
Study on the Root Causes and Prevention of Coating Cracks in the Cargo Hold of a Product Carrier


Abstract
:1. Introduction
2. Tank Test and Coating Crack Survey
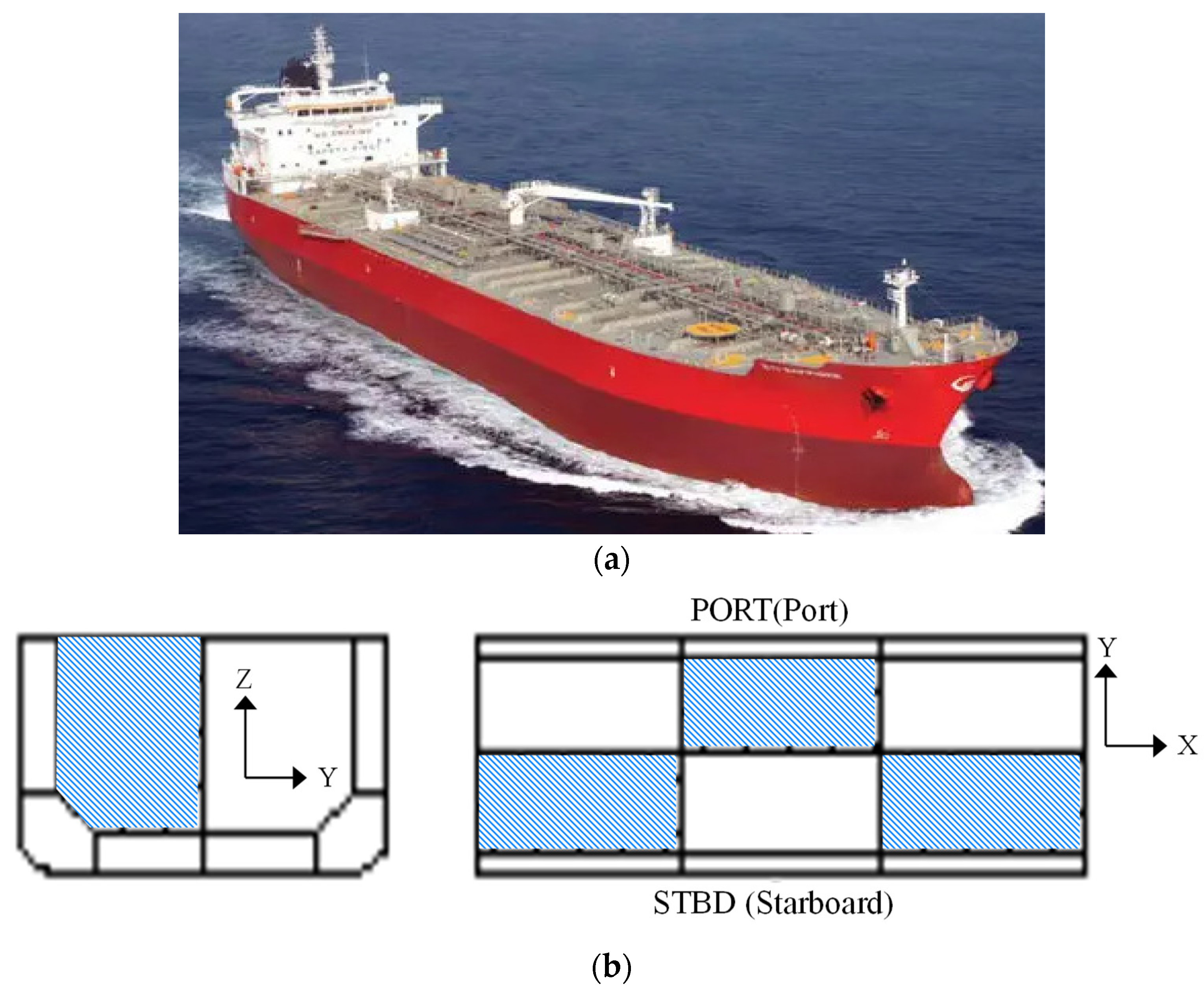
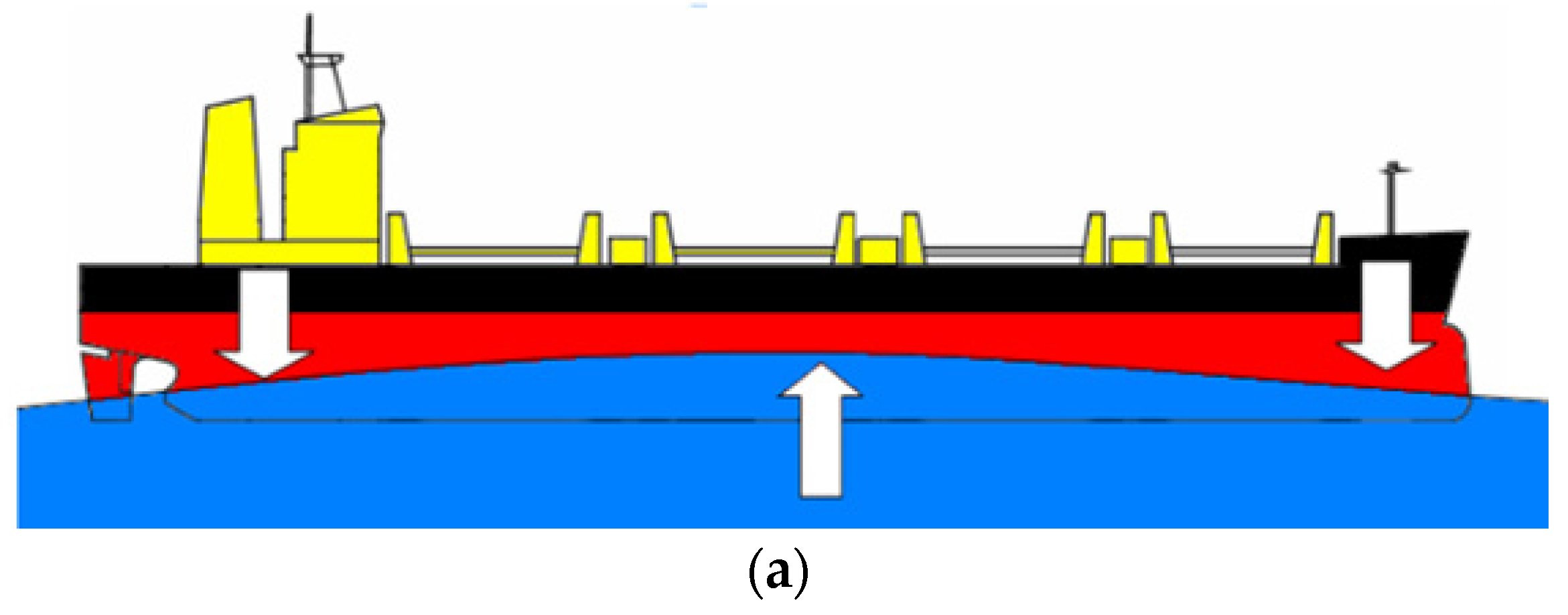
2.1. Tank Test
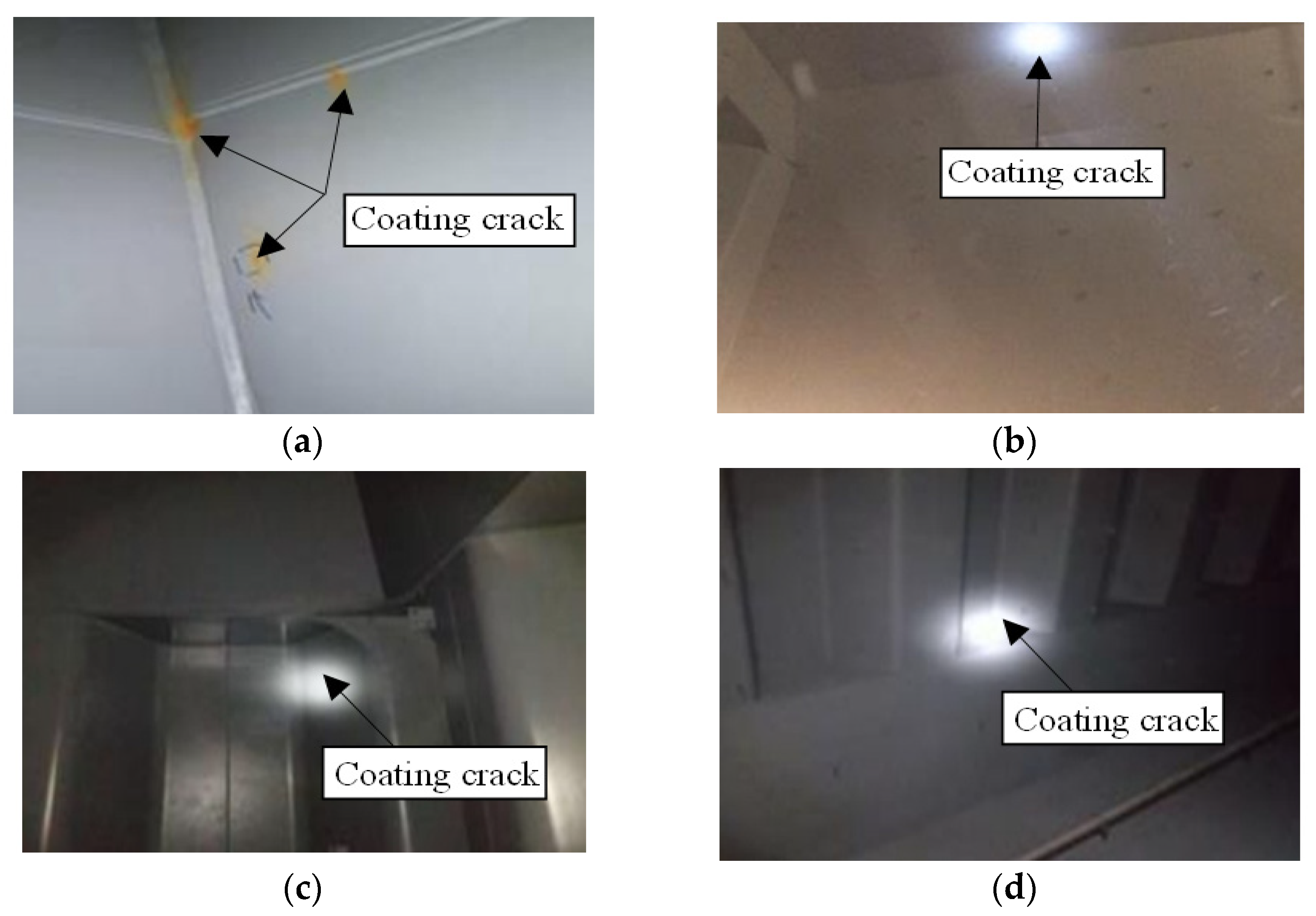
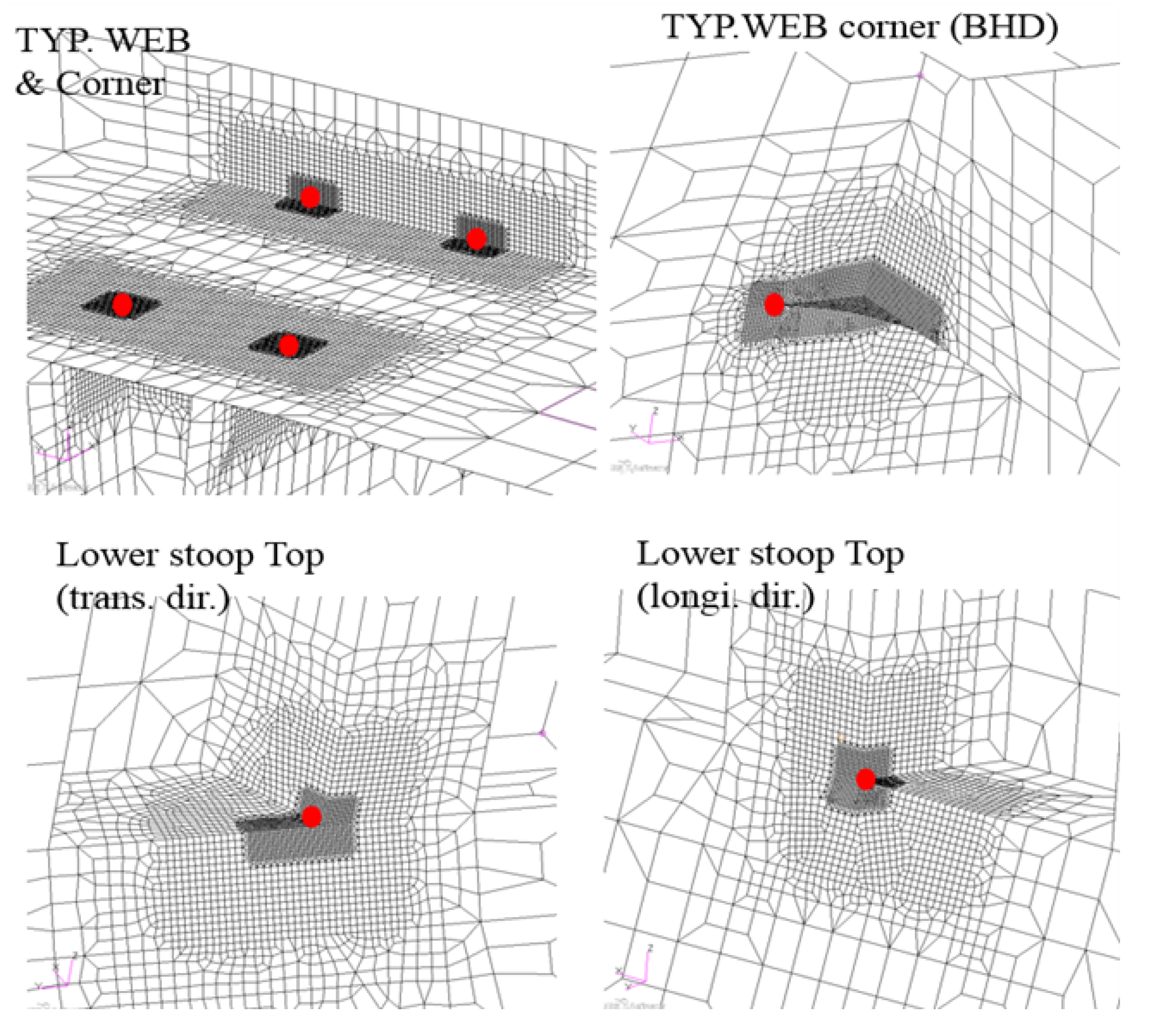
2.2. Coating Crack Survey
- -
- Ceiling at the connection between the center bulkhead and the main deck;
- -
- Upper and lower stool and corner brackets; and
- -
- Typical web welding toe.
3. Analysis Method
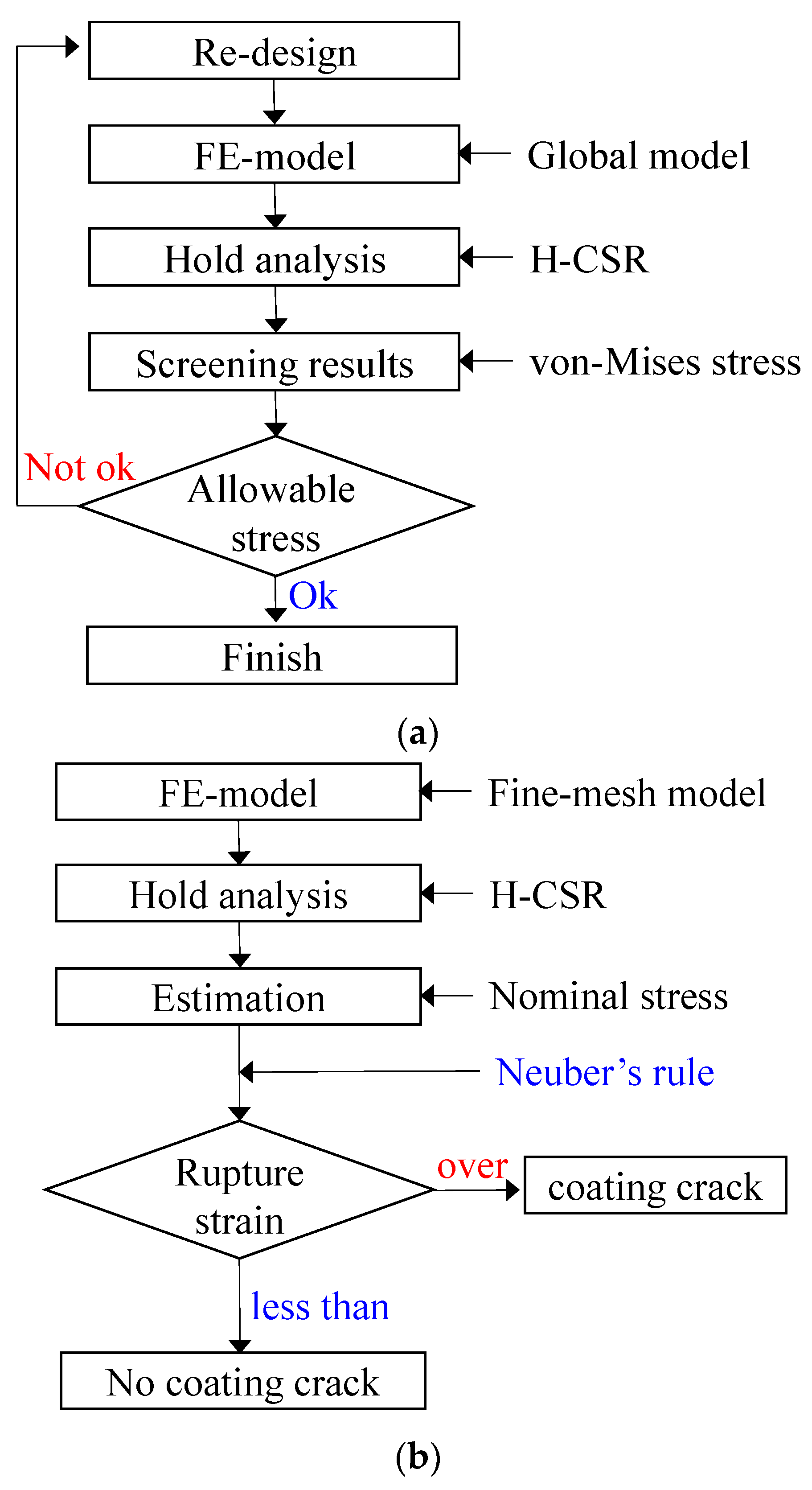
3.1. Analysis Procedure and Numerical Model
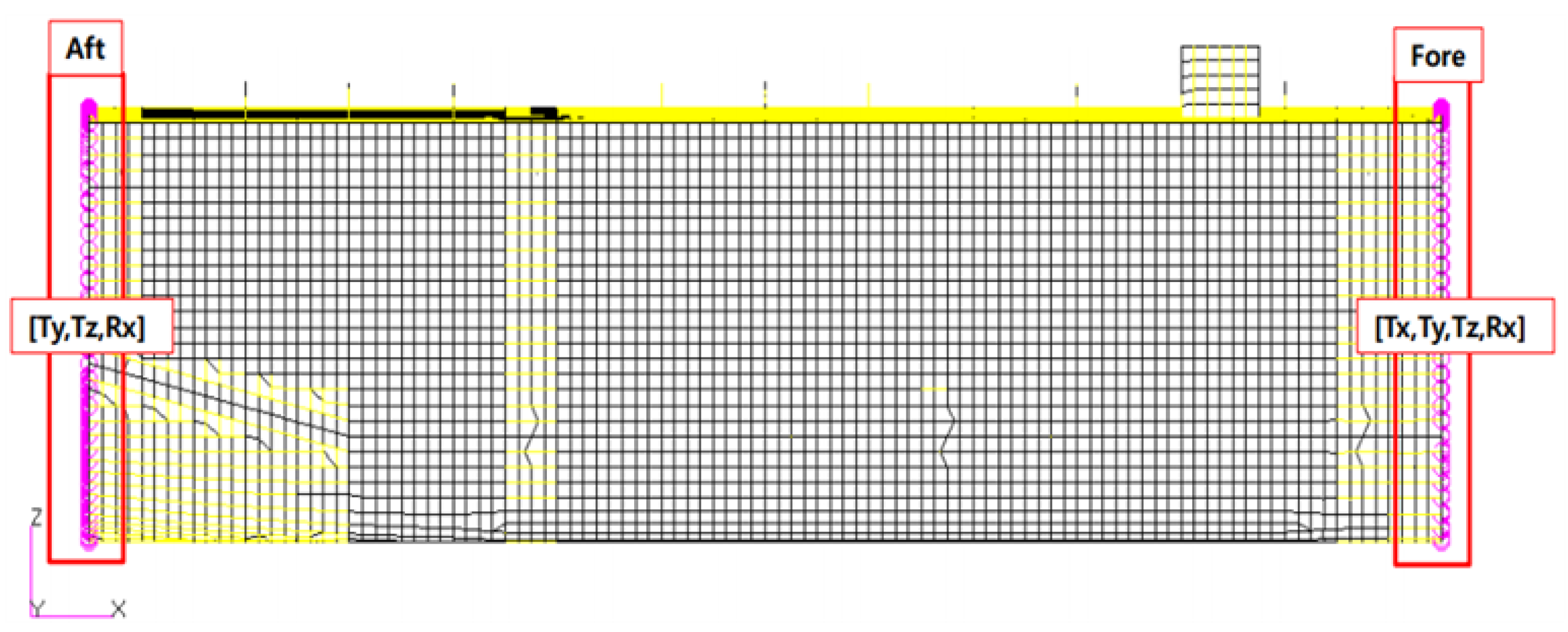
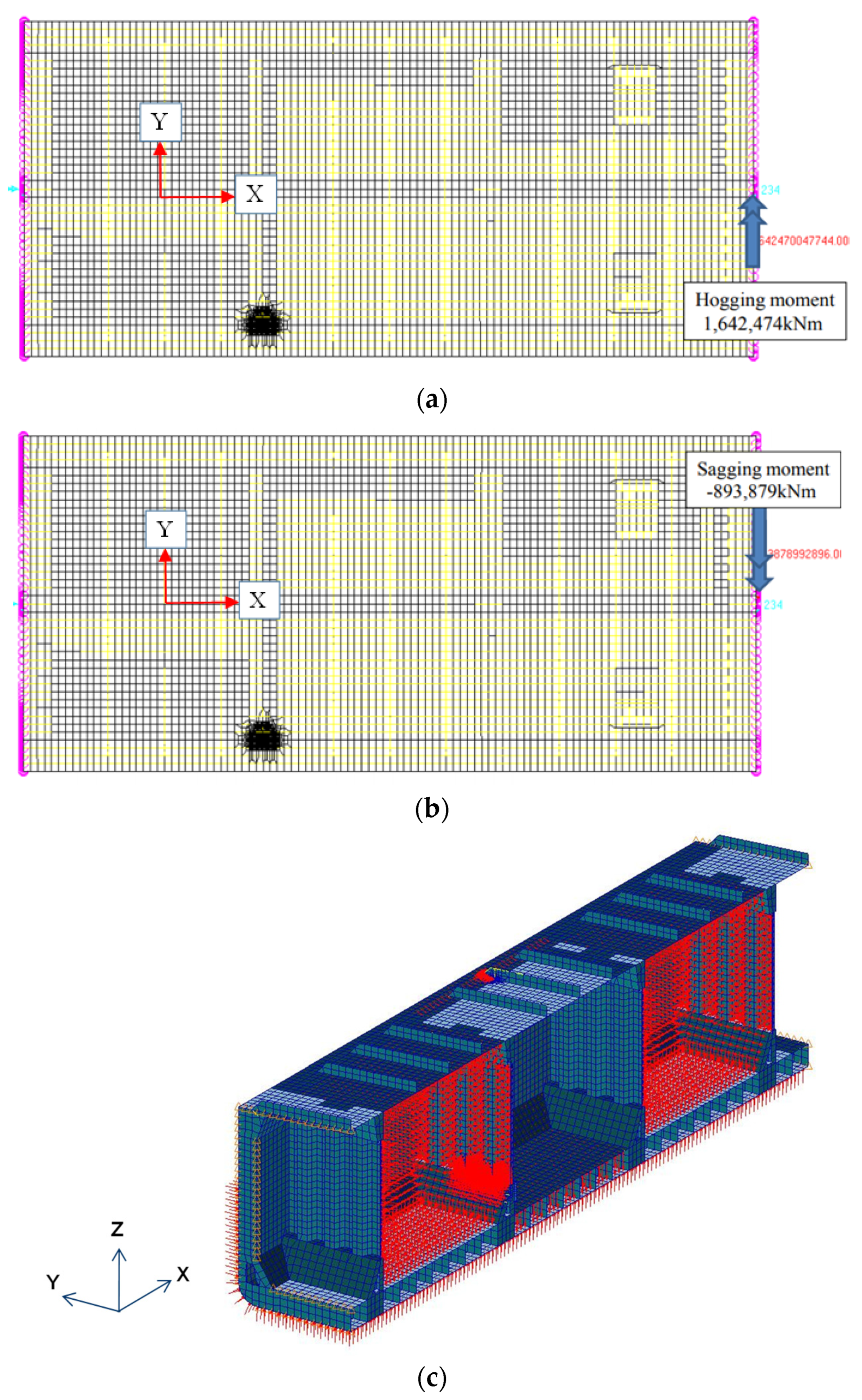
3.2. Boundary and Load Conditions
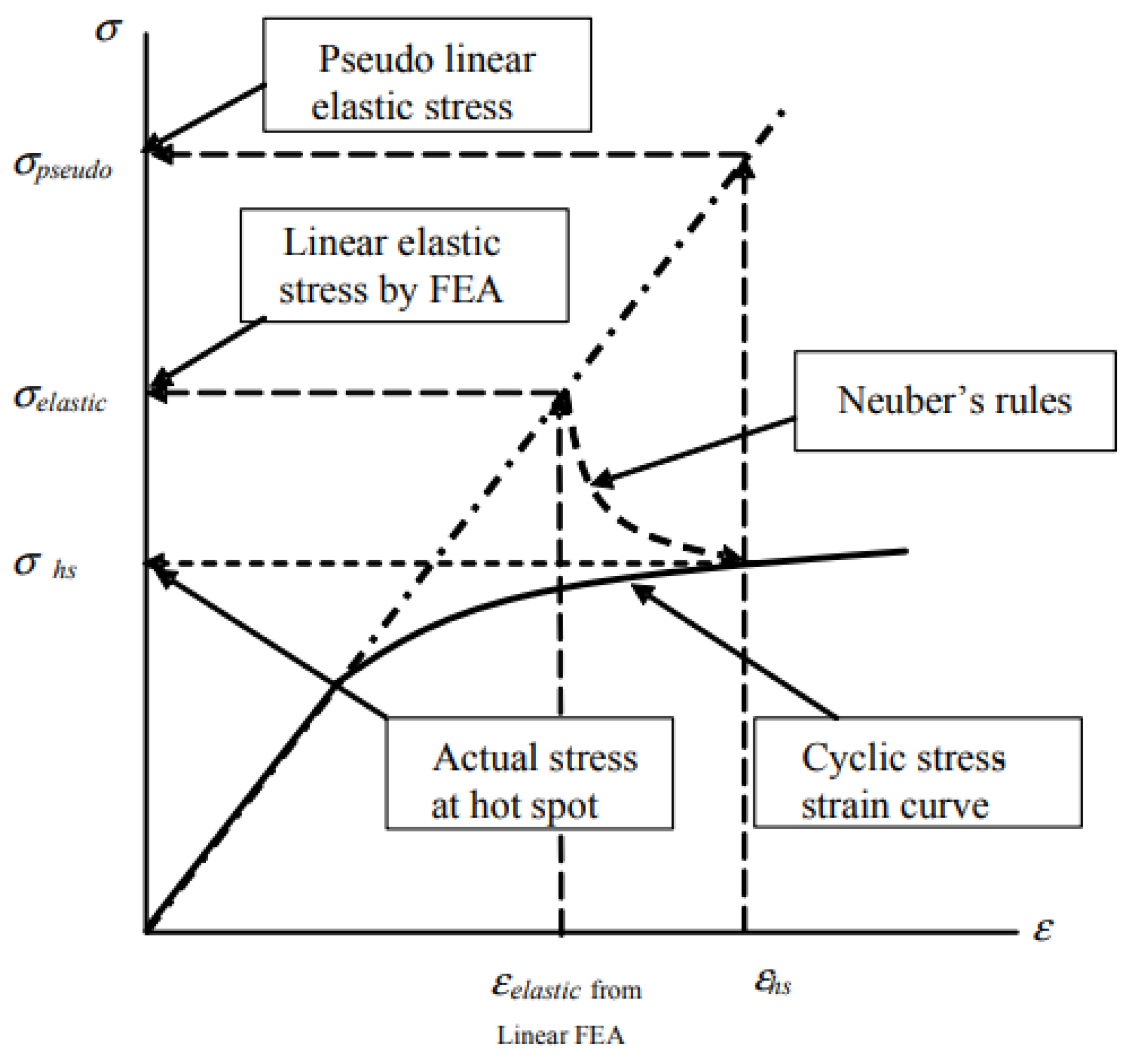
3.3. Plastic Strain Calculation
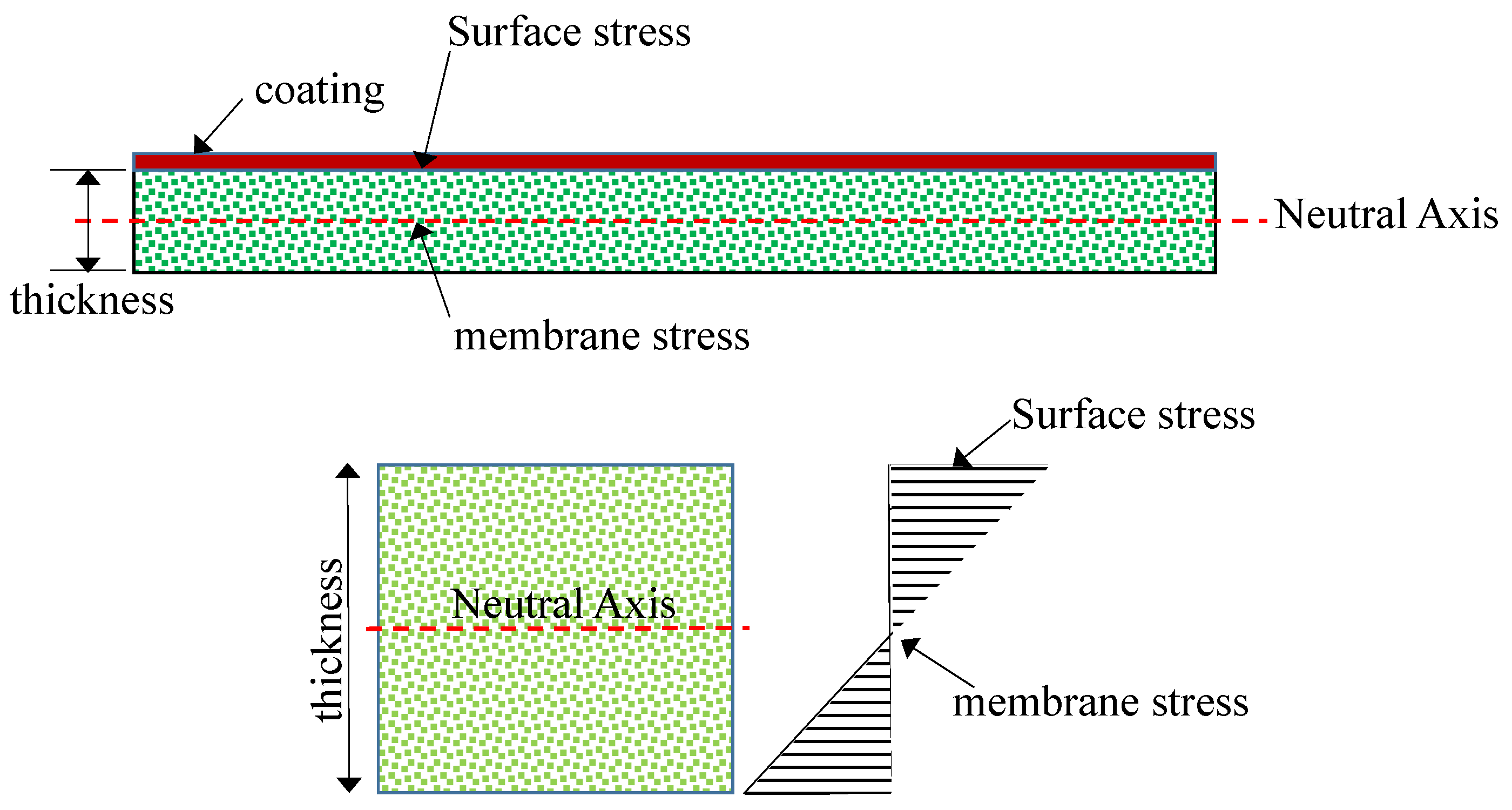
3.4. Principal Stress Calculation
4. Results and Discussion
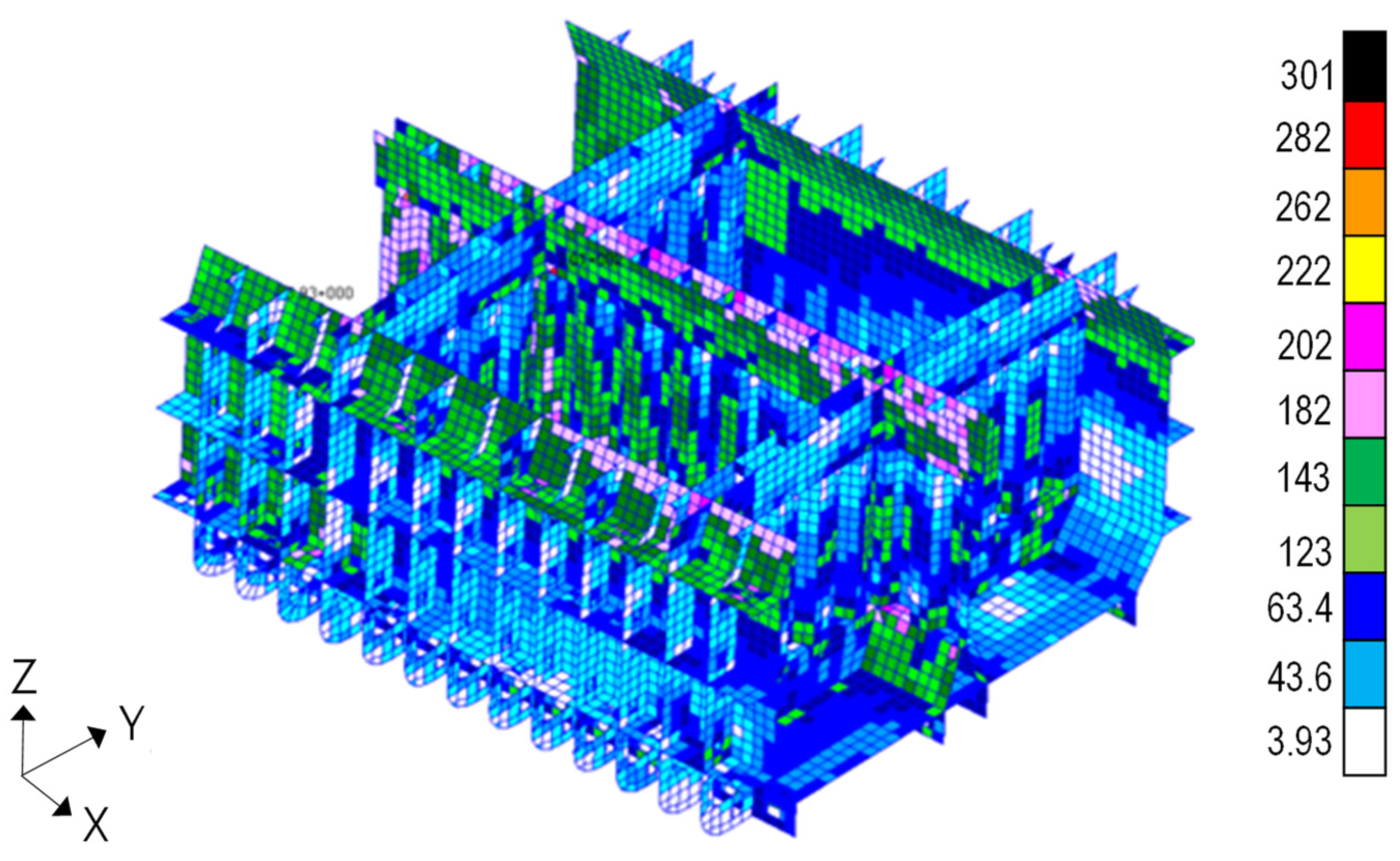
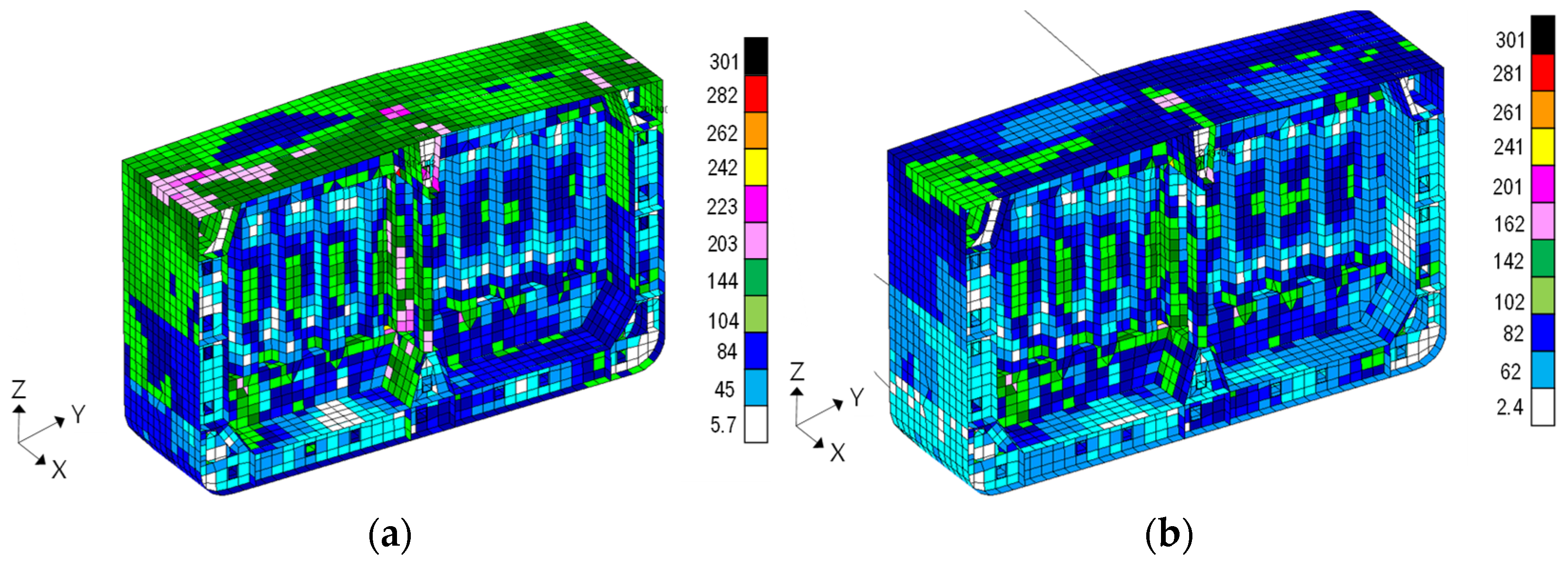
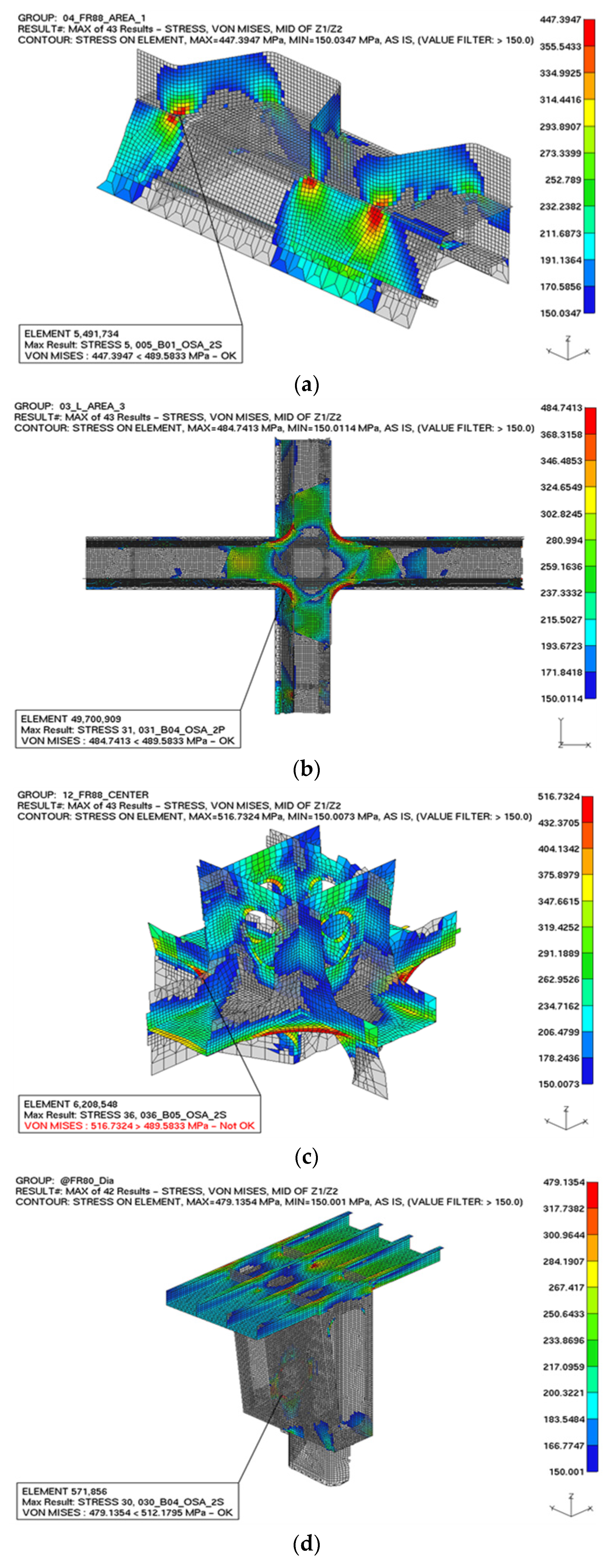
4.1. Global FE Analysis
4.2. Acceptable Criteria
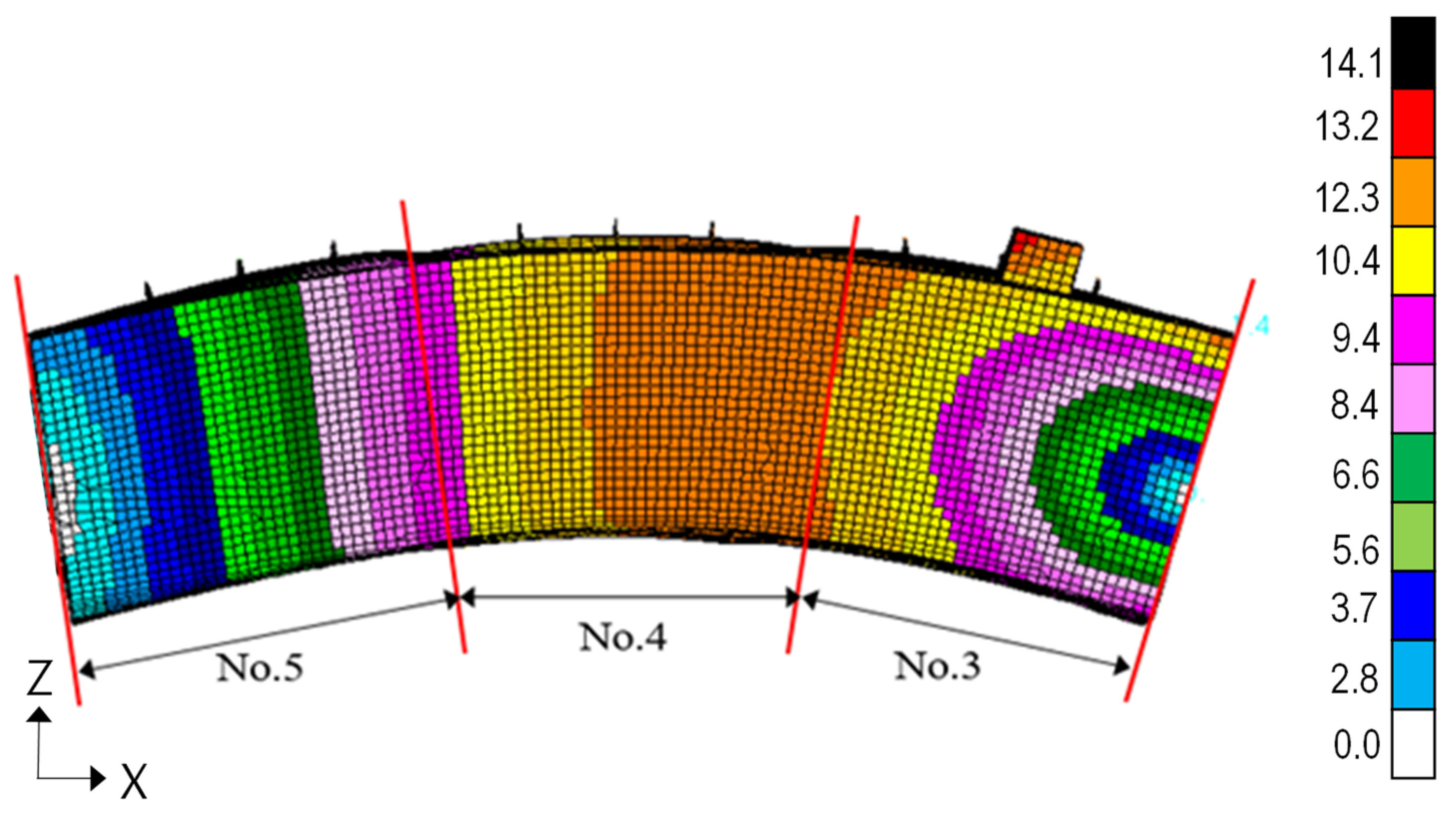
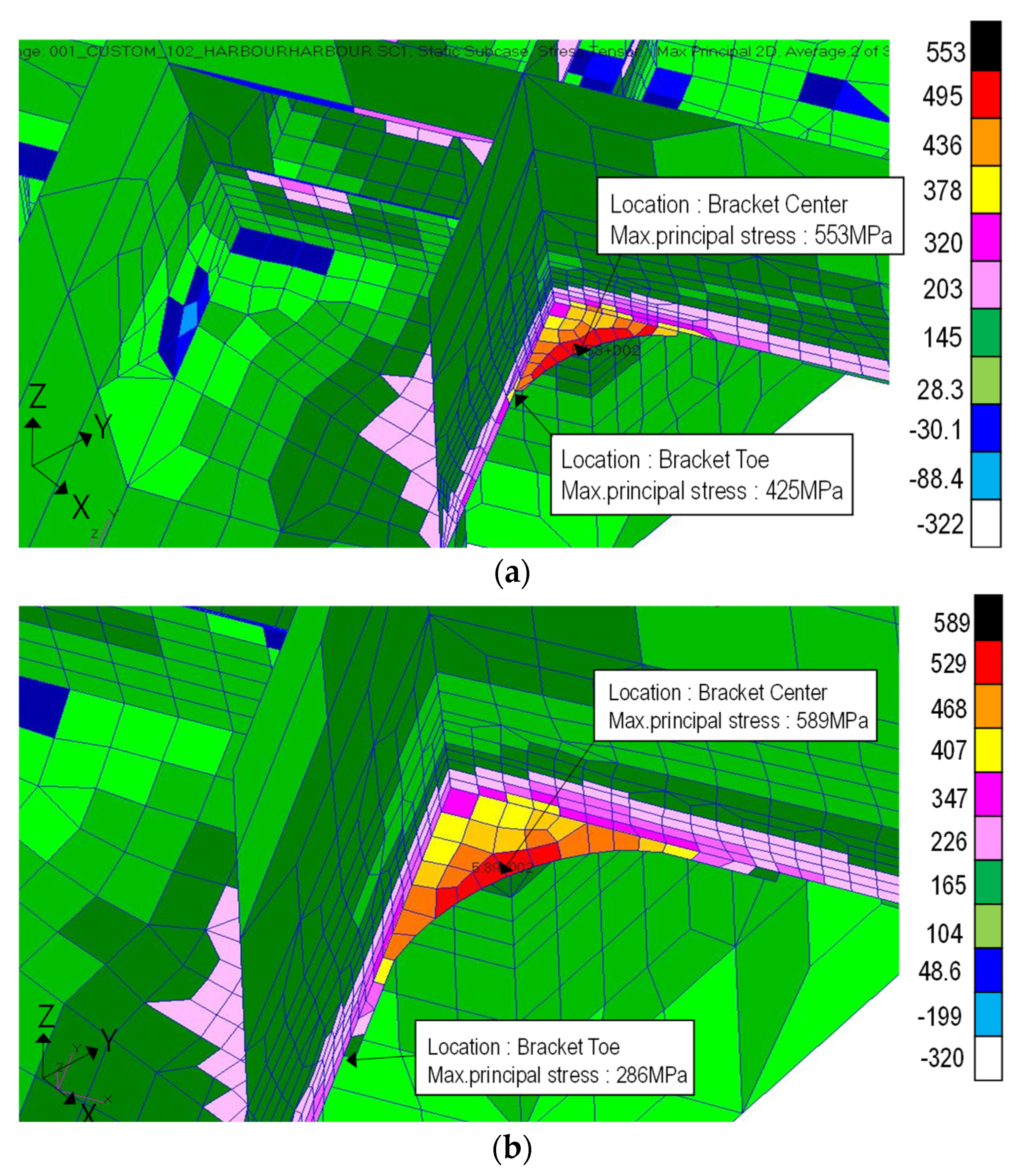
4.3. Detail FE Analysis for Coating Cracking
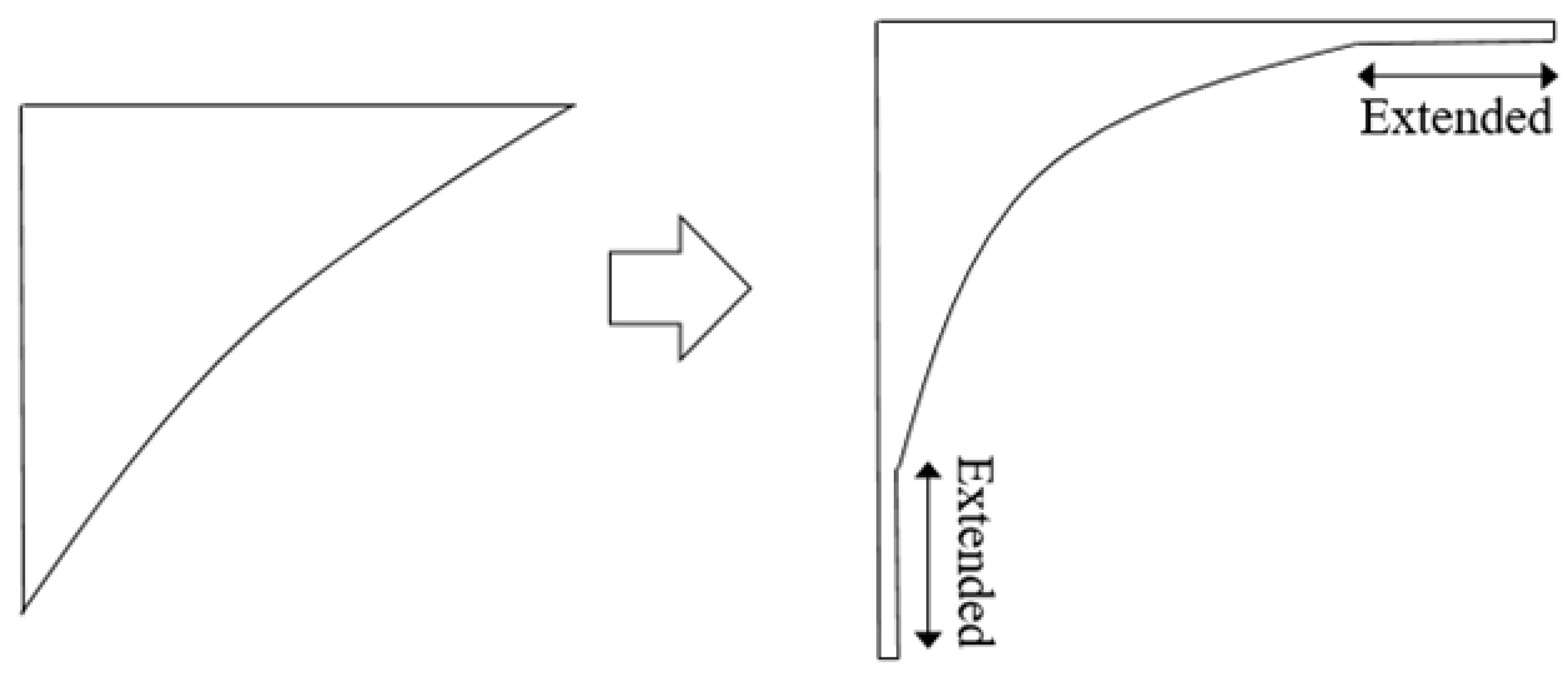
4.4. Alternatives for Anti-Coating Crack
5. Conclusions and Future Works
- (1).
- The coating strain must be applied with a very small mesh size; the first step should be calculation of the principal stress, which should then be converted into plastic strain at the critical locations;
- (2).
- The governing load of coating cracking is caused by structural deformation, and cracks can be prevented when this phenomenon is accurately determined; and
- (3).
- When the bracket shape is changed, the probability of coating cracking can be reduced; grinding of the weld bead is also helpful to prevent coating cracking.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Ma, S.; Mahfuz, H. Finite element simulation of composite ship structures with fluid structure interaction. Ocean. Eng. 2012, 52, 52–59. [Google Scholar] [CrossRef]
- Tanny, T.T.; Akter, N.; Amin, O.M. Finite Element Analysis of Container Ship’s Cargo Hold Using ANSYS and POSEIDON Software. AIP Conf. Proc. 2017, 1919, 020012. [Google Scholar]
- Silva-Campillo, A.; Pérez-Arribas, F. Effect of the Torsion Box Dimensions on Local Stress Distribution and Fatigue Strength Assessment of a Container Ship. J. Mar. Sci. Eng. 2022, 10, 1172. [Google Scholar] [CrossRef]
- Gardiner, C.P.; Melchers, R.E. Corrosion Analysis of Bulk Carriers, Part 1: Operational Parameters Influencing Corrosion Rates. Mar. Struct. 2003, 16, 547–566. [Google Scholar] [CrossRef]
- Lee, H.I.; Baek, K.K.; Lee, C.H. Corrosion Issues of Heating Coil Units in the Cargo Hold of Commercial Large Vessels—Stainless Steel and Aluminium Brass Tube Materials. Int. Conf. Corros. 2004, 2004, 54–60. [Google Scholar]
- Nakai, T.; Matsushita, H.; Yamamoto, N.; Arai, H. Effect of Pitting Corrosion on Local Strength of Hold Frames of Bulk Carriers (1st Report). Mar. Struct. 2004, 17, 403–432. [Google Scholar] [CrossRef]
- Det Norske Veritas Germanischer Lloyd (DNVGL). Fatigue Assessment of Ship Structures; Classification Notes, 2014; No.30.7, Appendix. H: Low Cycle Fatigue; DNV-GL: Høvik, Norway, 2014; pp. 138–140. [Google Scholar]
- Kim, D.K.; Kim, H.B.; Zhang, X.; Li, C.G.; Paik, J.K. Ultimate Strength Performance of Tankers Associated with Industry Corrosion Addition Practice. Int. J. Nav. Archit. Ocean Eng. 2014, 6, 507–528. [Google Scholar] [CrossRef] [Green Version]
- America Bureau of Shipping (ABS). Guidance Notes, Maintenance and Repair of Protective Coatings, Sec. 3.; ABS: Houston, TX, USA, 2017; pp. 5–25. [Google Scholar]
- International Association of Classification Societies (IACS). Common Structural Rules for Bulk Carriers and Oil Tankers, Sec. 3.; IACS Req.: Hamburg, Germany, 2020; pp. 798–822. [Google Scholar]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Structural Component | Yield Factor |
|---|---|
| Plate and primary supporting member | 1.0→(S + D) 0.8 (S) |
| Corrugated bulkhead and supporting member | 0.9→(S + D) 0.7 (S) |
| Structural Component | Coating Strain (%) | RISK Index |
|---|---|---|
| Deck transverse web | 0.33 | Medium |
| Lower stool–bracket | 0.40 | Medium |
| Longi. bottom shell | 0.11 | Low |
| Trans. corrugated BHD | 0.10 | Low |
| Upper stool–bracket | 0.41 | Medium |
| Upper stool bottom | 0.75 | Medium |
| Ceiling–upper stool top | 0.34 | Medium |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yi, M.-S.; Seo, K.-C.; Park, J.-S. Study on the Root Causes and Prevention of Coating Cracks in the Cargo Hold of a Product Carrier. Metals 2022, 12, 1688. https://doi.org/10.3390/met12101688
Yi M-S, Seo K-C, Park J-S. Study on the Root Causes and Prevention of Coating Cracks in the Cargo Hold of a Product Carrier. Metals. 2022; 12(10):1688. https://doi.org/10.3390/met12101688
Chicago/Turabian StyleYi, Myung-Su, Kwang-Cheol Seo, and Joo-Shin Park. 2022. "Study on the Root Causes and Prevention of Coating Cracks in the Cargo Hold of a Product Carrier" Metals 12, no. 10: 1688. https://doi.org/10.3390/met12101688