
Heat Treatment Design for a QP Steel: Effect of Partitioning Temperature


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
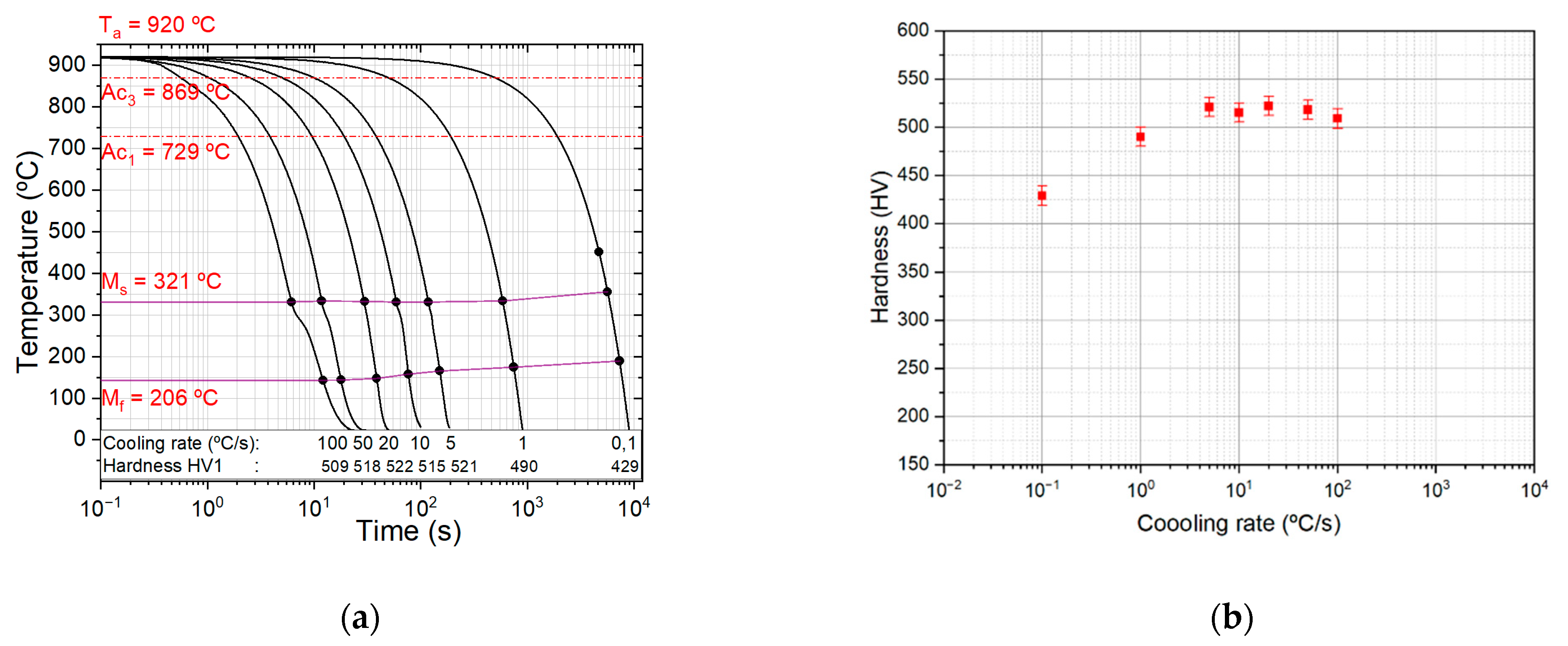
3.1. Dilatometric Study
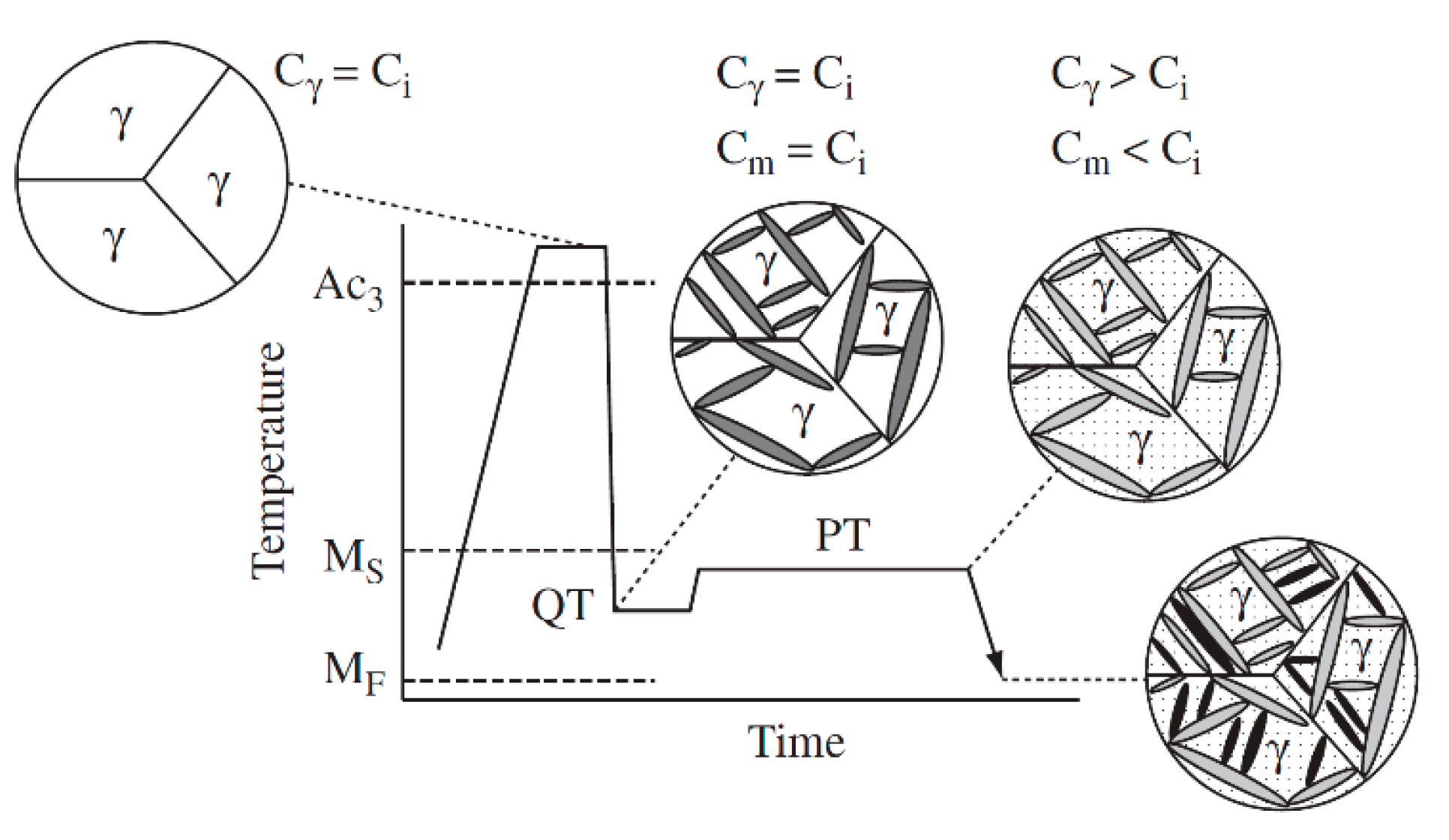
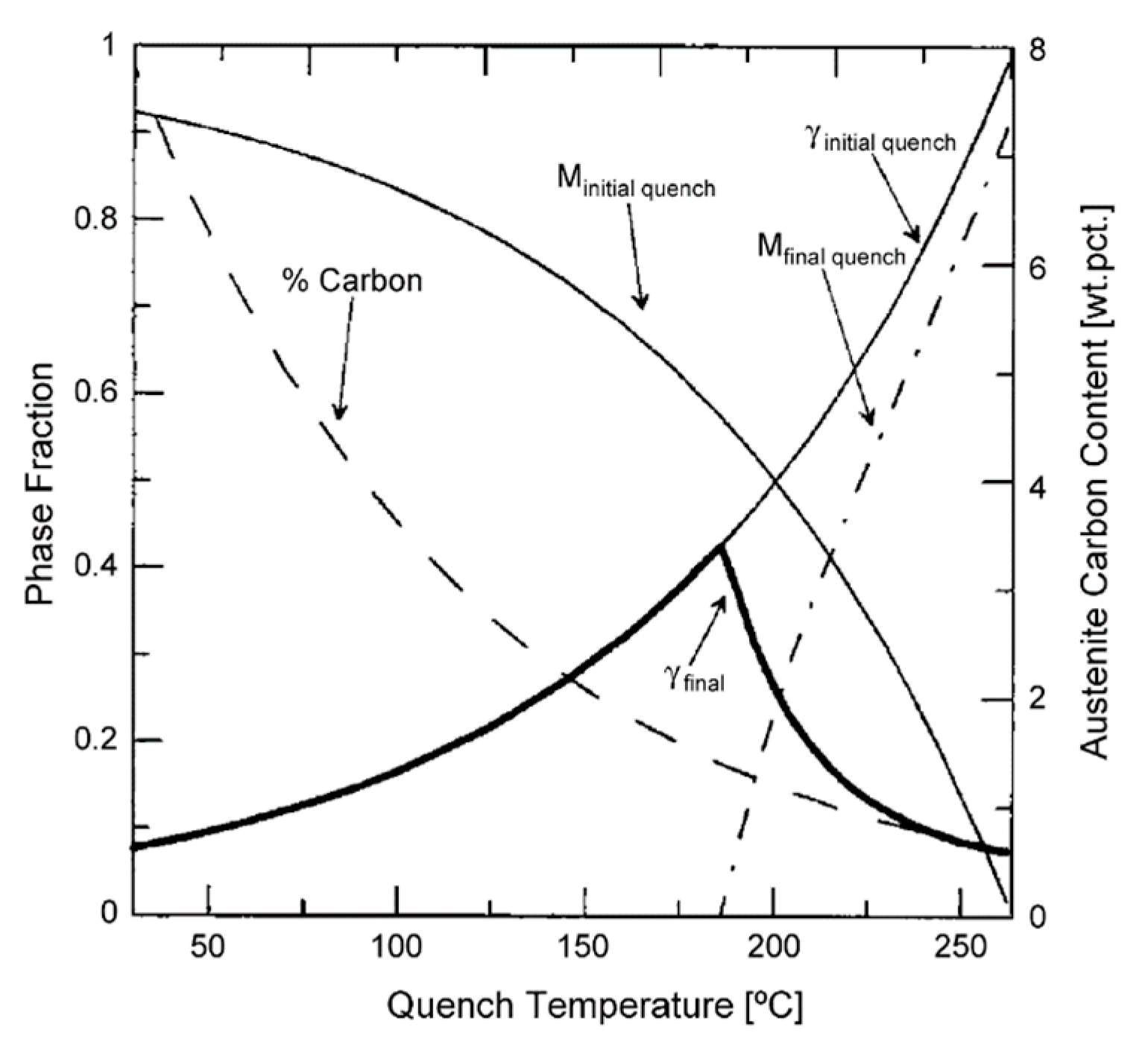
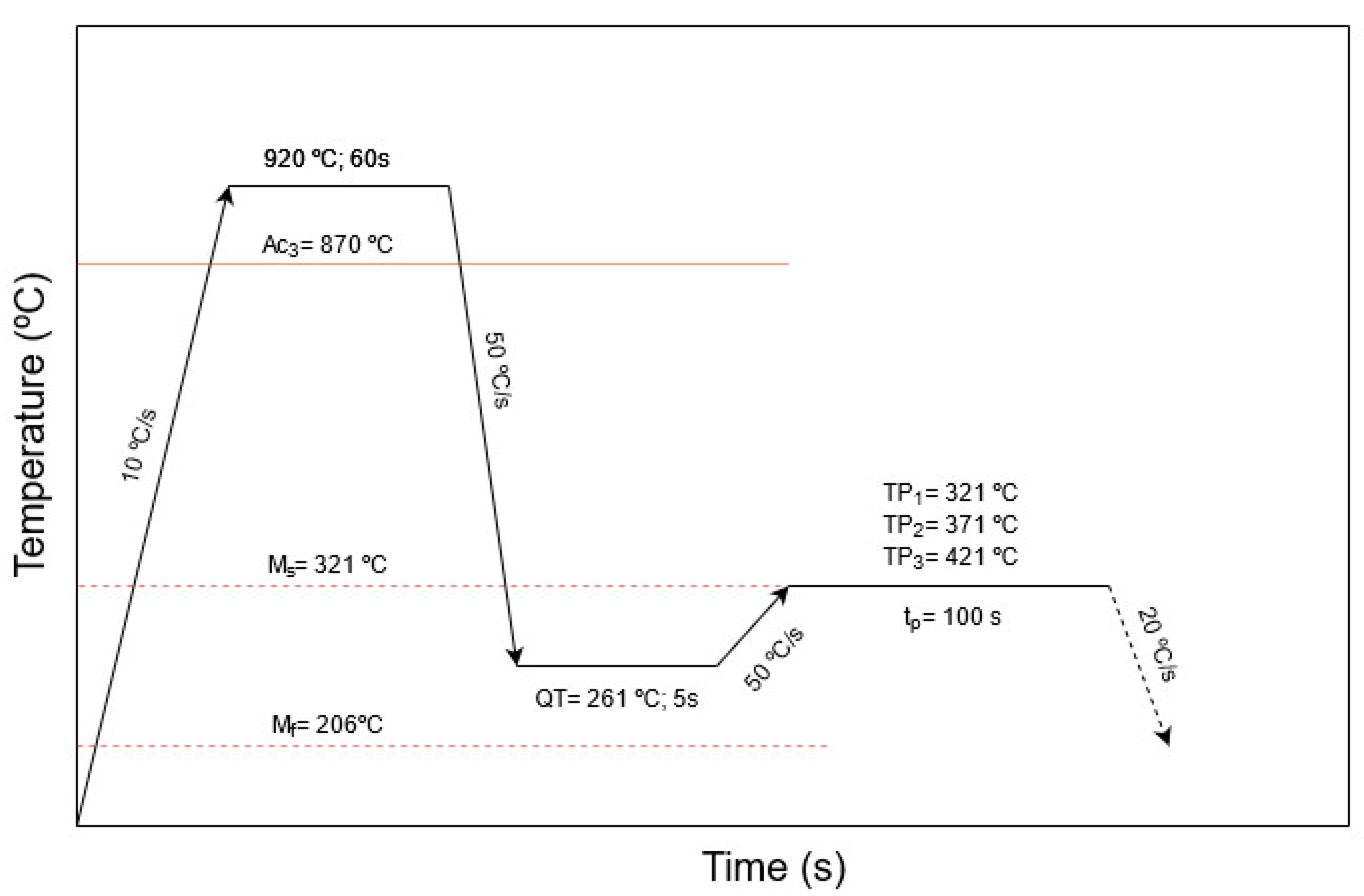
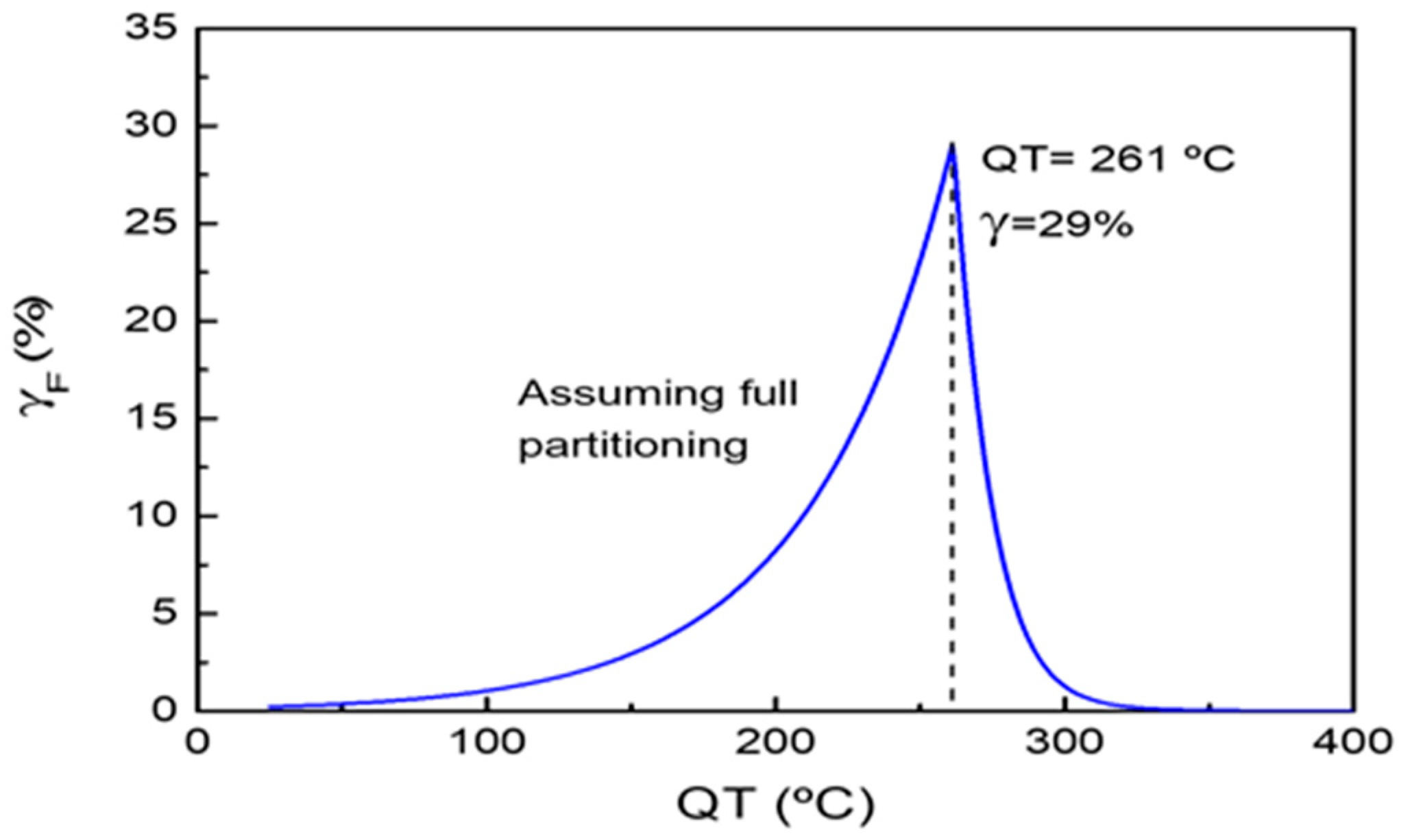
3.2. QP Model Simulation
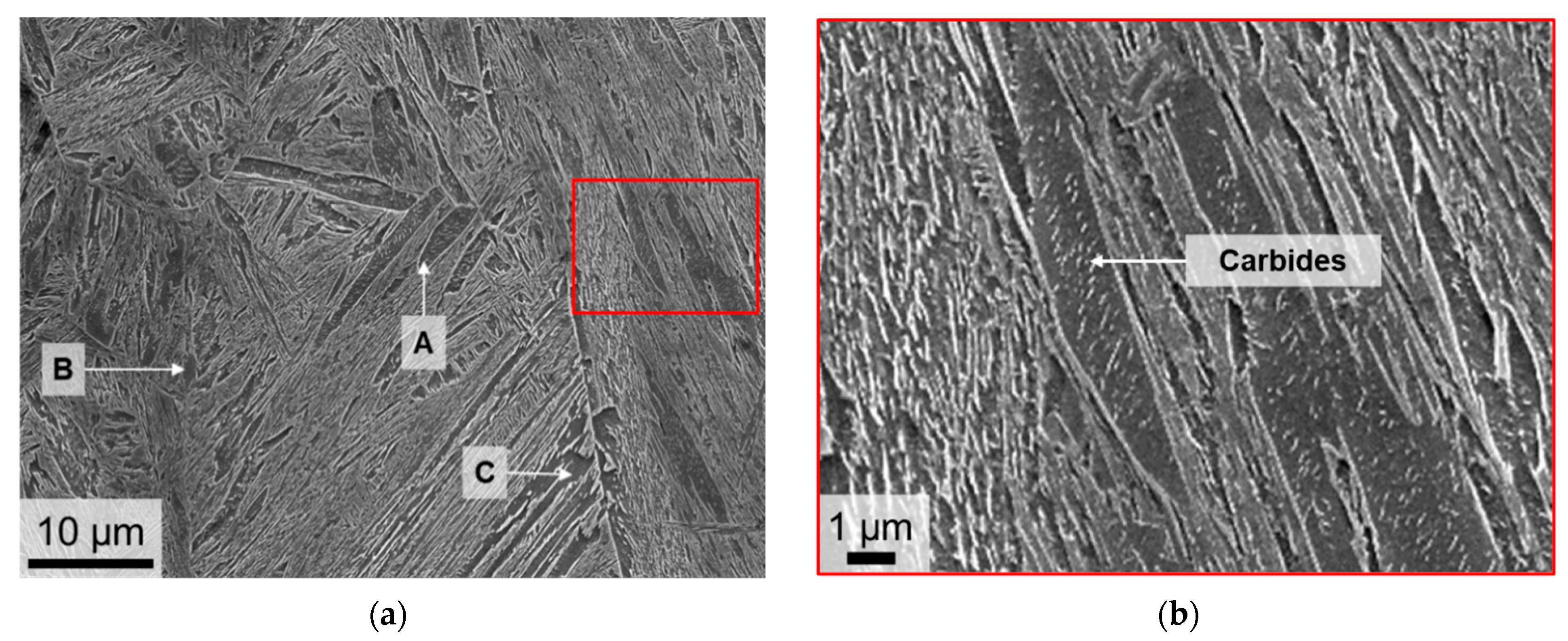
3.3. Microstructural Characterization of the As-Received Condition
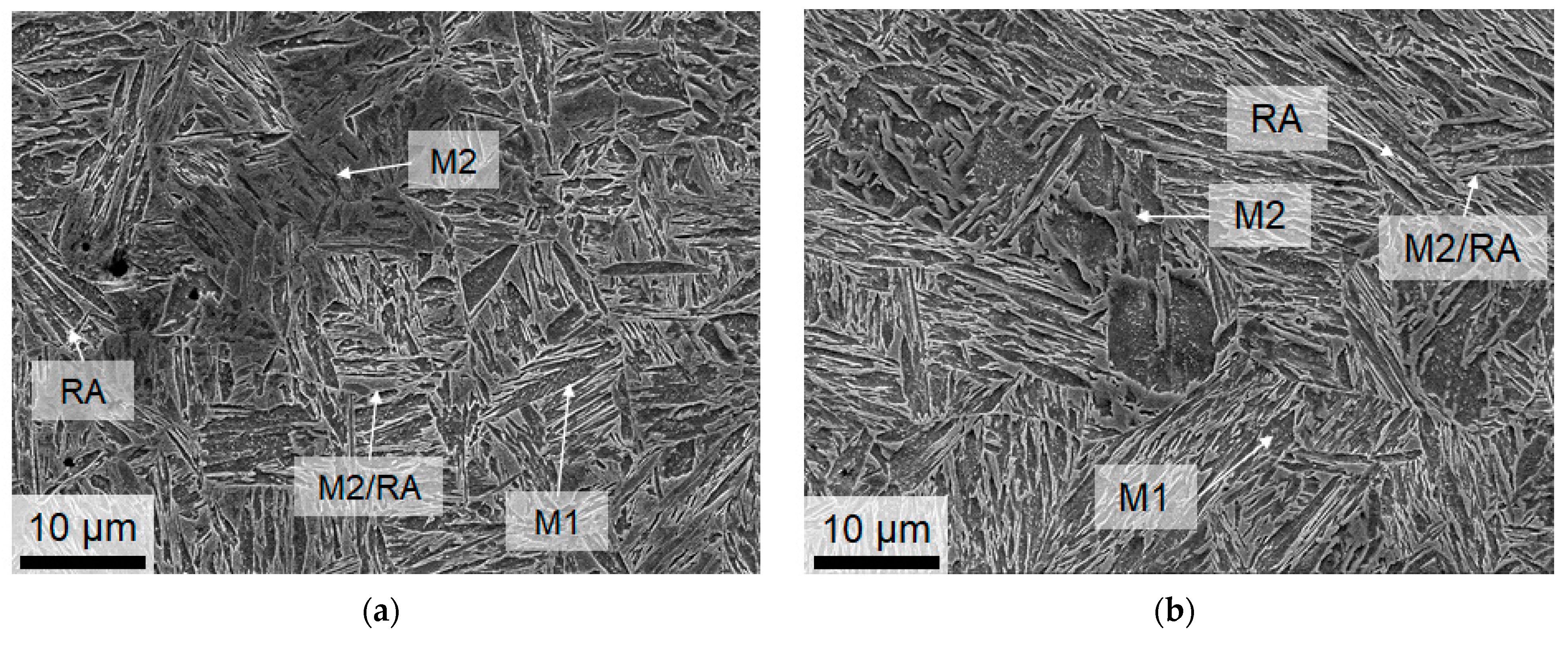
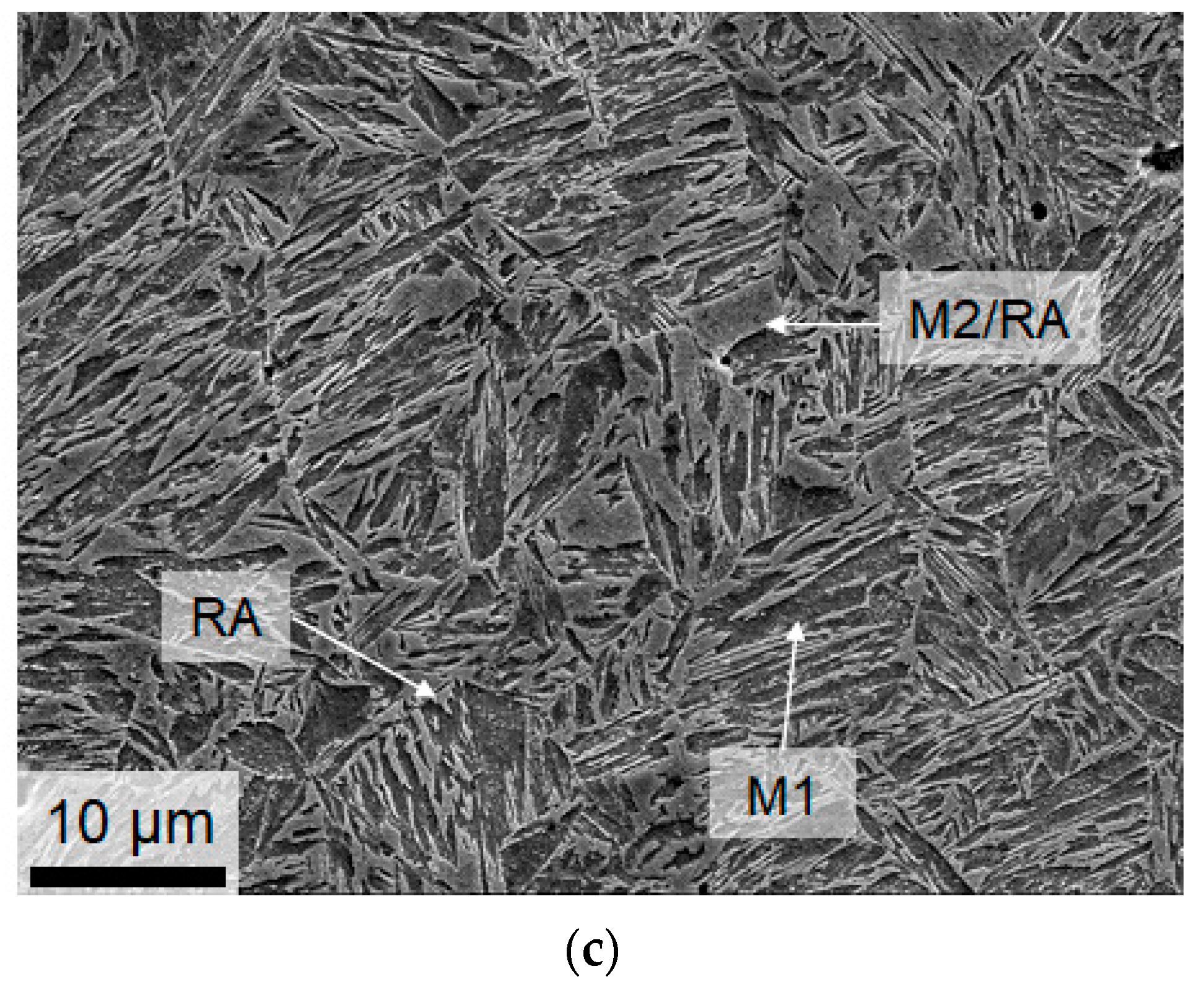
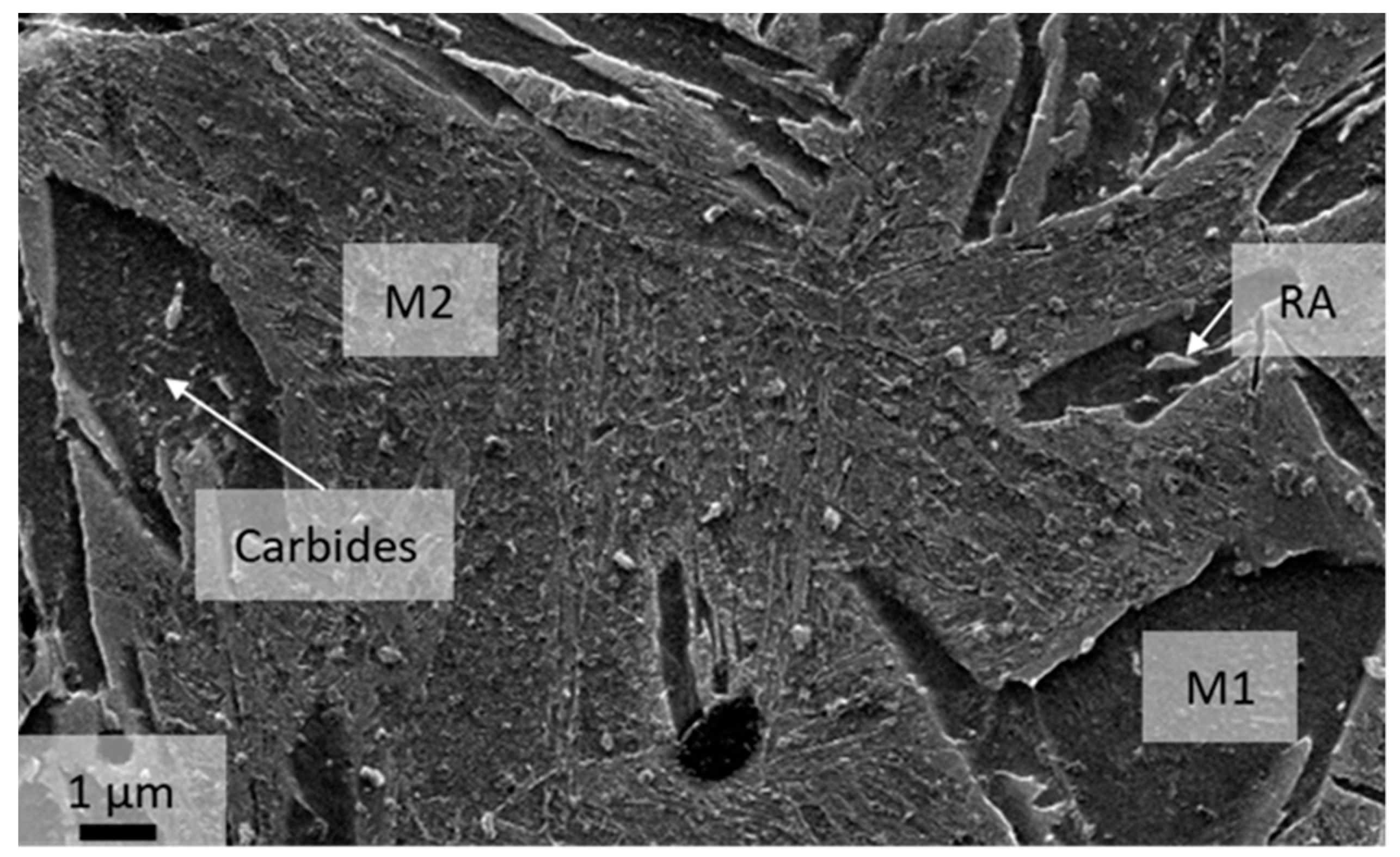
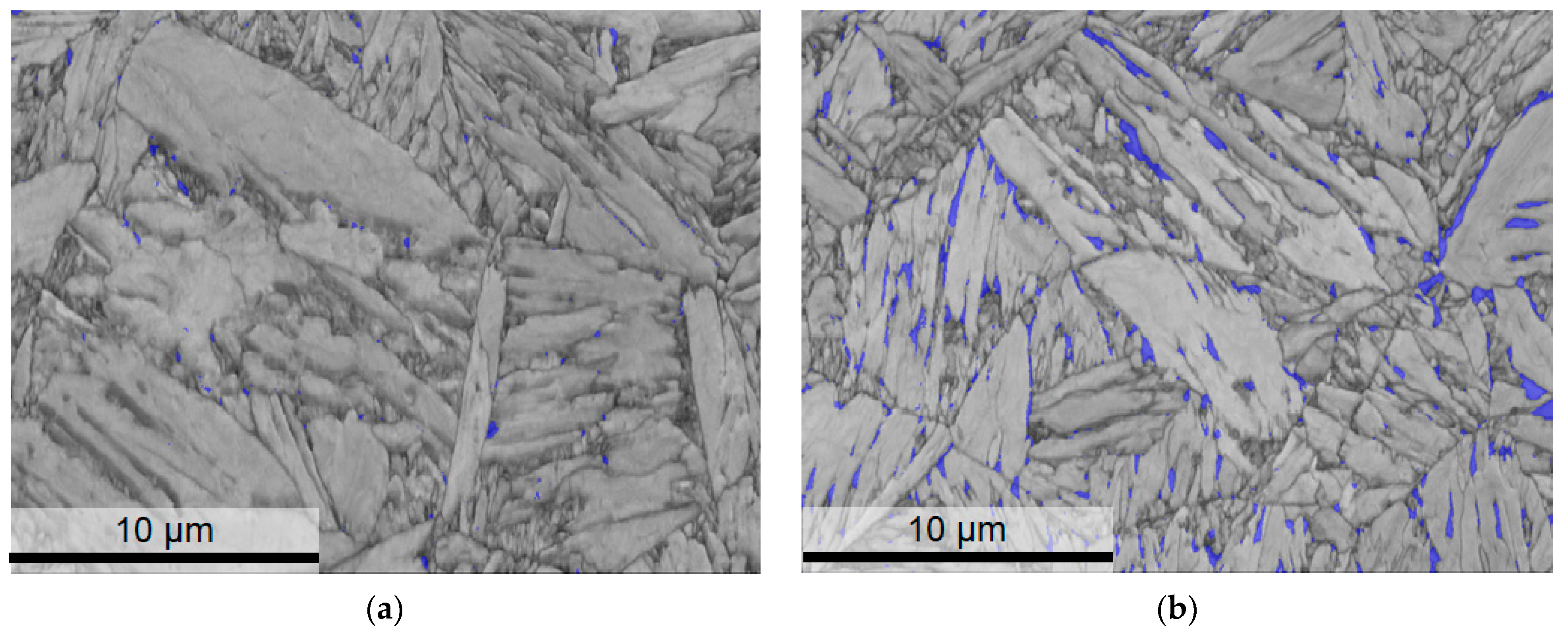
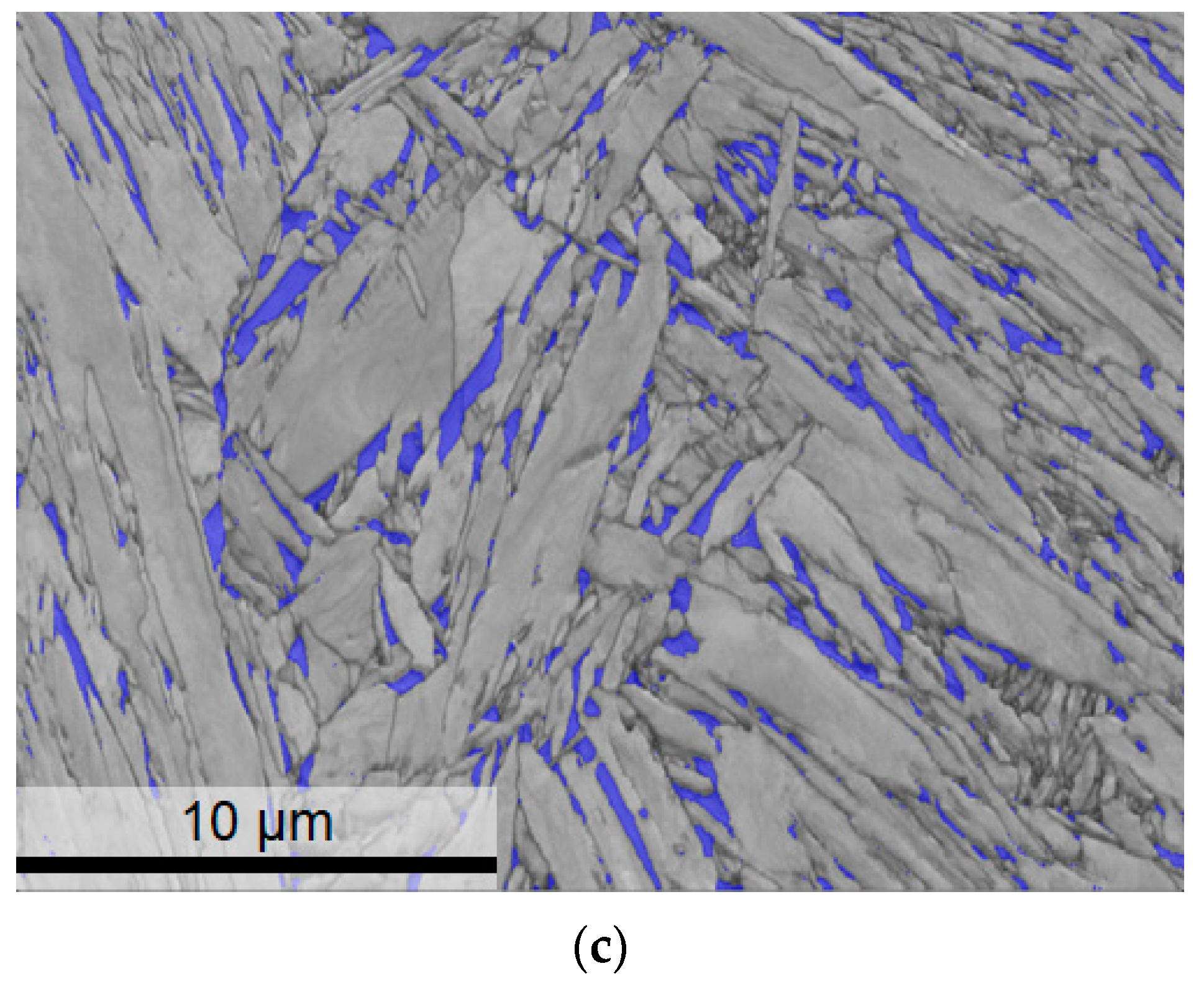
3.4. Microstructural Characterization after the QP Process
4. Conclusions
- Low fractions of retained austenite were measured at QP in all conditions in comparison with the one estimated by the theoretical model. This difference is explained in terms of the formation of secondary phases and carbide precipitation.
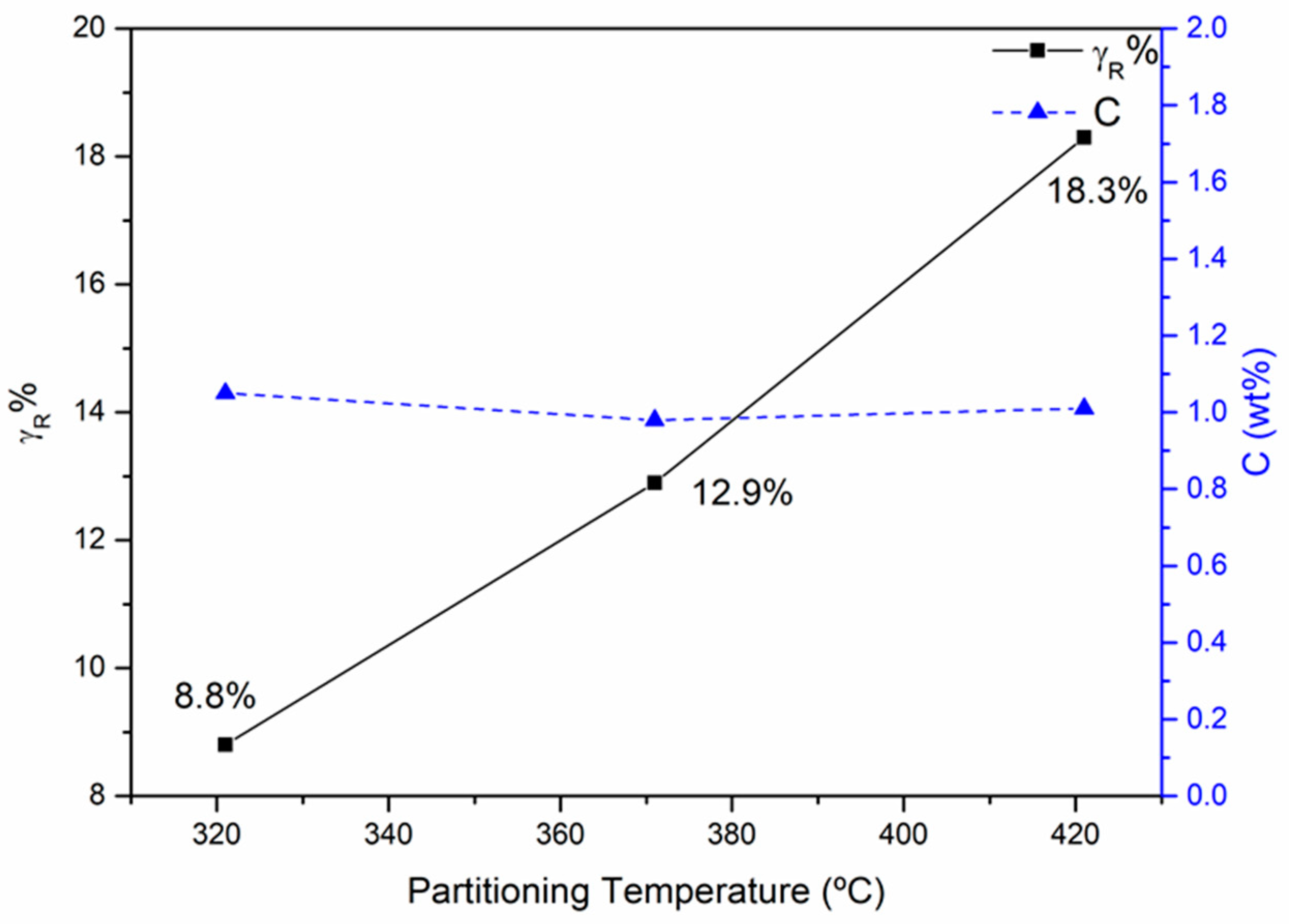
- QP-421 displays the highest fraction of retained austenite of 18.3%. These results are still below the estimated RA by the Speers model (29%).
- The increment in partitioning temperature shows a significant increment in RA, from 8.8 to 18.3%, in the QP process measured by XRD.
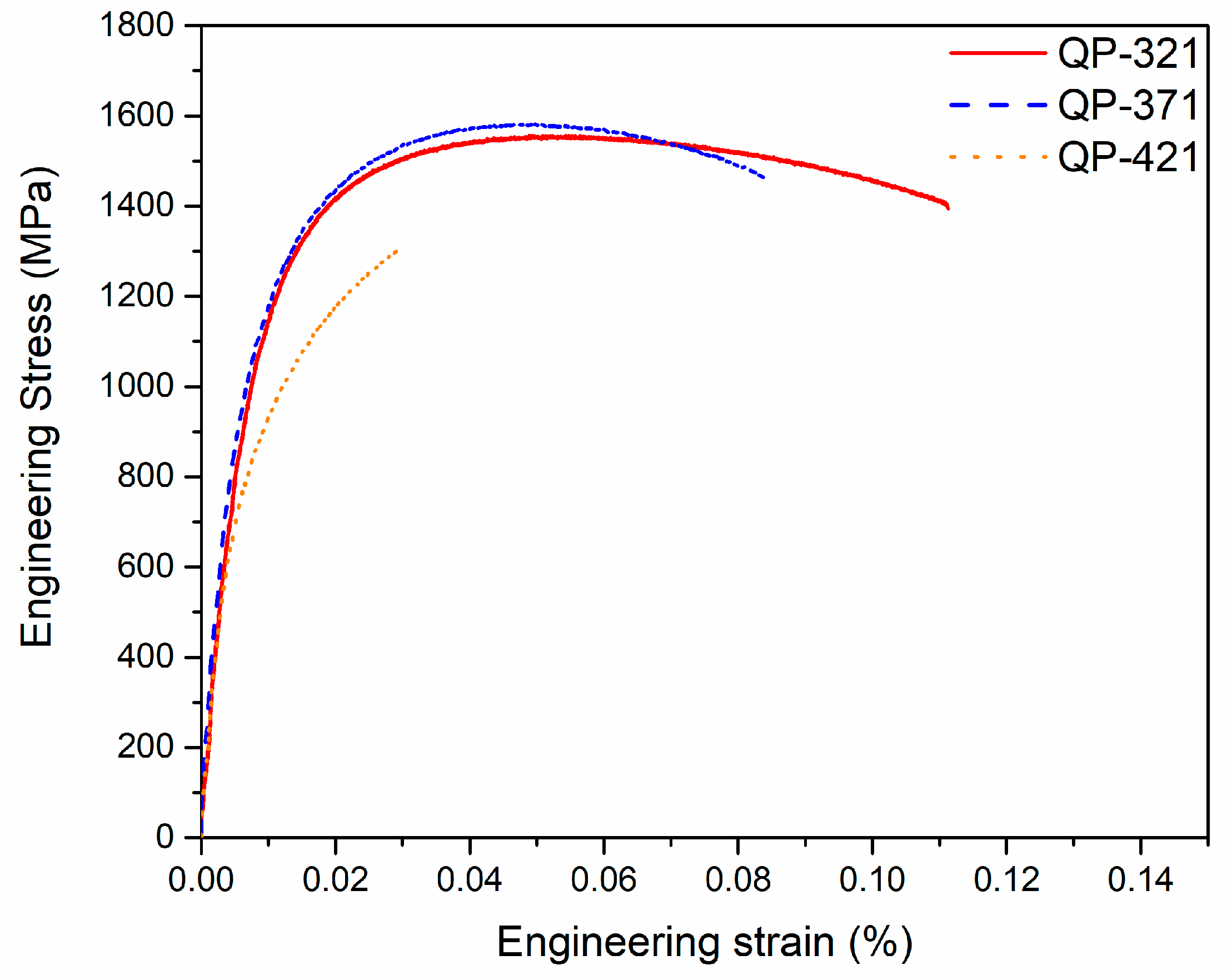
- High mechanical properties were observed due to the presence of tempered and fresh martensite. The work-hardening exponent increased in conditions with a higher RA fraction. However, improvement in ductility in terms of elongation was not evidenced at increasing RA fractions. In other words, although RA increments are in principle beneficial for formability, elongation is penalized with a large amount of fresh martensite. According to the results, the optimum QP treatment would correspond to the QP-321 condition that shows a more homogeneous microstructure, with a total amount of finely distributed RA close to 8.8% (after XRD measurements).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fonstein, N. Advanced high strength sheet steels. In Advanced High Strength Sheet Steels; Springer: Berlin/Heidelberg, Germany, 2015; pp. 12–16. [Google Scholar]
- Speer, J.G.; Streicher, A.M.; Matlock, D.K.; Rizzo, F.; Krauss, G. Quenching and partitioning: A fundamentally new process to create high strength trip sheet microstructures. In Proceedings of the A Symposium on the Thermodynamics, Kinetics, Characterization and Modeling of Austenite Formation and Decomposition Held at the Materials Science & Technology, Chicago, IL, USA, 9–12 November 2003; pp. 505–522. [Google Scholar]
- Speer, J.G.; De Moor, E.; Findley, K.; Matlock, D.K.; De Cooman, B.C.; Edmonds, D.V. Analysis of Microstructure Evolution in Quenching and Partitioning Automotive Sheet Steel. Met. Mater. Trans. A 2011, 42, 3591–3601. [Google Scholar] [CrossRef]
- Ayenampudi, S.; Celada-Casero, C.; Sietsma, J.; Santofimia, M. Microstructure evolution during high-temperature partitioning of a medium-Mn quenching and partitioning steel. Materials 2019, 8, 100492. [Google Scholar] [CrossRef]
- Edmonds, D.; He, K.; Rizzo, F.; De Cooman, B.; Matlock, D.; Speer, J. Quenching and partitioning martensite—A novel steel heat treatment. Mater. Sci. Eng. A 2006, 438–440, 25–34. [Google Scholar] [CrossRef]
- Wang, L.; Speer, J.G. Quenching and Partitioning Steel Heat Treatment. Met. Microstruct. Anal. 2013, 2, 268–281. [Google Scholar] [CrossRef] [Green Version]
- Santofimia, M.; Zhao, L.; Petrov, R.; Kwakernaak, C.; Sloof, W.; Sietsma, J. Microstructural development during the quenching and partitioning process in a newly designed low-carbon steel. Acta Mater. 2011, 59, 6059–6068. [Google Scholar] [CrossRef]
- Jiang, H.-T.; Zhuang, B.-T.; Duan, X.-G.; Wu, Y.-X.; Cai, Z.-X. Element distribution and diffusion behavior in Q&P steel during partitioning. Int. J. Miner. Met. Mater. 2013, 20, 1050–1059. [Google Scholar] [CrossRef]
- Speer, J.G.; Assunção, F.C.R.; Matlock, D.K.; Edmonds, D.V. The “quenching and partitioning” process: Background and recent progress. Mater. Res. 2005, 8, 417–423. [Google Scholar] [CrossRef] [Green Version]
- De Knijf, D.; Petrov, R.; Föjer, C.; Kestens, L.A. Effect of fresh martensite on the stability of retained austenite in quenching and partitioning steel. Mater. Sci. Eng. A 2014, 615, 107–115. [Google Scholar] [CrossRef]
- Tsuchiyama, T.; Tobata, J.; Tao, T.; Nakada, N.; Takaki, S. Quenching and partitioning treatment of a low-carbon martensitic stainless steel. Mater. Sci. Eng. A 2012, 532, 585–592. [Google Scholar] [CrossRef]
- Hidalgo, J.; Celada-Casero, C.; Santofimia, M. Fracture mechanisms and microstructure in a medium Mn quenching and partitioning steel exhibiting macrosegregation. Mater. Sci. Eng. A 2019, 754, 766–777. [Google Scholar] [CrossRef]
- De Avillez, R.R.; da Costa e Silva, A.L.V.; Martins, A.R.F.A.; Assunção, F.C.R. The effect of alloying elements on constrained carbon equilibrium due to a quench and partition process. Int. J. Mater. Res. 2008, 99, 1280–1284. [Google Scholar] [CrossRef]
- Seo, E.J.; Cho, L.; De Cooman, B.C. Kinetics of the partitioning of carbon and substitutional alloying elements during quenching and partitioning (Q&P) processing of medium Mn steel. Acta Mater. 2016, 107, 354–365. [Google Scholar] [CrossRef]
- Speer, J.; Matlock, D.K.; De Cooman, B.C.; Schroth, J.G. Carbon partitioning into austenite after martensite transformation. Acta Mater. 2003, 51, 2611–2622. [Google Scholar] [CrossRef]
- Hou, Z.R.; Zhao, X.M.; Zhang, W.; Liu, H.L.; Yi, H.L. A medium manganese steel designed for water quenching and partitioning. Mater. Sci. Technol. 2018, 34, 1168–1175. [Google Scholar] [CrossRef]
- Lee, S.; Lee, S.-J.; De Cooman, B.C. Austenite stability of ultrafine-grained transformation-induced plasticity steel with Mn partitioning. Scr. Mater. 2011, 65, 225–228. [Google Scholar] [CrossRef]
- De Moor, E.; Matlock, D.K.; Speer, J.G.; Merwin, M.J. Austenite stabilization through manganese enrichment. Scr. Mater. 2011, 64, 185–188. [Google Scholar] [CrossRef]
- De Moor, E.; Kang, S.; Speer, J.G.; Matlock, D.K. Manganese diffusion in third generation advanced high strength steels. In Proceedings of the International Conference on Mining, Materials and Metallurgical Engineering, Prague, Czech Republic, 11–12 August 2011; pp. 1–7. [Google Scholar]
- Lee, S.-J.; Lee, S.; De Cooman, B.C. Mn partitioning during the intercritical annealing of ultrafine-grained 6% Mn transformation-induced plasticity steel. Scr. Mater. 2011, 64, 649–652. [Google Scholar] [CrossRef]
- Lee, S.; De Cooman, B.C. On the Selection of the Optimal Intercritical Annealing Temperature for Medium Mn TRIP Steel. Met. Mater. Trans. A 2013, 44, 5018–5024. [Google Scholar] [CrossRef] [Green Version]
- Jirková, H.; Kučerová, L.; Mašek, B. Effect of Quenching and Partitioning Temperatures in the Q-P Process on the Properties of AHSS with Various Amounts of Manganese and Silicon. Mater. Sci. Forum 2012, 706–709, 2734–2739. [Google Scholar] [CrossRef] [Green Version]
- Sun, J.; Yu, H. Microstructure development and mechanical properties of quenching and partitioning (Q&P) steel and an incorporation of hot-dipping galvanization during Q&P process. Mater. Sci. Eng. A 2013, 586, 100–107. [Google Scholar] [CrossRef]
- Santofimia, M.; Zhao, L.; Sietsma, J. Model for the interaction between interface migration and carbon diffusion during annealing of martensite–austenite microstructures in steels. Scr. Mater. 2008, 59, 159–162. [Google Scholar] [CrossRef]
- Clarke, A.; Speer, J.; Matlock, D.; Rizzo, F.; Edmonds, D.; Santofimia, M. Influence of carbon partitioning kinetics on final austenite fraction during quenching and partitioning. Scr. Mater. 2009, 61, 149–152. [Google Scholar] [CrossRef] [Green Version]
- Clarke, A.; Speer, J.; Miller, M.; Hackenberg, R.; Edmonds, D.; Matlock, D.; Rizzo, F.; Clarke, K.; De Moor, E. Carbon partitioning to austenite from martensite or bainite during the quench and partition (Q&P) process: A critical assessment. Acta Mater. 2008, 56, 16–22. [Google Scholar] [CrossRef]
- Koistinen, D.; Marburger, R. A general equation prescribing the extent of the austenite-martensite transformation in pure iron-carbon alloys and plain carbon steels. Acta Met. 1959, 7, 59–60. [Google Scholar] [CrossRef]
- Van Bohemen, S.M.C. Bainite and martensite start temperature calculated with exponential carbon dependence. Mater. Sci. Technol. 2012, 28, 487–495. [Google Scholar] [CrossRef]
- De Diego-Calderón, I.; De Knijf, D.; Molina-Aldareguia, J.M.; Sabirov, I.; Föjer, C.; Petrov, R. Effect of Q&P parameters on microstructure development and mechanical behaviour of Q&P steels. Rev. Met. 2015, 51, e035. [Google Scholar] [CrossRef] [Green Version]
- Santofimia, M.; Zhao, L.; Petrov, R.; Sietsma, J. Characterization of the microstructure obtained by the quenching and partitioning process in a low-carbon steel. Mater. Charact. 2008, 59, 1758–1764. [Google Scholar] [CrossRef]
- Lutterotti, L.; Gialanella, S. X-ray diffraction characterization of heavily deformed metallic specimens. Acta Mater. 1998, 46, 101–110. [Google Scholar] [CrossRef]
- Cullity, B.D. Elements of X-ray Diffraction; Adison–Wesley Publishing: Boston, MA, USA, 1967. [Google Scholar]
- Lee, S.; De Cooman, B.C. Tensile Behavior of Intercritically Annealed 10 pct Mn Multi-phase Steel. Met. Mater. Trans. A 2013, 45, 709–716. [Google Scholar] [CrossRef] [Green Version]
- Fadel, A.; Gliŝić, D.; Radović, N.; Drobnjak, D. Influence of Cr, Mn and Mo Addition on Structure and Properties of V Microalloyed Medium Carbon Steels. J. Mater. Sci. Technol. 2012, 28, 1053–1058. [Google Scholar] [CrossRef]
- Caballero, F.; Santofimia, M.J.; Garcia-Mateo, C.; De Andrés, C.G. Time-Temperature-Transformation Diagram within the Bainitic Temperature Range in a Medium Carbon Steel. Mater. Trans. 2004, 45, 3272–3281. [Google Scholar] [CrossRef] [Green Version]
- Matsuda, H.; Mizuno, R.; Funakawa, Y.; Seto, K.; Matsuoka, S.; Tanaka, Y. Effects of auto-tempering behaviour of martensite on mechanical properties of ultra high strength steel sheets. J. Alloys Compd. 2013, 577, S661–S667. [Google Scholar] [CrossRef]
- Ramesh Babu, S.; Nyyssönen, T.; Jaskari, M.; Järvenpää, A.; Davis, T.P.; Pallaspuro, S.; Kömi, J.; Porter, D. Observations on the Relationship between Crystal Orientation and the Level of Auto-Tempering in an As-Quenched Martensitic Steel. Metals 2019, 9, 1255. [Google Scholar] [CrossRef] [Green Version]
- Navarro-López, A.; Hidalgo, J.; Sietsma, J.; Santofimia, M.J. Characterization of bainitic/martensitic structures formed in isothermal treatments below the Ms temperature. Mater. Charact. 2017, 128, 248–256. [Google Scholar] [CrossRef]
- Huyghe, P.; Malet, L.; Caruso, M.; Georges, C.; Godet, S. On the relationship between the multiphase microstructure and the mechanical properties of a 0.2C quenched and partitioned steel. Mater. Sci. Eng. A 2017, 701, 254–263. [Google Scholar] [CrossRef]
- HajyAkbary, F.; Sietsma, J.; Miyamoto, G.; Furuhara, T.; Santofimia, M.J. Interaction of carbon partitioning, carbide precipitation and bainite formation during the Q&P process in a low C steel. Acta Mater. 2016, 104, 72–83. [Google Scholar] [CrossRef]
- Celada-Casero, C.; Kwakernaak, C.; Sietsma, J.; Santofimia, M.J. The influence of the austenite grain size on the microstructural development during quenching and partitioning processing of a low-carbon steel. Mater. Des. 2019, 178, 107847. [Google Scholar] [CrossRef]
- HajyAkbary, F.; Sietsma, J.; Petrov, R.H.; Miyamoto, G.; Furuhara, T.; Santofimia, M.J. A quantitative investigation of the effect of Mn segregation on microstructural properties of quenching and partitioning steels. Scr. Mater. 2017, 137, 27–30. [Google Scholar] [CrossRef]
- Zhao, Z.Z.; Liang, J.H.; Zhao, A.M.; Liang, J.T.; Tang, D.; Gao, Y.P. Effects of the austenitizing temperature on the mechanical properties of cold-rolled medium-Mn steel system. J. Alloys Compd. 2017, 691, 51–59. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Kang, J.; Zhang, W.; Liu, D.; Wang, X.; Yuan, G.; Misra, R.; Wang, G. A novel phase transition behavior during dynamic partitioning and analysis of retained austenite in quenched and partitioned steels. Mater. Sci. Eng. A 2018, 710, 181–191. [Google Scholar] [CrossRef]
- Liu, L.; He, B.B.; Cheng, G.J.; Yen, H.W.; Huang, M.X. Optimum properties of quenching and partitioning steels achieved by balancing fraction and stability of retained austenite. Scr. Mater 2018, 150, 1–6. [Google Scholar] [CrossRef]
- Krauss, G. Steels: Processing, Structure, and Performance, 2nd ed.; ASM International, Metals Park: Russell Township, OH, USA, 2015. [Google Scholar]
- Dong, B.; Hou, T.; Zhou, W.; Zhang, G.; Wu, K. The Role of Retained Austenite and Its Carbon Concentration on Elongation of Low Temperature Bainitic Steels at Different Austenitising Temperature. Metals 2018, 8, 931. [Google Scholar] [CrossRef] [Green Version]
- Zhang, L.; Wang, C.-Y.; Lu, H.-C.; Cao, W.-Q.; Wang, C.; Dong, H.; Chen, L. Austenite transformation and work hardening of medium manganese steel. J. Iron Steel Res. Int. 2018, 25, 1265–1269. [Google Scholar] [CrossRef]
- Kozłowska, A.; Grajcar, A. Effect of Elevated Deformation Temperatures on Microstructural and Tensile Behavior of Si-Al Alloyed TRIP-Aided Steel. Materials 2020, 13, 5284. [Google Scholar] [CrossRef] [PubMed]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si |
|---|---|---|
| 0.2 | 3.5 | 1.5 |
| Ac1 | Ac3 | Ms | Mf |
|---|---|---|---|
| 729 °C | 869 °C | 321 °C | 206 °C |
| Sample | Retained Austenite by EBSD | Retained Austenite by XRD |
|---|---|---|
| QP-321 | 1.1% | 8.8% |
| QP-371 | 4.6% | 12.9% |
| QP-421 | 8.4% | 18.3% |
| Sample | Hardness (HV) | Ys (MPa) | UTS (MPa) | El (%) | (n) | Ag (MPa) |
|---|---|---|---|---|---|---|
| QP-321 | 448 | 1190 | 1556 | 11.1 | 0.12 | 9.68 |
| QP-371 | 408 | 1140 | 1583 | 8.3 | 0.13 | 7.15 |
| QP-421 | 404 | 832 | 1305 | 3 | 0.3 | 2.20 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Carpio, M.; Calvo, J.; García, O.; Pedraza, J.P.; Cabrera, J.M. Heat Treatment Design for a QP Steel: Effect of Partitioning Temperature. Metals 2021, 11, 1136. https://doi.org/10.3390/met11071136
Carpio M, Calvo J, García O, Pedraza JP, Cabrera JM. Heat Treatment Design for a QP Steel: Effect of Partitioning Temperature. Metals. 2021; 11(7):1136. https://doi.org/10.3390/met11071136
Chicago/Turabian StyleCarpio, Marcel, Jessica Calvo, Omar García, Juan Pablo Pedraza, and José María Cabrera. 2021. "Heat Treatment Design for a QP Steel: Effect of Partitioning Temperature" Metals 11, no. 7: 1136. https://doi.org/10.3390/met11071136