1. Introduction
According to the “Census of World Casting Production” [
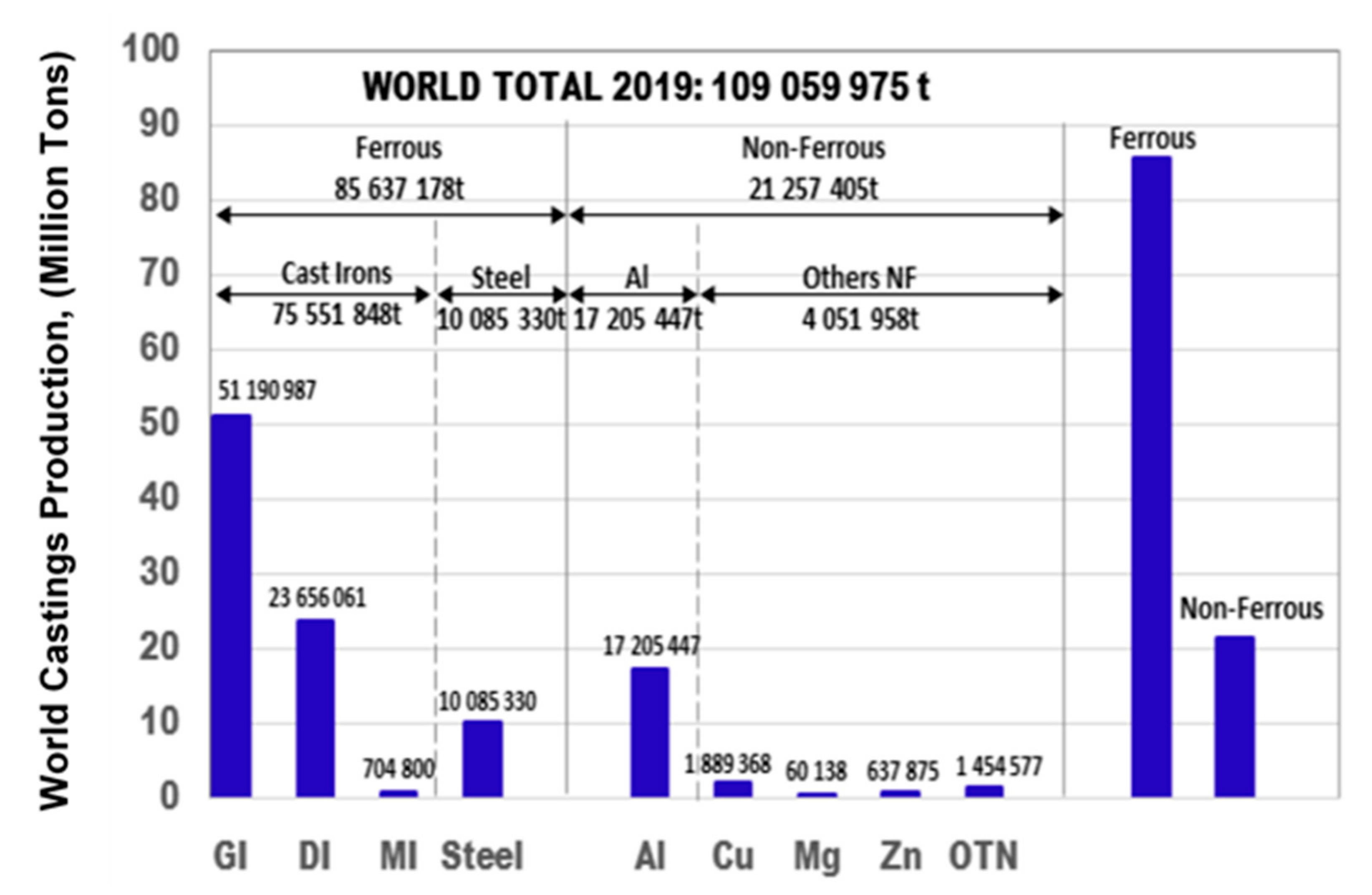
1], the annual global metal-casting production reached around 110 million metric tons, including both ferrous (78.6%) and non-ferrous (21.4%) alloys. Both of these groups of alloys include representative metallic materials, such as cast irons (69.3%) and cast steel (9.3%), and Al-based (15.8%) and other non-ferrous materials (5.6%), respectively (
Figure 1).
Comprising more than two-thirds of production, cast irons are represented by grey (lamellar graphite) (46.9%) cast iron, ductile (nodular graphite) cast iron (21.7%) and malleable (temper carbon graphite) cast iron (0.7%). Grey (lamellar graphite) cast iron continues to be the most produced metallic material in the world foundry industry, despite its rate having decreased due to its replacement by more performant ductile cast iron or by reduced weight Al-based alloys.
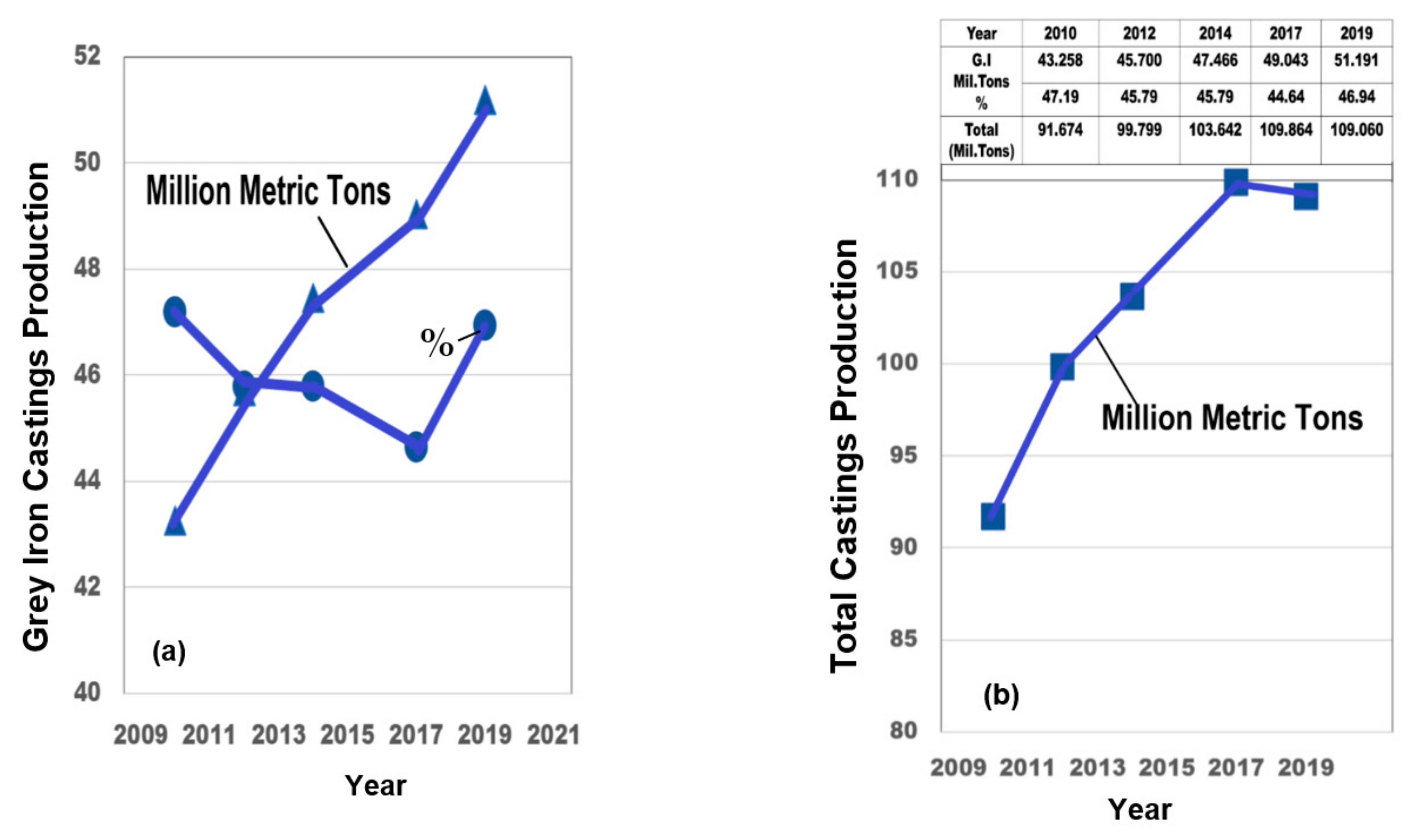
Figure 2 shows that the increasing of the total world metal-casting production in the last ten years was also sustained by an increase in grey iron castings production, despite its rate having decreased (in favour of the ductile iron and Al-alloys).
Important changes are noted in the evolution of grey cast iron production, especially affecting the nomenclature of parts, the size and weight characteristics of castings, as well as its chemical composition and melting procedure [
2,
3].
Drastic decreasing of the grey iron castings for use in the steel industry, such as iron mould and bottom plates, due to the increasing of the continued casting technique.
Replacing of some traditional grey iron castings, such as thick wall pipes, radiators, bathtubs, etc.
The automotive industry, as a major application field for metal-castings, particularly forced the reduction in the casting weight, leading to the use of “thin wall castings” (<8 mm and especially <5 mm thickness) becoming a reality and a priority. However, the increased solidification cooling rate favours carbides and/or undercooled graphite morphologies’ formation, detrimentally affecting the castings’ quality.
The un-performed cupola furnaces were replaced by electric induction furnaces at a large scale, favouring a higher superheating level, a higher degree of melt homogenization, a lower sulphur content, etc., and, in general, a higher casting quality. Excessive superheating (such as for thin wall castings necessity) and/or excessive low sulphur content (typical for induction furnace charge) usually leads to detrimental structural characteristics, especially due to the presence of free carbides and/or undercooled graphite (associated with ferrite).
A frequent situation involves thin wall castings produced by electrically melting cast iron (at limited pig iron and the mainly steel and iron scrap charge), at a high superheating necessity (>1520 °C) and at a low sulphur content (<0.04%S); this is especially common in the automotive industry. Limited (not) foundry pig iron in the charge, low sulphur content and excessive superheating leads to a lower amount of residual graphite and a higher dissolution, so that some other nucleation sites are needed for graphite formation.
There are some conditions for heterogeneous graphite nuclei [
4,
5]: solid particles; a good crystallographic compatibility; a low lattice DISS registry; an overcoming of the interfacial energy (substrate/graphite) barrier; a fine micro-inclusions dispersion; a lower coagulation capacity; a higher thermal stability; an optimum level of reactive elements (O, S, N) in the melt; easy to access inoculating elements.
A three-stage model for the nucleation of lamellar graphite in commercial grey cast irons was proposed in 2000, with oxide-sulphide-graphite formation as a succession line [
6]. A large series of research programs defined the following model:
Small oxide-based sites (0.1 to 3 μm, usually <2 μm) are formed in the melt;
Complex (Mn,X)S compounds (1 to 10 μm, usually <5 μm), where X = Ca, Ba, Sr, Zr, Mg, P, Ti, La, Ce etc, nucleate at these micro-inclusions;
Graphite nucleates on the sides of the (Mn,X)S compounds because of the low crystallographic misfit with graphite [
7,
8,
9]. The role of complex (Mn,X)S sulphides in graphite formation in commercial grey cast irons is also sustained by other representative research works [
10,
11,
12,
13,
14,
15].
Recently [
16,
17], it was found that oxygen is mainly present in the first micro-compound, which is visible as a nucleus (core) of (Mn,X)S particle, and, in any case, also at the interface sulphide-graphite, that is formed into a thin (nano size) layer and includes O, Si, Al, Ca, Ba, Sr, La and Mg. It is assumed that the presence of this oxide-based layer increases the capacity of (Mn,X)S compounds to nucleate graphite due to their better crystallographic compatibility: this is illustrated in the use of a hexagonal system versus a cubic system for sulphide, and the low mismatch identified for the (0001) face of graphite.
The smaller the mismatch of the two substances (δ), the stronger the nucleation potential between them: the strongest nucleating ability is attained when δ is < 6% (LaS, CeS, SrMnS), a medium nucleating ability is achieved when δ = 6 to 12% (BaS, CaS), and weak nucleating ability is found at δ >12% (MnS, MgS) [
18,
19]. Rare earth elements appear to form very effective nucleation sites for lamellar graphite, while the presence of other elements in the composition of simple sulphide could improve its capacity to nucleate graphite. Typically, the inclusion of Sr in MnS particles leads to better graphite nucleation sites, as an initially medium-weak nucleation ability (MnS) becomes the strongest nucleation ability (SrMnS).
Inoculation, as a graphitizing metallurgical treatment applied to the iron melt, before casting, has an important contribution in active (inoculating) elements; it is able to improve the graphite nucleation capacity of the existent micro-compounds or create new, more active nucleation sites. Typically, Ca, Ba and Sr are inoculating elements for grey (lamellar graphite) cast irons, with Al and Zr as support elements [
8]. According to [
20], the degree of difficulty involved in inoculation drastically increases with the decreasing of sulphur content in the base iron to an amount that is less than 0.05%S, and especially less than 0.03%S.
The solidification cooling rate, carbon equivalent, sulphur and residual aluminium content in the base iron melt were found to be important factors that determine the chilling tendency of the grey cast irons [
21]. Previous experiments [
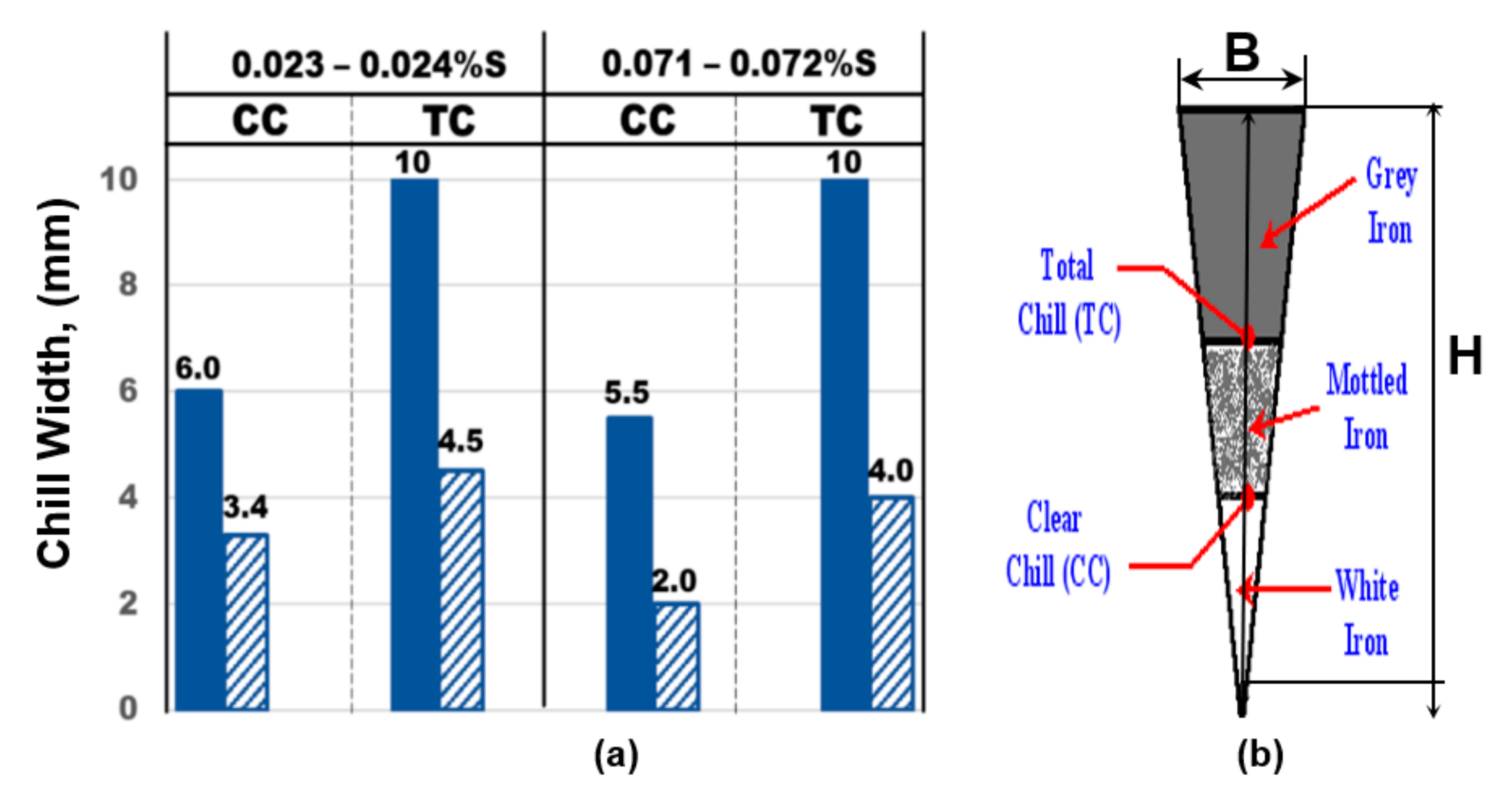
22] pointed out that the base iron obtained in an induction electric furnace at 0.024%S is more sensitive to chill (free carbides formation) than after its re-sulphurization to 0.072%S. Conventional Ca-FeSi inoculation led to decreasing of the chill tendency, evaluated on the wedge sample, for both sulphur levels, but it remains at a higher level for lower sulphur content (
Figure 3a). Clear chill (CC) is the portion that is nearest to the apex, which is entirely free of grey areas, while the region from the junction of the grey fracture to the first appearance of chilled iron (apex) is designated the total chill (TC) (
Figure 3b). The portion from the end of the clear chill zone to the location where the last presence of cementite or white iron is visible is designated the mottled zone (MZ) [
23].
Thermal (cooling curve) analysis showed non-equilibrium solidification of commercial cast irons, with significant levels of undercooling, promoting chill (carbides) as result of the increasing of the bath iron temperature from 1350 to 1600 °C in an acid lined induction furnace; this was especially visible in thin wall castings [
24,
25,
26]. A recent review covering 90 years of thermal analysis as a control tool in the melting of cast irons identified the most important factors that influence the quality of iron castings [
27]. In addition, the events at the end of solidification that influence the shrinkage porosity of iron castings were identified by thermal analysis [
28].
The main objective of the present work is to evaluate the inoculation capacity of Ce-bearing FeSi alloy, comparing it with the commercial Ca,Ba-FeSi inoculant as reference, as, in the actual global production of grey iron castings, especially in the automotive foundry industry, the electric melting procedure at high superheating and the low sulphur content (>1500 °C and <0.03%S) are associated with the thin wall castings (<8 mm thickness, at high solidification cooling rate). One possible solution could be to produce grey iron thin wall castings in critical solidification conditions, which would be favourable for higher eutectic undercooling. The experiments included in this study focused on the thermal (cooling curve) analysis, chill (free carbides formation) tendency and structural characteristics.
2. Materials and Methods
An acid lined, electric induction furnace (100 kg capacity, 2400 Hz frequency, Inductro, Bucharest, Romania) was used to obtain the experimental heats. To ensure similar thermal histories, each heat was controlled. The iron melt was heated to 1540–1545 °C for 10 min, then tapped (1525–1539 °C) into the inoculation ladle (10 kg), allowing a final pouring temperature of 1338–1350 °C. An immersion thermocouple DIGILANCE IV (K (NiCr-Ni)-thermocouple) (Heraeus Electro-Nite International, Houthalen, Belgium) was used for temperature control. A FeSi alloy employing Ca and Ba as the inoculating elements (1.53%Ca, 0.96%Ba, 0.86%Al, 63%Si, Fe-bal) was used as the reference inoculant. A Ce-bearing FeSi alloy was used as the test inoculant (0.91%Ca, 1.03%Al, 1.64%Ce, 74.2%Si, Fe-bal). The alloy had a 0.2–1.0 mm particle size range. Inoculant was added at two levels—0.15 wt.% and 0.25 wt.%—into the pouring ladle during tapping. Each inoculated iron batch was held for 2.0–2.5 min before pouring.
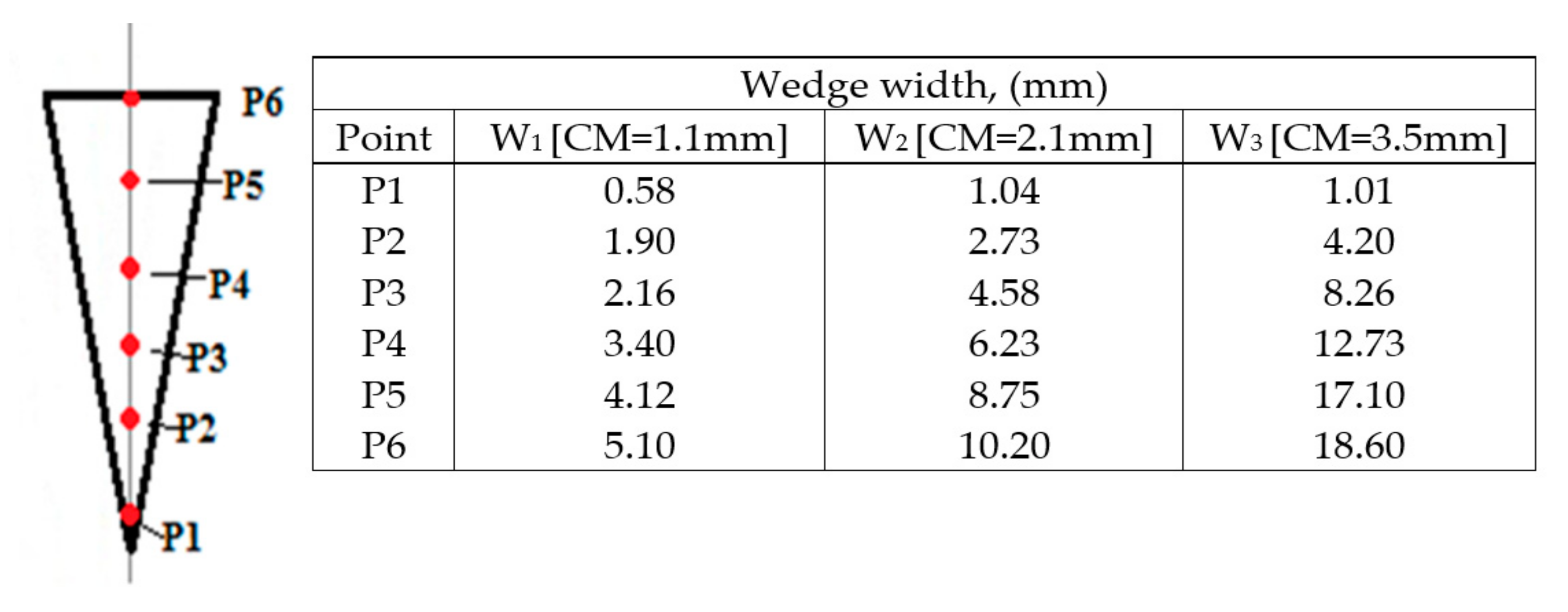
Wedges of the type W
1 (B = 5.1 mm, H = 25.4 mm, CM = 1.1 mm), W
2 (B = 10.2 mm, H = 31.8 mm, CM = 2.1 mm) and W
3 (B = 19.1 mm, H = 38.1 mm, CM = 3.5 mm) (see
Figure 3b), typically used to characterize the solidification pattern of thin-medium size iron castings, as specified in the ASTM A-wedge test [
29], were considered (furan resin mould).
The ratio between volume and the total external casting surface is defined as Cooling Modulus (CM) and it is an expression of the capacity to transfer a given quantity of heat through an existing surface to the mould. A higher cooling modulus equates with a slower cooling rate and lower undercooling during eutectic solidification. Each wedge sample size was cast two times, with average values considered.
To evaluate the representative areas where chilling occurred, the samples listed in
Figure 3b were used, and the structural characteristics (metallographic analysis and OMNIMET ENTERPRISE Image Analyzer, 70× magnification) (Lake Bluff, IL, USA) were evaluated at representative points, located on the central axis, from the apex up the base of wedge casting (
Figure 4).
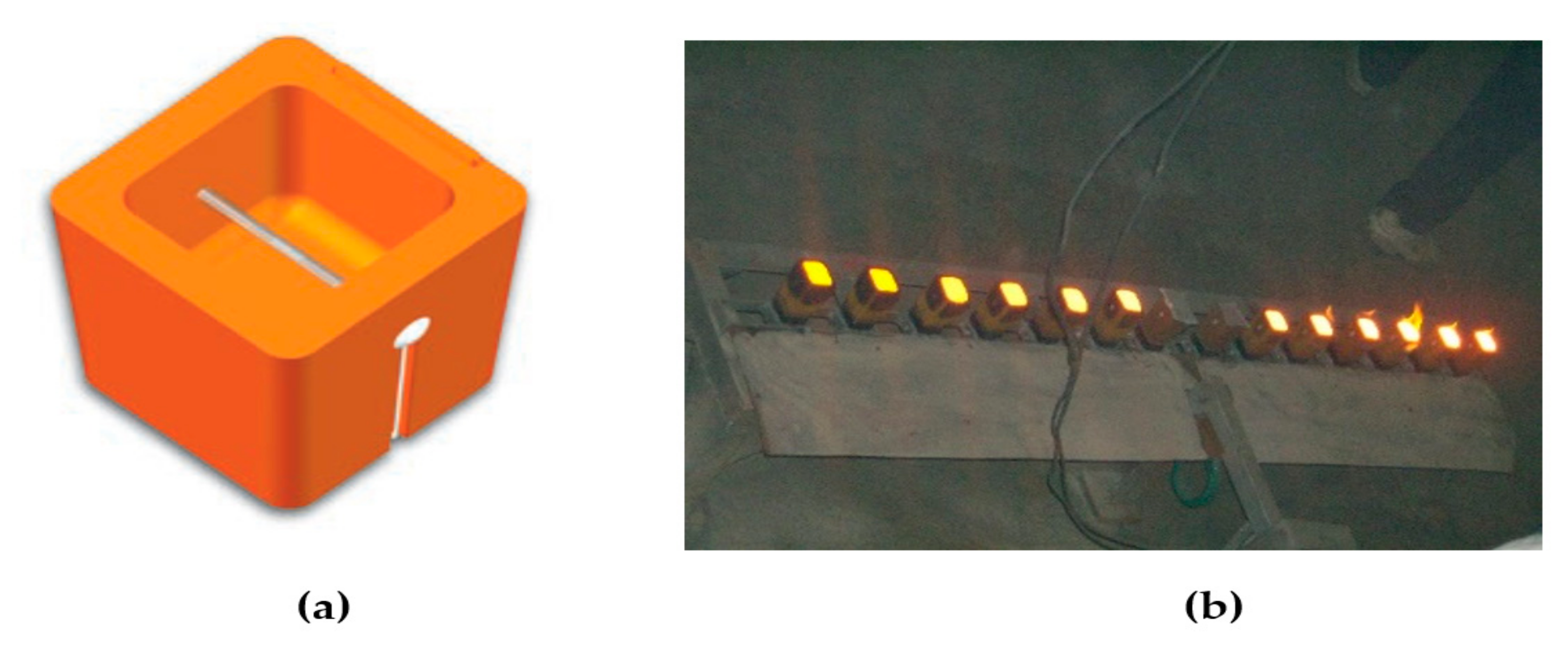
A standard thermal (cooling curve) analysis Quick-cup
TM (Heraeus Electro-Nite International, Houthalen, Belgium) [
30] was used, with standard 7.3 mm cooling modulus ceramic cups (
Figure 5a), but a test station with multiple simultaneous work positions (
Figure 5b) was chosen to allow for simultaneous thermal (cooling curve) analysis. In this way, it is possible to have similar pouring and solidifications conditions for all of the tested cast irons. For each test variant, two ceramic cups were used—un-inoculated and inoculated irons—at two levels and two inoculants, respectively. Only average values were considered.
3. Results and Discussion
3.2. Structural Characteristics
Wedge samples were used for structural analysis, along the central axis and in an as-cast state, to study the effects of casting characteristics (solidification cooling modulus and wall thickness) and metallurgical treatment applied in the liquid state (un-inoculation and inoculation with two different alloys at two addition rates).
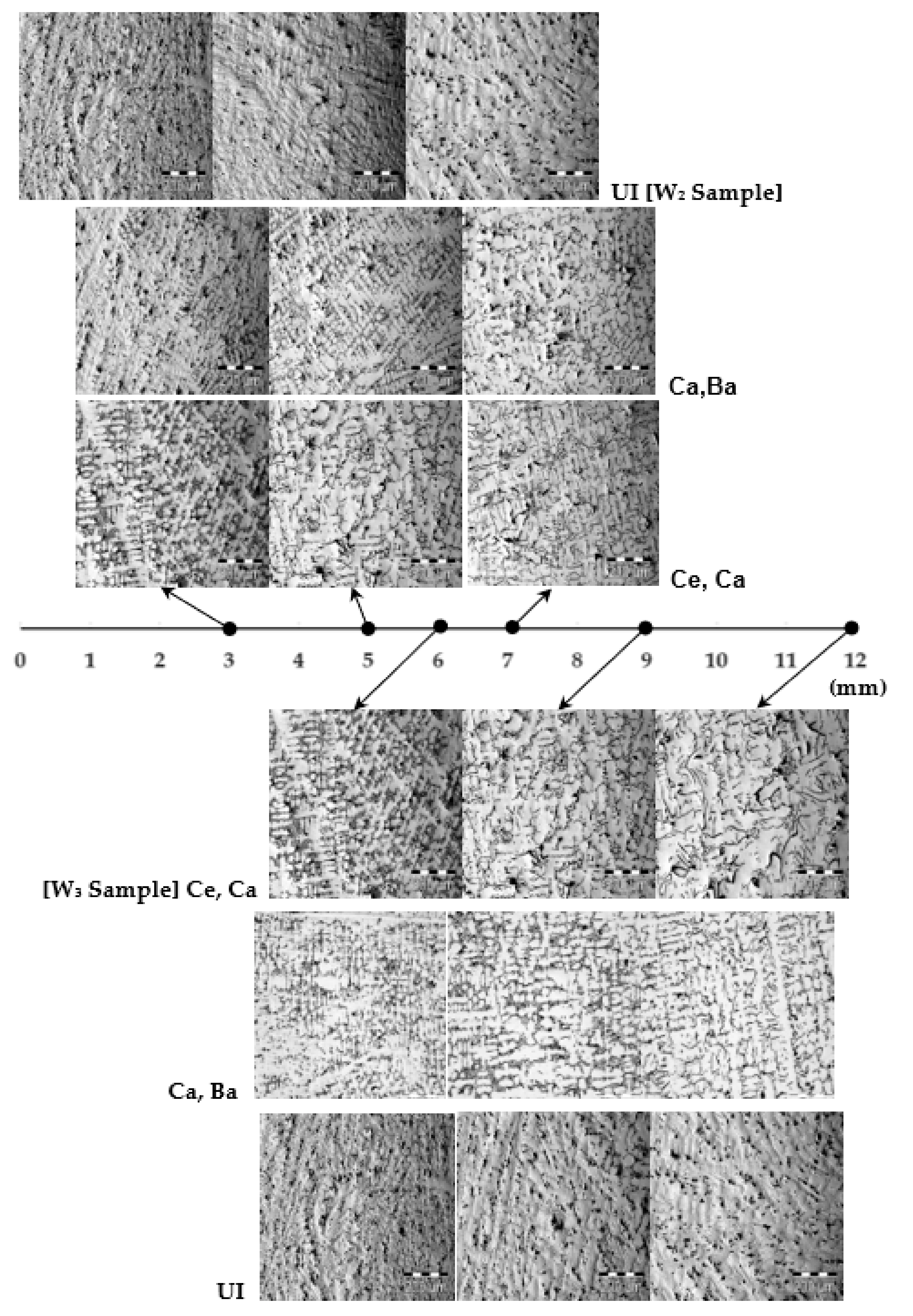
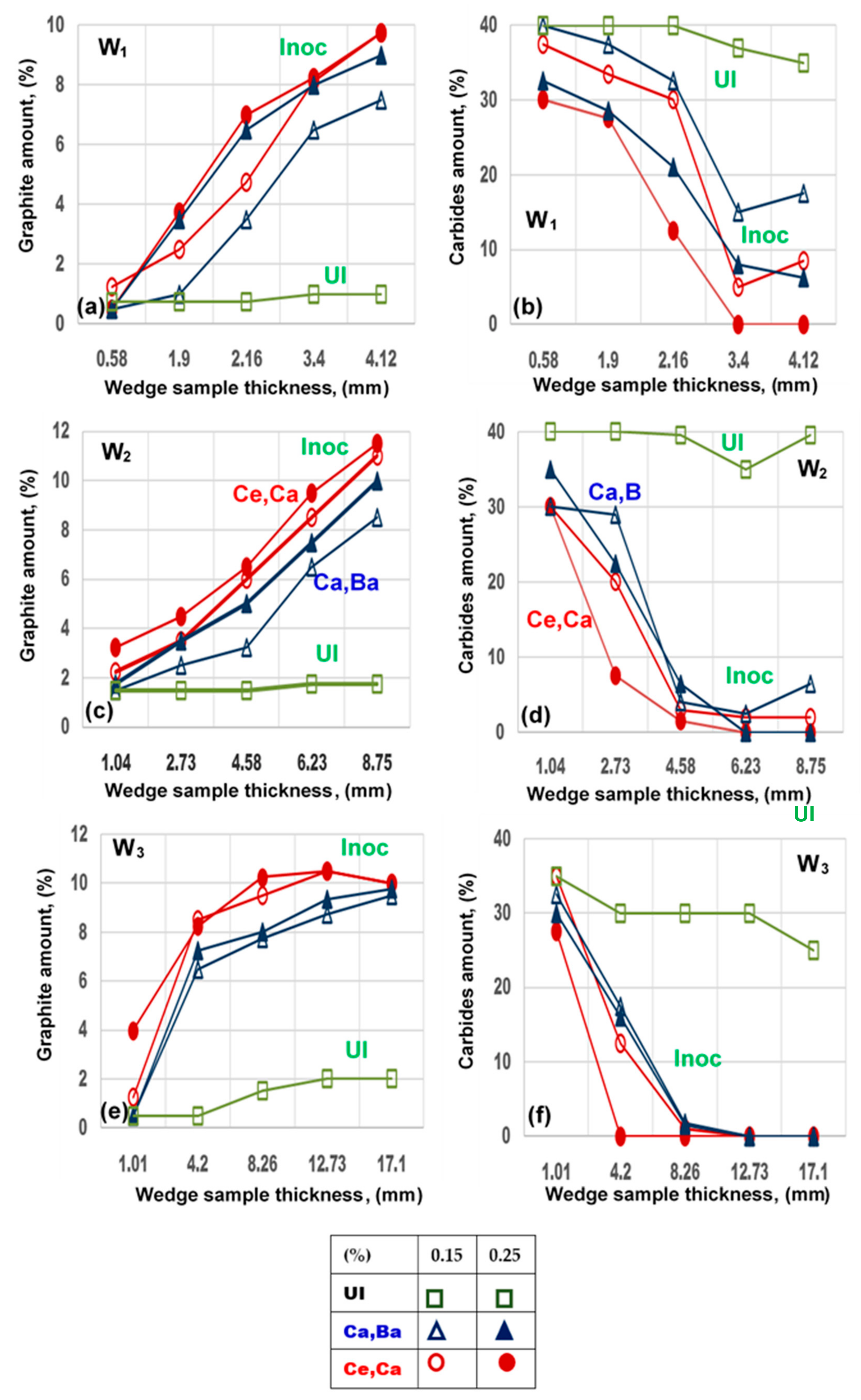
Figure 6 illustrates the typical graphite morphology for Ce-bearing FeSi inoculated cast irons, at different wall thickness, for W
2 and W
3 wedge castings, while
Figure 7 shows the variation of the graphite amount and free carbides amount as result of the Ca,Ba-and Ce,Ca-FeSi inoculation and wedge casting thickness, respectively.
Critical conditions of the chemical composition, mainly expressed by low sulphur content (<0.03%), very low control factor (%Mn) × (%S) < 0.02, high Mn/S ratio (>30) and very low content of oxide forming elements (Al, Zr), led to strong sensitivity to free carbides and undercooled graphite morphologies formation in un-inoculated cast irons. The increasing of the cooling modulus (1.1 mm for W1 up to 3.5 mm for W3 casting) and wall thickness for each wedge casting, which implies the decreasing of the solidification cooling rate, led to the increasing of the graphite amount (but this was limited to 2%) and the decreasing of the carbides amount (but this remained at more than 25%). A mottled structure, characterized by low amounts of graphite at undercooled morphologies (D and E-types) and high amounts of free carbides, is typical for un-inoculated cast irons in the test solidification conditions.
Inoculation, as a metallurgical treatment applied to the liquid cast iron, before solidification, shows a visible graphitizing effect, depending on the type and addition amount of inoculant, and the solidification-cooling rate, expressed by casting cooling modulus and wall thickness, respectively. The higher the wall thickness (lower cooling rate), the greater the difference between un-inoculated and inoculated cast irons, due to the larger amount of graphite.
Ce-bearing FeSi inoculant appears to be more effective compared with the reference Ca,Ba-FeSi alloy, especially at lower addition rates and lower wall thicknesses. The decreasing of the solidification cooling modulus (cooling rate increasing), by transition from W3 up to W1 wedge casting, leads to the increasing of the efficiency of higher inoculant addition rates and of the Ce-bearing FeSi alloy, respectively. For excessively high cooling rates, typically for W1 wedge casting solidification, the difference is clearest between un-inoculated, Ca,Ba-FeSi and Ce,Ca-FeSi inoculated cast irons, as well as for the two test inoculant addition rates. For W2 and W3 solidification conditions, the graphitizing efficiency of 0.15 wt.% Ce,Ca-FeSi alloy is higher than that of 0.25 wt.% Ca,Ba-FeSi alloy.
According to the microstructures included in
Figure 6, the solidification-cooling rate (casting cooling modulus and wall thickness) and the applied inoculation affected the lamellar graphite morphology and distribution. If undercooled graphite morphologies characterize un-inoculated cast irons, independently of the cooling rate, the inoculation changes the lamellar graphite up to the A-type graphite; this is more visible for W
3 compared to W
2 wedge casting, for higher wall thickness and for Ce-bearing FeSi inoculant for each casting, respectively. For all of the solidification conditions, the efficiency of Ce,Ca-FeSi alloy is higher compared to conventional Ca,Ba-FeSi inoculant, as a result of its graphitizing power and the quality of the lamellar graphite that is formed.
The base metal matrix of inoculated cast irons is mainly pearlitic for all of the test conditions (more than 95% pearlite and less than 5% ferrite), according to the restricted carbon equivalent level and manganese content. Ferrite is associated with undercooled graphite presence, and is limited in Ce,Ca-FeSi inoculated cast irons.
3.3. Solidification Undercooling—Relationship between Structural Characteristics
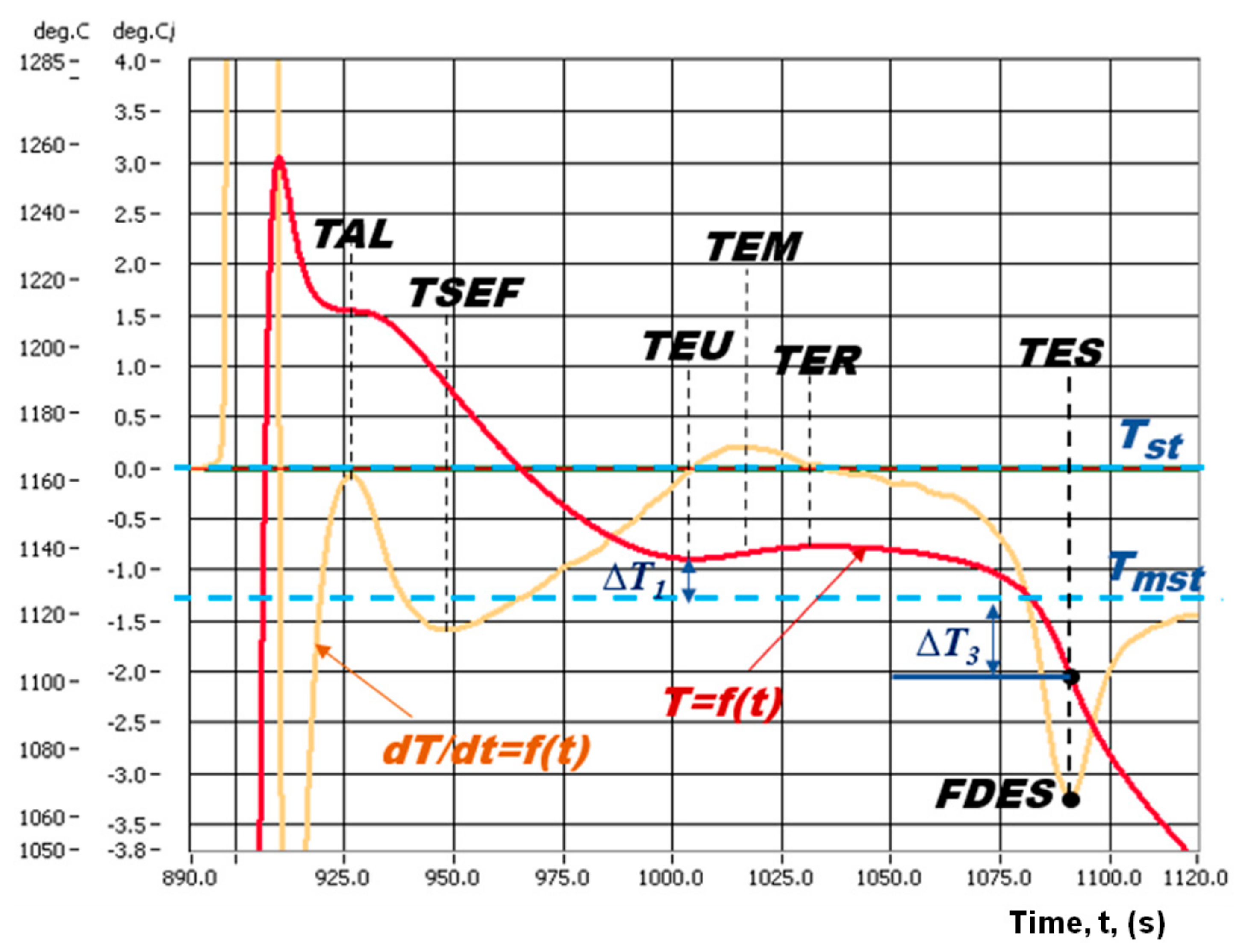
Figure 8 shows the typical obtained cooling curve and its first derivative (0.25% Ce,Ca-FeSi inoculation). The representative temperatures on the cooling curve (
T = f(t)), which are mainly measured also with the contribution of the first derivative of the cooling curve (∆
T/∆
t = f(t)), are the following:
TAL—temperature of austenitic liquidus, °C; TSEF—temperature of start of eutectic freezing (eutectic nucleation), °C; TEU—temperature of eutectic undercooling, °C; TER—temperature of graphitic recalescence, °C; TES—temperature of the end of solidification (end of solidus), °C; TEM—maximum recalescence rate, °C /s.
Equilibrium temperatures in stable (graphitic) Tst and metastable (carbidic) Tmst, and the ∆Ts range of the equilibrium eutectic temperature (∆Ts = Tst − Tmst, °C), are important to evaluate the real undercooling degree during solidification in specific heat release conditions.
These two important parameters were calculated depending on the final silicon content in un-inoculated and different inoculated cast irons, as silicon is generally the most important element influencing factor, by increasing
Tst and decreasing
Tmst [
32]:
Table 2 shows the obtained values for
Tst and
Tmst parameters. The silicon contribution of inoculation generally increased the
Tst and decreased the
Tmst levels, independently of the inoculant type, but depending on the inoculant addition rate. As result, the eutectic range (∆
Ts =
Tst −
Tmst) was enlarged. It is worth noting that the low level of FeSi-based alloys’ addition (0.15–0.25 wt.%) has a limited effect on the eutectic temperature variation.
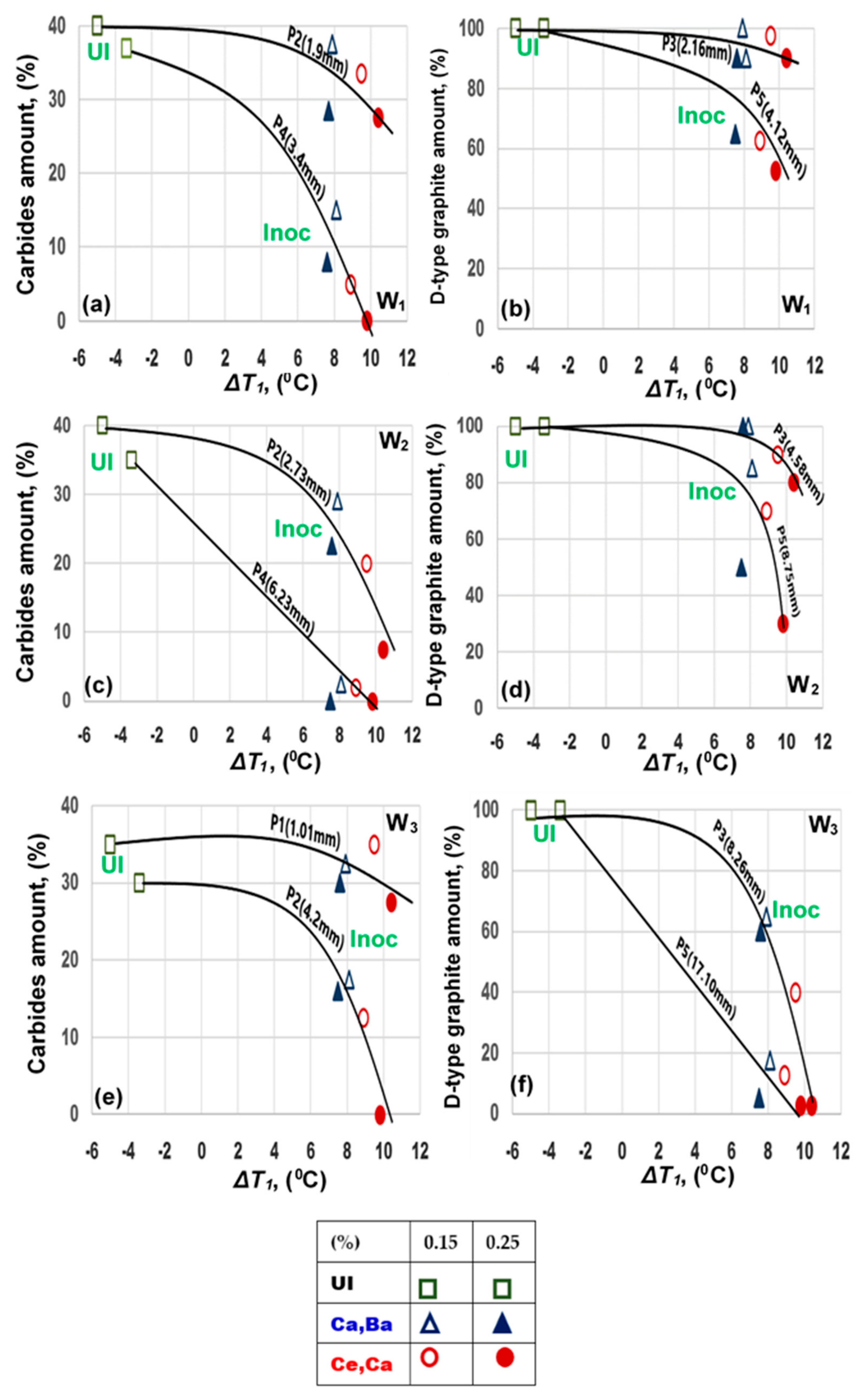
In the present paper, the undercooling degree at the lowest eutectic temperature
TEU reported to the eutectic temperature in the metastable (carbidic) solidification system (∆
T1 =
TEU −
Tmst, °C) was considered (standard ceramic cup evaluation) in relation to the structural characteristics of un-inoculated and inoculated grey cast irons, such as free carbides amount and undercooled graphite (D-type) amount variation, depending on the wall thickness of the tested castings (W
1, W
2, W
3) (
Figure 9).
Un-inoculated cast irons are characterized by negative values of the ∆T1 parameter (−3 … −5 °C), reflecting the carbides’ formation sensitivity of 7.3 mm cooling modulus castings solidified in standard ceramic cup, which was TEU < Tmst in these conditions. Inoculated cast irons are defined by positive values ∆T1 = 7 … 11 °C (TEU > Tmst), which refer tothe graphite formation in the first part of the eutectic reaction, under specified solidification conditions.
It appears that the standard solidification conditions (ceramic cup, 7.3 mm cooling modulus), which are typical for thermal (cooling curve) analysis systems, could be used to evaluate the solidification pattern of the wedge test castings, at cooling modulus 1.1 … 3.5 mm, depending on the wall thickness that expresses the cooling rate.
Figure 9 shows the relationship of ∆
T1 with carbides and undercooled graphite (D-type) formation, for un-inoculated and inoculated cast irons.
The increasing of the ∆T1 parameter as the effect of inoculation (higher ∆T1 for higher inoculant addition) led to lower carbides amount, for all of the three tested castings and for thicker sections. It is clear that Ce-bearing FeSi increased the ∆T1 parameter compared to the reference inoculant (Ca,Ba-FeSi), resulting in lower carbide amounts. The use of 0.25 wt.% Ce,Ca-FeSi inoculated cast irons led to the avoidance of free carbides’ formation at 3.4 mm thickness W1 casting, 6.23 mm W2 casting and 4.2 mm W3 casting, respectively.
Similarly, the ∆T1 parameter illustrates the sensitiveness of tested castings to form undercooled graphite morphology, typically of the D-type. Un-inoculated iron castings contain the highest amount of carbides and only undercooled D-type graphite. The positive effect of inoculation could also be expressed through the decreasing of the incidence of undercooled graphite, with Ce,Ca-FeSi alloy as a performance-related variable, for all of the solidification conditions. It remains at a higher level (more than 80%) at a very low (W1 casting) and low (W2 casting) cooling modulus, especially at lower wall thickness.
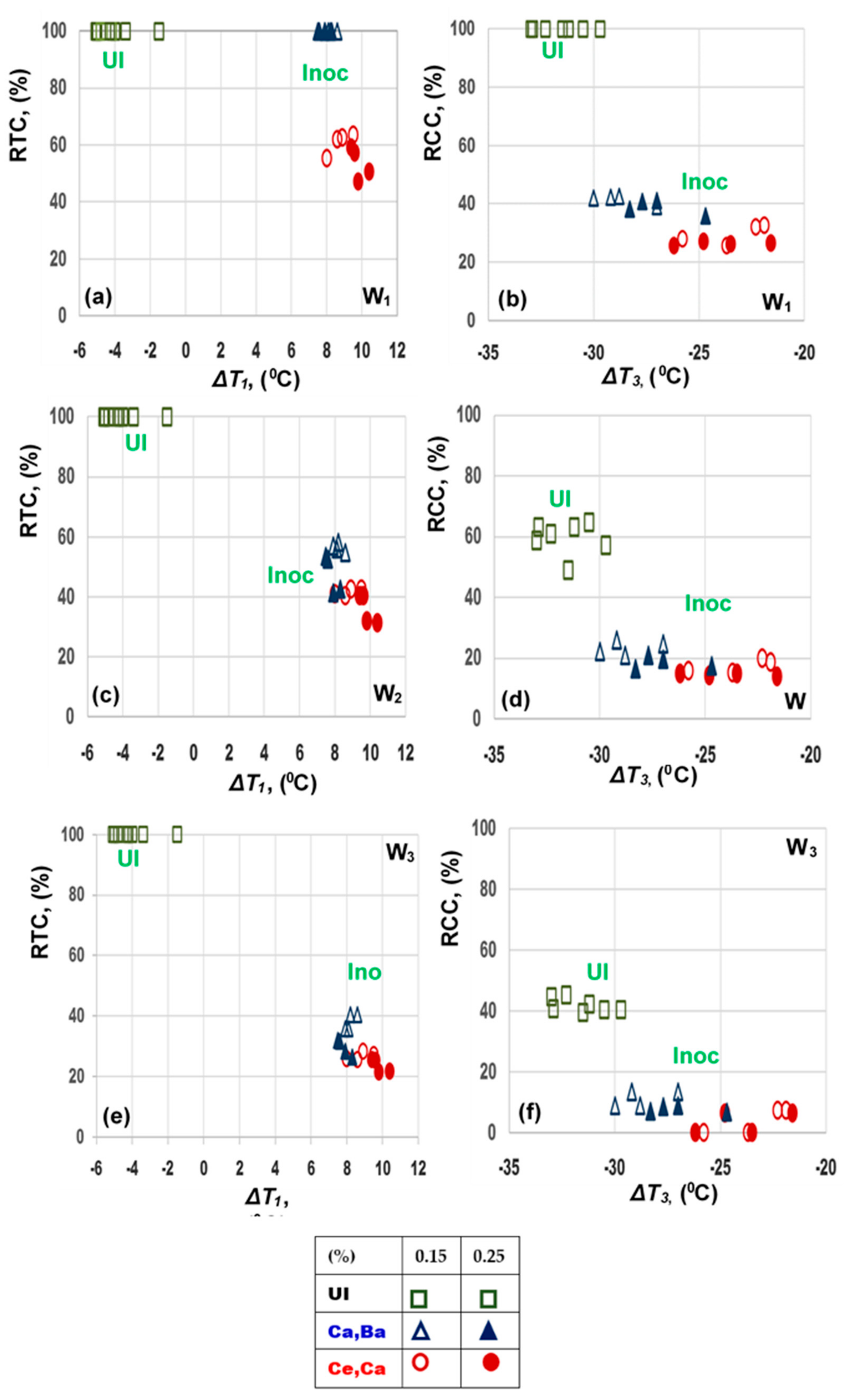
3.4. Solidification Undercooling–Chill Tendency Relationship
The chill tendency is one of the most used qualitative parameter of the grey iron castings, while the wedge samples (
Figure 3 and
Figure 4) are used mainly in this respect. Usually, the clear chill (CC) and total chill (TC) are used (
Figure 3b). For a more accuracy in chill tendency evaluation, the Relative Clear Chill (RCC) and Relative Total Chill (RTC) parameters were proposed [
23].
Figure 10 shows the relationship between the undercooling degree at the lowest eutectic temperature (∆
T1 = TEU − Tmst) and at the end of solidification (∆
T3 = TES − Tmst) obtained by standard ceramic cup thermal analysis and the RCC and RTC, measured on the three test wedge castings, at different cooling modulus levels (CM), W
1 (CM = 1.1 mm), W
2 (CM = 2.1 mm) and W
3 (CM = 3.5 mm), which are typically used for control of thin wall iron castings.
where B is the maximum width of the test wedge (
Figure 3b).
According to the mentioned critical solidification conditions, a strong sensitivity to chill formation characterizes the un-inoculated cast irons. Relative Total Chill (RTC) has a maximum value (100%) for the all of the test wedge castings (CM = 1.1 … 3.5 mm), also with RCC = 100% for W1 casting, and high values for W2 and W3, respectively.
Inoculation moved the ∆T1 parameter from negative range to a positive range. The ∆T3 parameter characterizes the end of solidification, with negative values in all of the test conditions, which means that, for the temperature at the end of solidification, TES < Tmst.
Inoculation also has a visibly positive effect in the last part of solidification, as ∆T3 is less negative (−20 … −30 °C versus −30 … −35 °C), but at different values, depending on the inoculant type and inoculant addition rate, respectively.
∆
T3 is less negative for 0.25 wt.% versus 0.15 wt.% addition and for Ce,Ca-FeSi versus Ca,Ba-FeSi alloy (−22 … −27 °C versus −28 … −30 °C). Usually, less negative values for ∆
T3 indicate a high quality of iron castings, as a lower sensitivity for contraction defects (shrinkage, micro-shrinkage) and inter eutectic cells phase formation, at the end of solidification, is implied [
8].
For both RCC and RTC parameters’ evaluation, the difference between un-inoculated and inoculated cast irons increases as the casting cooling modulus decreases (solidification cooling rate increases). As result, for thin wall castings production, inoculation is compulsory to control chill (carbides) and undercooled graphite formation.
The performance of Ce-bearing FeSi inoculant is also sustained if the effects of the two inoculants are compared at the two used addition rates: in many cases, the positive effects of 0.15 wt.%Ce,Ca-FeSi alloy are, at least, equal to those of 0.25 wt.%Ca,Ba-FeSi alloy inoculation (and are better in many cases).













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}