Experimental Investigation of the Effects of Irradiating Schemes in Laser Tube Bending Process




Abstract
:1. Introduction
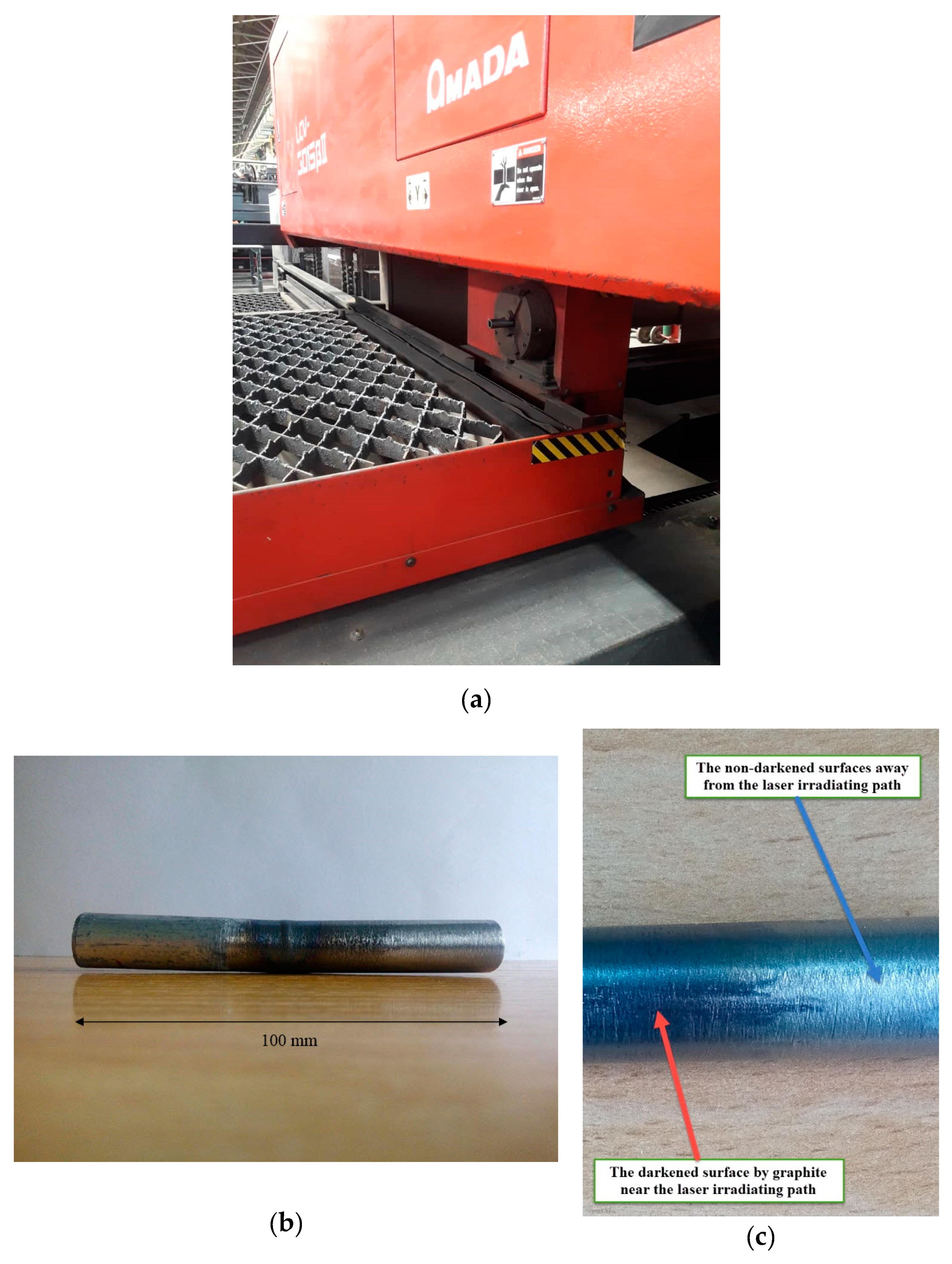
2. Experimental Work
3. Results and Discussion
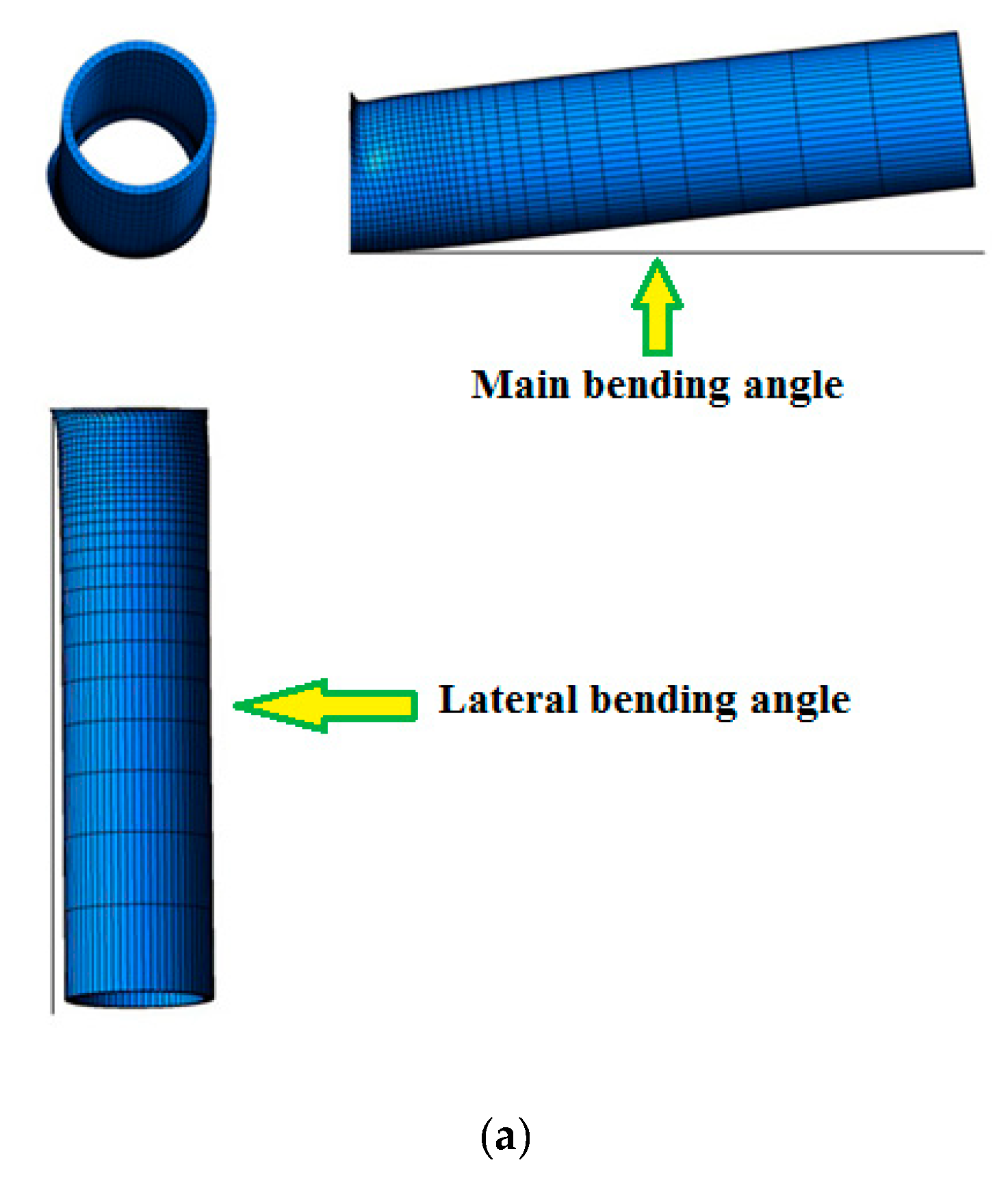
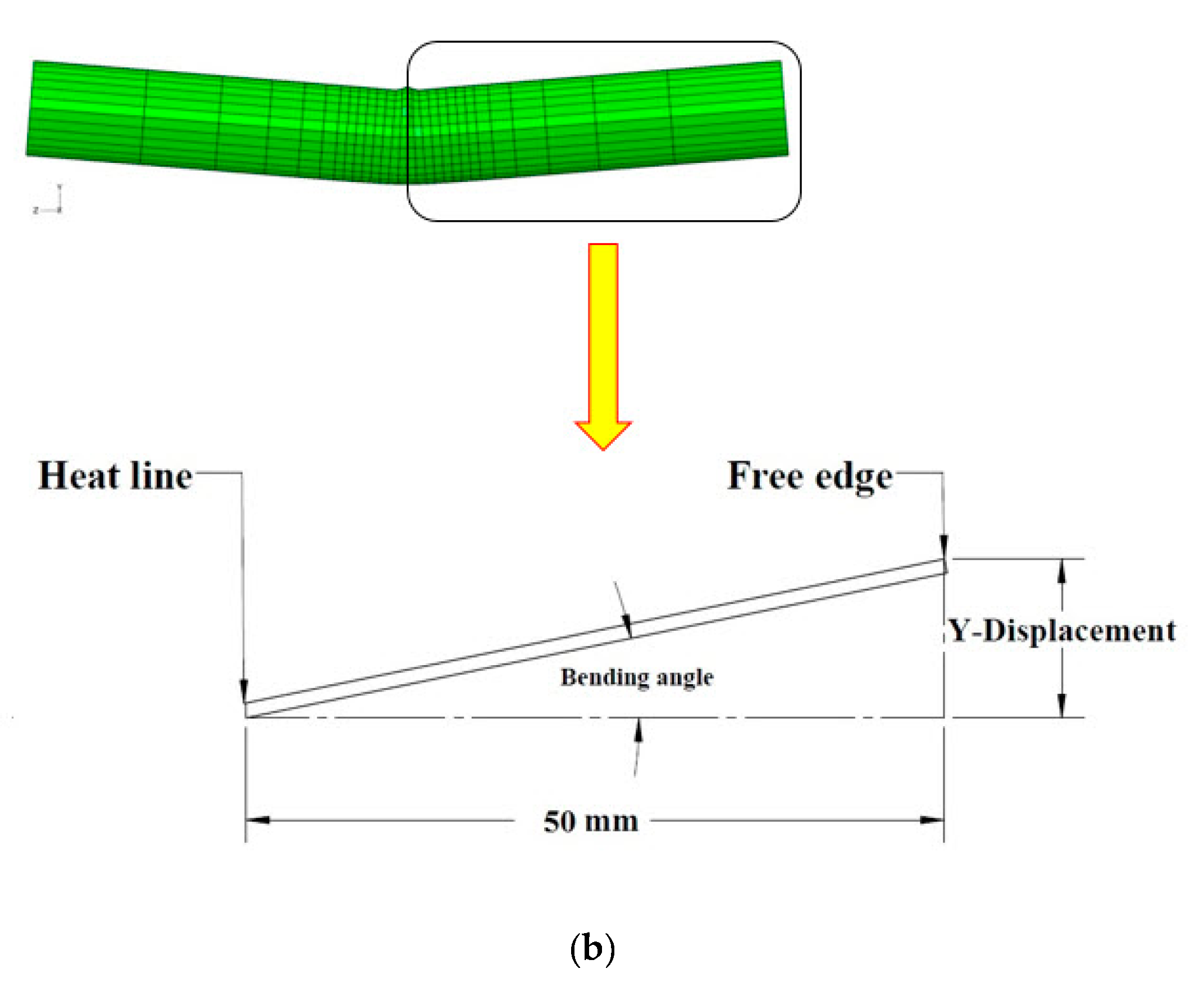
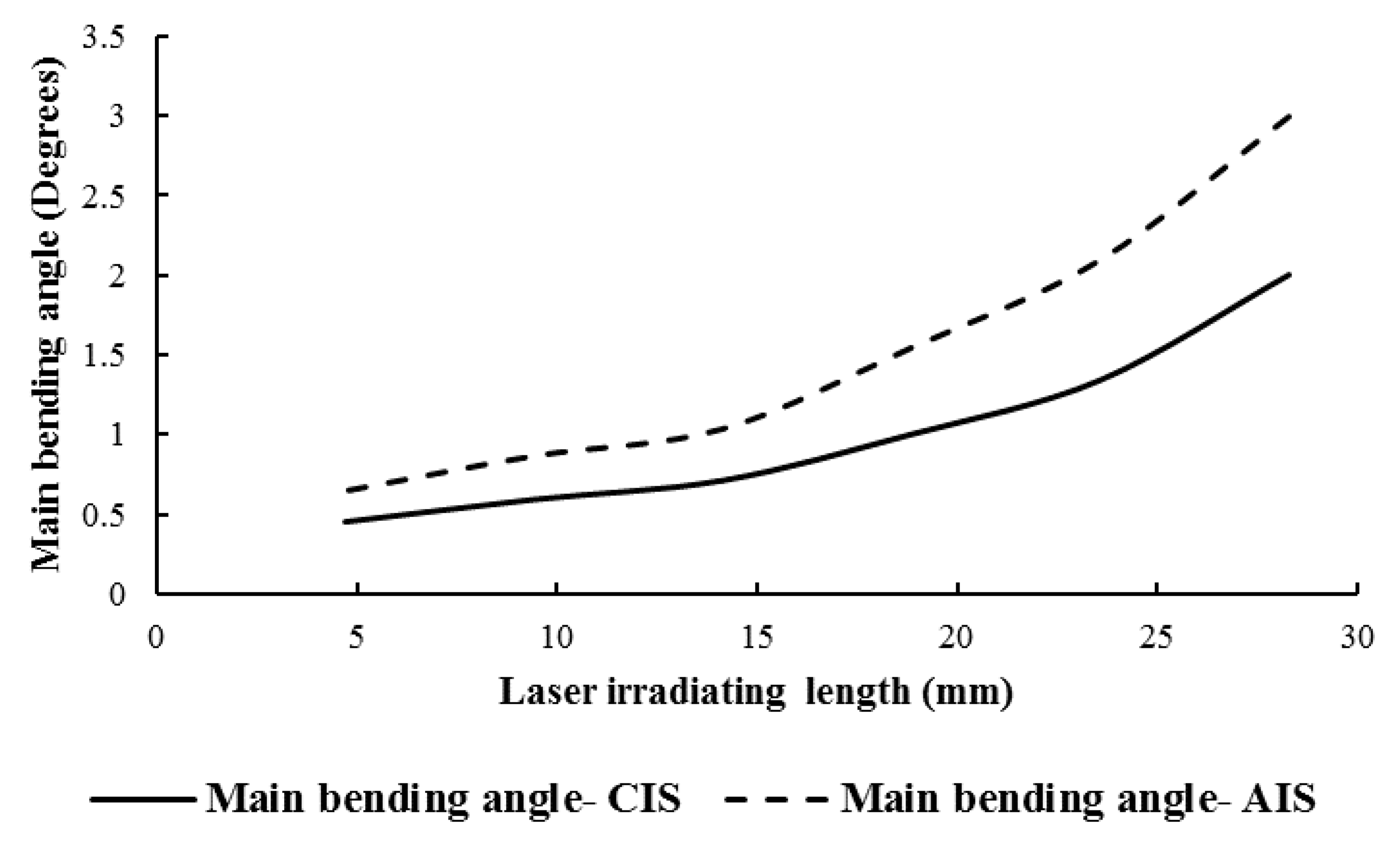
3.1. Effect of Irradiating Scheme on Main Bending Angle
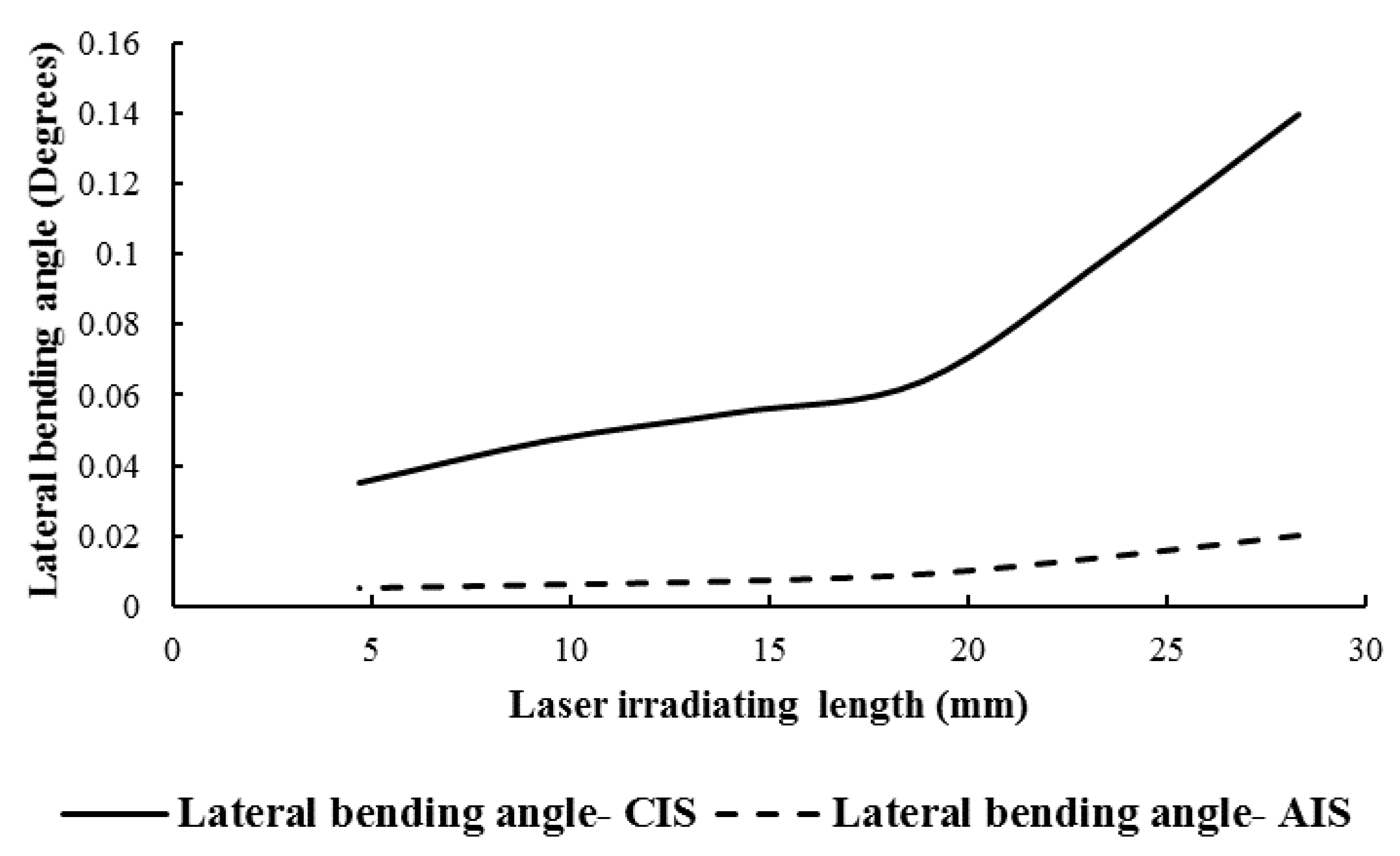
3.2. Effect of Irradiating Scheme on Lateral Bending Angle
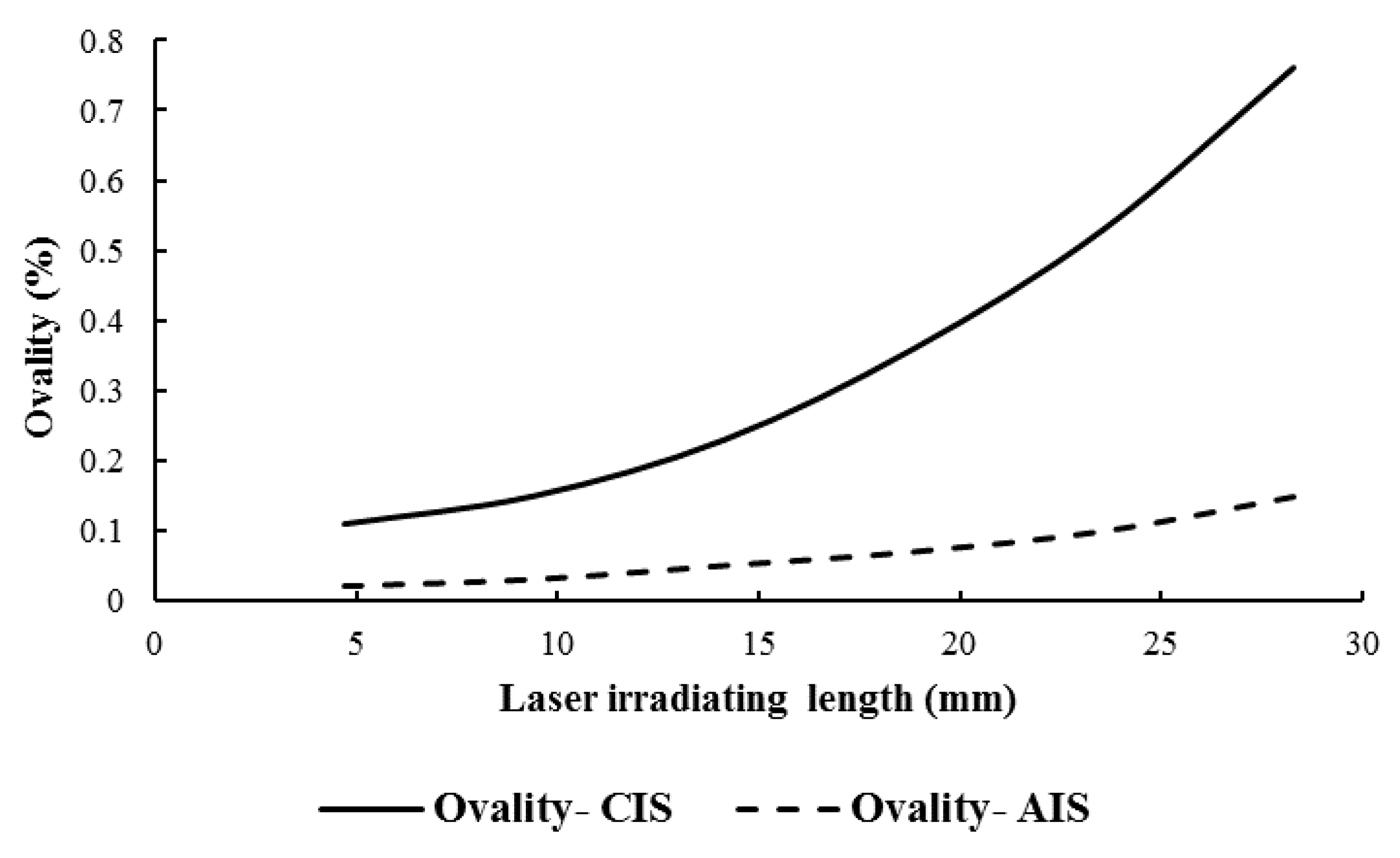
3.3. Effect of Irradiating Scheme on the Ovality of Laser-Bent Tube
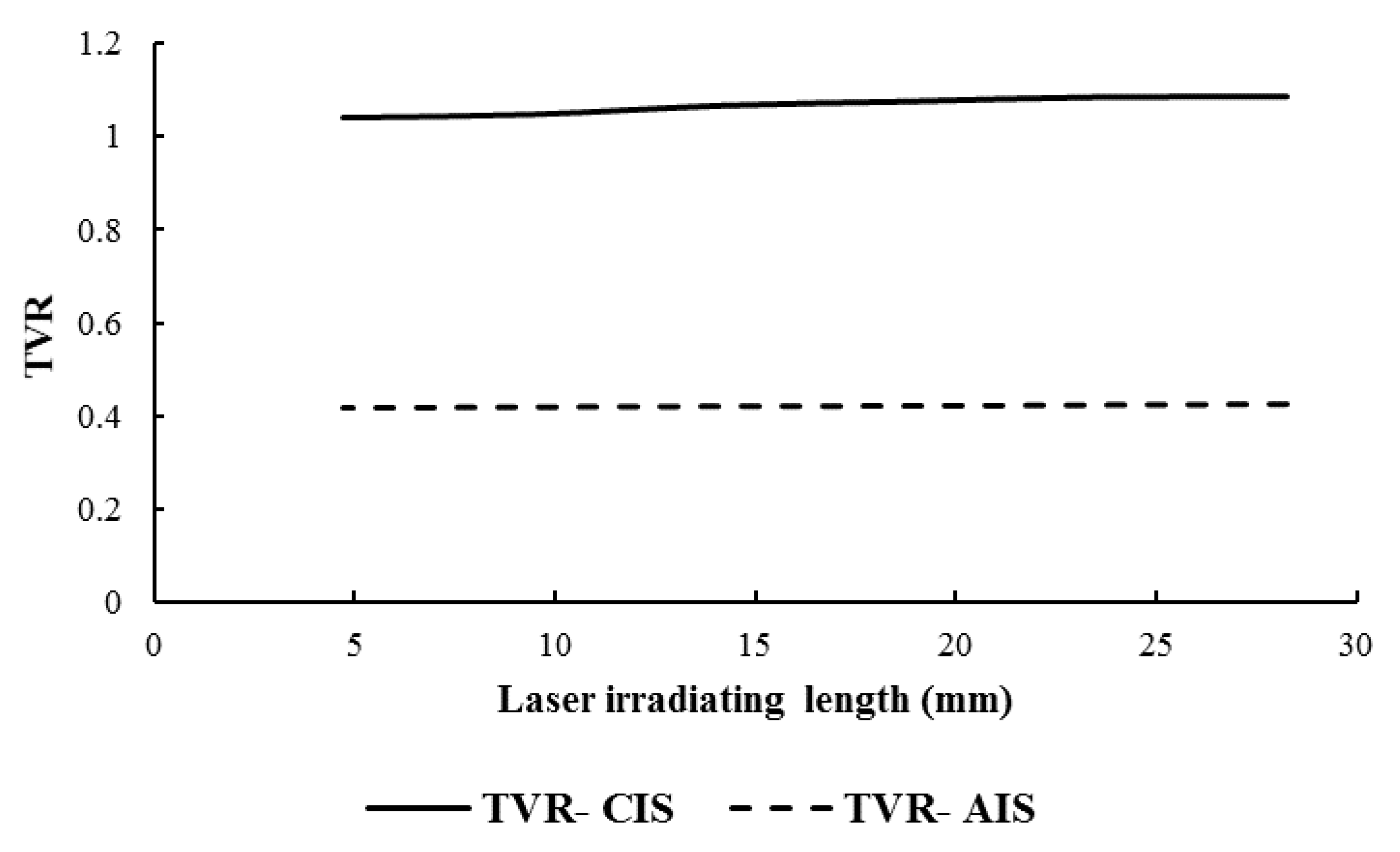
3.4. Effect of Irradiating Scheme on Thickness Variation Ratio of Laser-Bent Tube
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Safari, M.; Alves de Sousa, R.; Joudaki, J. Fabrication of saddle-shaped surfaces by a laser forming process: An experimental and statistical investigation. Metals 2020, 10, 883. [Google Scholar] [CrossRef]
- Khandandel, S.E.; Seyedkashi, S.M.H.; Moradi, M. Numerical and experimental analysis of the effect of forced cooling on laser tube forming. J. Braz. Soc. Mech. Sci. 2021, 43, 338. [Google Scholar] [CrossRef]
- Wang, X.Y.; Wang, J.; Wang, L.J.; Xu, W.J.; Guo, D.M. Scanning path planning in laser bending of tube based on curvature. Adv. Mater. Res. 2011, 264, 6–11. [Google Scholar] [CrossRef]
- Li, F.; Liu, S.; Shi, A.; Shi, Q.; Li, Y. Research on laser thread form bending of stainless steel tube. Int. J. Precis. Eng. Manuf. 2019, 20, 893–903. [Google Scholar] [CrossRef]
- Folkersma, G.; Brouwer, D.; Römer, G. Microtube laser forming for precision component alignment. J. Manuf. Sci. Eng. 2016, 138, 081012-1–081012-6. [Google Scholar] [CrossRef]
- Khandandel, S.E.; Seyedkashi, S.M.H.; Moradi, M. A novel path strategy design for precise 2D and 3D laser tube forming process; experimental and numerical investigation. Optic 2020, 206, 164302. [Google Scholar] [CrossRef]
- He, Y.; Li, H.; Zhang, Z.; Guangjun, L. Advances and trends on tube bending forming technologies. Chin. J. Aeronaut. 2012, 25, 1–12. [Google Scholar] [CrossRef] [Green Version]
- Khandandel, S.E.; Seyedkashi, S.M.H.; Hoseinpour Gollo, M. Effect of cooling on bending angle and microstructure in laser tube bending with circumferential scanning. Iran. J. Mater. Form. 2020, 7, 14–23. [Google Scholar] [CrossRef]
- Safari, M. A study on the laser tube bending process: Effects of the irradiating length and the number of irradiating passes. Iran. J. Mater. Form. 2020, 7, 46–53. [Google Scholar] [CrossRef]
- Keshtiara, M.; Golabi, S.; Tarkesh Esfahani, R. Multi-objective optimization of stainless steel 304 tube laser forming process using GA. Eng. Comput. 2021, 37, 155–171. [Google Scholar] [CrossRef]
- Imhan, K.I.; Baharudin, B.T.H.T.; Zakaria, A.; Ismail, M.I.S.B.; Alsabti, N.M.H.; Ahmad, A.K. Investigation of material specifications changes during laser tube bending and its influence on the modification and optimization of analytical modeling. Opt. Laser Technol. 2017, 95, 151–156. [Google Scholar] [CrossRef]
- Che Jamil, M.S.; Imam Fauzi, E.R.; Juinn, C.S.; Sheikh, M.A. Laser bending of pre-stressed thin-walled nickel micro-tubes. Opt. Laser Technol. 2015, 73, 105–117. [Google Scholar] [CrossRef]
- Wang, X.Y.; Wang, J.; Xu, W.J.; Guo, D.M. Scanning path planning for laser bending of straight tube into curve tube. Opt. Laser Technol. 2014, 56, 43–51. [Google Scholar] [CrossRef]
- Guan, Y.; Yuan, G.; Sun, S.; Zhao, G. Process simulation and optimization of laser tube bending. Int. J. Adv. Manuf. Technol. 2013, 65, 333–342. [Google Scholar] [CrossRef]
- Hao, N. On the process parameter of laser tube bending. In Proceedings of the 2010 International Conference on. Mechanic Automation and Control Engineering (MACE), Wuhan, China, 26–28 June 2010; pp. 5880–5883. [Google Scholar] [CrossRef]
- Zhang, J.; Cheng, P.; Zhang, W.; Graham, M.; Jones, J.; Jones, M.; Yao, Y.L. Effects of scanning schemes on laser tube bending. J. Manuf. Sci. 2006, 128, 20–33. [Google Scholar] [CrossRef] [Green Version]
- Hsieh, H.S.; Lin, J. Study of the buckling mechanism in laser tube forming. Opt. Laser Technol. 2005, 37, 402–409. [Google Scholar] [CrossRef]
- Li, W.; Yao, Y.L. Laser bending of tubes: Mechanism, analysis, and prediction. J. Manuf. Sci. 2001, 123, 674–681. [Google Scholar] [CrossRef]
- Silve, S.; Steen, W.M.; Podschies, B. A Discussion of Principles. In Proceedings of the ICALEO on Laser Forming Tubes, Orlando, FL, USA, 16–19 November 1998; pp. 151–160. [Google Scholar]
- Kraus, J. Basic process in laser bending of extrusion using the upsetting mechanism. In Laser Assisted Net Shape Engineering 2, Proceedings of the LANE’97, Erlangen, Germany, 23–26 September 1997; Geiger, M., Vollertsen, F., Eds.; Meisenbach: Bamberg, Germany, 1997; Volume 2, pp. 431–438. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
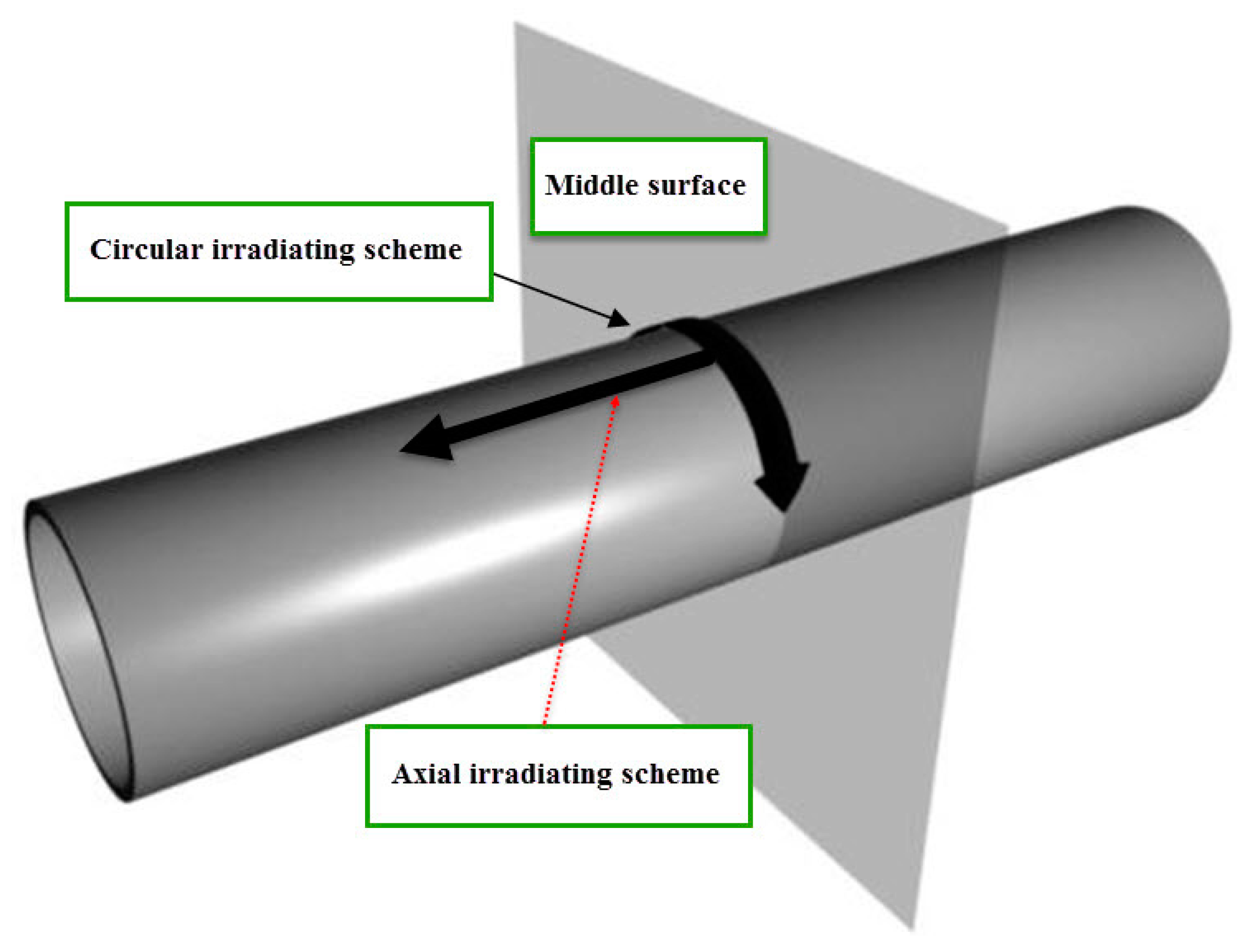
| Irradiation Scheme | Irradiation Length (Irradiation Angle) |
|---|---|
| Circular Irradiating Scheme (CIS) | 4.7 mm (30°) |
| 9.4 mm (60°) | |
| 14.1 mm (90°) | |
| Axial Irradiating Scheme (AIS) | 21.15 mm (135°) |
| 28.2 mm (180°) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Safari, M.; Alves de Sousa, R.J.; Joudaki, J. Experimental Investigation of the Effects of Irradiating Schemes in Laser Tube Bending Process. Metals 2021, 11, 1123. https://doi.org/10.3390/met11071123
Safari M, Alves de Sousa RJ, Joudaki J. Experimental Investigation of the Effects of Irradiating Schemes in Laser Tube Bending Process. Metals. 2021; 11(7):1123. https://doi.org/10.3390/met11071123
Chicago/Turabian StyleSafari, Mehdi, Ricardo J. Alves de Sousa, and Jalal Joudaki. 2021. "Experimental Investigation of the Effects of Irradiating Schemes in Laser Tube Bending Process" Metals 11, no. 7: 1123. https://doi.org/10.3390/met11071123