3.1. Effects of Various Cooling Processes on the Microstructures and the Mechanical Properties of the Experimental Steels
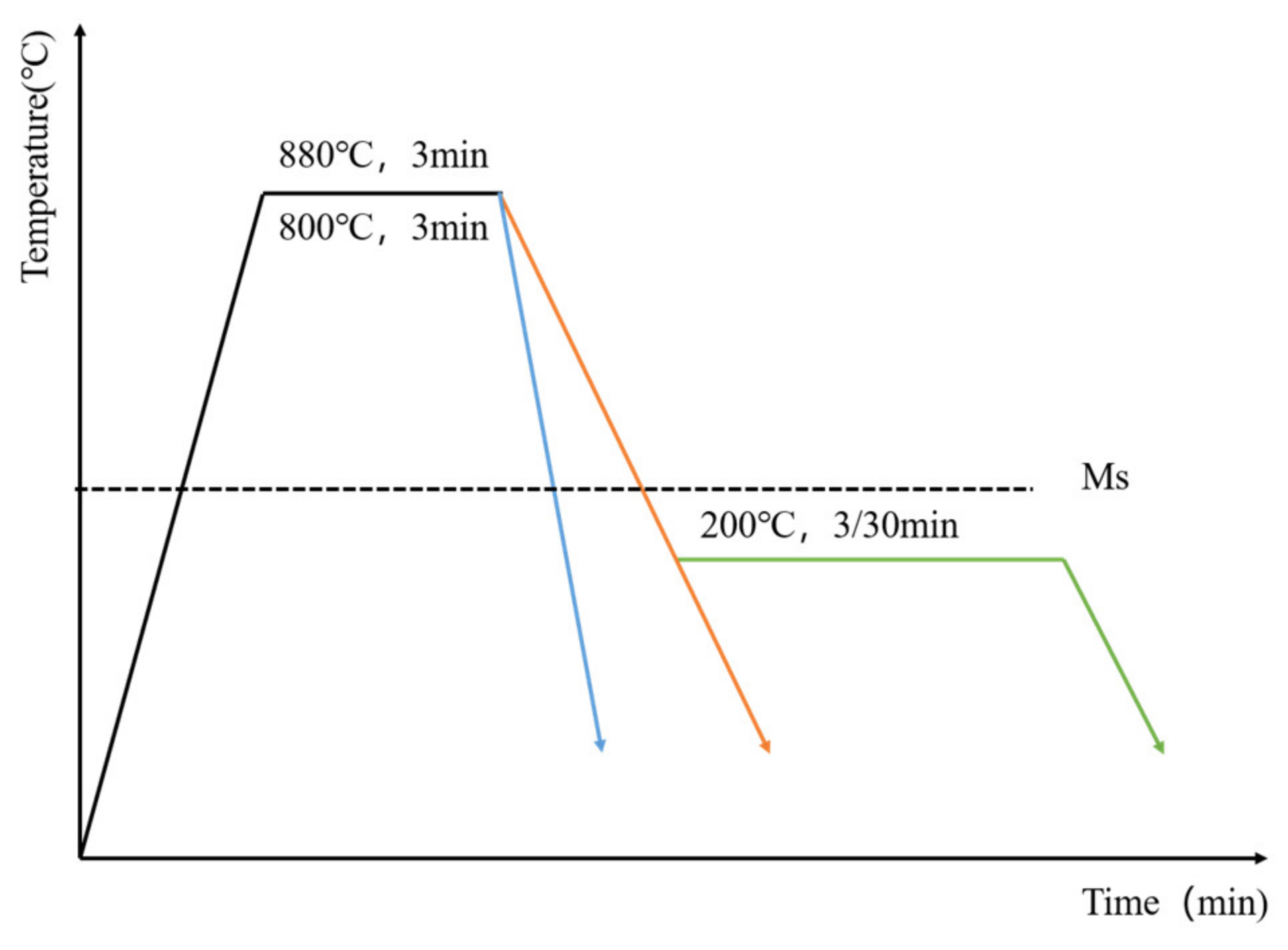
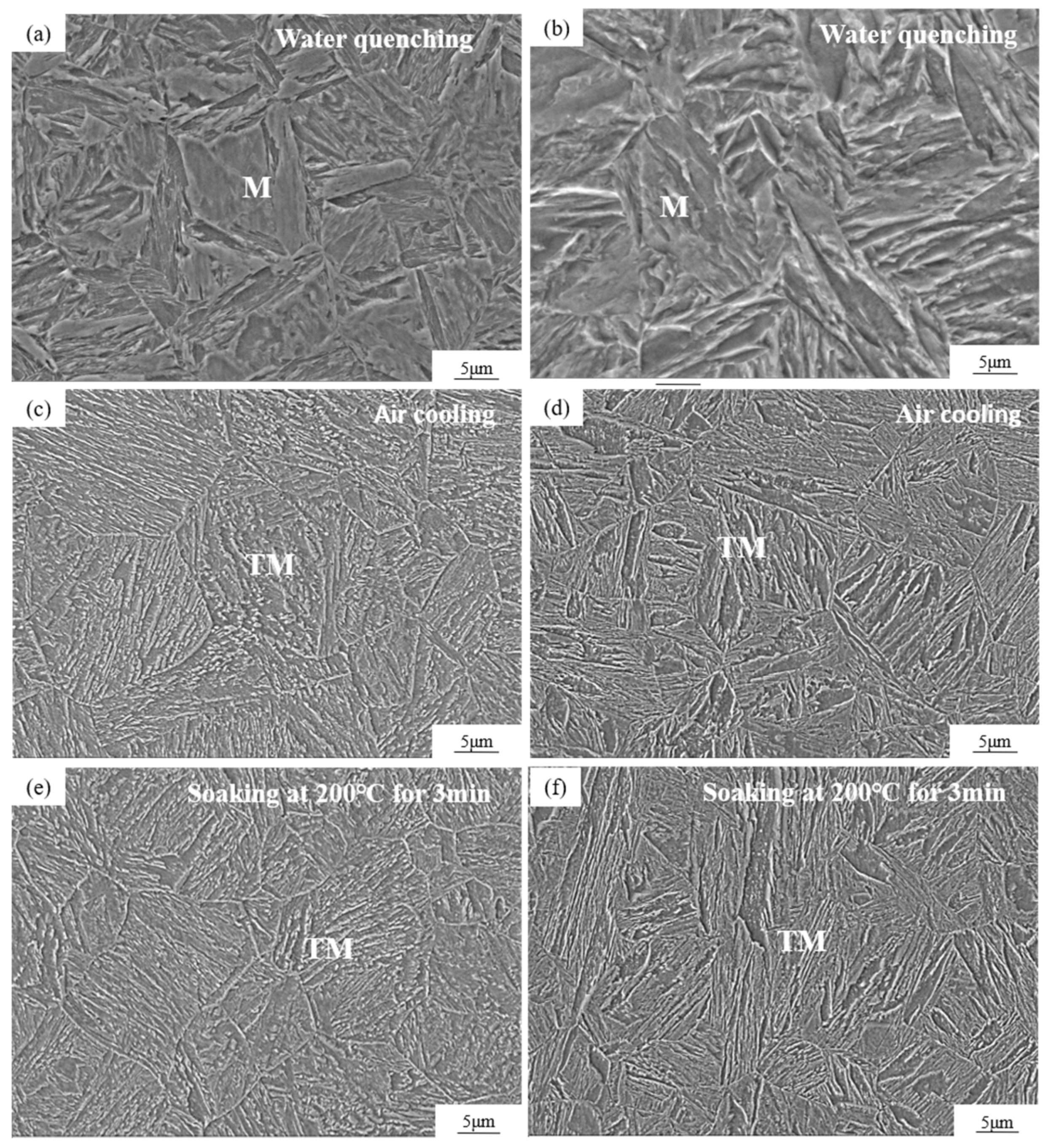
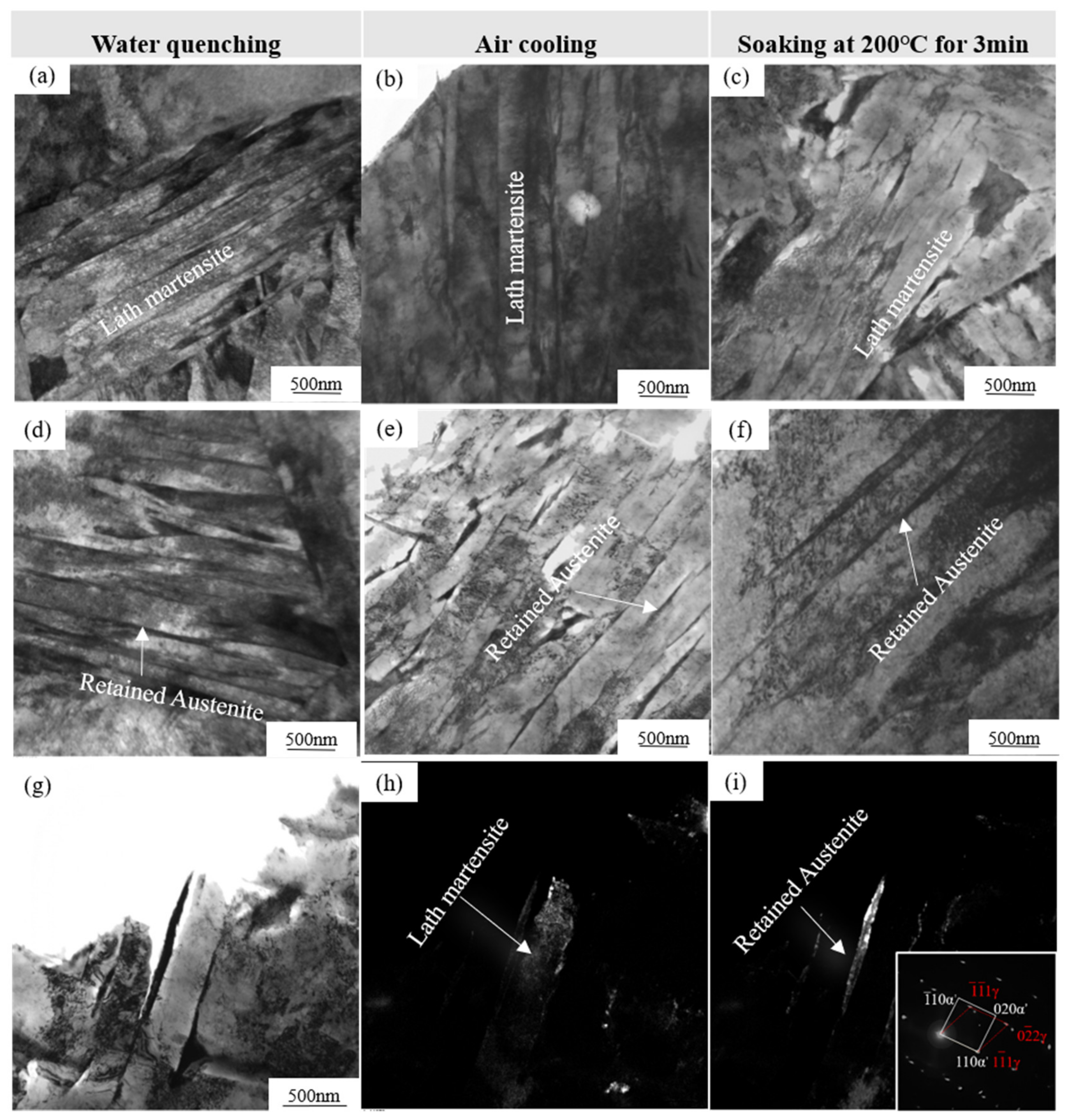
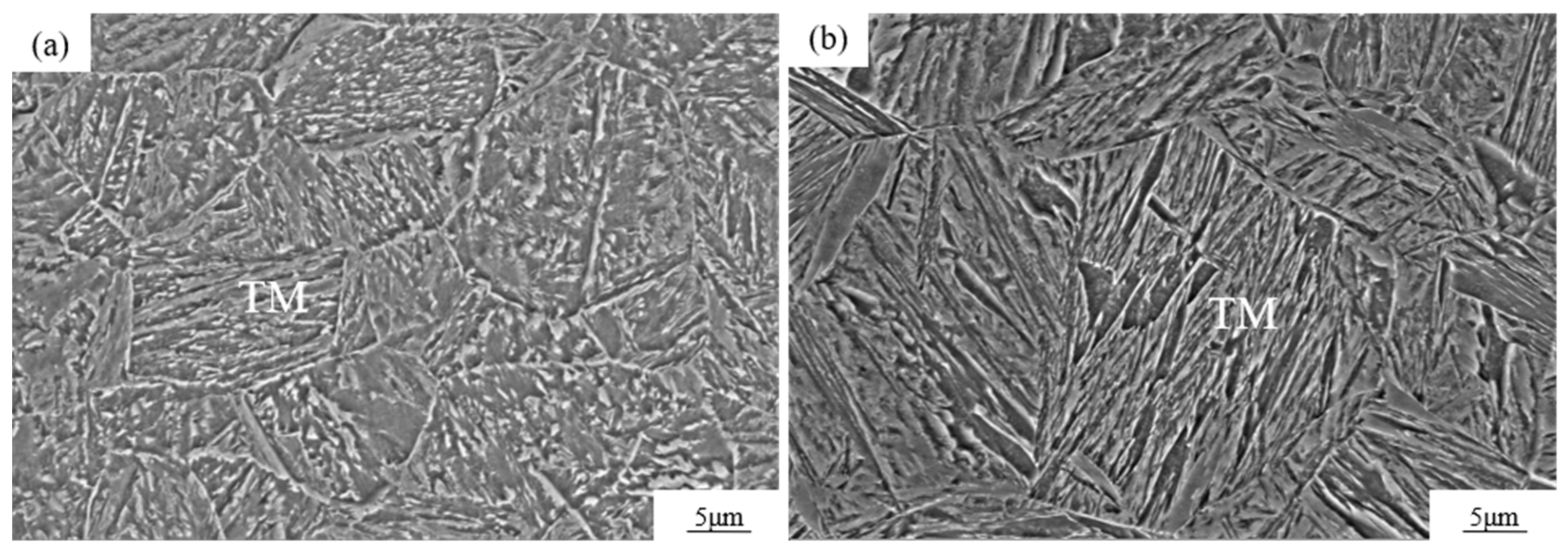
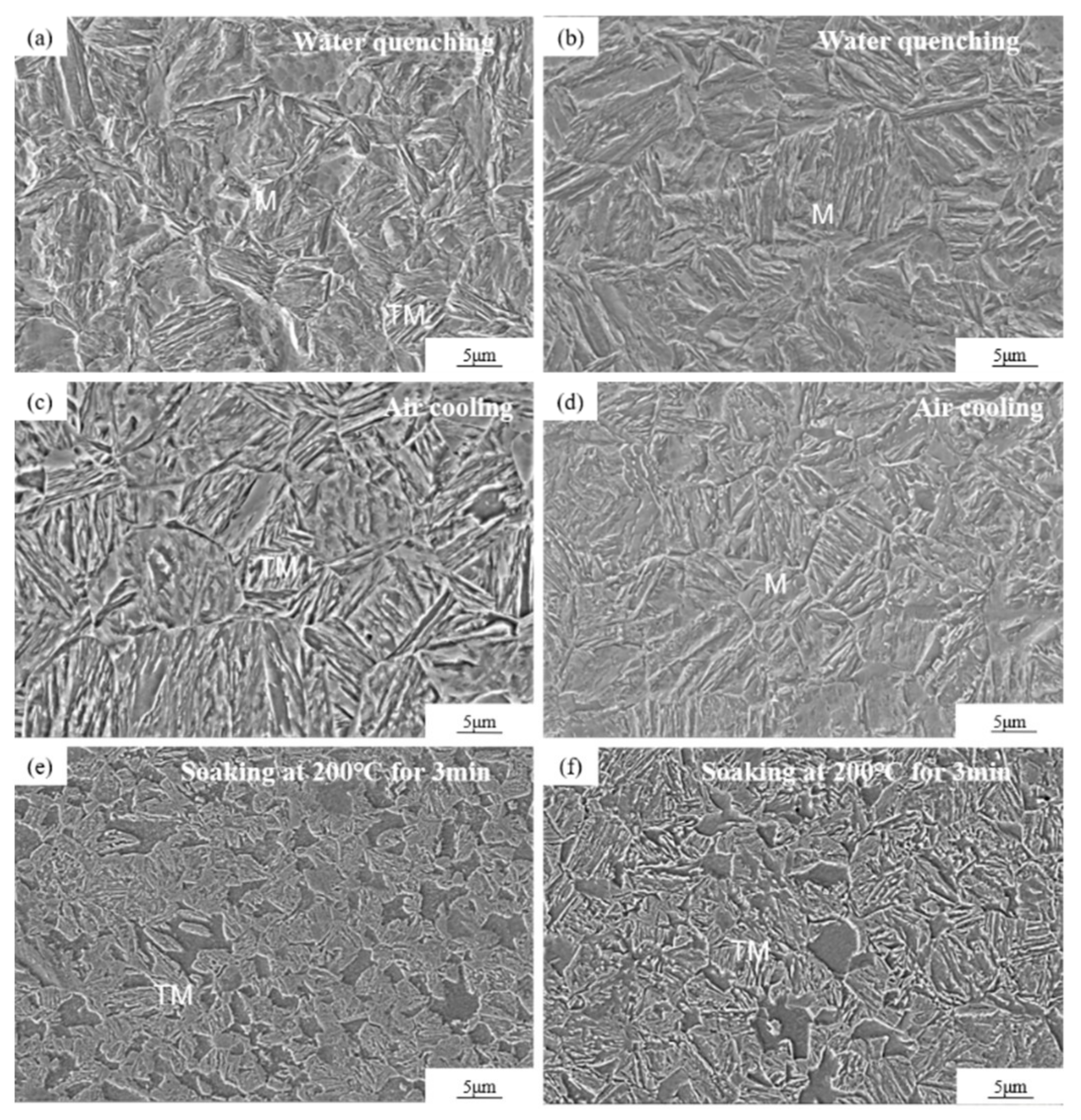
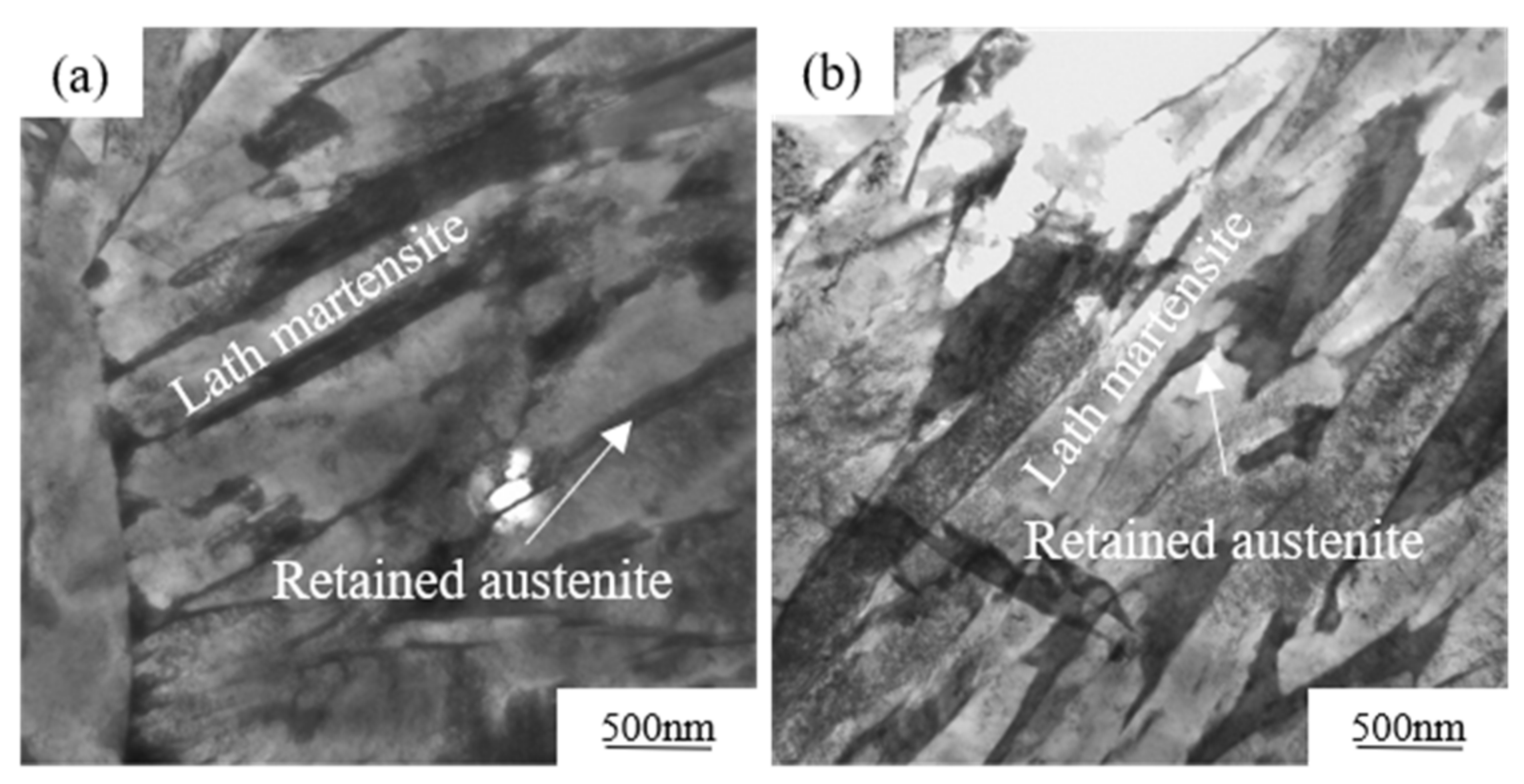
Figure 3 shows the microstructures of steel A and steel B heated at 880 °C for 3 min after being treated by water-quenching, and after being air-cooled and soaked at 200 °C for 3 min during the air-cooling. Combined with
Figure 4, it can be seen that the microstructures of the experimental steels are mainly composed of lath martensite and film retained austenite. Compared with the structures after water-quenching, the lath martensite in the steels following air-cooling looks broad and the boundary is blurry, and tempered martensite (TM) is formed. In addition, the tempering of the martensite in steel A with the lower carbon content is more obvious than that in steel B. As shown in
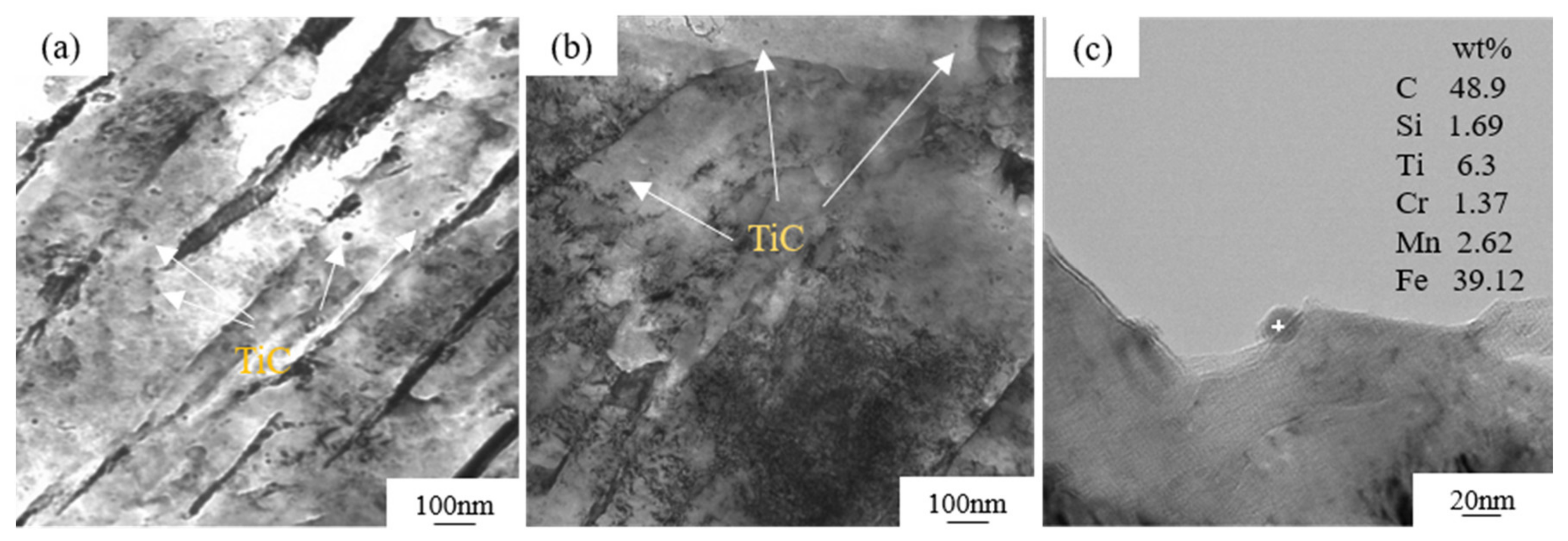
Figure 5, nano-scale TiC carbide can be observed in the experimental steel.
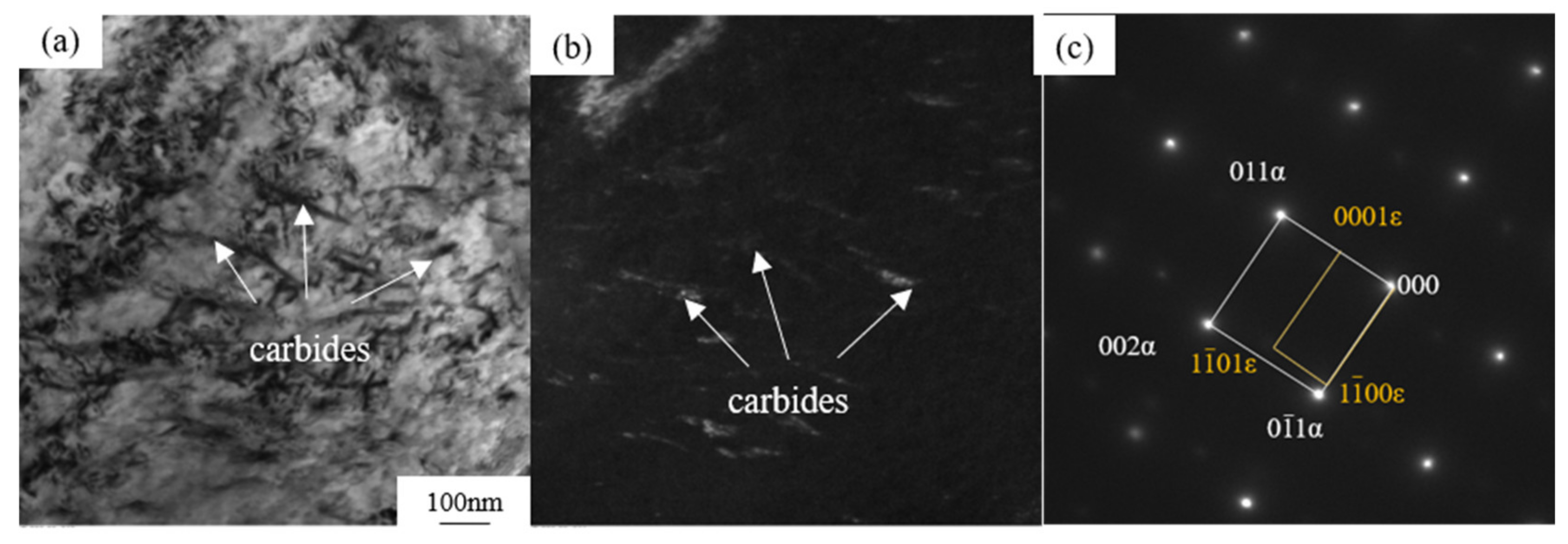
Figure 6 shows the microstructures of steel A and steel B soaked at 200 °C for 30 min during air cooling. Compared with those soaked at 200 °C for 3 min, the martensite lath of the experimental steels is obviously coarsened. In steel B, the precipitation of
-carbides can also be found, as shown in
Figure 7. So, the yield strength is further improved by the interactions between nano-scale carbides and dislocations.
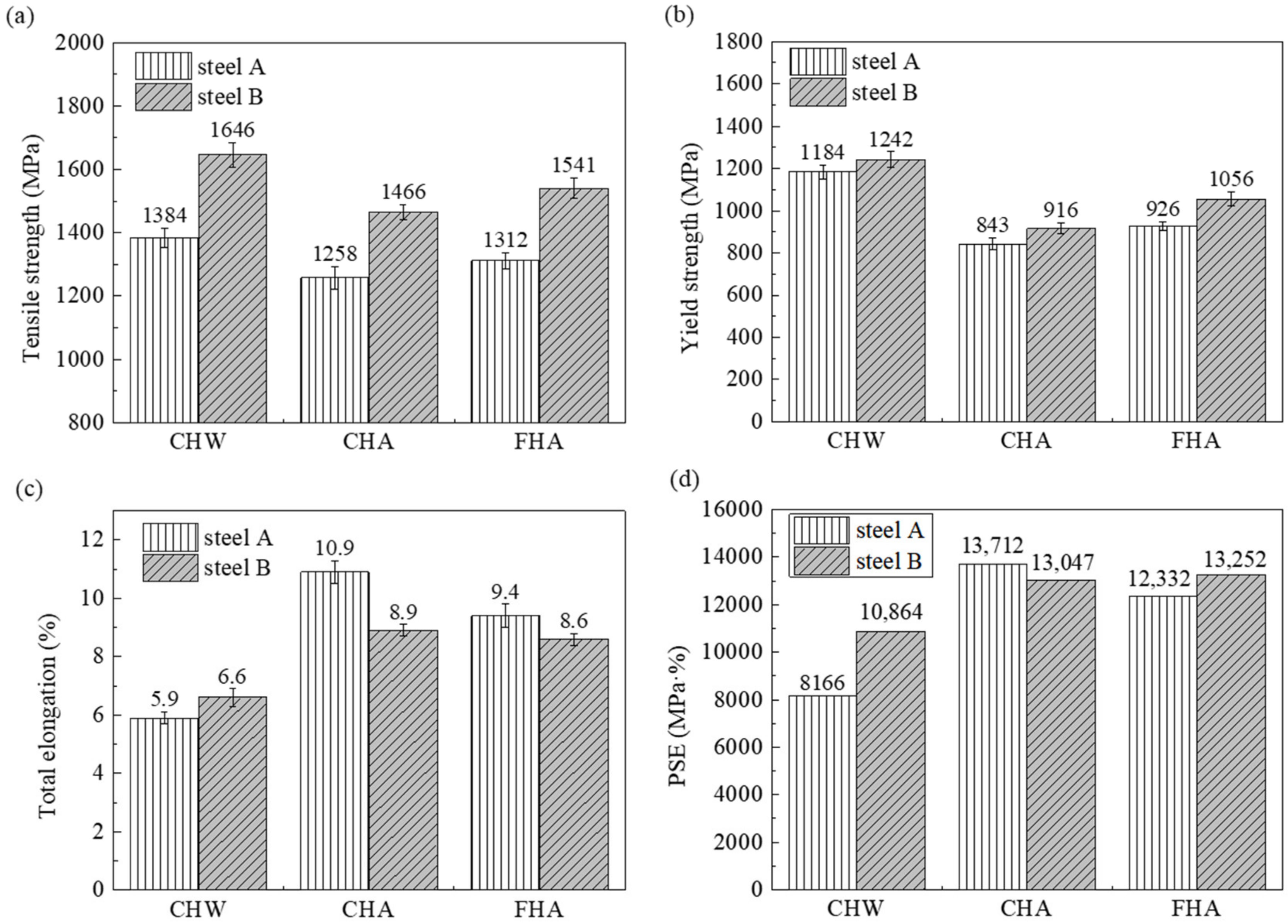
The tensile properties at room temperature of the experimental steels under different cooling processes are shown in
Table 2. The tensile strength of all the steels exceeded 1000 MPa. The steels which underwent water quenching had the highest tensile strength and the lowest elongation. For steel A, the product of strength and elongation (PSE) under the air-cooling condition was the highest, while for steel B, the highest PSE was obtained under soaking at 200 °C for 3 min during air cooling.
As shown in
Table 2, compared with the samples under water quenching, there was approximately a 70% increase in the PSE of steel A under air cooling, while there was a 20% increase for steel B under the same cooling conditions. As indicated in
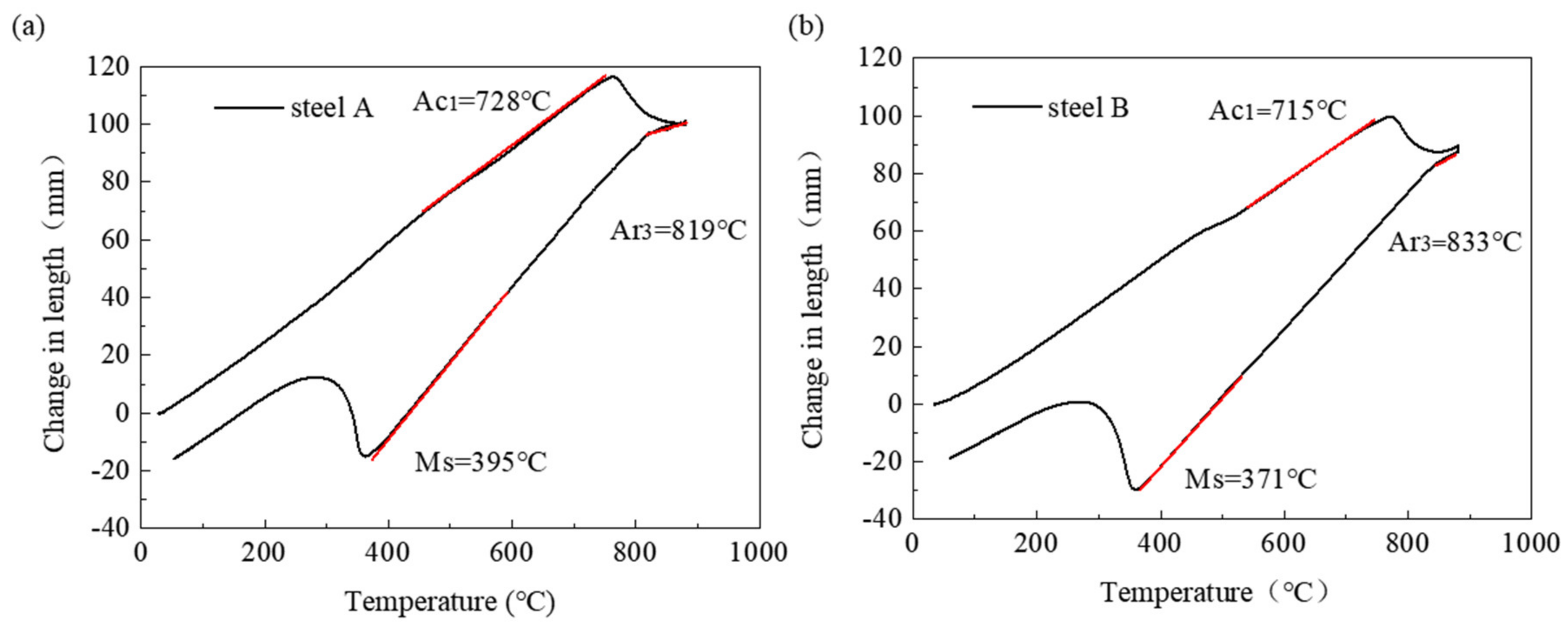
Table 1, the martensite transformation temperature M
S for steel A and steel B were 395 °C and 371 °C, respectively. When martensite is formed below M
S, it may have the opportunity of tempering during the remainder of the cooling. This phenomenon, which is referred to as auto-tempering, is more likely to occur in steels with a higher M
S, when the temperature is about or above 300 °C. This is because at this temperature, carbon possesses a diffusion activation energy between 60 and 80 kJ mol
−1, which is favorable to the diffusion in martensite, i.e., the interstitial carbon atoms in the tetragonal martensite lattice can easily diffuse from the octahedral interstices to the position of defects such as dislocations and/or the martensite boundary [
12,
13]. Then the solid solution strengthening effect of martensite is weakened, and the elongation increases as the tensile strength decreases. Compared with steel B, the M
S of steel A with a lower carbon level is higher, so auto-tempering is more likely to take place.
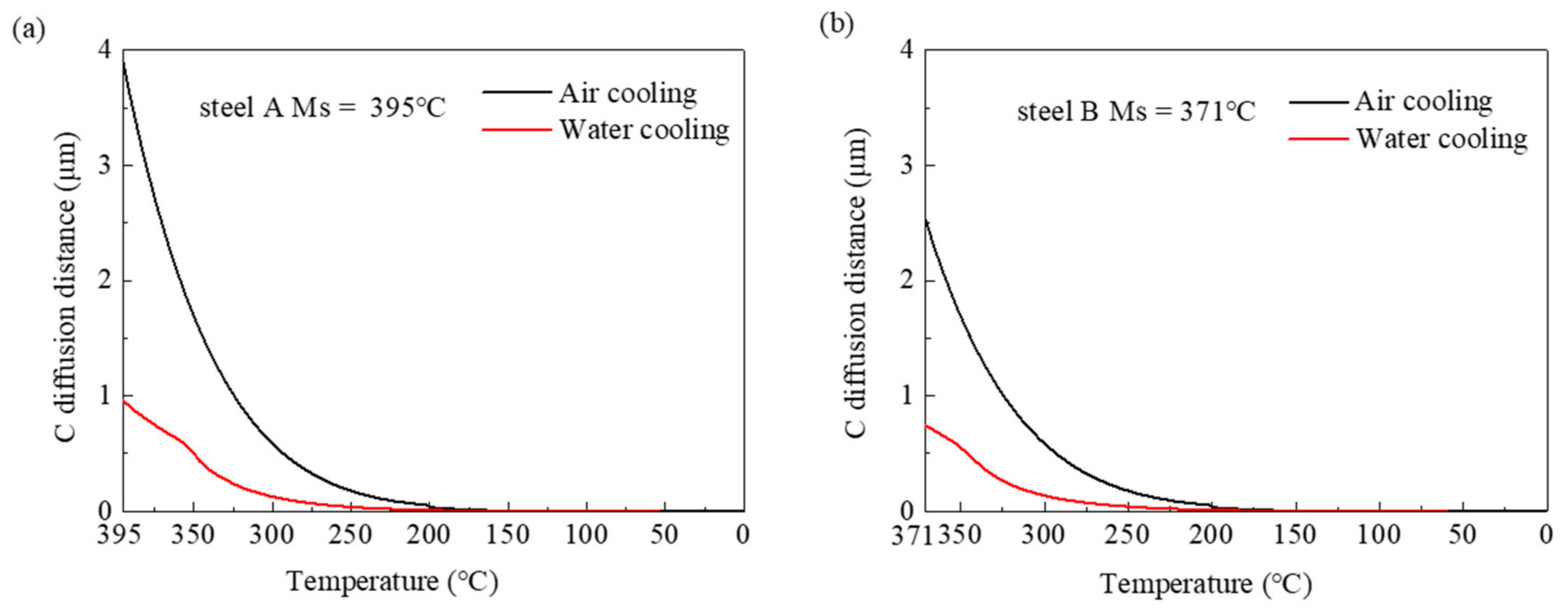
Detected by an infrared thermometer, the average cooling rates during the martensite transformation (between 400 and 20 °C) for the samples were about 300 °C/S and 3 °C/S, respectively. The mean diffusion distance of C atoms
in martensite can be integrated by Equations (2) and (3) [
14,
15,
16]:
where
t is the time (s),
D is the diffusion coefficient of carbon and
T is the temperature (K). The diffusion distances of the C atoms corresponding to water quenching and air cooling are plotted in
Figure 8. Carbon migrated 3.8 μm in the first martensite laths of steel A under air cooling to room temperature while under water quenching, the value was only 0.95 μm. Similarly, for steel B, the diffusion distances were 2.5 μm and 0.73 μm, respectively. According to the calculated results, it can be inferred that for the steel under water quenching, the probability of the occurrence of auto-tempering is less because of the limited diffusion capacity of the carbon atom.
In order to have a clear understanding of the strengthening mechanisms of the two steels under air cooling, all strengthening factors which play a role in
were carefully considered. According to the previous study [
17,
18],
of the experimental steel is attributed to multiple strengthening mechanisms, which can be expressed using the following formula:
where
is the internal frictional stress of body centered cubic (BCC) iron 54 MPa [
19],
is the dislocation strengthening in martensite;
is the solid solution strengthening,
is the effective grain boundary strengthening, and
is the precipitation strengthening contribution from nano-scale precipitates.
The dislocation density can be estimated by the modified Williamson–Hall (MWH) method based on an XRD analysis [
20,
21]. The MWH equation is written as follows:
where,
,
, and
represent the XRD full width at half maximum (FWHM) of the diffraction peak, the diffraction angle, and the wavelength of the X-ray, respectively. For Cu radiation, the value of
is 0.154 nm.
,
, and
are the average grain size, dislocation density and the Burgers vector of 0.248 nm, respectively.
is a constant of 3, and it depended on the effective out cut-off radius of dislocation density.
is the contrast factor of the dislocations and it can be expressed as follows [
22]:
where
,
, and
are the Miller’s indices of each peak of martensite.
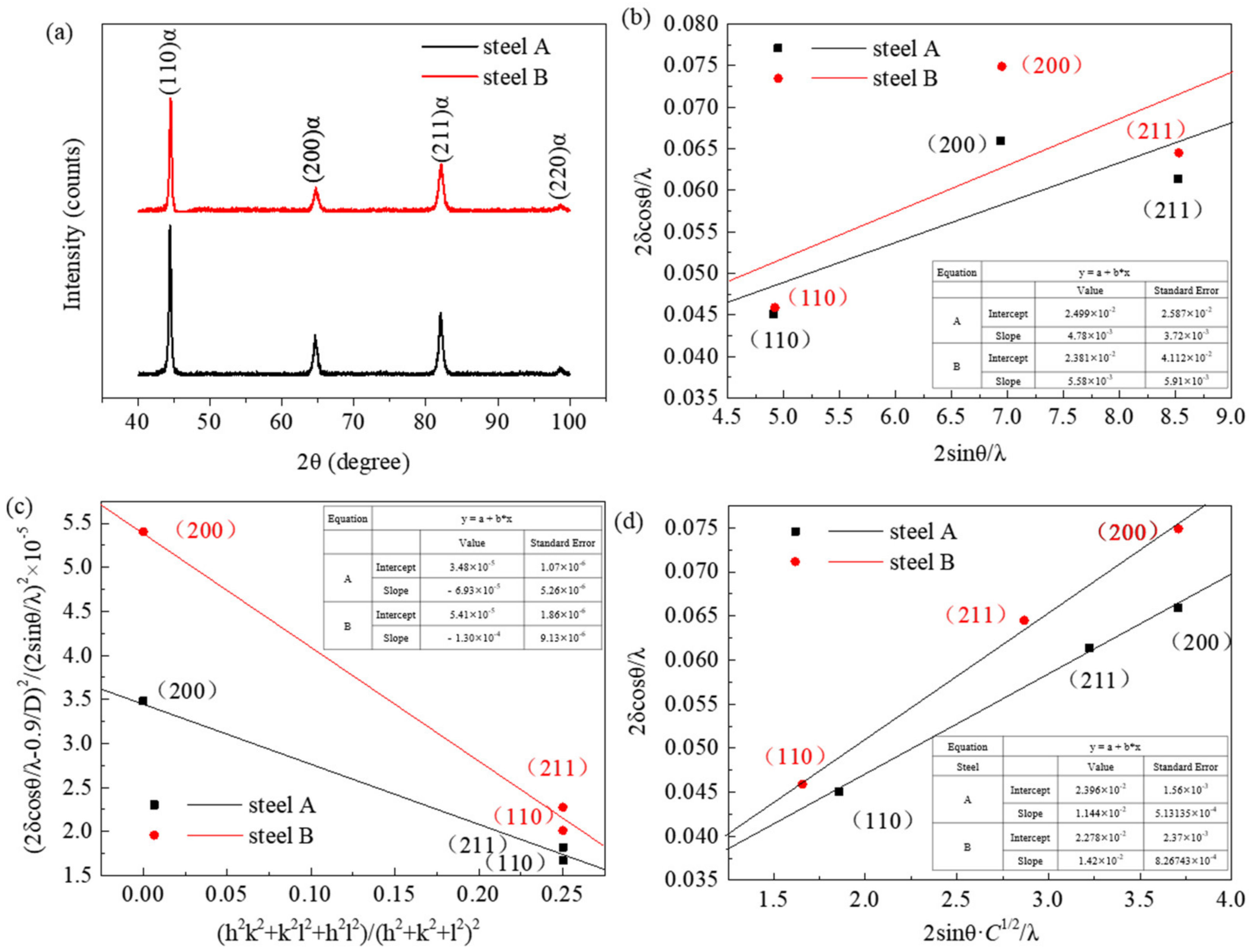
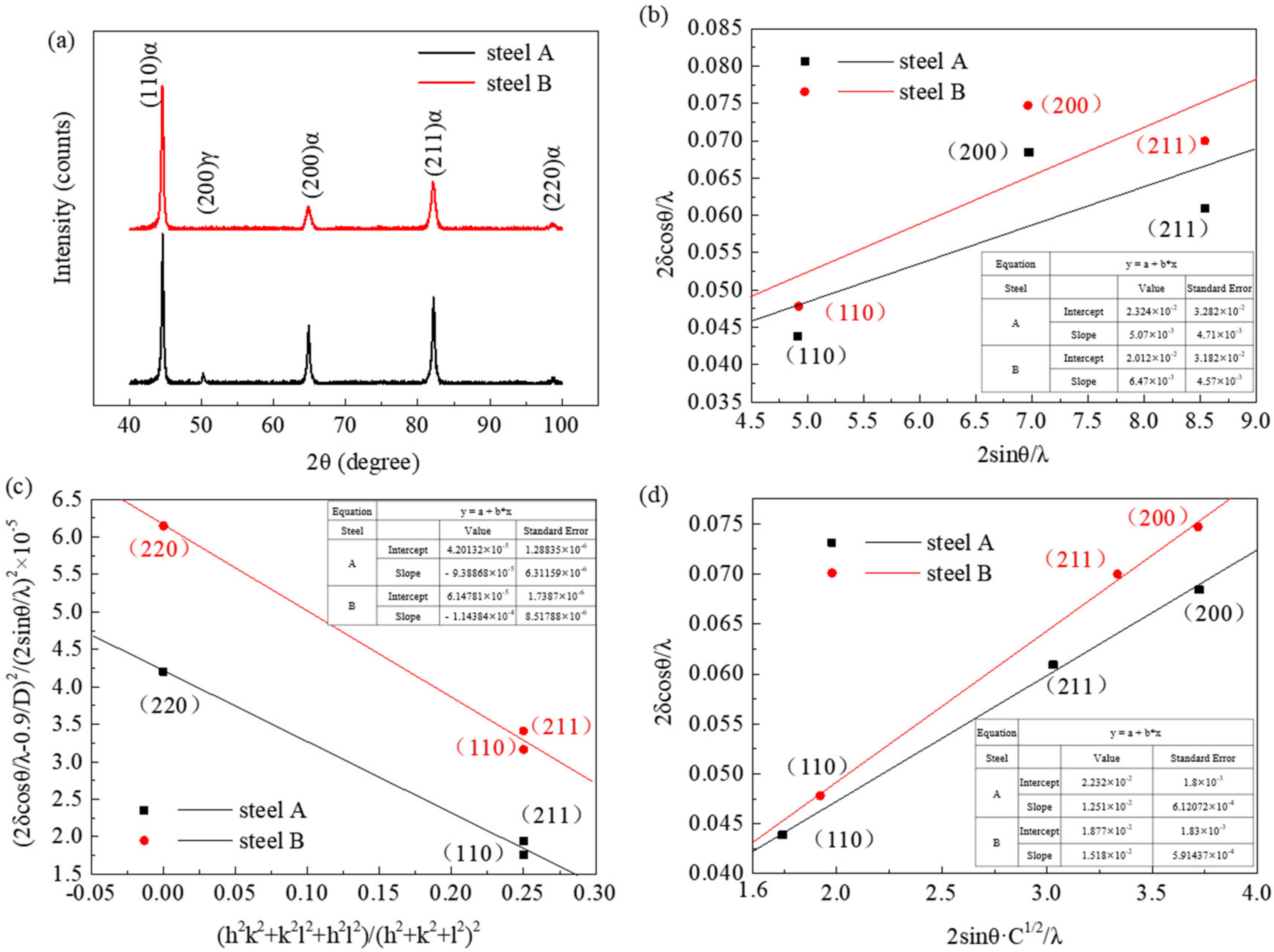
In the present work, the XRD diffraction peaks used for this estimation were the (110), (200) and (211) peaks, as shown in
Figure 9a. Using Equations (5) and (6) combined, the value of 0.9/
D was obtained as the intercept in the
Figure 9b, imposing a linear relationship between
and
by Origin data analysis software (OriginLab, Northamptom, MA, USA). The parameter
can be derived from the ratio between absolute value of slope and the intercept in
Figure 9c, according to the linear relationship between
and
. Then, based on the value of the slope, as shown in
Figure 9d, the dislocation density was calculated as 1.51 × 10
14 and 2.32 × 10
14 m
−2 for steel A and steel B by the fitted curves of
and
, as shown in
Figure 9d.
The increased yield stress resulting from the dislocation strengthening can be estimated by the Baile–Hirsch relationship [
23]:
where
is the shear modulus of 82 GPa, and
and
are constants with the value of about 0.24 and 3 [
19].
is the total dislocation density. Based on Equation (7), the
of steel A and B was calculated as 179.9 MPa and 223.0 MPa.
The
contribution is expressed using the following empirical equation [
24]:
where
,
,
,
, and
are the weight percentages of C, Mn, Si, Cr, and Ti dissolved in the matrix, respectively. The average content of
,
,
,
, and
were obtained via SEM and EDS analyses, which were performed using at least five-spot analyses per condition, as shown in
Table 3. The carbon content is difficult to accurately detect by EDS. It can be seen from Equation (8) that a small amount of carbon would make a great contribution to the solution strengthening. Therefore, the solution strengthening effect evaluated would be lower than the actual contribution value. The calculated
is shown in
Table 3.
The
is calculated using the Hall–Petch principle [
25]:
where
is the Hall–Petch slope 120 MPa/∙μm
1/2, and
is the average width of the martensite lath in μm. According to the analysis of the microstructure in
Figure 4, the average widths of the lath martensite of steel A and B are 0.367 μm and 0.332 μm, respectively. Therefore, the calculated results of
are 198.1 and 208.3 MPa for steel A and B, respectively.
The precipitation strengthening caused by carbide can be calculated quantitatively by the Ashby–Orowan equation [
26] under the assumption of particle by-passing, as follows:
where
and
are the mean diameter of the precipitates and the volume fraction of the precipitates, respectively.
Combined with the particle size observed in the TEM analysis, as shown in
Figure 5, and the volume fraction of these particles calculated by Thermo-Calc software with the TCFE10 database, the resulting strength increase was calculated using Equation (10) and is shown in
Table 4.
Based on the above calculations, the estimated by Equation (4) is about 633.4 and 702.5 MPa for steel A and B. It is far below the measured yield strength of 843 and 916 MPa.
According to Equation (8), the will obviously increase if minor carbon is considered. So, the solid solution strengthening is the dominating strengthening mechanism for the experimental steels, and steel B with the higher carbon content in the matrix shows a higher yield strength.
3.3. Effects of Flash Heating on Microstructures and Mechanical Properties
Recently, flash heating technology with a heating rate of 100–300 °C/s has been proposed to study the effects of the mechanical properties of AHSS [
29]. Flash heating is found to effectively refine the multiphase microstructures of DP steels and QP steels resulting from a retardation of recrystallization to a large extent and the induction of explosive nucleation of intercritical austenite [
30,
31,
32].
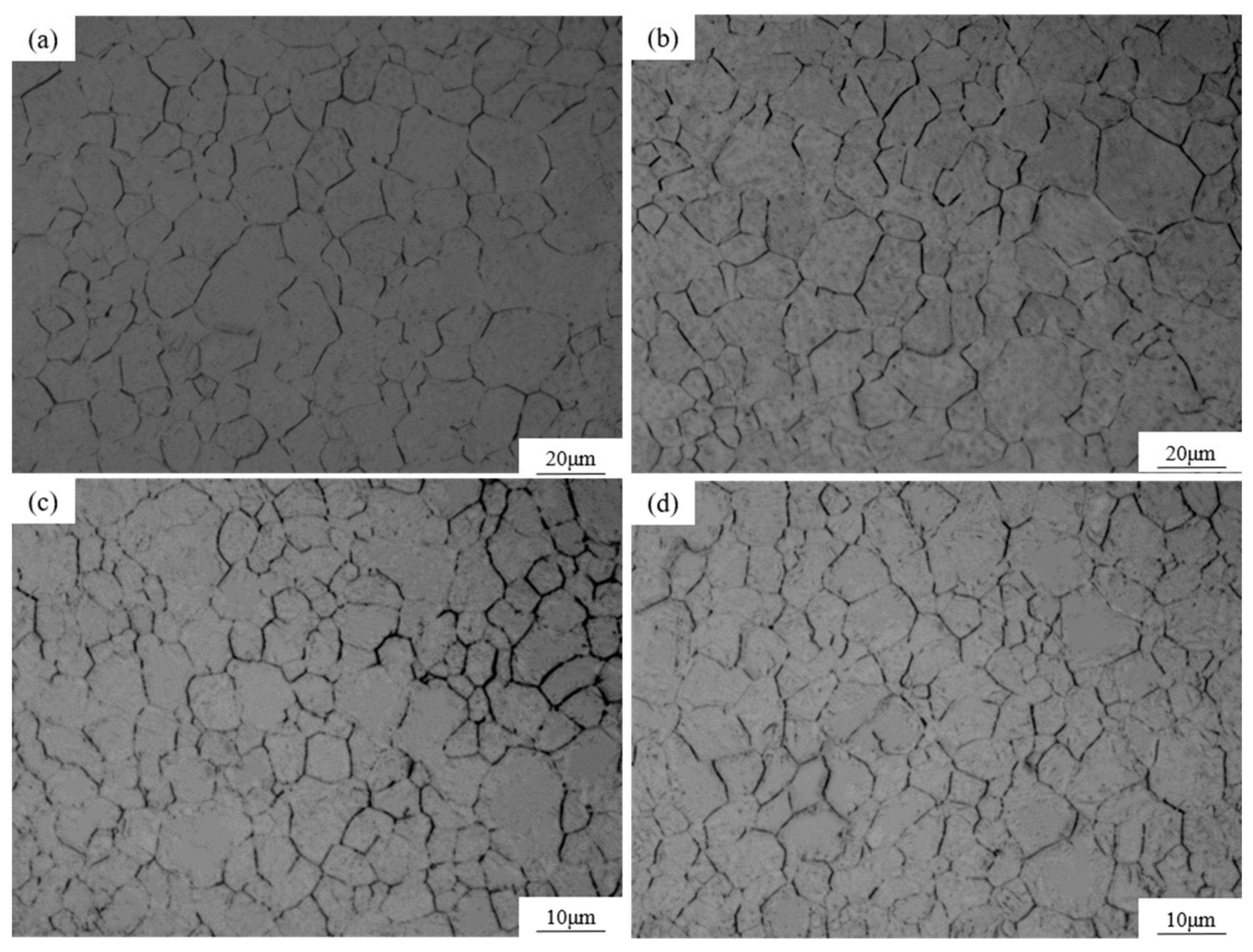
The influence of conventional heating and flash heating on the structure and mechanical properties of the experimental steels is compared. The microstructures of steel A and steel B composed of martensite and ferrite are shown in
Figure 12. Compared with the steels under conventional heating conditions, the refined martensite microstructure with equiaxed ferrite of the steels under flash heating was obtained and there was no obvious auto-tempering phenomenon because flash heating can result in the transformation of ferrite to austenite to be delayed and can raise the transit temperature above A
3 temperature; the M
S of austenite is decreased accordingly [
33]. As shown in
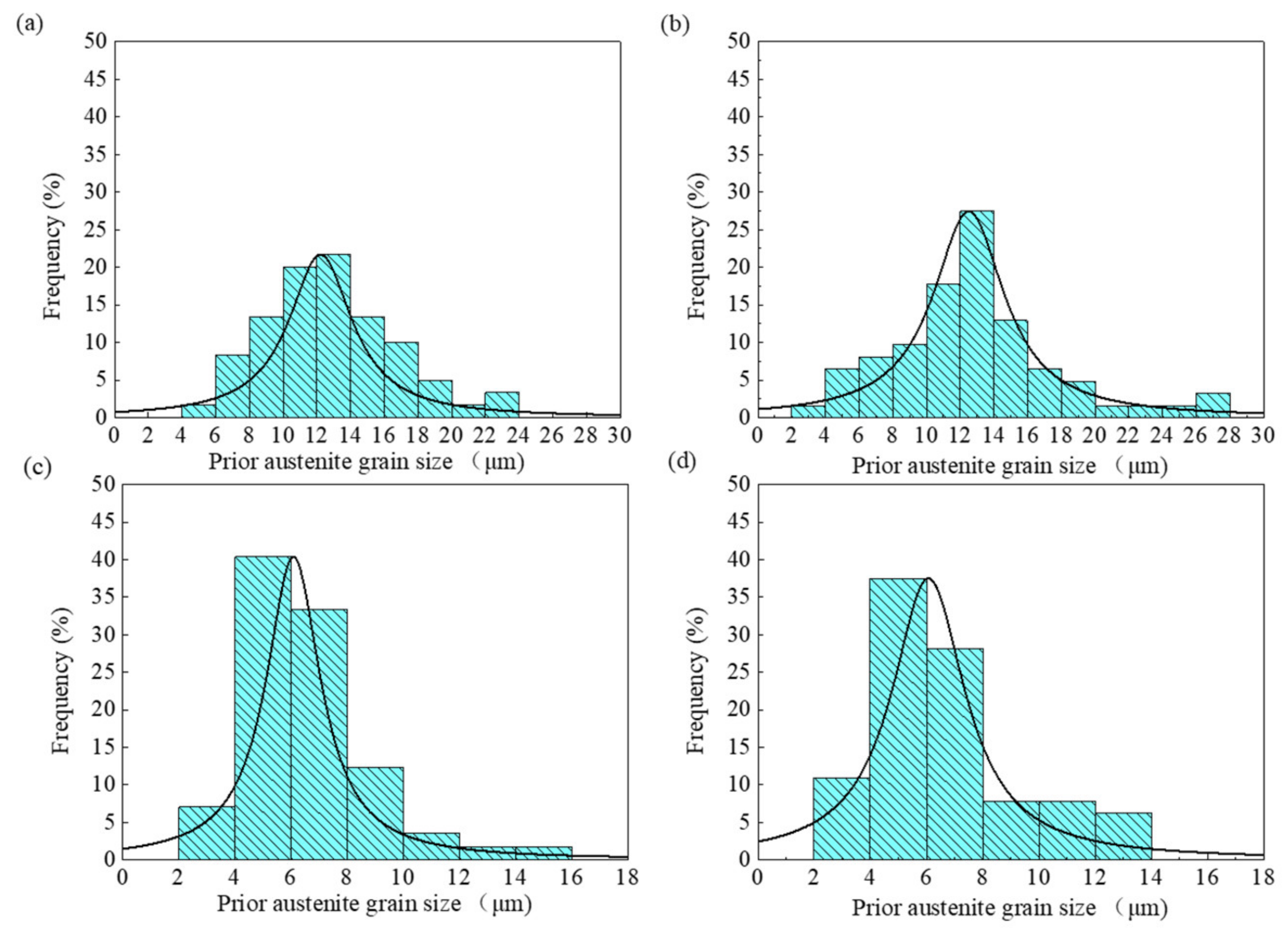
Figure 13, the size of the martensite lath of steel A and B under flash heating was about 0.349 μm and 0.273 μm, which are also smaller sizes than those obtained under conventional heating. The prior austenite grain morphology and the size distribution of steels under different heating conditions are shown in
Figure 14 and
Figure 15, where it can be seen that the the average size of the austenite grain was 12.19 μm and 12.83 μm under conventional heating, and 6.28 and 6.39 μm under flash heating. According to Equation (9), the effect of the grain boundary strengthening can be calculated as 203.1 MPa and 229.6 MPa.
As shown in
Figure 16b, the yield strength of the steels that were flash heated is obviously improved compared with that under conventional heating and air cooling. According to the XRD analysis in
Figure 17a, the value of 0.9/
D could be obtained as the intercept in the
Figure 17b, the parameter
can be derived from the ratio between the absolute value of slope and the intercept in
Figure 17c, and based on the value of the slope, the dislocation density can be calculated as 1.80 × 10
14 m
−2 and 2.65 × 10
14 m
−2 for steel A and steel B, as shown in
Figure 17d. Then the increased yield stress that resulted from the dislocation strengthening can be calculated by Equation (7). The values of
of steel A and B under flash heating are 196.4 MPa and 238.4 MPa, respectively. It can be seen that under flash heating, the effect of the grain boundary strengthening, and dislocation strengthening is not obvious for the experimental steel, while the yielding strength of the sample is about 100 MPa higher than that under conventional heating. As was stated in the above discussion, under flash heating, the carbon content in the martensite of steel is higher because of the existence of ferrite, so the contribution of solid solution strengthening is the main reason for the higher yield strength of the steels.
As is well known, the elongation of steel could be improved through uniform plastic deformation in a refined matrix. However, for the steels under flash heating, the elongation of steel A and B was lower than that under conventional heating as shown in
Figure 16c. The grain refinement of the steel under flashing heating would enhance the thermal stability of austenite [
34]. Moreover, although the heating temperature was 880 °C, far higher than its A
3 temperature, the ferrite phase still remained in the microstructure of the steel, which increased the carbon content in austenite. With the stability of the undercooling austenite increased, the M
S of the experimental steel is so low that the martensite transformation is suppressed and hard to auto-temper. So, the retained austenite can be obviously observed in the microstructure of steel B, as shown in
Figure 13. It is reported that Q&P steel under flash heating exhibited good elongation resulting from the increase in the content and stability of the retained austenite [
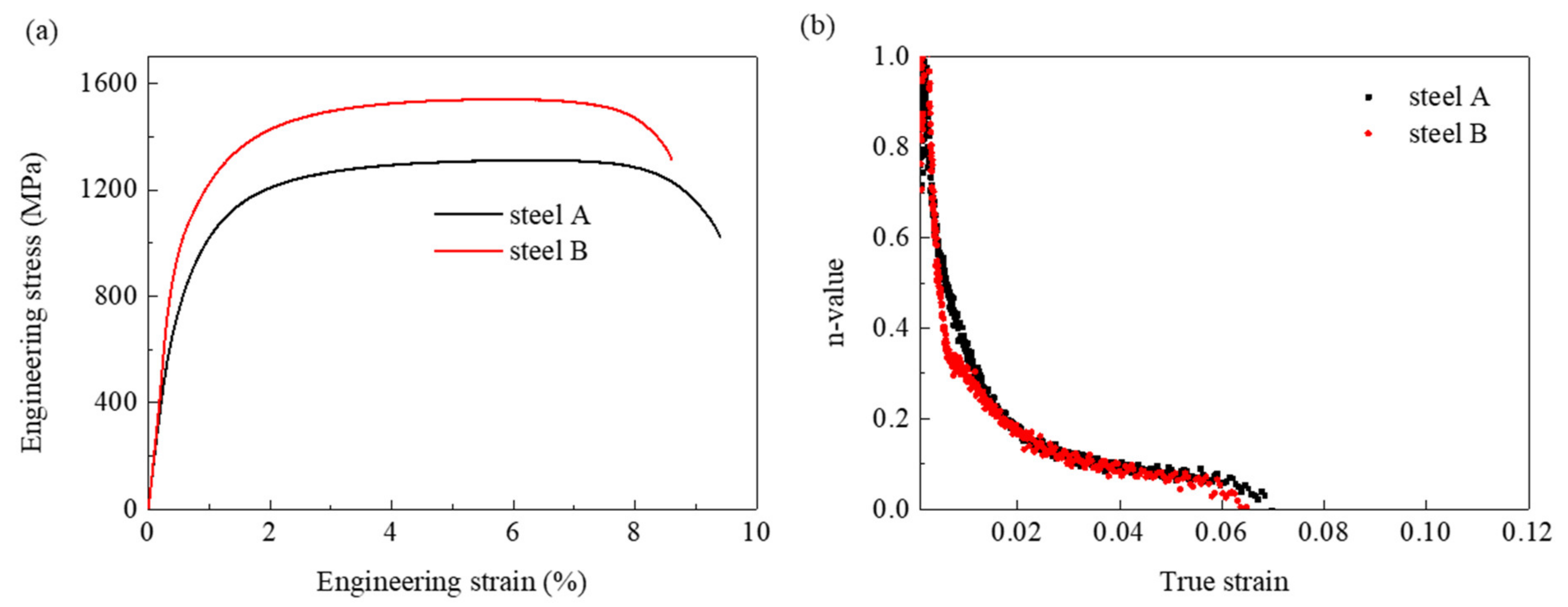
34]. However, the elongation of the experimental steel was not improved. The relationship between the instantaneous strain hardening exponent (
n value) and the true strain of the two steels was obtained according to the engineering stress–strain curve, as shown in
Figure 18. It can be seen that the n value decreases constantly. According to the authors of [
35], if transformation-induced plasticity happened in experimental steel, there would be a platform on the n value–true strain curve, resulting from transformation hardening and stress relaxation softening that coexist in the matrix during the gradual transformation of retained austenite to martensite. Obviously, there is no transformation-induced plasticity effect for the retained austenite in the steels during the tensile deformation. So, although the grain refinement can be found in the samples under flash heating, the microstructure composed of the ferrite soft phase and the less tempered martensite hard phase easily cracked under tensile stress. On the contrary, the samples under conventional heating had a better elongation because of their microstructure which is composed of well-tempered martensite.






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}