
Enhancement of Corrosion Properties of Fe-18Cr-9Mn-5.5Ni-0.3(C + N) Austenitic Stainless Steels by Carbon Alloying

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
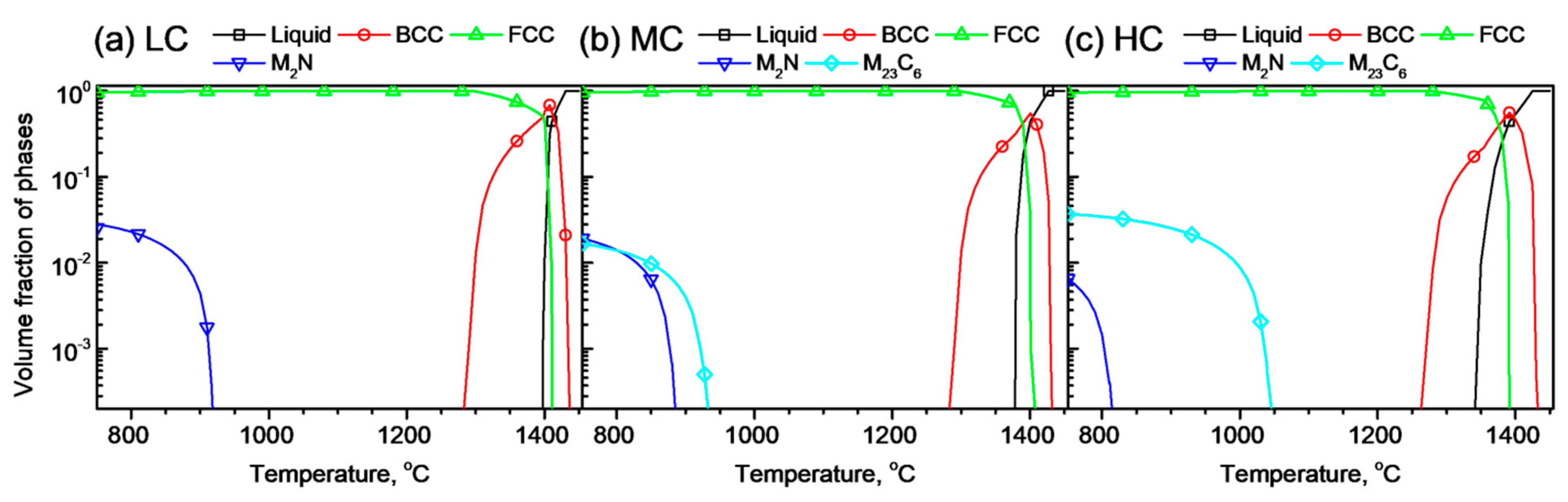
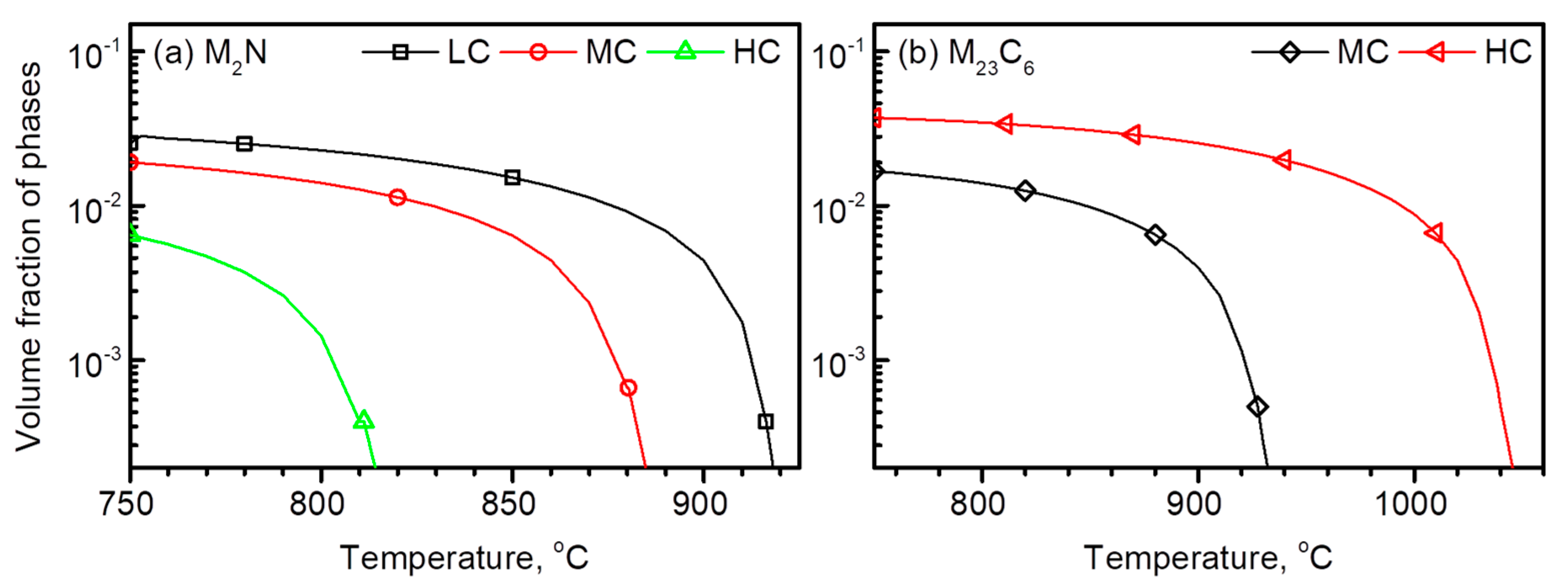
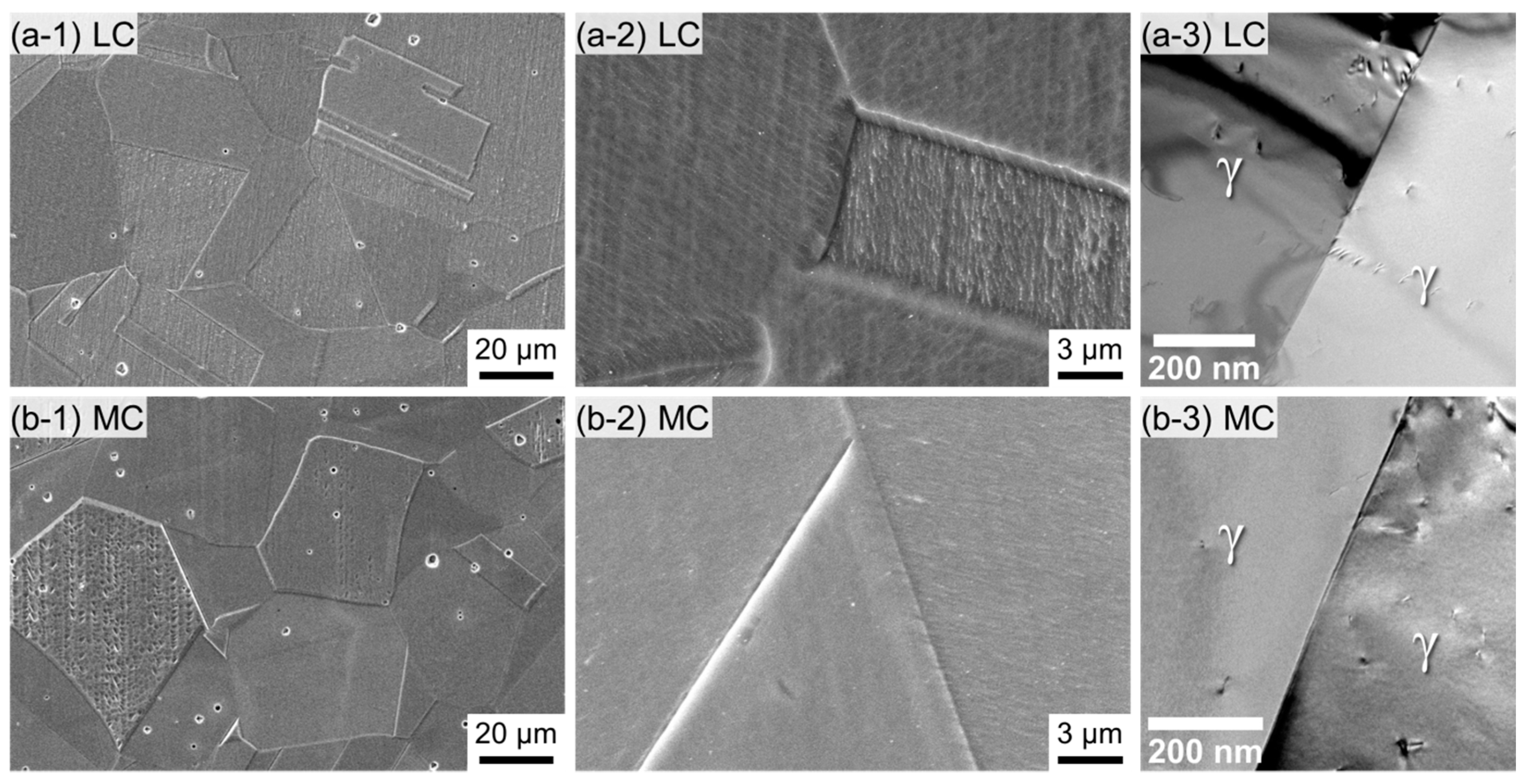
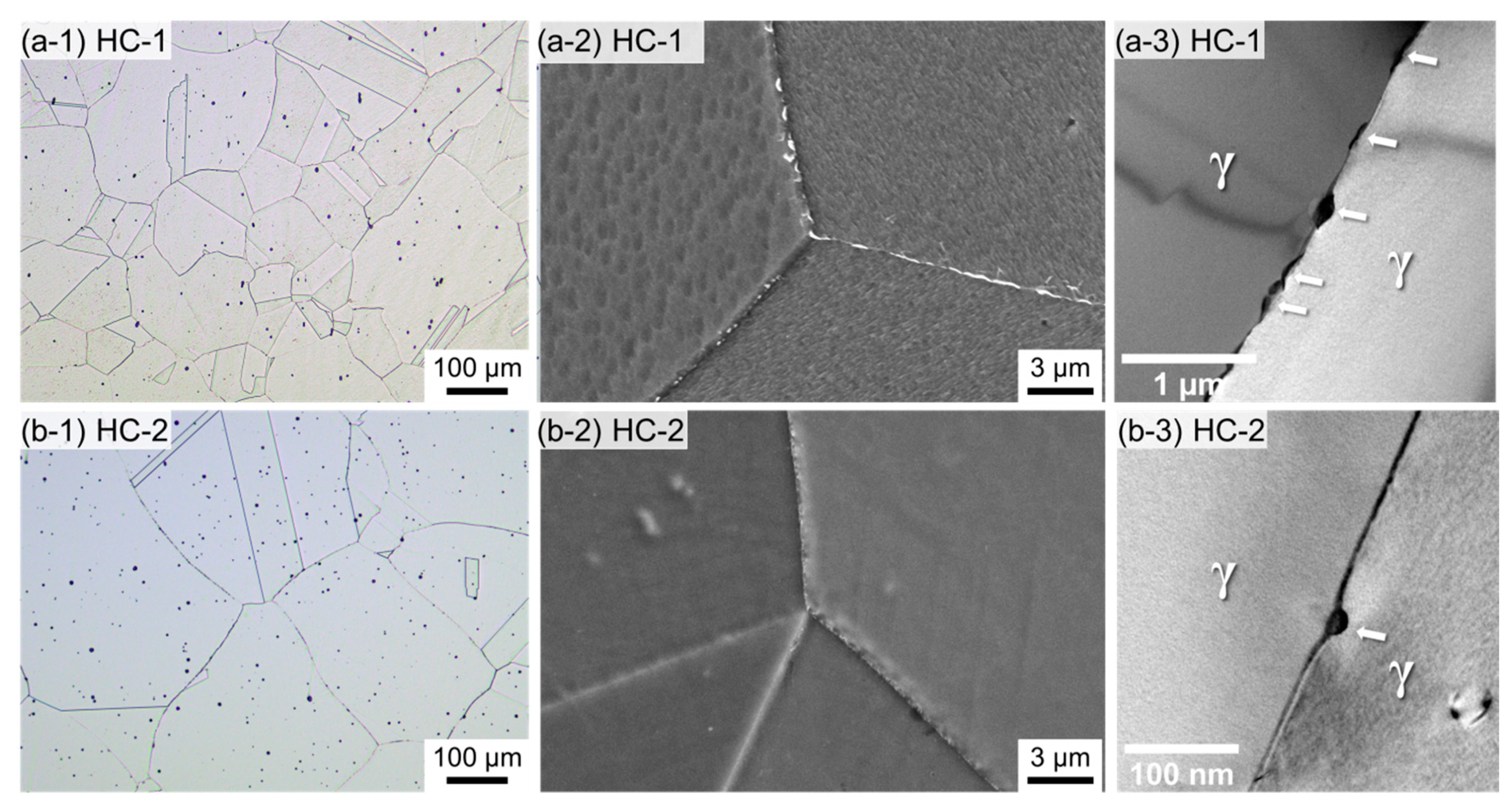
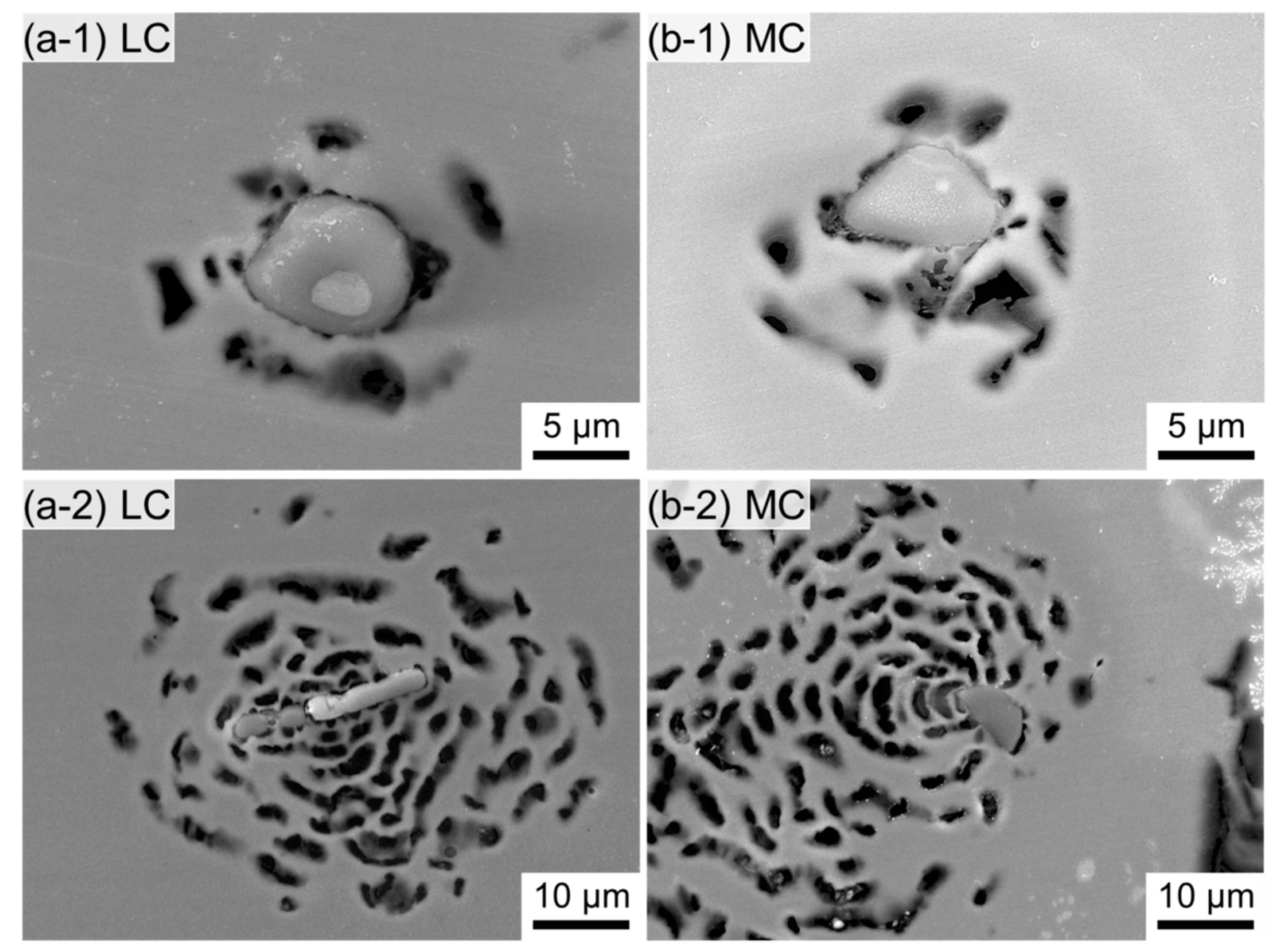
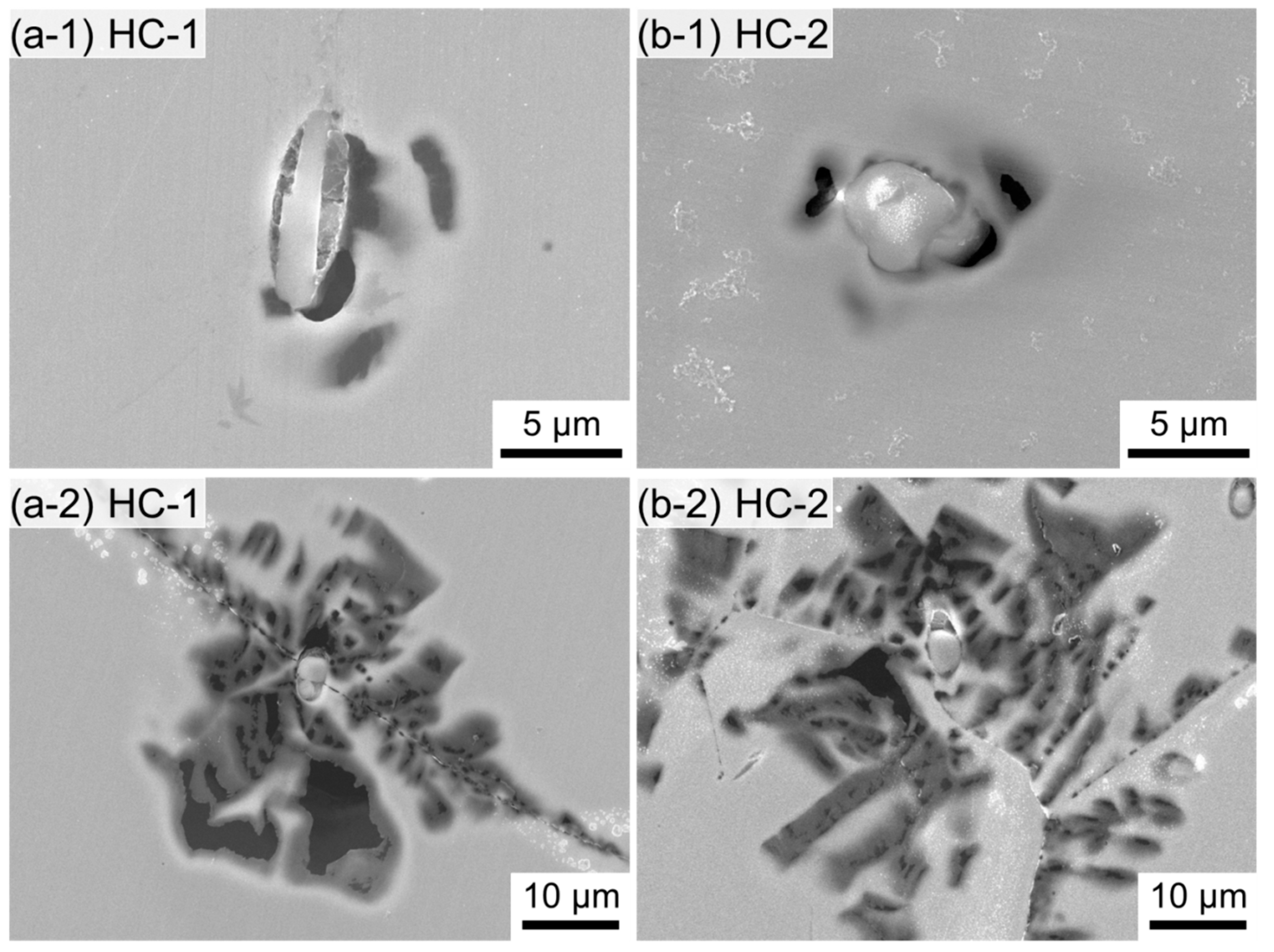
3.1. Microstructure
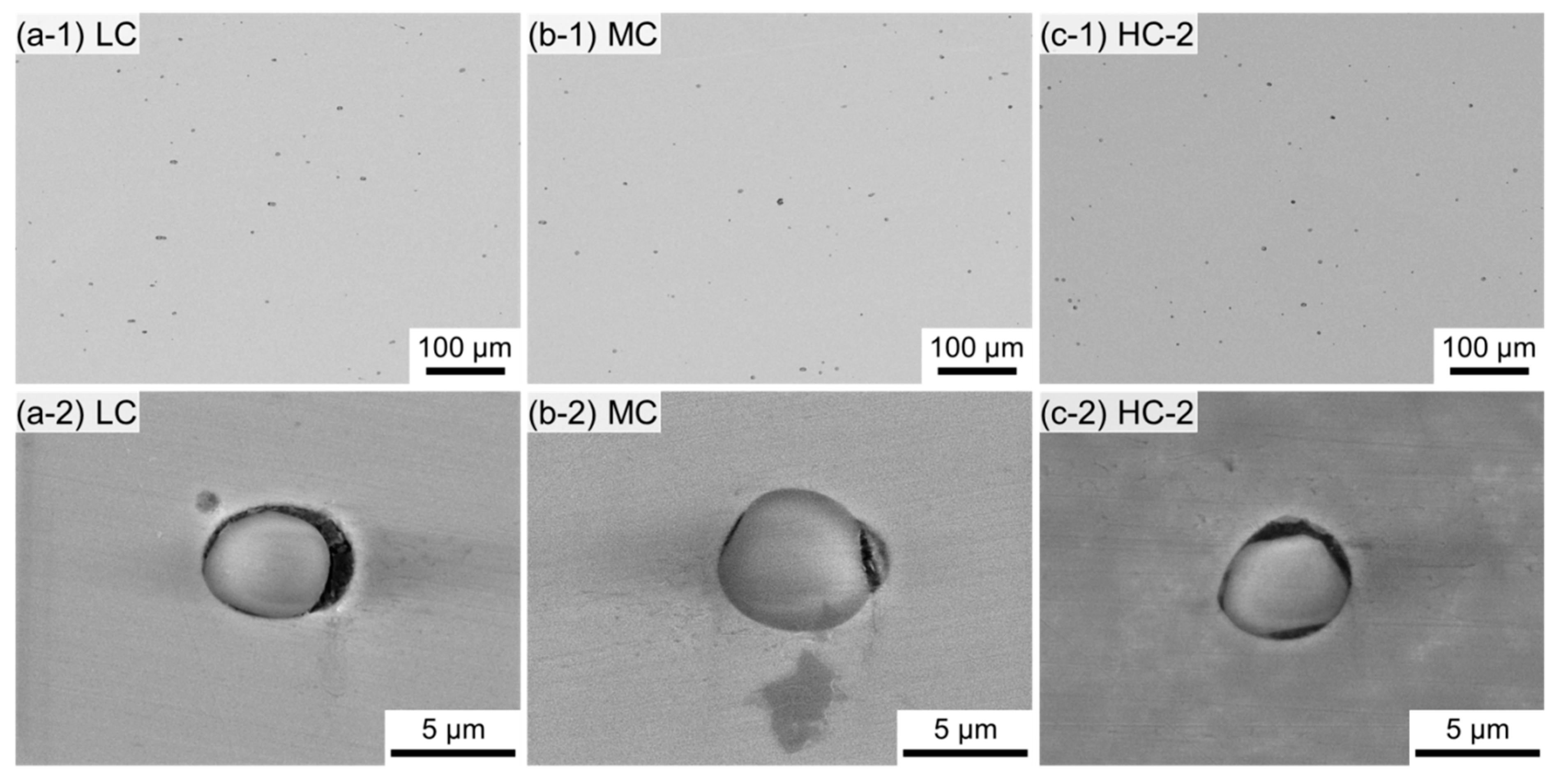
- the LC, MC, and HC samples had a γ single phase with similar (Cr,Mn)2O3 volume fractions;
- the LC and MC samples had similar grain sizes, but the HC sample had larger grains than the other samples;
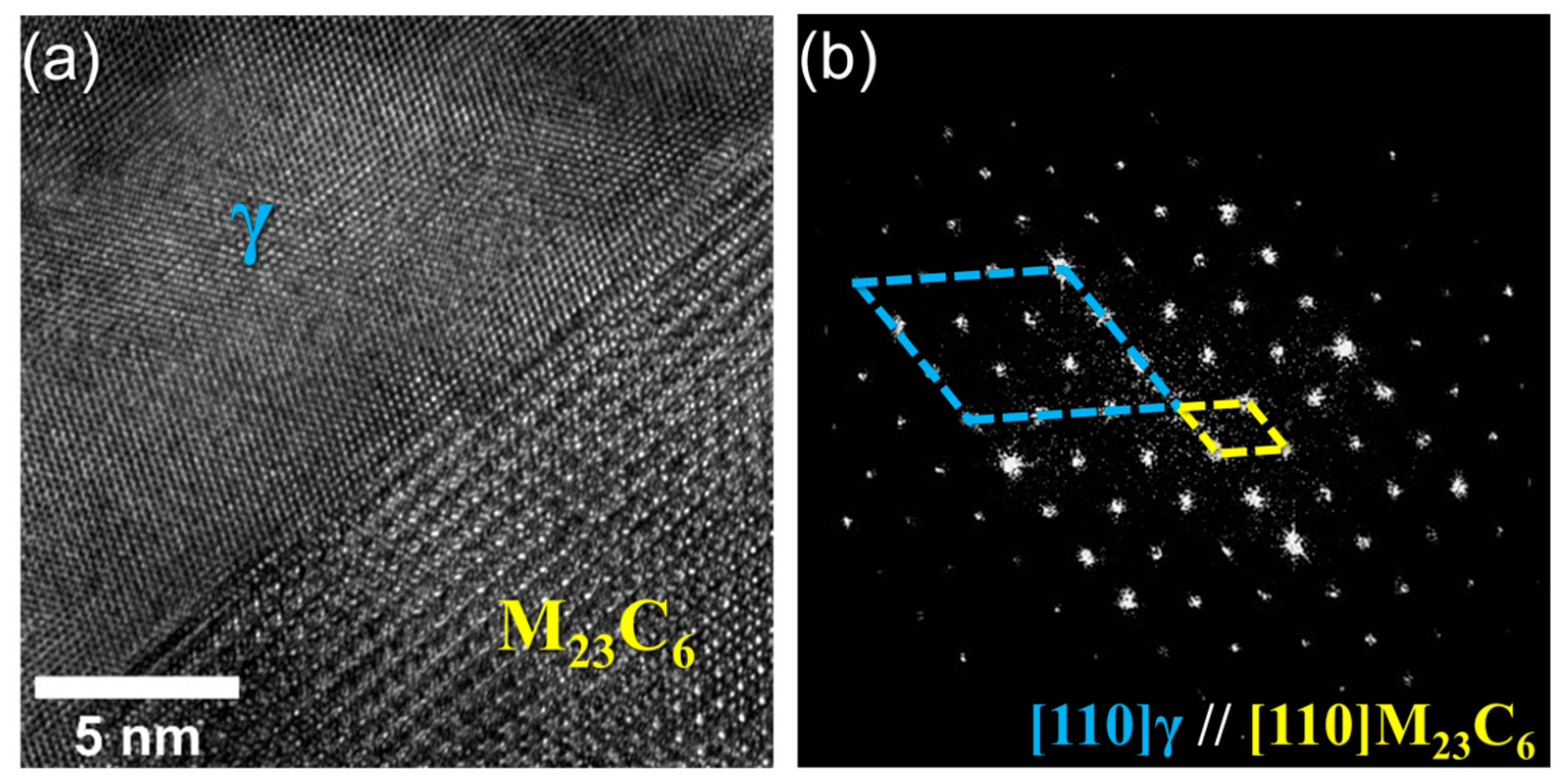
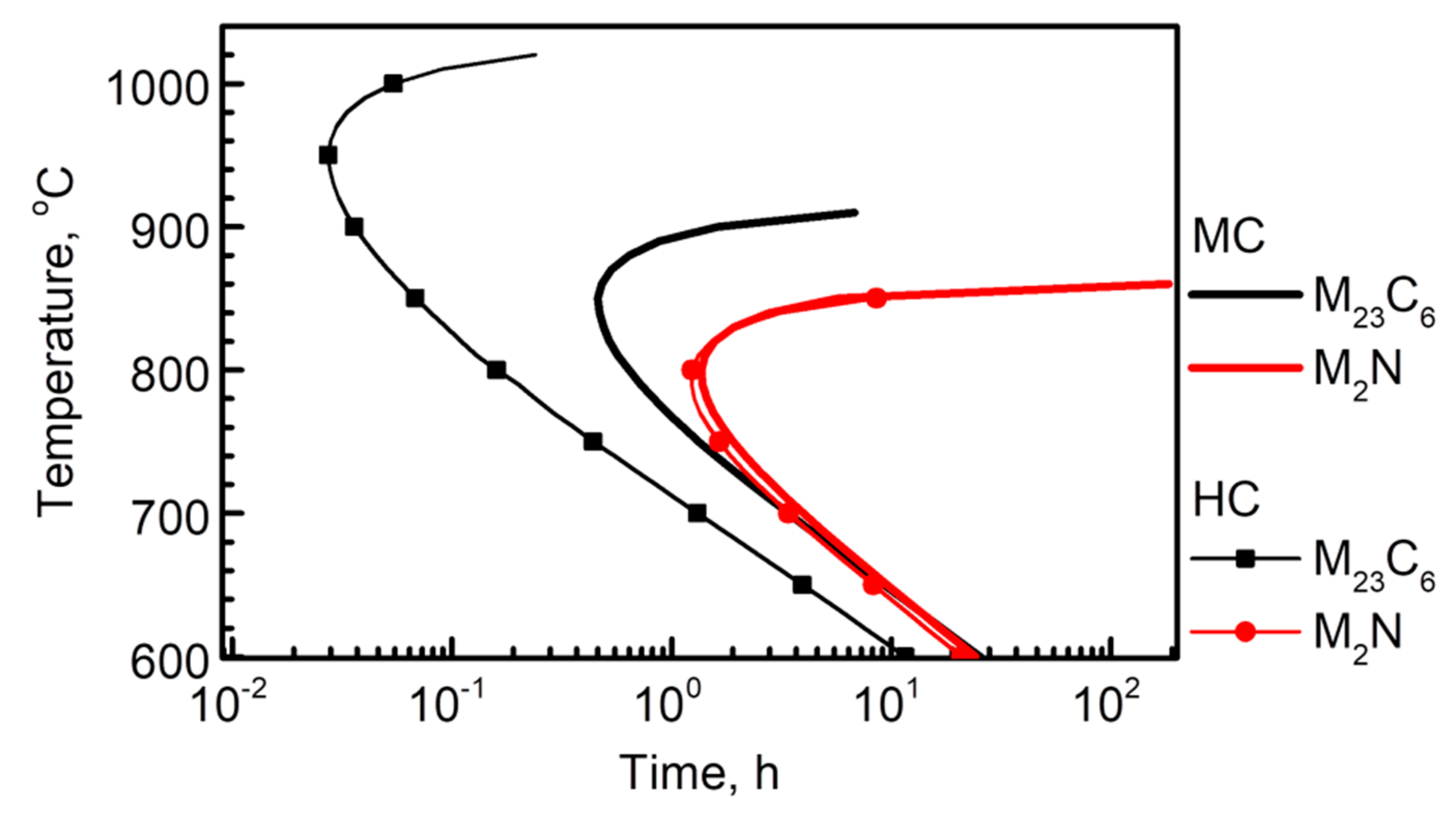
- after the solution treatment, precipitate did not form in the LC and MC samples, but was observed at the grain boundary of the HC samples.
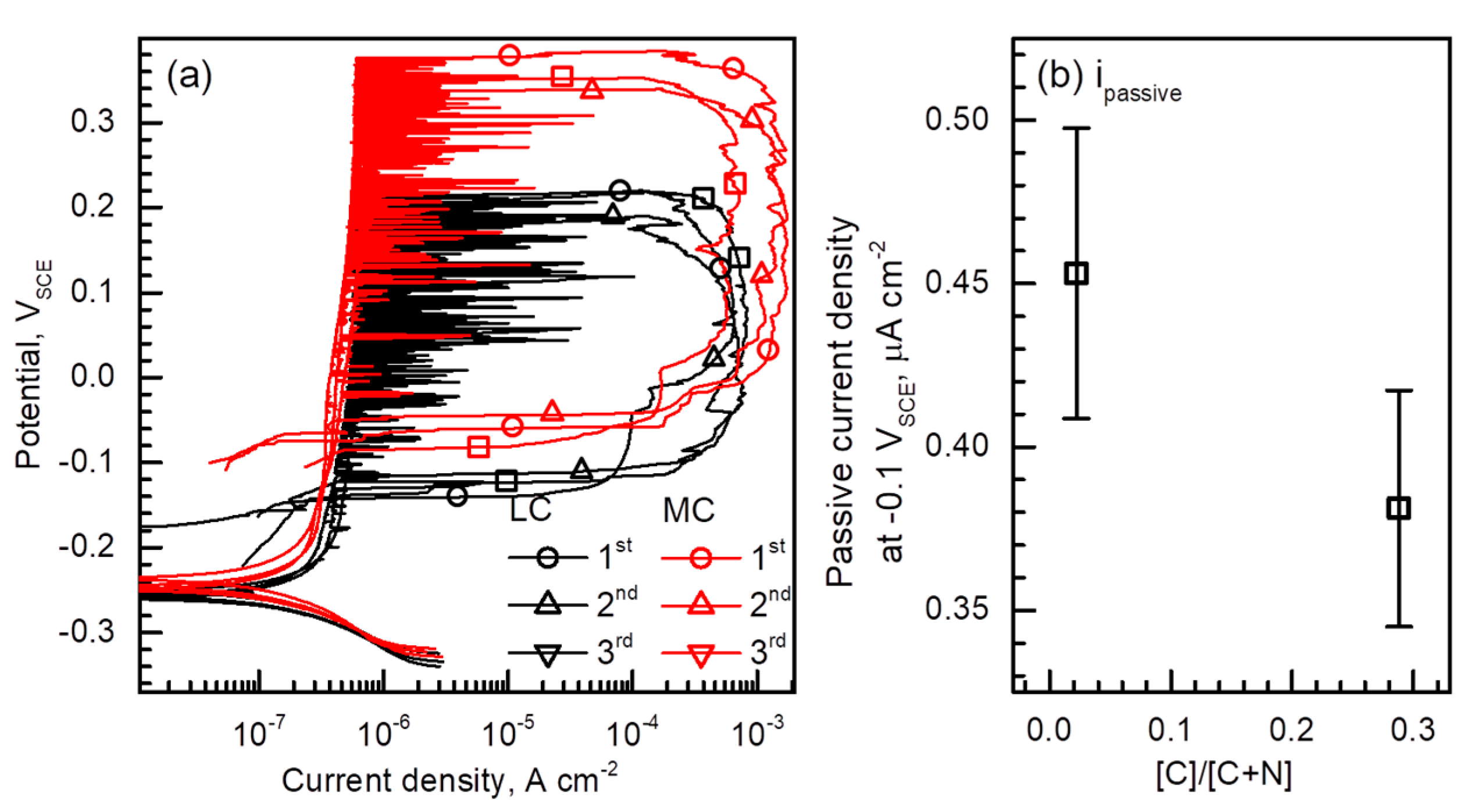
3.2. Pitting Corrosion Resistance
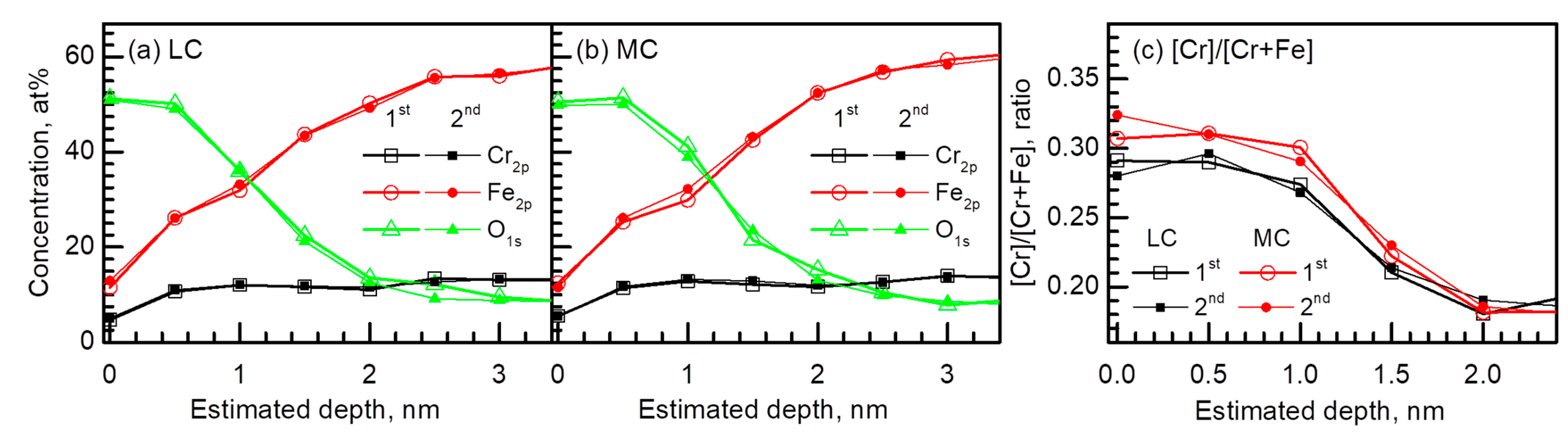
3.3. Passive Film Properties
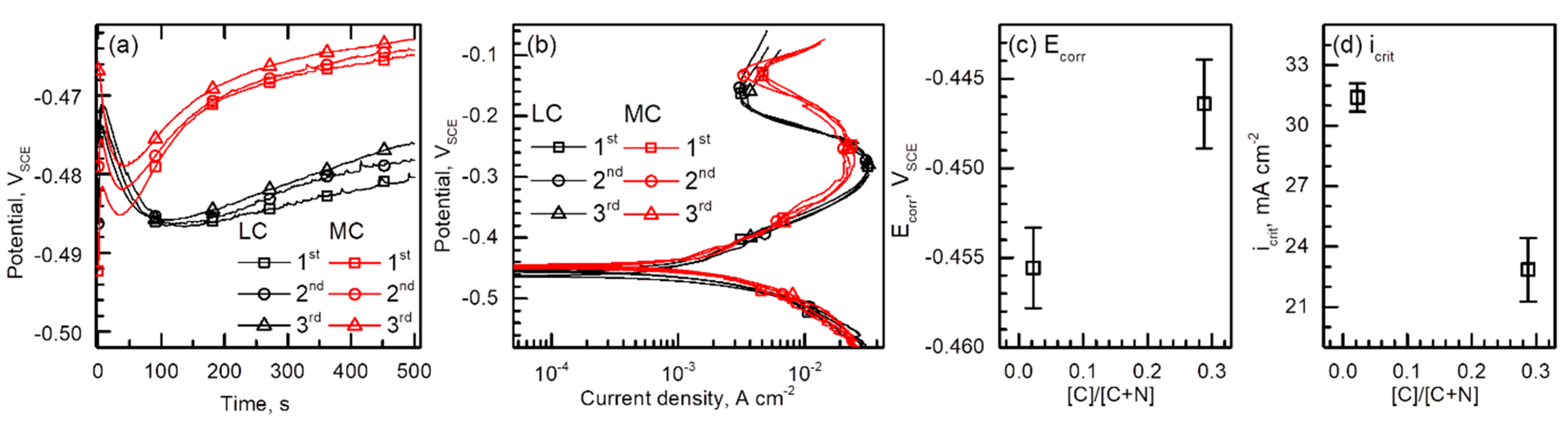
3.4. Dissolution Rate of Matrix
4. Conclusions
- All of the three alloys had γ matrix and possessed similar NMI volume fractions. In the alloy with C/(C + N) of 0.60, it was difficult to obtain a precipitate-free matrix, because the Cr23C6 precipitation rate was too fast compared to the other alloys. Therefore, it was recommended to maintain the C/(C + N) ratio below 0.6 in Fe-18Cr-9Mn-5.5Ni-0.3(C + N) γ-SSs.
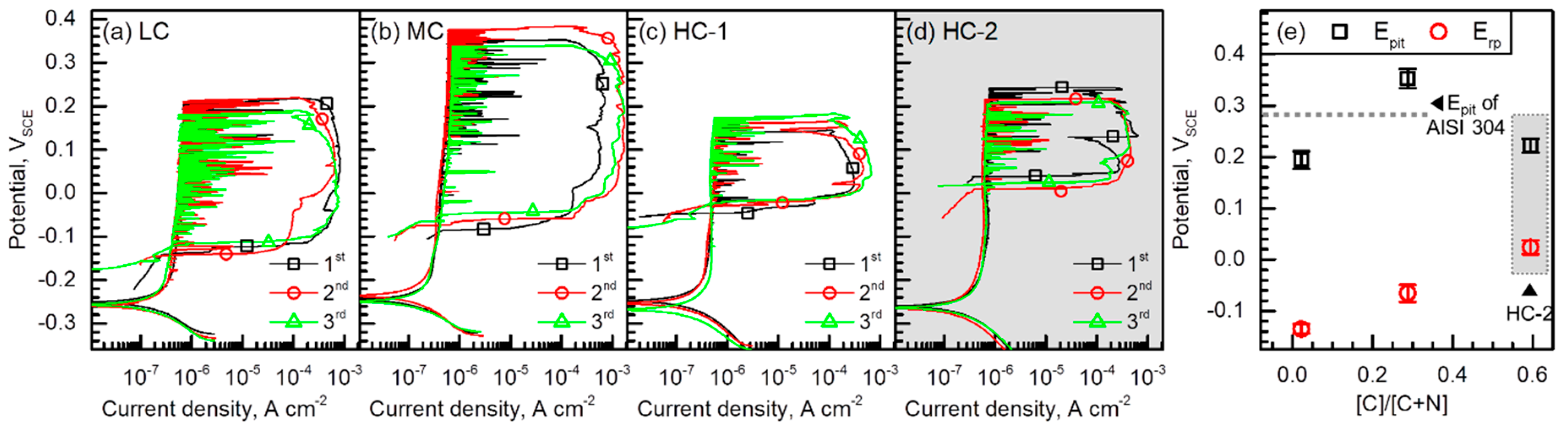
- The resistance to pitting corrosion of the alloys was evaluated through potentiodynamic polarization tests in a 3.5 wt% NaCl solution. The γ-SS with a C/(C + N) ratio of 0.29 exhibited the highest resistance to pitting corrosion, and the resistance level of this alloy was superior to that of the AISI 304 γ-SS.
- XPS analysis of the passive films of the γ-SS with C/(C + N) ratios of 0.022 and 0.288 showed that increasing C/(C + N) in the γ-SSs changed the passive layer to have more Cr fraction. Moreover, it was also found that increasing the C/(C + N) ratio improved the resistance to uniform corrosion of the γ-SS. That is, a higher C/(C + N) ratio in the γ-SS increased the protective ability of the passive film and decreased the growth rate of pits. Therefore, as long as C and N existed in a solid solution state, it could be concluded that partial substitution of C for N was advantageous for improving the pitting corrosion resistance of Fe-18Cr-9Mn-5.5Ni-0.3(C + N) γ-SSs.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Lo, K.H.; Shek, C.H.; Lai, J.K.L. Recent developments in stainless steels. Mater. Sci. Eng. R 2009, 65, 39–104. [Google Scholar] [CrossRef]
- Jiang, L.-Z.; Zhang, W.; Wang, Z.-Y. Research and development of lean duplex stainless steels. J. Iron Steel Res. 2013, 25, 1–8. [Google Scholar] [CrossRef]
- Uggowitzer, P.J.; Magdowski, R.; Speidel, M.O. Nickel Free High Nitrogen Austenitic Steels. ISIJ Int. 1996, 36, 901–908. [Google Scholar] [CrossRef] [Green Version]
- Oshima, T.; Habara, Y.; Kuroda, K. Efforts to Save Nickel in Austenitic Stainless Steels. ISIJ Int. 2007, 47, 359–364. [Google Scholar] [CrossRef] [Green Version]
- Liljas, M.; Johansson, P.; Liu, H.-P.; Olsson, C.-O.A. Development of a Lean Duplex Stainless Steel. Steel Res. Int. 2008, 79, 466–473. [Google Scholar] [CrossRef]
- Simmons, J.W. Overview: High-nitrogen alloying of stainless steels. Mater. Sci. Eng. A 1996, 207, 159–169. [Google Scholar] [CrossRef]
- Ha, H.-Y.; Lee, T.-H.; Oh, C.-S.; Kim, S.-J. Effects of combined addition of carbon and nitrogen on pitting corrosion behavior of Fe–18Cr–10Mn alloys. Scripta Mater. 2009, 61, 121–124. [Google Scholar] [CrossRef]
- Lunarska, E.; Szklarska-Smialowska, Z.; Janik-Czachor, M. Susceptibility of Cr-Ni-Mn Stainless Steels to Pitting in Chloride Solutions. Corrosion 1975, 31, 231–234. [Google Scholar] [CrossRef]
- Pardo, A.; Merino, M.C.; Coy, A.E.; Viejo, F.; Arrabal, R.; Matykina, E. Pitting corrosion behaviour of austenitic stainless steels–Combining effects of Mn and Mo additions. Corros. Sci. 2008, 50, 1796–1806. [Google Scholar] [CrossRef]
- Pardo, A.; Merino, M.C.; Coy, A.E.; Viejo, F.; Arrabal, R.; Matykina, E. Effect of Mo and Mn additions on the corrosion behavior of AISI 304 and 316 stainless steels in H2SO4. Corros. Sci. 2008, 50, 780–794. [Google Scholar] [CrossRef]
- Ha, H.-Y.; Jang, M.-H.; Lee, T.-H. Influences of Mn in solid solution on the pitting corrosion behaviour of Fe-23 wt%Cr-based alloys. Electrochim. Acta 2016, 191, 864–875. [Google Scholar] [CrossRef]
- Shames El Din, A.M.; Badran, M.M.; Khalil, S.E. Corrosion Behaviour of Manganese-Containing Stainless Steels. II. Potentiodynamic Measurements in H2SO4 Solutions. Werkst. Korros. 1973, 24, 23–28. [Google Scholar] [CrossRef]
- Shames El Din, A.M.; Badran, M.M.; Khalil, S.E. Corrosion Behaviour of Manganese-Containing Stainless Steels. III. Their susceptibility towards pitting corrosion. Werkst. Korros. 1973, 24, 290–295. [Google Scholar] [CrossRef]
- Janik-Czachor, M.; Lunarska, E.; Szklarska-Smialowvka, Z. Effect of nitrogen content in a 18Cr-5Ni-10Mn stainless steel on the pitting susceptibility in chloride solutions. Corrosion 1975, 31, 394–398. [Google Scholar] [CrossRef]
- Simmons, J.W.; Covino, B.S., Jr.; Hawk, J.A.; Dunning, J.S. Effect of Nitride (Cr2N) Precipitation on the Mechanical, Corrosion, and Wear Properties of Austenitic Stainless Steel. ISIJ Int. 1996, 36, 846–854. [Google Scholar] [CrossRef] [Green Version]
- Simmons, J.W. Strain hardening and plastic flow properties of nitrogen-alloyed Fe-17Cr-(8–10) Mn-5Ni austenitic stainless steels. Acta Mater. 1997, 45, 2467–2475. [Google Scholar] [CrossRef]
- Du Toit, M.; Steyn, H.G. Comparing the Formability of AISI 304 and AISI 202 Stainless Steels. JMEPEG 2012, 21, 1491–1495. [Google Scholar] [CrossRef]
- Calderón-Hernández, J.W.; Hincapíe-Ladino, D.; Magnabosco, R.; Alonso-Falleiros, N. Effect of sulfate on the pitting potential of austenitic stainless steels 18Cr8Ni and 17Cr6Mn5Ni in chloride media. REM Int. Eng. J. 2019, 72, 97–103. [Google Scholar] [CrossRef] [Green Version]
- Ha, H.Y.; Jang, H.J.; Kwon, H.S.; Kim, S.J. Effects of nitrogen on the passivity of Fe–20Cr alloy. Electrochim. Acta 2009, 51, 48–53. [Google Scholar] [CrossRef]
- Ha, H.-Y.; Lee, T.-H.; Kim, S.-J. Role of nitrogen in the active–passive transition behavior of binary Fe–Cr alloy system. Electrochim. Acta 2012, 80, 432–439. [Google Scholar] [CrossRef]
- Ha, H.-Y.; Lee, T.-H.; Oh, C.-S.; Kim, S.-J. Effects of Carbon on the Corrosion Behaviour in Fe-18Cr-10Mn-N-C Stainless Steels. Steel. Res. Int. 2010, 80, 488–492. [Google Scholar]
- Ha, H.Y.; Lee, T.H.; Kim, S.J. Effect of C fraction on corrosion properties of high interstitial alloyed stainless steels. Metall. Mater. Trans. A 2012, 43, 2999–3005. [Google Scholar] [CrossRef]
- Lee, T.-H.; Shin, E.; Oh, C.-S.; Ha, H.-Y.; Kim, S.-J. Correlation between stacking fault energy and deformation microstructure in high-interstitial-alloyed austenitic steels. Acta Mater. 2010, 58, 3173–3186. [Google Scholar] [CrossRef]
- Lee, T.-H.; Ha, H.-Y.; Kim, S.-J. Precipitation of second phases in high-interstitial-alloyed austenitic steel. Metall. Mater. Trans. A 2011, 42, 3543–3548. [Google Scholar] [CrossRef] [Green Version]
- Hwang, B.; Lee, T.-H.; Kim, S.-J. Ductile-to-brittle transition behavior of high-interstitial Fe-Cr-Mn alloys. Philos. Mag. Lett. 2012, 92, 93–102. [Google Scholar] [CrossRef]
- Lee, T.-H.; Ha, H.-Y.; Hwang, B.; Kim, S.-J.; Shin, E. Effect of Carbon Fraction on Stacking Fault Energy of Austenitic Stainless. Metall. Mater. Trans A 2012, 43, 4455–4459. [Google Scholar] [CrossRef]
- Yoon, Y.-S.; Ha, H.-Y.; Lee, T.-H.; Kim, S. Effect of N and C on stress corrosion cracking susceptibility of austenitic Fe18Cr10Mn-based stainless steels. Corros. Sci. 2014, 80, 28–36. [Google Scholar] [CrossRef]
- Ha, H.-Y.; Seo, W.-G.; Park, J.Y.; Lee, T.-H.; Kim, S. Influences of Mo on stress corrosion cracking susceptibility of newly developed FeCrMnNiNC-based lean austenitic stainless steels. Mater. Charact. 2016, 119, 200–208. [Google Scholar] [CrossRef]
- Ha, H.-Y.; Lee, C.-H.; Lee, T.-H.; Kim, S. Effects of Nitrogen and Tensile Direction on Stress Corrosion Cracking Susceptibility of Ni-Free FeCrMnC-Based Duplex Stainless Steels. Materials 2017, 10, 294. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yoon, H.; Ha, H.-Y.; Kim, S.-D.; Lee, T.-H.; Jang, J.H.; Moon, J.; Kang, N. Effects of carbon substitution for nitrogen on the pitting corrosion resistance of type UNS S32205 duplex stainless steel. Corrs. Sci. 2020, 164, 108308. [Google Scholar] [CrossRef]
- Yoon, H.; Ha, H.-Y.; Lee, T.-H.; Kim, S.-D.; Jang, J.H.; Moon, J.; Kang, N. Pitting Corrosion Resistance and Repassivation Behavior of C-Bearing Duplex Stainless Steel. Metals 2019, 9, 930. [Google Scholar] [CrossRef] [Green Version]
- Frankenthal, R.P.; Pickering, H.W. On the Mechanism of Localized Corrosion of Iron and Stainless Steel. J. Electrochem. Soc. 1972, 119, 1304–1310. [Google Scholar] [CrossRef]
- Tromans, D.; Sato, A. Halide pitting of type 316L stainless steel − effect of electron beam remelting. Corrosion 2001, 57, 126–133. [Google Scholar] [CrossRef]
- Abd El Meguid, E.A.; Abd El Latif, A.A. Critical pitting temperature for Type 254 SMO stainless steel in chloride solutions. Corros. Sci. 2007, 49, 263–275. [Google Scholar] [CrossRef]
- Dagbert, C.; Meylheuc, T.; Bellon-Fontaine, M.-N. Pit formation on stainless steel surfaces pre-treated with biosurfactants produced by Pseudomonas fluorescens. Electrochim. Acta 2008, 54, 35–40. [Google Scholar] [CrossRef]
- Ha, H.-Y.; Kim, S.-D.; Jang, J.H.; Lee, T.-H.; Lee, C.-H.; Moon, J. Pitting Corrosion and Passive Behavior of Type AISI 304-based Borated Stainless Steels in a Boric Acid Solution. J. Electrochem. Soc. 2020, 167, 101506. [Google Scholar] [CrossRef]
- Lee, C.-G.; Ha, H.-Y.; Lee, T.-H.; Cho, K.-M. Effects of Nb on Pitting Corrosion Resistance of Ni-Free FeCrMnCN-Based Stainless Steels. J. Electrochem. Soc. 2017, 164, C591–C597. [Google Scholar] [CrossRef]
- Hubschmid, C.; Landolt, D.; Mathieu, H.J. XPS and AES analysis of passive films on Fe-25Cr-X (X = Mo, V, Si and Nb) model alloys. Fresenius J. Anal. Chem. 1995, 353, 234–239. [Google Scholar] [CrossRef]
- Yang, M.Z.; Luo, J.L.; Yang, Q.; Qiao, L.J.; Qin, Z.Q.; Norton, P.R. Effects of Hydrogen on Semiconductivity of Passive Films and Corrosion Behavior of 310 Stainless Steel. J. Electrochem. Soc. 1999, 146, 2107–2112. [Google Scholar] [CrossRef]
- Frankel, G.S. Pitting Corrosion of Metals—A Review of the Critical Factors. J. Electrochem. Soc. 1998, 145, 2186–2198. [Google Scholar] [CrossRef]
- Newman, R.C. The dissolution and passivation kinetics of stainless alloys containing molybdenum—II. Dissolution kinetics in artificial pits. Corros. Sci. 1985, 25, 341–350. [Google Scholar] [CrossRef]
- Ha, H.-Y.; Lee, T.-H.; Bae, J.-H.; Chun, D.W. Molybdenum Effects on Pitting Corrosion Resistance of FeCrMnMoNC Austenitic Stainless Steels. Metals 2018, 8, 653. [Google Scholar] [CrossRef] [Green Version]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Cr | Mn | Ni | C | N | C + N | C/(C + N) | Solution Treatment Condition |
|---|---|---|---|---|---|---|---|---|
| LC | 18.20 | 8.99 | 5.50 | 0.007 | 0.315 | 0.322 | 0.022 | 1100 °C, 1 h |
| MC | 18.15 | 8.96 | 5.51 | 0.094 | 0.232 | 0.326 | 0.288 | 1100 °C, 1 h |
| HC-1 | 18.11 | 8.98 | 5.49 | 0.185 | 0.126 | 0.311 | 0.595 | 1150 °C, 1 h |
| HC-2 | 1230 °C, 24 h |
| Alloy | Nonmetallic Inclusions | ||
|---|---|---|---|
| Volume Fraction (vol%) | Diameter (μm) | Chemical Composition (wt%) | |
| LC | 0.192 ± 0.021 | 4.25 ± 2.28 | 32.5O-43.4Cr-22.8Mn-1.3Fe |
| MC | 0.201 ± 0.016 | 4.40 ± 2.00 | 31.8O-43.3Cr-23.0Mn-1.9Fe |
| HC-2 | 0.187 ± 0.022 | 4.33 ± 1.85 | 32.8O-43.1Cr-22.3Mn-1.8Fe |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Byeon, D.; Ha, H.-Y.; Kim, S.-D.; Jo, H.-H.; Lee, J.; Jang, J.H.; Lee, T.-H.; Shin, J.-H.; Kang, N. Enhancement of Corrosion Properties of Fe-18Cr-9Mn-5.5Ni-0.3(C + N) Austenitic Stainless Steels by Carbon Alloying. Metals 2021, 11, 1124. https://doi.org/10.3390/met11071124
Byeon D, Ha H-Y, Kim S-D, Jo H-H, Lee J, Jang JH, Lee T-H, Shin J-H, Kang N. Enhancement of Corrosion Properties of Fe-18Cr-9Mn-5.5Ni-0.3(C + N) Austenitic Stainless Steels by Carbon Alloying. Metals. 2021; 11(7):1124. https://doi.org/10.3390/met11071124
Chicago/Turabian StyleByeon, Daun, Heon-Young Ha, Sung-Dae Kim, Hyo-Haeng Jo, JinJong Lee, Jae Hoon Jang, Tae-Ho Lee, Jong-Ho Shin, and Namhyun Kang. 2021. "Enhancement of Corrosion Properties of Fe-18Cr-9Mn-5.5Ni-0.3(C + N) Austenitic Stainless Steels by Carbon Alloying" Metals 11, no. 7: 1124. https://doi.org/10.3390/met11071124