
Corrosion Behavior of CW6MC Nickel Cast Alloy (Inconel 625) Welded by Shielded Metal Arc Welding

 , ,
, ,  , , , and
, , , and
Abstract
:1. Introduction
2. Experimental Procedure
2.1. Material
2.2. Microstructure Characterization
2.3. Hardness Measurements
2.4. Corrosion Measurements
3. Results and Discussion
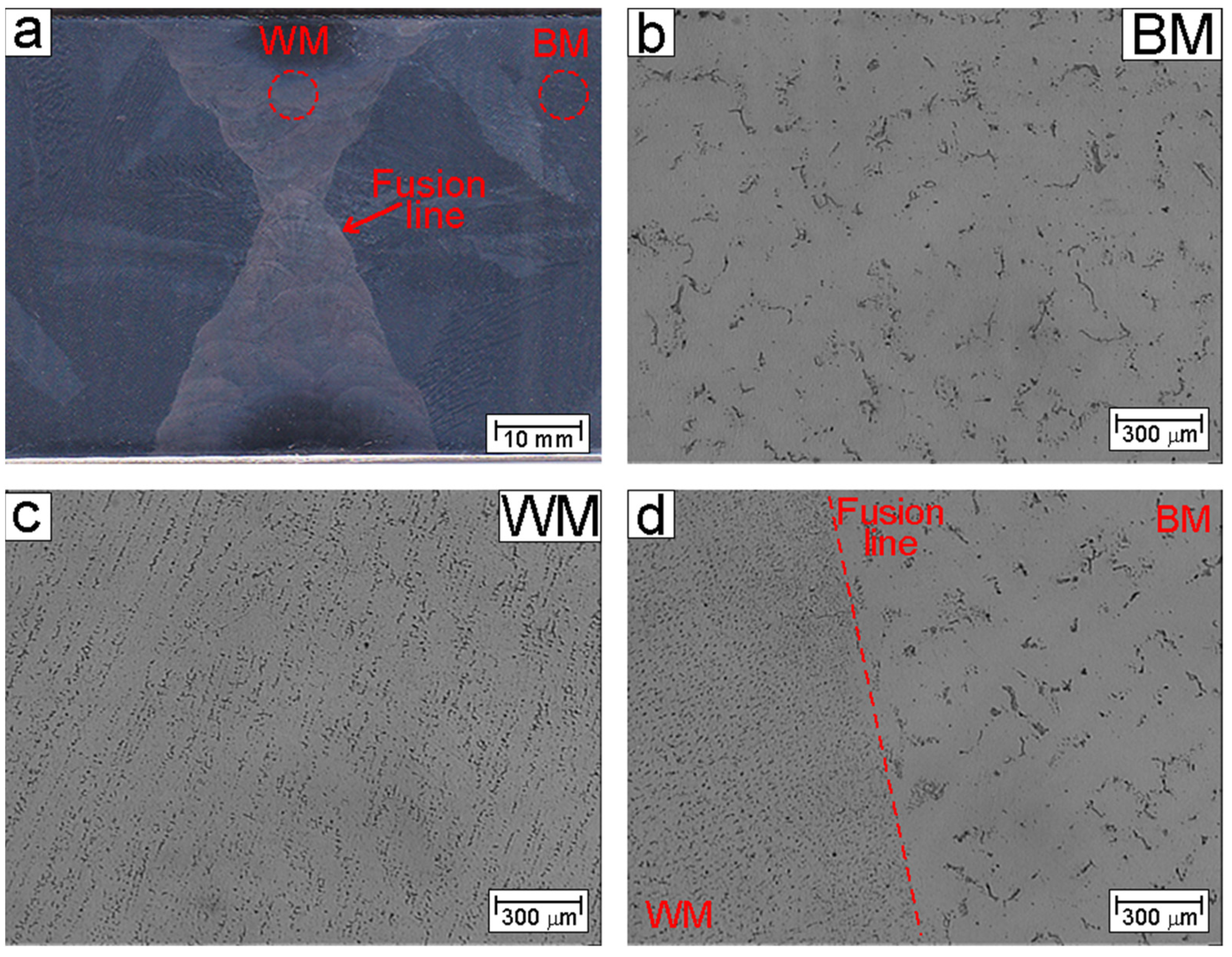
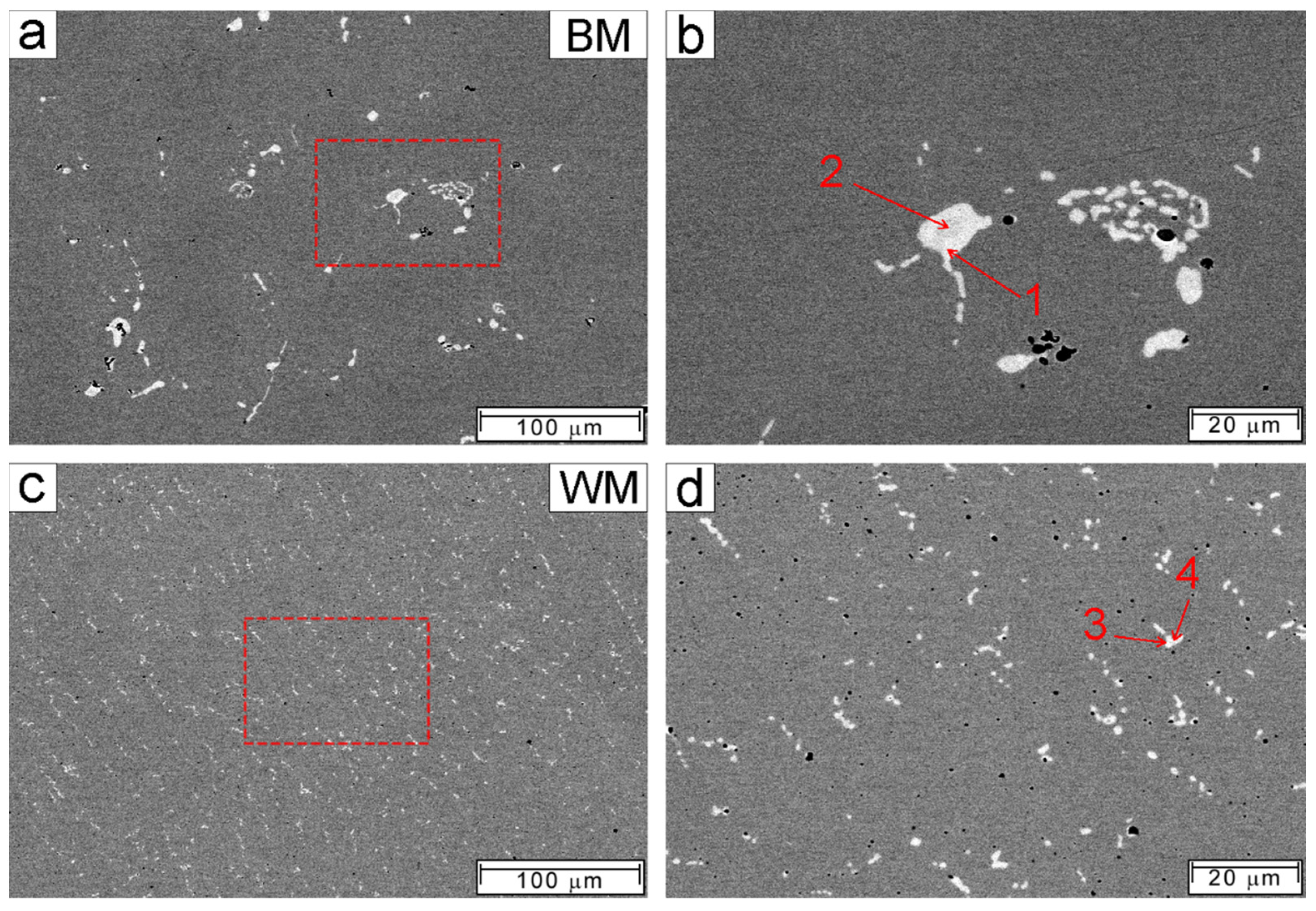
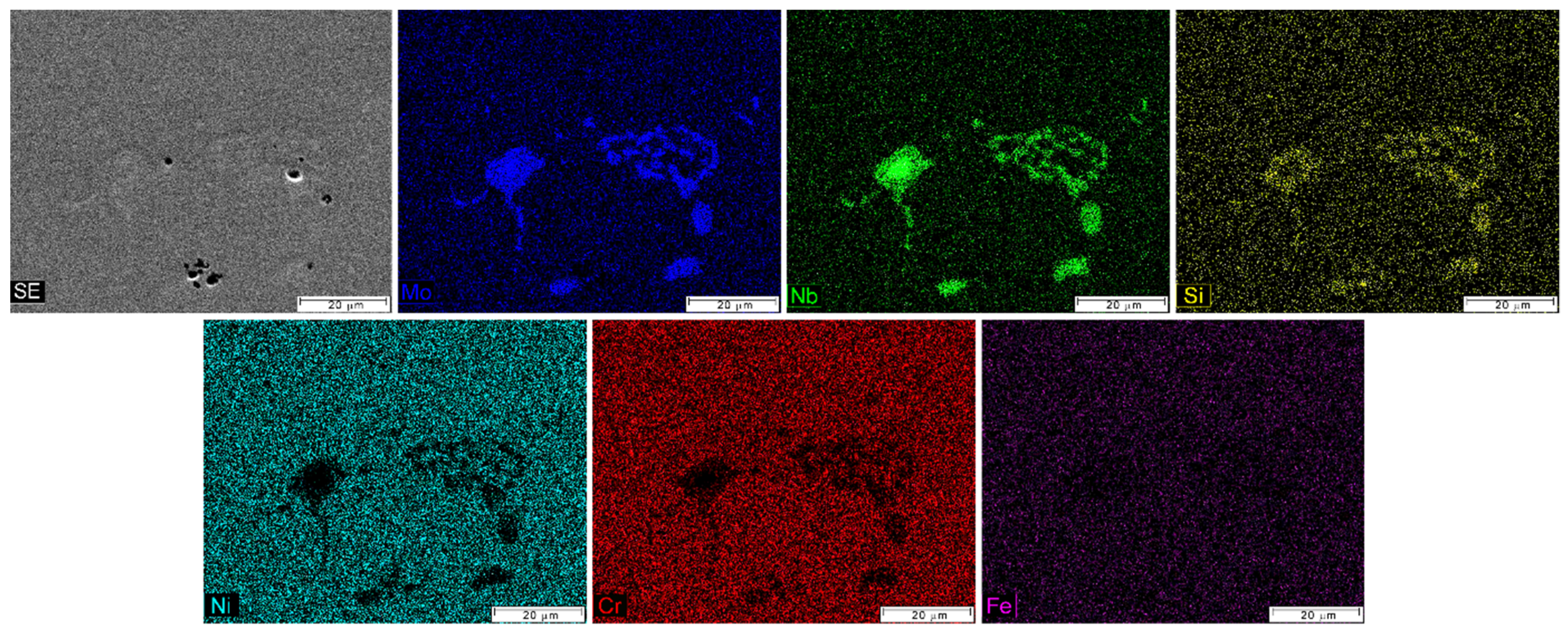
3.1. Microstructural Characterization
3.2. Microhardness Mapping
3.3. Corrosion Behavior
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Donachie, M.J.; Donachie, S.J. Superalloys: A Technical Guide; ASM International: Materials Park, OH, USA, 2002; ISBN 978-1-62708-267-9. [Google Scholar]
- Reed, R.C. The Superalloys: Fundamentals and Applications; Cambridge University Press: Cambridge, UK, 2006; ISBN 9780511541285. [Google Scholar]
- DuPont, J.N.; Lippold, J.C.; Kiser, S.D. Welding Metallurgy and Weldability of Nickel-Base Alloys; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2009; ISBN 9780470500262. [Google Scholar]
- Alano, J.H.; Siqueira, R.L.; de Oliveira, A.D.; dos Santos Vacchi, G.; Della Rovere, C.A.; Kuri, S.E. Effect of TCP phase formation on the electrochemical corrosion behavior of the nickel-based superalloy UNS N26455. Corros. Sci. 2020, 177, 108965. [Google Scholar] [CrossRef]
- Henrique Alano, J. Corrosion Resistance of the UNS N26455 Superalloy in Simulated Environment Containing Chloride and CO2. Int. J. Electrochem. Sci. 2020, 15, 9707–9719. [Google Scholar] [CrossRef]
- International, A.S.M.; Committee, H. Corrosion: Fundamentals, Testing, and Protection. In Metals Handbook; Cramer, S.D., Covino, B.S., Eds.; ASM International: Materials Park, OH, USA, 2003; ISBN 978-1-62708-182-5. [Google Scholar]
- Szklarska-Smialowska, Z. Pitting and Crevice Corrosion; NACE International: Houston, TX, USA, 2005; ISBN 9781575901855. [Google Scholar]
- Arata, Y.; Terai, K.; Nagai, H.; Shimizu, S.; Aota, T.; Arata, Y.; Terai, K.; Nagai, H.; Shimizu, S.; Aota, T. Fundamental studies on electron beam welding of heat-resistant superalloys for nuclear plants. II Correlation between susceptibility to weld cracking and characteristics in hot ductility and Trans-Varestraint test. Trans. JWRI 1977, 6, 69–79. [Google Scholar]
- Cieslak, M.J. The welding and solidification metallurgy of Alloy 625. Weld. J. 1991, 70, 49–56. [Google Scholar]
- Alexandrov, B.T.T.; Lippold, J.C.C.; Nissley, N.E.E. Evaluation of Weld Solidification Cracking in Ni-Base Superalloys Using the Cast Pin Tear Test. In Hot Cracking Phenomena in Welds II; Springer: Berlin/Heidelberg, Germany, 2008; pp. 193–213. ISBN 9783540786276. [Google Scholar]
- Jeng, S.L.; Chang, Y.H. Microstructure and flow behavior of Ni-Cr-Fe welds with Nb and Mo additions. Mater. Sci. Eng. A 2013, 560, 343–350. [Google Scholar] [CrossRef]
- Cieslak, M.J.; Headley, T.J.; Romig, A.D.; Kollie, T.; Romig, A.D. A melting and solidification study of alloy 625. Metall. Trans. A 1988, 19, 2319–2331. [Google Scholar] [CrossRef]
- Zhang, X.; Li, D.Z.; Li, Y.Y.; Lu, S.P. Effect of Nb and Mo on the microstructure, mechanical properties and ductility-dip cracking of Ni-Cr-Fe weld metals. Acta Metall. Sin. Engl. Lett. 2016, 29, 928–939. [Google Scholar] [CrossRef] [Green Version]
- Silva, C.C.; de Miranda, H.C.; Motta, M.F.; Farias, J.P.; Afonso, C.R.M.; Ramirez, A.J. New insight on the solidification path of an alloy 625 weld overlay. J. Mater. Res. Technol. 2013, 2, 228–237. [Google Scholar] [CrossRef] [Green Version]
- Won Han, J. Investigation of the Weld Properties of Inconel 625 based on Nb Content. Int. J. Electrochem. Sci. 2018, 13, 2829–2841. [Google Scholar] [CrossRef]
- DuPont, J.N. Solidification of an alloy 625 weld overlay. Metall. Mater. Trans. A 1996, 27, 3612–3620. [Google Scholar] [CrossRef]
- Mortezaie, A.; Shamanian, M. An assessment of microstructure, mechanical properties and corrosion resistance of dissimilar welds between Inconel 718 and 310S austenitic stainless steel. Int. J. Press. Vessel. Pip. 2014, 116, 37–46. [Google Scholar] [CrossRef]
- Huang, C.A.; Wang, T.H.; Han, W.C.; Lee, C.H. A study of the galvanic corrosion behavior of Inconel 718 after electron beam welding. Mater. Chem. Phys. 2007, 104, 293–300. [Google Scholar] [CrossRef]
- Ogborn, J.S.; Olson, D.L.; Cieslak, M.J. Influence of solidification on the microstructural evolution of nickel base weld metal. Mater. Sci. Eng. A 1995, 203, 134–139. [Google Scholar] [CrossRef]
- Pang, M.; Yu, G.; Wang, H.-H.; Zheng, C.-Y. Microstructure study of laser welding cast nickel-based superalloy K418. J. Mater. Process. Technol. 2008, 207, 271–275. [Google Scholar] [CrossRef] [Green Version]
- Silva, C.C.; de Albuquerque, V.H.C.; Miná, E.M.; Moura, E.P.; Tavares, J.M.R.S. Mechanical Properties and Microstructural Characterization of Aged Nickel-based Alloy 625 Weld Metal. Metall. Mater. Trans. A 2018, 49, 1653–1673. [Google Scholar] [CrossRef] [Green Version]
- Hayes, J.R.; Gray, J.; Szmodis, A.W.; Orme, C.A. Influence of chromium and molybdenum on the corrosion of nickel based alloys. Corrosion 2005, 62, 491–500. [Google Scholar] [CrossRef]
- Naffakh Moosavy, H.; Aboutalebi, M.-R.; Seyedein, S.H.; Mapelli, C. Microstructural, mechanical and weldability assessments of the dissimilar welds between γ′- and γ″-strengthened nickel-base superalloys. Mater. Charact. 2013, 82, 41–49. [Google Scholar] [CrossRef]
- Mithilesh, P.; Varun, D.; Reddy, A.R.G.; Ramkumar, K.D.; Arivazhagan, N.; Narayanan, S. Investigations on Dissimilar Weldments of Inconel 625 and AISI 304. Procedia Eng. 2014, 75, 66–70. [Google Scholar] [CrossRef] [Green Version]
- Yin, Z.F.; Zhao, W.Z.; Lai, W.Y.; Zhao, X.H. Electrochemical behaviour of Ni-base alloys exposed under oil/gas field environments. Corros. Sci. 2009, 51, 1702–1706. [Google Scholar] [CrossRef]
- ASTM Norma A 744; ASTM A494/A494M-18a Standard Specification for Castings, Nickel and Nickel Alloy. Stand. ASTM 2018, 1–7. [CrossRef]
- Karlsson, L.; Bergquist, E.L.; Rigdal, S.; Thalberg, N. Evaluating hot cracking susceptibility of Ni-base SAW consumables for welding of 9% Ni steel. Hot Crack. Phenom. Welds II 2008, 329–347. [Google Scholar] [CrossRef]
- Yin, X.; He, G.; Meng, W.; Xu, Z.; Hu, L.; Ma, Q. Comparison Study of Low-Heat-Input Wire Arc-Fabricated Nickel-Based Alloy by Cold Metal Transfer and Plasma Arc. J. Mater. Eng. Perform. 2020, 29, 4222–4232. [Google Scholar] [CrossRef]
- Sivakumar, J.; Nanda Naik, K. Optimization of weldment in bead on plate welding of nickel based superalloy using Activated flux tungsten inert gas welding (A-TIG). Mater. Today Proc. 2019, 27, 2718–2723. [Google Scholar] [CrossRef]
- Wilson, I.L.W.; Gourle, R.G.; Walkosak, R.M.; Bruck, G.J. The Effect of Heat Input on Microstructure and Cracking in Alloy 625 Weld Overlays. In Proceedings of the Superalloys 718, 625 and Various Derivatives, Pittsburgh, PA, USA, 23–26 June 1991; Volume 1, pp. 735–747. [Google Scholar]
- Manikandan, S.G.K.; Sivakumar, D.; Prasad Rao, K.; Kamaraj, M. Laves phase in alloy 718 fusion zone—microscopic and calorimetric studies. Mater. Charact. 2015, 100, 192–206. [Google Scholar] [CrossRef]
- Ravi, G.; Murugan, N.; Arulmani, R.; Ravi, G.; Murugan, N. Microstructure and mechanical properties of Inconel-625 slab component fabricated by wire arc additive manufacturing. Mater. Sci. Technol. 2020, 36, 1785–1795. [Google Scholar] [CrossRef]
- Chang, K.-M.; Lai, H.-J.; Hwang, J.-Y. Existence of Laves Phase in Nb-Hardened Superalloys. In Proceedings of the Superalloys 718, 625, 706 and Various Derivatives, Pittsburgh, PA, USA, 26–29 June 1994; pp. 683–694. [Google Scholar]
- Garcia, R.P.; Luz, T.; Canobre, S.C.; Costa, H.L. Corrosion resistance of plasma transferred arc (PTA) Inconel 625 deposits. Surf. Topogr. Metrol. Prop. 2021, 9, 25008. [Google Scholar] [CrossRef]
- Man, H.C.; Gabe, D.R. The determination of pitting potentials. Corros. Sci. 1981, 21, 323–326. [Google Scholar] [CrossRef]
- DuPont, J.N.; Notis, M.R.; Marder, A.R.; Robino, C.V.; Michael, J.R. Solidification of Nb-bearing superalloys: Part I. Reaction sequences. Metall. Mater. Trans. A 1998, 29, 2785–2796. [Google Scholar] [CrossRef]
- Banovic, S.W.; Dupont, J.N.; Marder, A.R. Dilution and microsegregation in dissimilar metal welds between super austenitic stainless steel and nickel base alloys. Sci. Technol. Weld. Join. 2002, 7, 374–383. [Google Scholar] [CrossRef]
- Tawancy, H.M. Thermal stability of an Ni-Cr-Mo-Nb alloy. Mater. Charact. 1992, 28, 221–240. [Google Scholar] [CrossRef]
- Petrzak, P.; Kowalski, K.; Blicharski, M. Analysis of Phase Transformations in Inconel 625 Alloy during Annealing. Acta Phys. Pol. A 2016, 130, 1041–1044. [Google Scholar] [CrossRef]
- Li, C.; White, R.; Fang, X.Y.; Weaver, M.; Guo, Y.B. Microstructure evolution characteristics of Inconel 625 alloy from selective laser melting to heat treatment. Mater. Sci. Eng. A 2017, 705, 20–31. [Google Scholar] [CrossRef]
- Wang, W.; Lee, P.D.; McLean, M. A model of solidification microstructures in nickel-based superalloys: Predicting primary dendrite spacing selection. Acta Mater. 2003, 51, 2971–2987. [Google Scholar] [CrossRef]
- Floreen, S.; Fuchs, G.E.; Yang, W.J. The Metallurgy of Alloy 625. In Proceedings of the Superalloys 718, 625, 706 and Various Derivatives, Pittsburgh, PA, USA, 26–29 June 1994; pp. 13–37. [Google Scholar]
- Alvarães, C.P.; Madalena, F.C.A.; De Souza, L.F.G.; Jorge, J.C.F.; Araújo, L.S.; Mendes, M.C. Performance of the INCONEL 625 alloy weld overlay obtained by FCAW process. Rev. Mater. 2019, 24. [Google Scholar] [CrossRef] [Green Version]
- Cieslak, M.J.; Knorovsky, G.A.; Headley, T.J.; Romig, A.D., Jr. The Solidification Metallurgy of Alloy 718 and Other Nb-Containing Superalloys. In Proceedings of the Superalloys 718 Metallurgy and Applications, Pittsburgh, PA, USA, 12–14 June 1989; pp. 59–68. [Google Scholar]
- Smith, G.D.; Patel, S.J. The Role of Niobium in Wrought Precipitation-Hardened Nickel-Base Alloys. In Proceedings of the Superalloys 718, 625, 706 and Various Derivatives, Pittsburgh, PA, USA, 2–5 August 2005; pp. 135–154. [Google Scholar]
- Vacchi, G.S.; Plaine, A.H.; Silva, R.; Sordi, V.L.; Suhuddin, U.F.H.; Alcântara, N.G.; Kuri, S.E.; Rovere, C.A.D. Effect of friction spot welding (FSpW) on the surface corrosion behavior of overlapping AA6181-T4/Ti-6Al-4V joints. Mater. Des. 2017, 131, 127–134. [Google Scholar] [CrossRef]
- Della Rovere, C.A.; Ribeiro, C.R.; Silva, R.; Baroni, L.F.S.; Alcântara, N.G.; Kuri, S.E. Microstructural and mechanical characterization of radial friction welded supermartensitic stainless steel joints. Mater. Sci. Eng. A 2013, 586, 86–92. [Google Scholar] [CrossRef]
- Sharma, S.K.; Maheshwari, S. A review on welding of high strength oil and gas pipeline steels. J. Nat. Gas Sci. Eng. 2017, 38, 203–217. [Google Scholar] [CrossRef]
- Ralston, K.D.; Birbilis, N. Effect of grain size on corrosion: A review. Corrosion 2010, 66, 075005–075005-13. [Google Scholar] [CrossRef]
- Prasad Rao, K.; Janaki Ram, G.D.; Stucker, B.E. Effect of friction stir processing on corrosion resistance of aluminum–copper alloy gas tungsten arc welds. Mater. Des. 2010, 31, 1576–1580. [Google Scholar] [CrossRef]
- Liu, Q.; Ma, Q.; Chen, G.; Cao, X.; Zhang, S.; Pan, J.; Zhang, G.; Shi, Q. Enhanced corrosion resistance of AZ91 magnesium alloy through refinement and homogenization of surface microstructure by friction stir processing. Corros. Sci. 2018, 138, 284–296. [Google Scholar] [CrossRef]
- Miyamoto, H. Corrosion of ultrafine grained materials by severe plastic deformation, an overview. Mater. Trans. 2016, 57, 559–572. [Google Scholar] [CrossRef] [Green Version]
- Guo, L. Effect of Heat Treatment Temperatures on Microstructure and Corrosion Properties of Inconel 625 Weld Overlay Deposited by PTIG. Int. J. Electrochem. Sci. 2016, 11, 5507–5519. [Google Scholar] [CrossRef]
- Sedriks, A.J. Corrosion of Stainless Steels, 2nd ed.; Wiley: New York, NY, USA, 1996; ISBN 978-0-471-00792-0. [Google Scholar]
- Eklund, G.S. Initiation of Pitting at Sulfide Inclusions in Stainless Steel. J. Electrochem. Soc. 1974, 121, 467. [Google Scholar] [CrossRef]
- Wranglen, G. Pitting and sulphide inclusions in steel. Corros. Sci. 1974, 14, 331–349. [Google Scholar] [CrossRef]
- Ryan, M.P.; Williams, D.E.; Chater, R.J.; Hutton, B.M.; McPhail, D.S. Why stainless steel corrodes. Nature 2002, 415, 770–774. [Google Scholar] [CrossRef]
- Virtanen, S.; Schmuki, P.; Frankel, G.S. Critical Factors in Localized Corrosion IV; The Electrochemical Society: Pennington, NJ, USA, 2003. [Google Scholar]
- Richardson, J.A. Corrosion in sulfuric acid. In Shreir’s Corrosion; Cottis, B., Graham, M., Lindsay, R., Lyon, S., Richardson, T., Scantlebury, D., Stott, H., Eds.; Elsevier: Oxford, UK, 2010; pp. 1226–1249. ISBN 9780444527875. [Google Scholar]
- Lyon, S.B. Corrosion of Molybdenum and its Alloys. In Shreir’s Corrosion; Cottis, B., Graham, M., Lindsay, R., Lyon, S., Richardson, T., Scantlebury, D., Stott, H., Eds.; Elsevier: Oxford, UK, 2010; pp. 2157–2167. ISBN 978-0-444-52787-5. [Google Scholar]
- Aracena, A.; Azocar, A.; Ibáñez, J.P.; Jerez, O. Mechanism and leaching kinetics of molybdenite concentrate in a hydrogen peroxide-acid system. Physicochem. Probl. Miner. Process. 2019, 55, 140–152. [Google Scholar] [CrossRef]
- Bonde, J.; Moses, P.G.; Jaramillo, T.F.; Nørskov, J.K.; Chorkendorff, I. Hydrogen evolution on nano-particulate transition metal sulfides. Faraday Discuss. 2009, 140, 219–231. [Google Scholar] [CrossRef]
- Pourbaix, M. Atlas of Electrochemical Equilibria in Aqueous Solutions; National Association of Corrosion Engineers: Houston, TX, USA, 1974; ISBN 9780915567980. [Google Scholar]
- Saji, V.S.; Lee, C. Molybdenum, Molybdenum Oxides, and their Electrochemistry. ChemSusChem 2012, 5, 1146–1161. [Google Scholar] [CrossRef]
- Wang, D.; Zhu, Z.; Wang, N.; Zhu, D.; Wang, H. Investigation of the electrochemical dissolution behavior of Inconel 718 and 304 stainless steel at low current density in NaNO3 solution. Electrochim. Acta 2015, 156, 301–307. [Google Scholar] [CrossRef]
- Henderson, J.D.; Li, X.; Shoesmith, D.W.; Noël, J.J.; Ogle, K. Molybdenum surface enrichment and release during transpassive dissolution of Ni-based alloys. Corros. Sci. 2019, 147, 32–40. [Google Scholar] [CrossRef]
- Jakupi, P.; Wang, F.; Noël, J.J.; Shoesmith, D.W. Corrosion product analysis on crevice corroded Alloy-22 specimens. Corros. Sci. 2011, 53, 1670–1679. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Element (wt.%) | |||||||
|---|---|---|---|---|---|---|---|---|
| Nb | Mo | Cr | Fe | Ni | Si | C | Mn | |
| CW6MC | 3.97 | 8.35 | 21.12 | 3.46 | 61.70 | 0.69 | 0.054 | 0.70 |
| ERNiCrMo-3 | 3.90 | 8.70 | 22.21 | 4.90 | 59.46 | 0.49 | 0.058 | 0.22 |
| Welding Parameters | Magnitude |
|---|---|
| Welding type | SMAW (CC+) |
| Filler wire | ERNiCrMo-3 |
| Peak current (A) | 92–135 |
| Voltage (V) | 21–26 |
| Filler wire dia. (mm) | 3.25 |
| Welding speed (mm/min) | 200 |
| Heat input a (KJ/mm) | 0.87 |
| Weldment Region | Point | Composition (wt.%) | |||||
|---|---|---|---|---|---|---|---|
| Nb | Mo | Cr | Fe | Ni | Si | ||
| BM | 1 | 30.7 | 22.4 | 11.0 | 0.8 | 31.5 | 3.60 |
| BM | 2 | 94.2 | 2.8 | 0.9 | 0.1 | 1.9 | 0.1 |
| WM | 3 | 19.6 | 20.8 | 15.9 | 2.2 | 38.7 | 2.8 |
| WM | 4 | 93.2 | 2.7 | 0.9 | 0.1 | 3.0 | 0.1 |
| Weldment Region | Ecorr (mVAg/AgCl) | Epit (mVAg/AgCl) | Jpass (μA/cm2) a | Jpass’ (μA/cm2) b |
|---|---|---|---|---|
| BM | −301 ± 18 | 864 ± 7 | 17 ± 3 | 22 ± 3 |
| WM | −277 ± 23 | 865 ± 5 | 13 ± 2 | 23 ± 4 |
| WM/Inclusion | −273 ± 25 | 475 ± 40 | 19 ± 8 | 304 ± 127 |
| Weldment Region | Point | Composition (wt.%) | |||||
|---|---|---|---|---|---|---|---|
| Nb | Mo | Cr | Fe | Ni | Si | ||
| BM | 1 | 26.2 | 22.8 | 11.2 | 1.4 | 34.4 | 4.0 |
| WM | 2 | 18.4 | 24.0 | 14.7 | 2.4 | 37.4 | 3.0 |
| WM/Inclusion | 3 | 4.6 | 42.8 | 13.9 | 2.9 | 34.6 | 1.2 |
| Weldment Region | Ecorr (mVAg/AgCl) | Jcorr (μA/cm2) | Epp (mVAg/AgCl) | Jcrit (μA/cm2) | Jpass (μA/cm2) a | Etp (mVAg/AgCl) | |βc| (mV/decade) | Corrosion Rate (mpy) b |
|---|---|---|---|---|---|---|---|---|
| BM | −186 ± 8 | 9 ± 3 | −145 ± 10 | 12 ± 4 | 32 ± 4 | 1035 ± 16 | 45 ± 2 | 4 ± 1 |
| WM | −178 ± 5 | 11 ± 2 | −123 ± 11 | 13 ± 2 | 36 ± 4 | 1041 ± 14 | 52 ± 2 | 5 ± 1 |
| WM/inclusion | −192 ± 16 | 36 ± 5 | −112 ± 11 | 20 ± 6 | - | 427 ± 84 | 60 ± 6 | 15 ± 2 |
| Weldment Region | Point | Composition (wt.%) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Nb | Mo | Cr | Fe | Ni | Si | S | O | ||
| BM | 1 | 25.0 | 30.3 | 10.2 | 1.5 | 5.8 | 1.1 | 0.4 | 25.8 |
| WM | 2 | 23.4 | 29.3 | 9.79 | 2.2 | 8.8 | 0.6 | 0.8 | 25.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vacchi, G.d.S.; Silva, R.; Kugelmeier, C.L.; Martins Júnior, C.B.; Dainezi, I.; Alano, J.H.; Mendes Filho, A.d.A.; Ramos Osório, W.R.; Della Rovere, C.A. Corrosion Behavior of CW6MC Nickel Cast Alloy (Inconel 625) Welded by Shielded Metal Arc Welding. Metals 2021, 11, 1286. https://doi.org/10.3390/met11081286
Vacchi GdS, Silva R, Kugelmeier CL, Martins Júnior CB, Dainezi I, Alano JH, Mendes Filho AdA, Ramos Osório WR, Della Rovere CA. Corrosion Behavior of CW6MC Nickel Cast Alloy (Inconel 625) Welded by Shielded Metal Arc Welding. Metals. 2021; 11(8):1286. https://doi.org/10.3390/met11081286
Chicago/Turabian StyleVacchi, Guilherme dos Santos, Rodrigo Silva, Cristie Luis Kugelmeier, Claudio Beserra Martins Júnior, Isabela Dainezi, José Henrique Alano, Anibal de Andrade Mendes Filho, Wislei Riuper Ramos Osório, and Carlos Alberto Della Rovere. 2021. "Corrosion Behavior of CW6MC Nickel Cast Alloy (Inconel 625) Welded by Shielded Metal Arc Welding" Metals 11, no. 8: 1286. https://doi.org/10.3390/met11081286