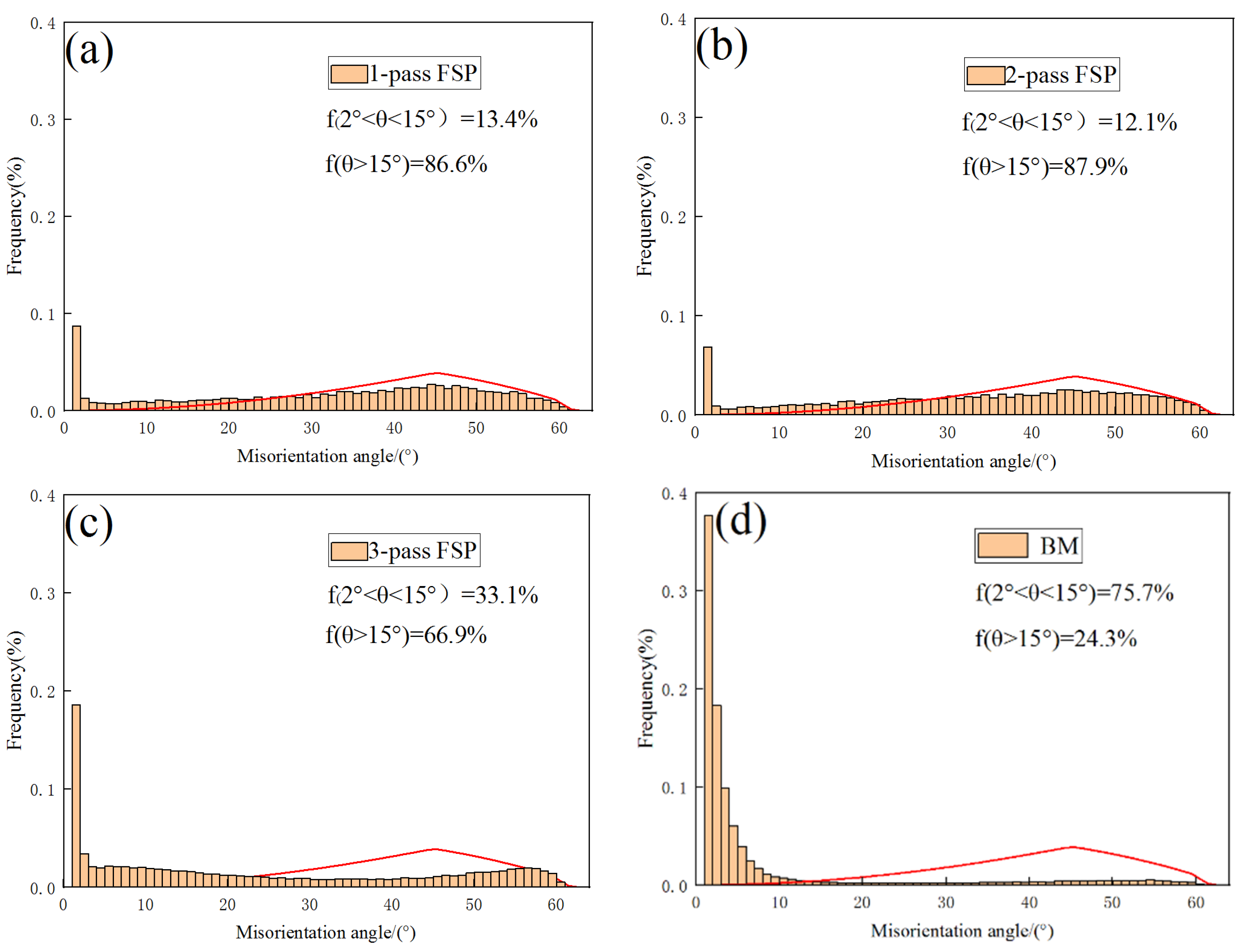
- HRS-SFSP of 1060 pure aluminum includes three processes: continuous dynamic recrystallization, discontinuous dynamic recrystallization, and static recrystallization. The proportion of HAGBs and LAGBs reflects the degree of recrystallization in each pass. The highest proportion of HAGBs was obtained after 1-pass processing, depending on the degree of dynamic recrystallization.
- (3)
- With the increase in the number of processing passes, the elongation increased gradually, while the strength and hardness decreased. After 3-pass, the hardness was even lower than that of the BM. These results show that, during HRS-SFSP, fewer passes are conducive to the improvement in strength and hardness, while more passes are conducive to the improvement in plasticity.
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mishra, R.S.; Mahoney, M.W.; McFaden, S.X.; Mara, N.A.; Mukherjee, A.K. High strain rate superplasticity in a friction stir processed 7075 Al alloy. Scr. Mater. 1999, 42, 163–168. [Google Scholar] [CrossRef]
- Murr, L.E.; Ying, L.; Flores, R.D.; Trillo, E.A.; Mcclure, J.C. Intercalation vortices and related microstructural features in the friction-stir welding of dissimilar metals. Mater. Res. Innov. 1998, 2, 150–163. [Google Scholar] [CrossRef]
- Benavides, S.; Li, Y.; Murr, L.E.; Brown, D.; Mcclure, J.C. Low-temperature friction-stir welding of 2024 aluminum. Scr. Mater. 1999, 41, 809–815. [Google Scholar] [CrossRef]
- Yadav, D.; Bauri, R. Effect of friction stir processing on microstructure and mechanical properties of aluminium. Mater. Sci. Eng. A 2012, 539, 85–92. [Google Scholar] [CrossRef]
- Heinz, B.; Skrotzki, B. Characterization of a friction-stir-welded aluminum alloy 6013. Metall. Mater. Trans. B 2002, 33, 489–498. [Google Scholar] [CrossRef]
- Reynolds, A.P.; Hood, E.; Wei, T. Texture in friction stir welds of Timetal 21S. Scr. Mater. 2005, 52, 491–494. [Google Scholar] [CrossRef]
- Mahmoud, E.R.I.; Takahashi, M.; Shibayanagi, T.; Ikeuchi, K. Effect of friction stir processing tool probe on fabrication of SiC particle reinforced composite on aluminium surface. Sci. Technol. Weld. Join. 2009, 14, 413–425. [Google Scholar] [CrossRef]
- Han, M.-S.; Lee, S.-J.; Park, J.-C.; Ko, S.-C.; Woo, Y.-B.; Kim, S.-J. Optimum condition by mechanical characteristic evaluation in friction stir welding for 5083-O Al alloy. Trans. Nonferrous Met. Soc. China 2009, 19 (Suppl. 1), s17–s22. [Google Scholar] [CrossRef]
- Kurt, A.; Uygur, I.; Cete, E. Surface modification of aluminium by friction stir processing. J. Mater. Processing Technol. 2011, 211, 313–317. [Google Scholar] [CrossRef]
- Gan, W.Y.; Zhou, Z.; Zhang, H.; Peng, T. Evolution of microstructure and hardness of aluminum after friction stir processing. Trans. Nonferrous Met. Soc. China 2014, 24, 975–981. [Google Scholar] [CrossRef]
- Chen, Y.; Ding, H.; Ji-Zhong, L.I.; Zhao, J.W.; Ming-Jie, F.U.; Xiao-Hua, L.I. Effect of welding heat input and post-welded heat treatment on hardness of stir zone for friction stir-welded 2024-T3 aluminum alloy. Trans. Nonferrous Met. Soc. China 2015, 25, 2524–2532. [Google Scholar] [CrossRef]
- Khan, N.Z.; Siddiquee, A.N.; Khan, Z.A.; Shihab, S.K. Investigations on tunneling and kissing bond defects in FSW joints for dissimilar aluminum alloys. J. Alloy. Compd. 2015, 648, 360–367. [Google Scholar] [CrossRef]
- Khalilabad, M.M.; Zedan, Y.; Texier, D.; Jahazi, M.; Bocher, P. Effect of tool geometry and welding speed on mechanical properties of dissimilar AA2198–AA2024 FSWed joint. J. Manuf. Processes 2018, 34, 86–95. [Google Scholar] [CrossRef] [Green Version]
- Sharma, A.; Sharma, V.M.; Paul, J. A comparative study on microstructural evolution and surface properties of graphene/CNT reinforced Al6061SiC hybrid surface composite fabricated via friction stir processing—ScienceDirect. Trans. Nonferrous Met. Soc. China 2019, 29, 2005–2026. [Google Scholar] [CrossRef]
- Bikkina, V.; Talasila, S.R.; Adepu, K. Characterization of aluminum based functionally graded composites developed via friction stir processing. Trans. Nonferrous Met. Soc. China 2020, 30, 1743–1755. [Google Scholar] [CrossRef]
- Butola, R.; Murtaza, Q.; Singari, R.M. Formation of Self-Assembled Monolayer and Characterization of AA7075-T6/B4C Nano-ceramic surface composite using Friction Stir Processing. Surf. Topogr. Metrol. Prop. 2020, 8, 025030. [Google Scholar] [CrossRef]
- Farghadani, M.; Karimzadeh, F.; Enayati, M.H.; Naghshehkesh, N.; Moghaddam, A.O. Fabrication of AZ91D/Cu/Mg2Cu and AZ91D/Mg2Cu/MgCu2/MgO In-situ Hybrid Surface Nanocomposites via Friction Stir Processing. Surf. Topogr. Metrol. Prop. 2020, 8, 045002. [Google Scholar] [CrossRef]
- Liu, X.C.; Zhen, Y.Q.; Sun, Y.F.; Shen, Z.K.; Wen-Ya, L.I. Local inhomogeneity of mechanical properties in stir zone of friction stir welded AA1050 aluminum alloy. Trans. Nonferrous Met. Soc. China 2020, 30, 2369–2380. [Google Scholar] [CrossRef]
- Moaref, A.; Rabiezadeh, A. Microstructural evaluation and tribological properties of underwater friction stir processed CP-copper and its alloy. Trans. Nonferrous Met. Soc. China 2020, 30, 972–981. [Google Scholar] [CrossRef]
- Li, J.; Zhao, M.; Jin, L.; Wang, F.; Dong, J. Simultaneously improving strength and ductility through laminate structure design in Mg–8.0Gd–3.0Y-0.5Zr alloys. J. Mater. Sci. Technol. 2021, 71, 195–200. [Google Scholar] [CrossRef]
- Montes-González, F.A.; Rodríguez-Rosales, N.A.; Ortiz-Cuellar, J.C.; Muiz-Valdez, C.R.; Gómez-Casas, O. Experimental Analysis and Mathematical Model of FSW Parameter Effects on the Corrosion Rate of Al 6061-T6-Cu C11000 Joints. Crystals 2021, 11, 294. [Google Scholar] [CrossRef]
- Regev, M.; Spigarelli, S. A Study of the Metallurgical and Mechanical Properties of Friction-Stir-Processed Cu. Metals 2021, 11, 656. [Google Scholar] [CrossRef]
- Taghiabadi, R.; Jalali, H. Quality Index Assessment of Multi-Pass Friction Stir Processed Al–Si–Mg Alloys Fully Produced by Recycling of Machining Chips. Trans. Indian Inst. Met. 2021, 74, 273–284. [Google Scholar] [CrossRef]
- Yu, X.; Wu, H.; Gong, W. Evaluating the Microstructure Evolution and Wear Behavior of Friction stir processed Aluminum Matrix Surface Composites with nano-sized SiC particles. Surf. Topogr. Metrol. Prop. 2021, 9, 015028. [Google Scholar] [CrossRef]
- Zhou, L.; Ming-Run, Y.U.; Chen, W.G.; Zhang, Z.L.; Gao, F.Y. Microstructure and mechanical properties of friction stir processed TA5 alloy. Trans. Nonferrous Met. Soc. China 2021, 31, 404–415. [Google Scholar] [CrossRef]
- Nan, X.; Song, Q.; Bao, Y.; Jiang, Y.; Shen, J. Achieving good strength-ductility synergy of friction stir welded Cu joint by using large load with extremely low welding speed and rotation rate. Mater. Sci. Eng. A 2017, 687, 73–81. [Google Scholar]
- Azimzadegan, T.; Serajzadeh, S. An Investigation into Microstructures and Mechanical Properties of AA7075-T6 during Friction Stir Welding at Relatively High Rotational Speeds. J. Mater. Eng. Perform. 2010, 19, 1256–1263. [Google Scholar] [CrossRef]
- Li, J.Q.; Liu, H.J. Effects of tool rotation speed on microstructures and mechanical properties of AA2219-T6 welded by the external non-rotational shoulder assisted friction stir welding. Mater. Des. 2013, 43, 299–306. [Google Scholar] [CrossRef]
- Abolusoro, O.P.; Akinlabi, E.T.; Kailas, S.V. Tool rotational speed impact on temperature variations, mechanical properties and microstructure of friction stir welding of dissimilar high-strength aluminium alloys. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 176. [Google Scholar] [CrossRef]
- Su, J.Q.; Nelson, T.W.; Sterling, C.J. Friction stir processing of large-area bulk UFG aluminum alloys. Scr. Mater. 2005, 52, 135–140. [Google Scholar] [CrossRef]
- Commin, L.; Dumont, M.; Masse, J.-E.; Barrallier, L. Friction stir welding of AZ31 magnesium alloy rolled sheets: Influence of processing parameters. Acta Mater. 2009, 57, 326–334. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.X.; Zhang, X.; Jing, X.Y.; Yuan, J.C.; Song, W. Severe plastic deformation of commercially pure aluminum using novel equal channel angular expansion extrusion with spherical cavity. Trans. Nonferrous Met. Soc. China 2020, 30, 2613–2624. [Google Scholar] [CrossRef]
- Huang, K.; Log, R.E. A review of dynamic recrystallization phenomena in metallic materials. Mater. Des. 2016, 111, 548–574. [Google Scholar] [CrossRef]
- Yan, Z.; Wang, D.; He, X.; Wang, W.; Zhang, H.; Dong, P.; Li, C.; Li, Y.; Zhou, J.; Liu, Z.; et al. Deformation behaviors and cyclic strength assessment of AZ31B magnesium alloy based on steady ratcheting effect. Mater. Sci. Eng. A Struct. Mater. Prop. Misrostructure Processing 2018, 723, 212–220. [Google Scholar] [CrossRef]
- Kamikawa, N.; Hirochi, T.; Furuhara, T. Strengthening Mechanisms in Ultrafine-Grained and Sub-grained High-Purity Aluminum. Metall. Mater. Trans. A 2018, 50, 234–248. [Google Scholar] [CrossRef]
- Canova, G.R.; Kocks, U.F.; Jonas, J.J. Theory of torsion texture development. Acta Metall. 1984, 32, 211–226. [Google Scholar] [CrossRef]
- Mcnelley, T.R.; Swaminathan, S.; Su, J.Q. Recrystallization mechanisms during friction stir welding/processing of aluminum alloys. Scr. Mater. 2008, 58, 349–354. [Google Scholar] [CrossRef] [Green Version]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Texture Types | BM | 1-Pass FSP | 2-Pass FSP | 3-Pass FSP |
|---|---|---|---|---|
| Cube {001}<100> | 4.66% | 6.48% | 3.29% | 7.26% |
| Rotating cubic {001}<110> | 1.07% | 3.28% | 3.83% | 2.28% |
| Copper {112}<111> | 7.91% | 5.02% | 1.83% | 0.39% |
| Brass {011}<211> | 0.22% | 5.93% | 9.16% | 1.22% |
| R {124}<211> | 0.62% | 5.42% | 2.49% | <0.01% |
| Shearing {111}<110> | 0.11% | 7.48% | 19.1% | 30.8% |
| Goss {011}<100> | 4.51% | 2.95% | 5.77% | 2.73% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Peng, Y.; Zhang, Q.; Wen, L.; Xie, Z.; Huang, B.; Hu, S.; Tang, H.; Wei, C. An Investigation into Microstructures and Mechanical Properties of 1060 Pure Aluminum during Submerged Friction Stir Processing at a High Rotating Speed. Metals 2022, 12, 201. https://doi.org/10.3390/met12020201
Peng Y, Zhang Q, Wen L, Xie Z, Huang B, Hu S, Tang H, Wei C. An Investigation into Microstructures and Mechanical Properties of 1060 Pure Aluminum during Submerged Friction Stir Processing at a High Rotating Speed. Metals. 2022; 12(2):201. https://doi.org/10.3390/met12020201
Chicago/Turabian StylePeng, Yuchen, Qi Zhang, Lingyou Wen, Zonghua Xie, Biao Huang, Shanshan Hu, Hongqun Tang, and Chunhua Wei. 2022. "An Investigation into Microstructures and Mechanical Properties of 1060 Pure Aluminum during Submerged Friction Stir Processing at a High Rotating Speed" Metals 12, no. 2: 201. https://doi.org/10.3390/met12020201