
Duplex Stainless Steels—Alloys for the 21st Century


1
Roger Francis, RFMaterials, Glossop SK13 1QN, UK
2
Glenn Byrne, Rolled Alloys, Temperance, MI 48182, USA
*
Author to whom correspondence should be addressed.
Metals 2021, 11(5), 836; https://doi.org/10.3390/met11050836
Submission received: 23 March 2021
/
Revised: 29 April 2021
/
Accepted: 7 May 2021
/
Published: 19 May 2021
(This article belongs to the Special Issue Corrosion and Protection of Stainless Steels)
Abstract
:Duplex stainless steels were first manufactured early in the 20th century, but it was the introduction in the 1970s of the argon-oxygen decarburisation (AOD) steel making process and the addition of nitrogen to these steels, that made the alloys stronger, more weldable and more corrosion resistant. Today, duplex stainless steels can be categorised into four main groups, i.e., “lean”, “standard”, “super”, and “hyper” duplex types. These groups cover a range of compositions and properties, but they all have in common a microstructure consisting of roughly equal proportions of austenite and ferrite, high strength, good toughness and good corrosion resistance, especially to stress corrosion cracking (SCC) compared with similar austenitic stainless steels. Moreover, the development of a duplex stainless-steel microstructure requires lower levels of nickel in the composition than for a corresponding austenitic stainless steel with comparable pitting and crevice corrosion resistance, hence they cost less. This makes duplex stainless steels a very versatile and attractive group of alloys both commercially and technically. There are applications where duplex grades can be used as lower cost through-life options, in preference to coated carbon steels, a range of other stainless steels, and in some cases nickel alloys. This cost benefit is further emphasised if the design engineer can use the higher strength of duplex grades to construct vessels and pipework of lower wall thickness than would be the case if an austenitic grade or nickel alloy was being used. Hence, we find duplex stainless steels are widely used in many industries. In this paper their use in three industrial applications is reviewed, namely marine, heat exchangers, and the chemical and process industries. The corrosion resistance in the relevant fluids is discussed and some case histories highlight both successes and potential problems with duplex alloys in these industries. The paper shows how duplex stainless steels can provide cost-effective solutions in corrosive environments, and why they will be a standard corrosion resistant alloy (CRA) for many industries through the 21st century.
1. Introduction
Duplex stainless steels contain more than 19% chromium and have more than 30% of both ferrite and austenite. They were first invented in the early part of the 20th century, but it was not until the 1970s, with the introduction of AOD (argon-oxygen decarburization) melting and recognition of the benefits of nitrogen additions, that duplex stainless steels became attractive for widespread industrial use.
Modern duplex stainless steels contain approximately 50/50 austenite and ferrite in their microstructure, and they combine the high strength of ferrite with the ductility and toughness of the austenite. The addition of nitrogen enables better equi-partitioning of elements between the two phases, higher strength in the austenite, better corrosion resistance, and improved weldability, to name but a few benefits [1,2]. These alloys are metallurgically engineered to optimise properties. Computational thermodynamics has been very successfully used by steelmakers to establish the relationship between bulk composition, heat treatment temperature, phase equilibria, elemental partitioning between the phases and precipitation kinetics of these steels [3,4,5]. As such, this tool enables the optimisation of composition, thermomechanical processing, microstructure, mechanical properties and likely localised corrosion resistance of these grades.
The commonly used duplex stainless steels have good corrosion resistance in a wide range of environments and excellent resistance to stress corrosion cracking (SCC) [6,7]. Their high strength and hardness also give them good resistance to erosion corrosion [8], cavitation [9] and corrosion fatigue [9]. There are also cast versions of many of the duplex compositions and these have seen extensive use for pumps, valves and other equipment. So, these alloys offer a very attractive range of properties to engineers and are readily available in a wide range of product forms.
Duplex stainless steels have been adopted by many industries to varying degrees. They are widely used in the oil and gas, chemical process, marine, power, pulp and paper, pollution control, mineral processing, and civil and structural engineering industries.
Duplex stainless steels also have good resistance to atmospheric corrosion, and they have been used for a range of applications instead of carbon steel, because they need no painting or significant maintenance in aggressive atmospheres [9]. Their high strength means that thickness savings are possible and duplex stainless steels can be cost-effective compared with painted carbon steel on a life cycle cost basis [9], as is discussed in more detail in Section 5.4.
2. Alloys
Although some of the older duplex stainless steels are still available, this discussion will be confined to alloys that are commonly used in industrial plants.
The compositions of some common wrought alloys are shown in Table 1, with some common austenitic alloys for comparison. Table 2 shows the nominal composition of some commonly used cast duplex alloys, again with some cast austenitic alloys for comparison.
Full final quality heat treatment and water quenching is essential if the desired properties are to be achieved. Any heat treatment or other thermal process that takes the alloy too far from the nominal phase balance, or introduces third phases, can result in reduced mechanical properties, corrosion resistance or both. It should be recognized that failure to properly process these grades can have significant cost and safety implications, and can be very difficult to rectify [10,11]. For this reason, a number of high-volume users have adopted a very prescriptive manufacturer qualification system in an attempt to secure a quality product [12,13].
A common way of comparing stainless steels is by their Pitting Resistance Equivalent Number [14] (PREN), where,
PREN = %Cr + 3.3(%Mo +0.5x%W) + 16x%N.
This is an empirical formula that relates an alloy’s composition to its resistance to pitting and crevice corrosion in chloride-containing solutions. The higher the PREN the greater is the resistance to localised attack. The formula is widely used in industry and has been adopted by ISO 15156/NACE MR0175, the standard for materials used in sour oil and gas service [15]. Many standards, including NORSOK, the Norwegian oil and gas standard, insist on a PREN > 40 for stainless steels and nickel alloys in seawater service [16]. ISO 17781 [17] characterizes the duplex alloys in terms of PREN, i.e., lean duplex (24 ≤ PREN ≤ 30), standard duplex (30 < PREN < 40), superduplex (40 ≤ PREN < 48), and hyper duplex (48 ≤ PREN ≤ 55).
For almost every austenitic alloy there is a duplex stainless steel with similar localized corrosion resistance, higher chloride stress corrosion cracking resistance, strength and, often, lower cost. 304L and 316L austenitic stainless steels are widely used in industry and the steel mills have developed a range of lean duplex alloys, with low nickel and molybdenum to provide a higher strength alternative to 304L and 316L. The earliest lean duplex was 2304, which provides a corrosion resistance close to that of 316L. More recently, alloys with less nickel and more nitrogen have been developed to provide similar corrosion resistance and high strength at lower cost. The three alloys, 2101, 2102, and 2202, are all proprietary with similar properties. They are lower cost than 316L, but the factor holding up their wider use, at the time of writing, is the limited availability in product forms such as pipe, fittings, flanges and bar.
Alloy 2003 is also proprietary and offers a greater corrosion and SCC resistance than 316L with its PREN > 30, but less than that of 2205 duplex. This alloy has found uses in the oil and gas industry [18] and has potential for the process and chemical and other industries.
Alloy UNS S31803 is the original specification for what is commonly known as standard duplex. However, its nitrogen content could be as low as 0.08% with adverse implications for weldability and corrosion resistance. UNS S32205 was introduced to guarantee a consistently high level of corrosion resistance with higher minimum contents for chromium, molybdenum and nitrogen. UNS S32205 is now the preferred composition and most manufacturers dual certify their 2205 to both specifications. Alloy 2205 is widely used in many industries, particularly where the SCC resistance of the 300 series austenitic alloys is inadequate. It offers a higher strength and lower cost than the austenitic alloy 904L, with a similar corrosion resistance in many fluids. It is considered the work horse CRA by the oil and gas industry.
The superduplex stainless steels offer a similar corrosion resistance or better when compared with the 6%Mo austenitic alloys, but at much lower cost, because of their lower nickel and molybdenum contents. These alloys have found a wide variety of uses in aggressive process fluids, as well as seawater and sour oil and gas fluids [9] on land, topside and subsea. Superduplex stainless steel has become the main alloy for piping, pumps, energy recovery equipment and valves in seawater reverse osmosis (SWRO) desalination plants, because of its cost benefit, good availability, and equivalent resistance to crevice corrosion in seawater compared with competing 6%Mo super austenitic grades [19].
In addition, there are some hyper duplex alloys with higher concentrations of chromium, and nitrogen than superduplex. Hyper duplex alloys form intermetallic phases readily and as such are difficult to make, so they are only available as tube and thin walled pipe. Like superduplex grades, they have been used subsea, for umbilical lines by the oil and gas industry [9] and for heat exchanger tubing handling aggressive fluids [20]. There are also some duplex alloys that have been developed to address corrosion issues in specific industries, such as UNS S32900, which is for hot, strong nitric acid service, and UNS S32906 for urea service and resistance to carbamate [21].
The cast alloys are a little different, such that there is not such a wide variety to choose from. Only seven alloys are listed in ASTM A995 (for pressure-containing castings) [22]. The compositions of some common cast alloys are shown in Table 2.
ASTM A995 grade 4A is the cast version of 2205 and this alloy has been widely used for pumps, valves and other cast components. CD4MCu was a 25%Cr cast alloy that was originally developed for sulphuric acid service, but it has been superseded by a variant with a nitrogen addition. The addition of nitrogen gives CD4MCuN a useful resistance to chlorides as well as sulphuric acid [9].
Of the superduplex alloys, Z100 (grade 6A) started life as a casting alloy and has been widely used for many cast components, including pumps and valves. Care is required in casting when producing thick section components, but castings up to around 10 tones finished weight have been produced successfully. The cast version of 2507 (grade 5A) has a slightly higher strength than Z100 because of its higher ferrite content. This can lead to cracking problems when trying to produce thicker section components [23]. Francis and Hebdon [24] discuss the need for the correct heat treatment of thicker sections, in particular to obtain satisfactory properties. They discuss how to optimize each step of the heat treatment process and show what happens if these are not adhered to. Both alloys have been used for pumps and valves, particularly in seawater applications.
The origins of “lean” stainless steels can be traced back to strategic element shortages experienced during the Korean world war [25], so it’s interesting to note that the drive to develop lean duplex grades didn’t begin until after standard and super duplex grades were well established [26]. Lower and more stable costs in the face of volatile metal markets, and an attractive combination of properties were used to target the high-volume markets of 304L and 316L and substitute them with lean duplex alloys. The lean duplex alloy range is extensive, but its industrial application is still heavily dependent on the cost of nickel and is therefore cyclical in nature. These grades are proving to be rather more difficult to manufacture, form, and fabricate than expected despite the reduced tendency to sigma phase formation than standard, super and hyper duplex types. This along with limited product form availability [27] and lack of standardization in design codes has contributed to a less than expected deployment of these grades. However, there are a growing number of ad hoc, project-specific successes for lean duplex grades. These are typically where the cost and customized properties of a specific lean duplex grade is considered optimum for the project. Such applications include tanks [28], bridges [29], biofuels [30], water distribution [31], offshore wind [32], airport roofs [33], offshore platform blast walls, panels, flooring, and staircases [34].
3. Mechanical Properties
The minimum mechanical properties at room temperature of some common wrought austenitic and duplex stainless steels are shown in Table 3. The mechanical properties of the three lean duplex alloys, 2101, 2102 and 2202, shown in Table 1, are the same. It can be seen that the wrought duplex stainless steels are significantly stronger than their austenitic counterparts.
The high strength of duplex stainless steels is reflected in the high design stresses for both vessels and pipes. This means that there is scope for wall thickness savings with duplex alloys, particularly at higher temperatures and pressures. This can also result in savings in fabrication time and cost.
The duplex castings are also substantially stronger than the cast austenitic alloys. This means there is scope for significant wall thickness and hence weight savings as with wrought alloys, although this is curtailed somewhat by the need for sufficient thickness for liquid metal to flow freely through and fill the mold. However, in the case of the offshore oil and gas industry the reduction of equipment weight on the platform has been a significant driver towards the use of duplex stainless steels. Duplex castings are also much more resistant to hot tearing than are fully austenitic castings, and therefore much easier and less expensive to produce.
Minimum and maximum operating temperatures are defined in design codes such as EN 10028-7 [35]. These limits are set to avoid brittle fracture as a consequence of loss of toughness due to the precipitation of alpha prime with long term exposure to temperatures above 280 °C, and by a ductile to brittle impact transition temperature of about −50 °C. This behaviour is well known for 22%Cr and 25%Cr grades but the limits are perhaps less well known for lean duplex grades. However, because the toughness of duplex stainless steels can be expected to fall with increasing thickness, codes also limit thickness to a maximum of 50 mm to 75 mm [36]. In special cases heavier thicknesses may be used on the basis of a favourable fracture mechanics analysis.
Wiesner [37] has considered the toughness requirements to avoid brittle fracture of duplex stainless steels in both the as-delivered and as-welded conditions. He concluded that a duplex stainless-steel structure with an impact energy of at least 40 J at the minimum design temperature is sufficient to avoid brittle fracture. More recently, Groth et al. [38] have shown that the codes may be over conservative for lean, standard and superduplex grades. Indeed, the oil and gas industry has a long history of the use of duplex stainless with toughness requirements of 45 J minimum at −46 °C. Under certain operating conditions in subsea applications the possibility of Joule–Thompson cooling can cause temperatures as low as −70 °C to prevail. In this case meeting the heat affected zone (HAZ) toughness requirements in forged API weld neck and swivel ring flanges has been problematical [39]. The HAZ of duplex welds has the lowest toughness, but special manufacturing procedures for these forgings have now resulted in the successful use of superduplex stainless steels for this application [40]. In this case, superduplex was used in place of alloy 625 (UNS N06625) at about one fifth of the cost.
4. Fabrication
The duplex stainless steels require care in welding, but there are many experienced fabricators because of the alloys’ widespread use in the oil and gas industry. When welding it is essential to begin with material that is properly solution heat treated and free from intermetallic phases. During welding, it not always possible to completely avoid the precipitation of intermetallic phases, so it is necessary to use welding parameters that minimize their precipitation in the weld metal and HAZ, as these will reduce toughness and corrosion resistance. The welding of duplex stainless steels and the additional tests required over and above those in ASME IX that are considered necessary to evaluate the quality of the microstructure are discussed by Francis [9] and ISO 17781 [17]. Quite low levels of intermetallic phase precipitation are known to significantly reduce corrosion resistance [41] and toughness [42]. There is no specific volume fraction of sigma phase that is defined as acceptable in a weld/HAZ in ISO 17781, because of the difficulty in easily establishing and measuring the presence of low levels of intermetallic phases using the light microscope [43]. If a joint is suspected of containing low levels of intermetallic phase, then passing corrosion test and impact test requirements shows the joint can be considered acceptable irrespective of the microstructural appearance [44,45]. Nevertheless, overall, microstructural evaluations remain an essential tool in diagnosing the root cause of any problems and greatly assist in determining any remedial action should problems arise. Welded joints are almost always used in the “as welded” condition as stress relief heat treatment can cause the precipitation of a phase known as alpha prime that can embrittle the joint. There are a number of ways of enhancing the performance of these welds. The importance of post-weld cleanup and the use of nitrogen-containing gases to improve weld corrosion resistance has been discussed by Gunn [46] and Francis [9].
5. Industrial Experience
In the sections below, the resistance of duplex alloys to corrosion in some specific service fluids is discussed, using as examples, marine, heat exchangers, the chemical and process industries, and atmospheric exposure. For details of the use of duplex stainless steels in other industries, the reader is referred to Francis [9].
5.1. Marine
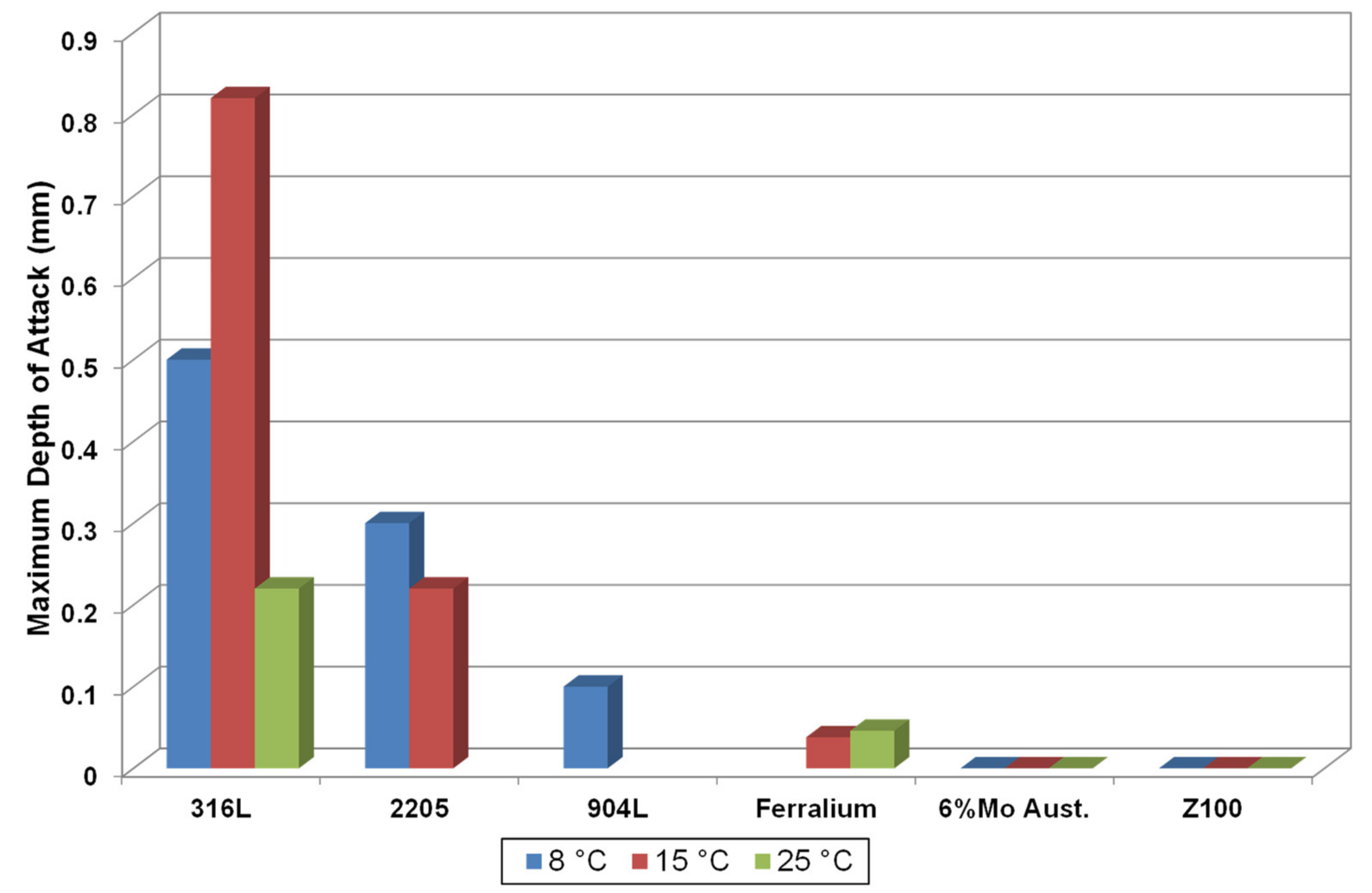
For many years, copper alloys have been used in seawater, but the super stainless steels are attractive for this service because of their higher strength, Youngs modulus (meaning fewer pipe supports are required), and high resistance to erosion corrosion [9]. The risk with stainless steels is crevice corrosion, and there have been numerous studies of crevice corrosion in natural seawater. Figure 1 shows the results from three laboratories after 60-day exposures at three seawater temperatures [47,48,49]. Ferralium, in this instance, was an older derivative 25% Cr duplex alloy with a PREN~37. Only the superduplex stainless steel and the 6%Mo austenitic alloy (both with PREN exceeding 40) resisted attack. These results and the work of Kovach and Redmond [50] explain why standards such as NORSOK require a PREN > 40 for stainless steels for seawater service.
Because stainless steels are not inherently resistant to biofouling in natural seawater it is common to add chlorine or hypochlorite to the seawater to prevent this. Typical dosing rates would be 0.5 to 1.0 mg/L free chlorine. Chlorine is a powerful oxidizer, and it increases the susceptibility of stainless steels to crevice corrosion in seawater [47,48].
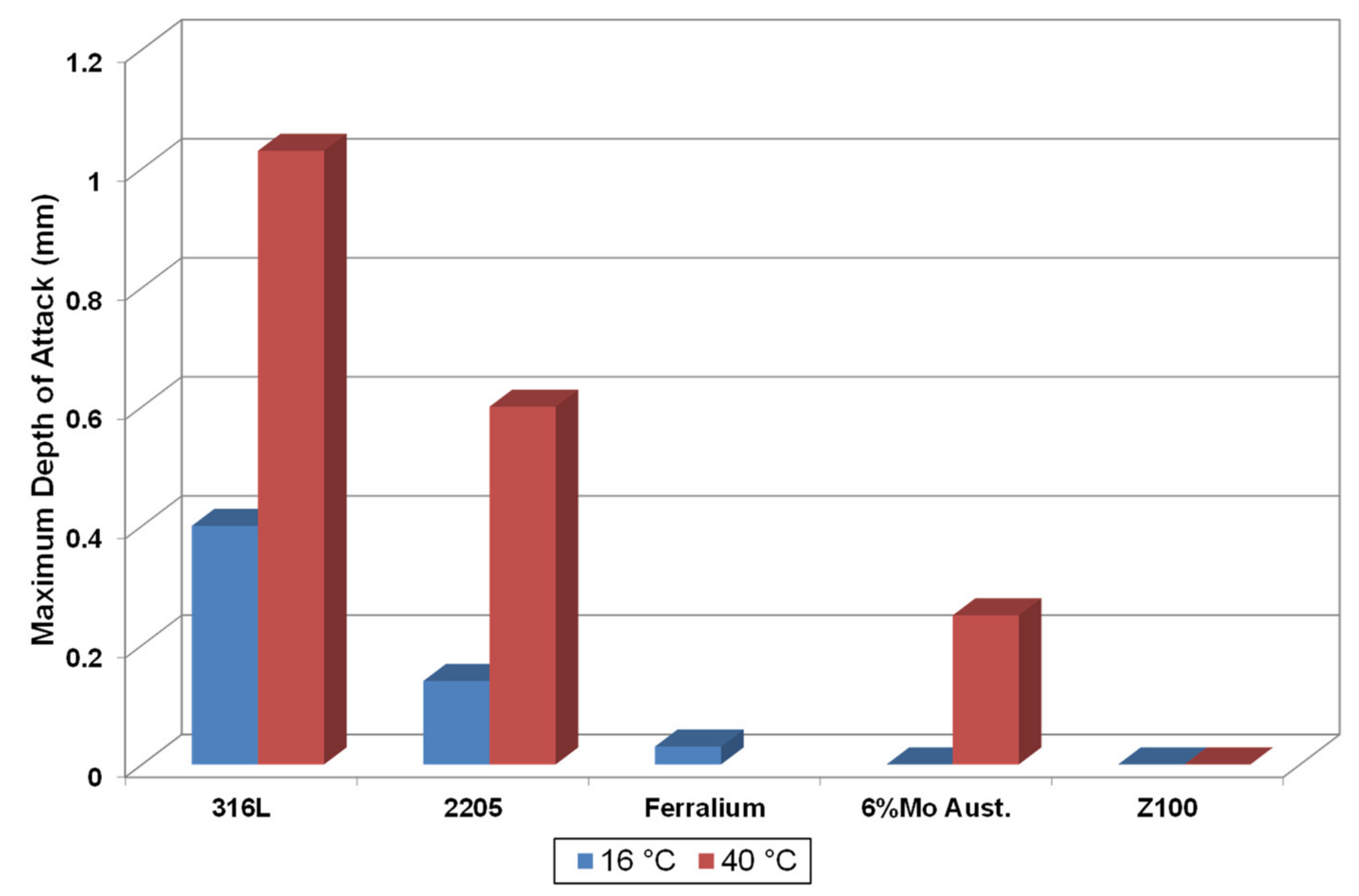
Figure 2 shows the depth of crevice corrosion with 1 mg/L chlorine after exposure for 60 days at two temperatures. While the 6%Mo austenitic and superduplex alloys both resisted attack at 16 °C, the 6%Mo alloy suffered a little attack at 40 °C, while the superduplex was resistant.
At the time of writing superduplex is preferred to 6%Mo austenitic because of its lower cost, due to the lower nickel and molybdenum additions.
Francis and Byrne presented the results of both service experience and laboratory testing to define the safe chlorination limits for superduplex at different seawater temperatures [51], as shown in Table 4.
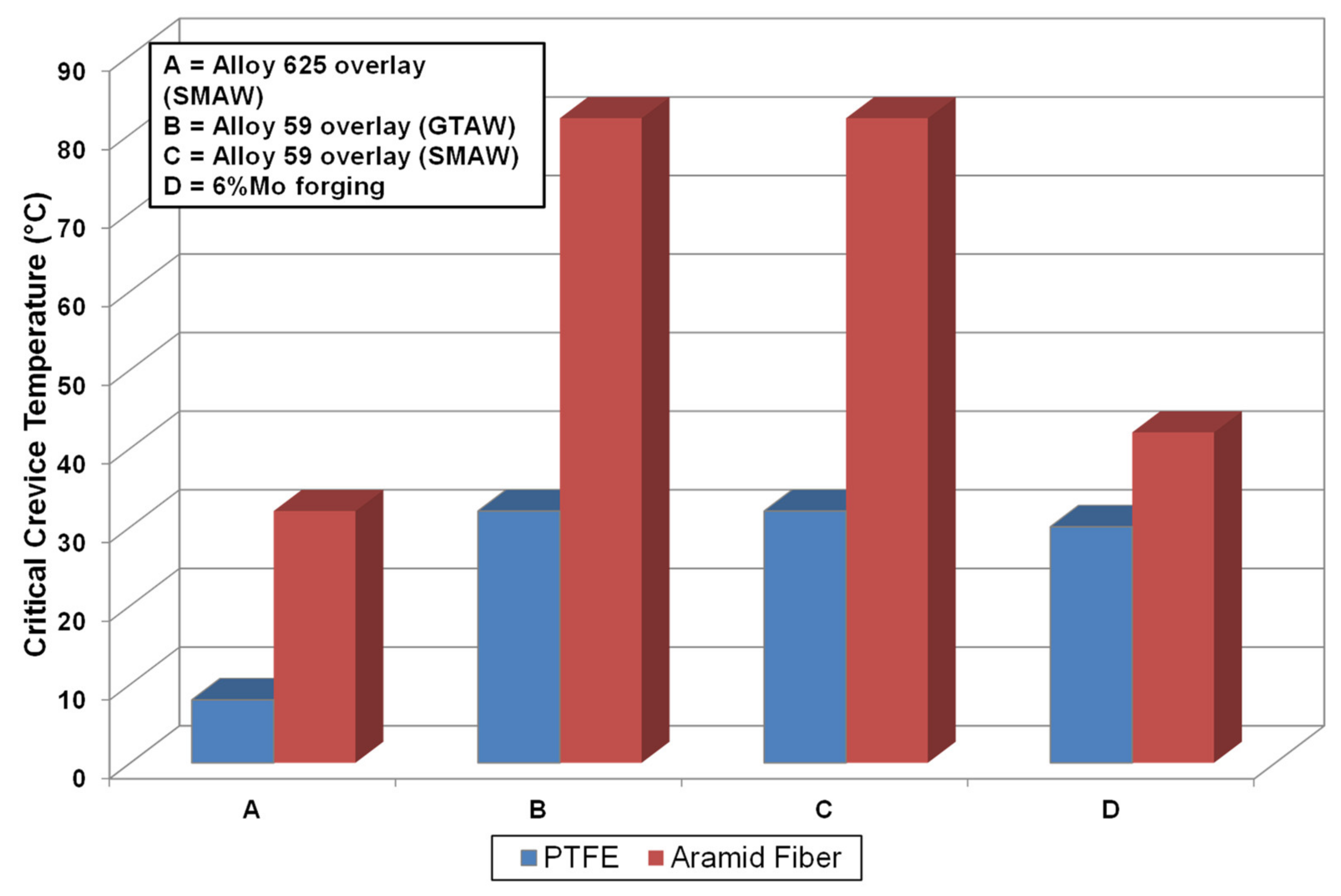
A common crevice in seawater cooling systems is a flanged joint, and it has been shown that crevice corrosion can occur here with superduplex or 6%Mo austenitic stainless steels if a suitable gasket is not selected. Francis and Byrne [52] and Rogne et al. [53] have shown that PTFE creates a very tight gasket because it does not absorb water, while synthetic fibre gaskets and neoprene do, and the crevice is much less aggressive, as shown in Figure 3.
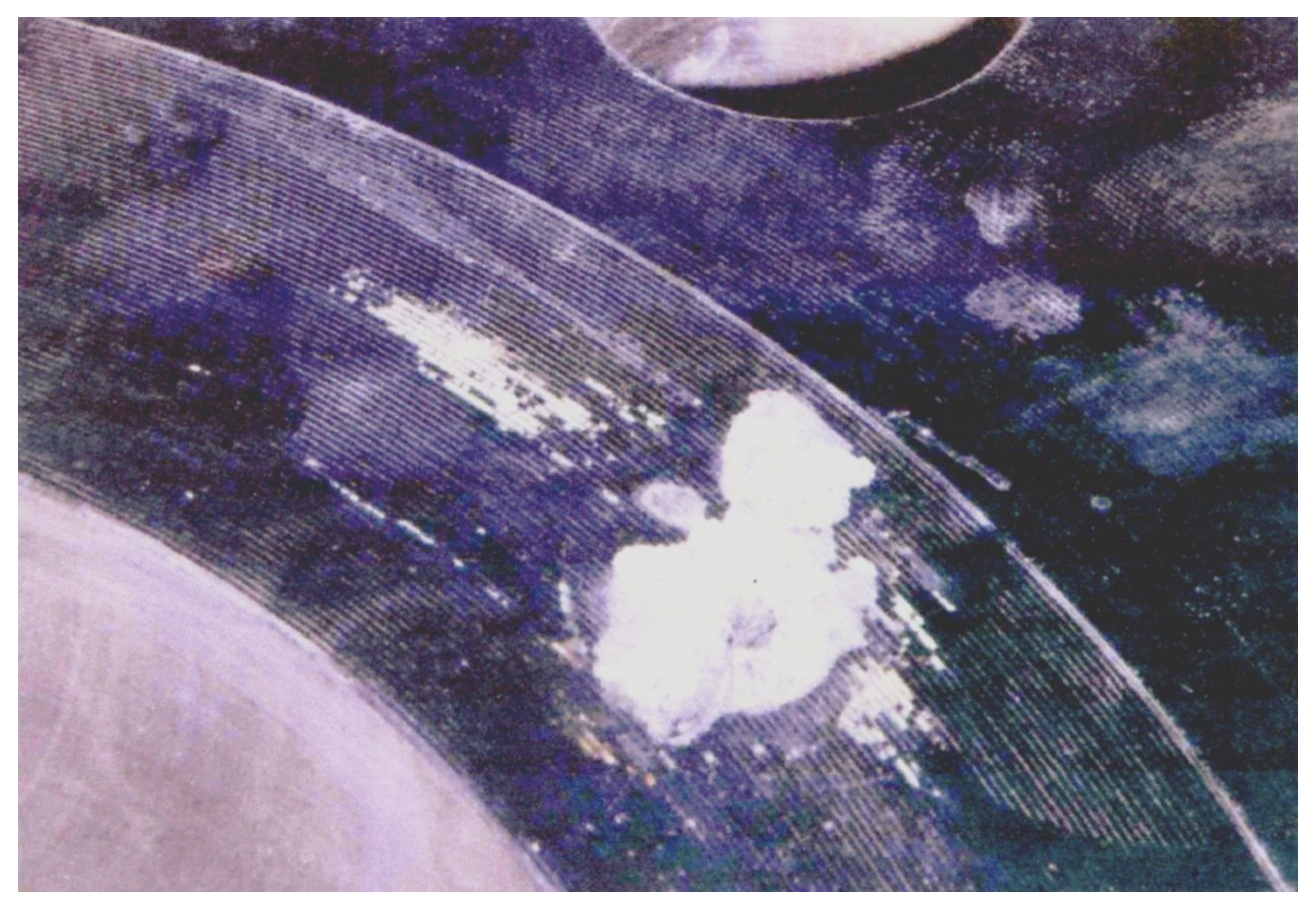
Another problem can occur if the gasket contains graphite, as this is electropositive to stainless steel in chlorinated seawater and can cause galvanic corrosion on the flange face, as shown in Figure 4. Graphite is not required to obtain a seal in seawater systems, and synthetic fiber gaskets or galvanically compatible spiral wound gaskets will give a good seal in seawater without corrosion [52].
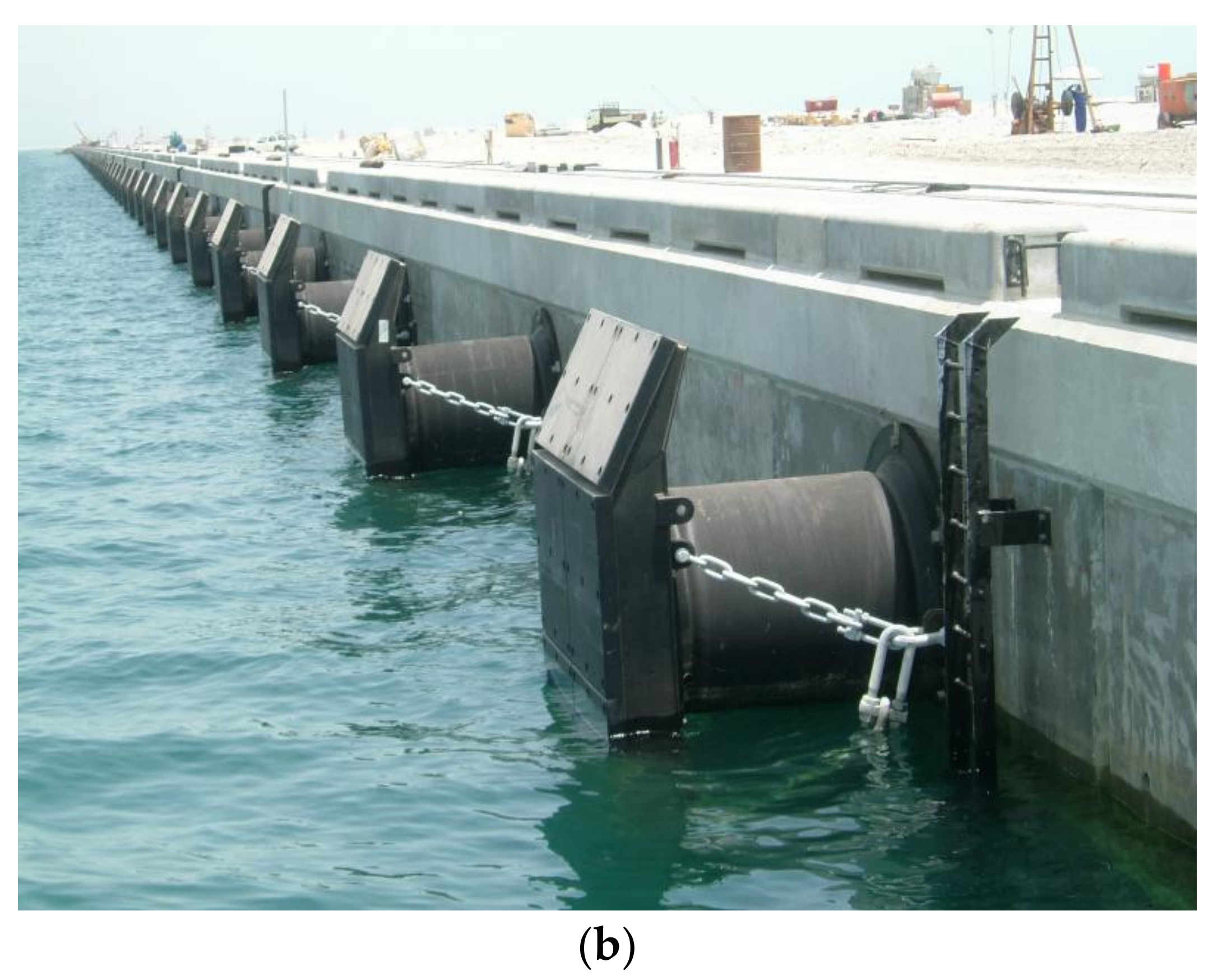
These results have been borne out by extensive experience with superduplex cast and wrought products since they first entered service in 1986. Superduplex has been widely used for seawater piping systems, pumps, filter vessels, valves, submerged fasteners, and many other applications in the marine environment. Figure 5a shows a superduplex seawater manifold that was part of the seawater cooling system for an aluminium plant. Figure 5b shows superduplex fasteners that hold the rubber fenders to a concrete dock in the Middle East. This is a demanding application because of the very warm seawater temperatures in the summer.
Duplex stainless steels also have outstanding resistance to erosion corrosion in seawater, particularly when silt or sand is present [8,9]. A gas compression plant in Central America needed seawater cooled heat exchangers to cool the gas during several stages of compression, using seawater. The intake was situated in a shallow bay, which was stirred up every time there was a tropical storm. This meant there was an intermittent sand and silt loading of up to 50,000 mg/L. These solids caused serious and rapid erosion of both the nickel aluminium bronze seawater feed pumps and the 90/10 Cu-Ni heat exchanger tubes.
A superduplex pump design was modified to cope with the high sand loading, so that a little erosion corrosion would not cause a big reduction in pump performance. The wear rings were coated with tungsten carbide, and the cases were fabricated from plate, as they were too large to cast easily. One of these pumps is shown in Figure 6, and they performed so well that further pumps were ordered when a plant expansion took place.
The lower alloy duplex stainless steels do not resist crevice corrosion in aerated seawater, but they have found applications in multiple effect desalination (MED) plants. In the evaporators (1, 2, 3, and 4 in Figure 7), seawater is sprayed onto tubes carrying steam, which condenses under the cool spray.
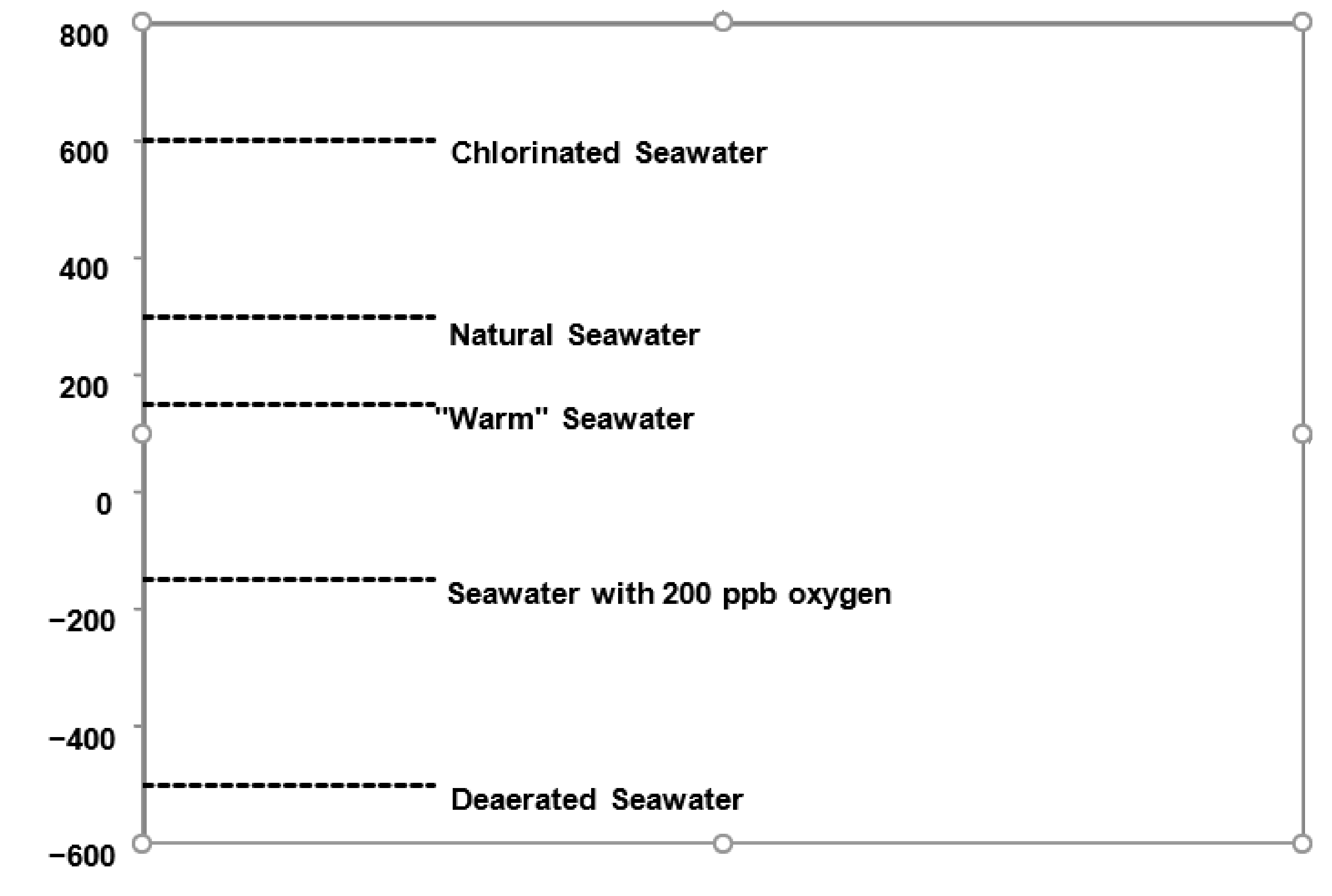
Vapour from the seawater then passes to the next stage, where it is condensed by further seawater spray. Four stages are shown in Figure 7, but in a large MED plant there could be up to twelve or so stages, or effects. As the seawater vaporises it loses incondensible gases, including oxygen. Thus, the evaporators are low in oxygen, but are not fully deaerated. Figure 8 shows the different potentials that stainless steel can adopt in seawater [54].
In natural seawater a biofilm forms over a period of a few days to a few weeks, which depolarizes the cathodic reaction (the reduction of dissolved oxygen), elevating the potential to around +300 mV SCE. If chlorine/hypochlorite is added to the seawater to control fouling, the biofilm does not form, but chlorine/hypochlorite is a powerful oxidizer and the potential rises to around +600 mV SCE. If the seawater is heated to 25 to 30 °C above the normal ambient temperature, the biofilm does not form and the potential is then much lower, around +150 mV SCE (warm seawater). If the seawater is partially deaerated, then the potential falls further, and with 200 ppb oxygen it is around −150 mV SCE. When the seawater is fully deaerated the potential is around −500 mV SCE.
It has been demonstrated that the critical crevice temperature of stainless steels in seawater increases as the potential is lowered, particularly at potentials more negative than 0 mV SCE for lean duplex stainless steels [55,56]. Hence, the lean duplex stainless steels will be satisfactory in the low oxygen environment in the evaporators.
Traditionally, the evaporator walls, tube sheets, and tube support plates were 316 L austenitic stainless steel, but the higher strength and lower cost of lean duplex stainless steels, means that they are the more cost-effective choice in modern MED plants [55].
5.2. Heat Exchangers
All over the world there is frequently a need to cool a process liquor and often the only suitable water is seawater or brackish water. Duplex stainless steels offer an attractive choice for tube and shell heat exchangers because of their resistance to corrosion in a wide range of waters and their resistance to corrosion and SCC in a wide range of process fluids. In many cases a low alloy austenitic stainless steel has traditionally been used with a low chloride, chemically treated water, which must be cooled by a titanium plate heat exchanger with seawater. The resistance of superduplex stainless steel to corrosion in seawater means that the plate heat exchanger can be removed, and the process fluid can be cooled directly.
In a tube and shell heat exchanger there are no internal crevices because the tubes are usually seal welded to the tubes sheets, which are also superduplex. The weld is potentially the weak link here, but its corrosion resistance can be increased by welding with a nitrogen-containing shielding gas, such as Ar-2%N, and by pickling after welding [57]. With such a method of construction, superduplex heat exchangers have operated successfully with lightly chlorinated seawater at internal tube wall temperatures of 60–70 °C.
Howing pointed out that where conditions favoured the formation of scale that adhered to the tube walls, the maximum safe operation temperature would be reduced for both 2205 and superduplex [58].
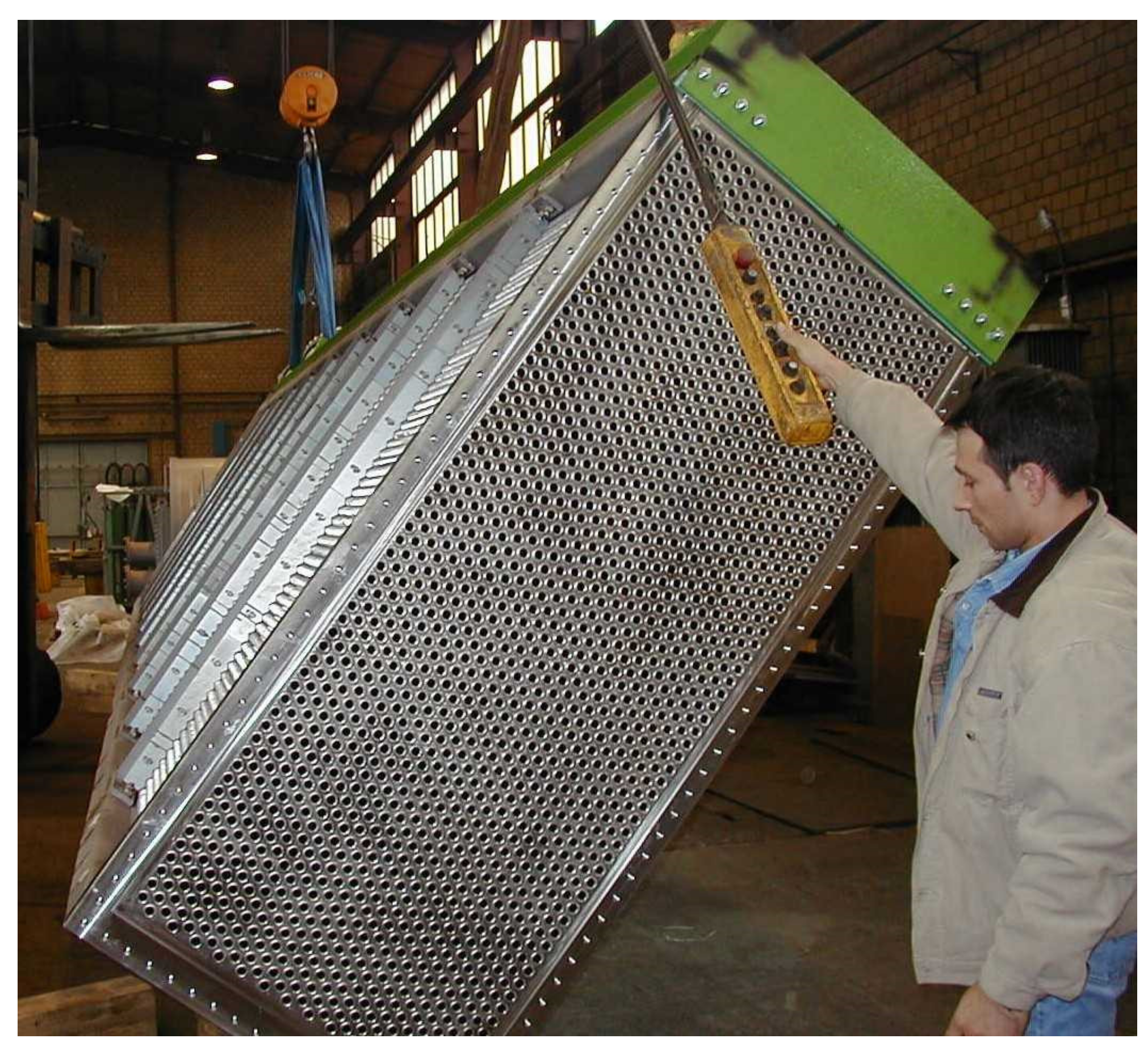
The gas compression plant described above in Section 5.1 used superduplex heat exchangers to replace copper-nickel ones that had failed due to severe erosion by the sand loading (Figure 9). The heat exchangers used seal welding as described above and were satisfactory in service.
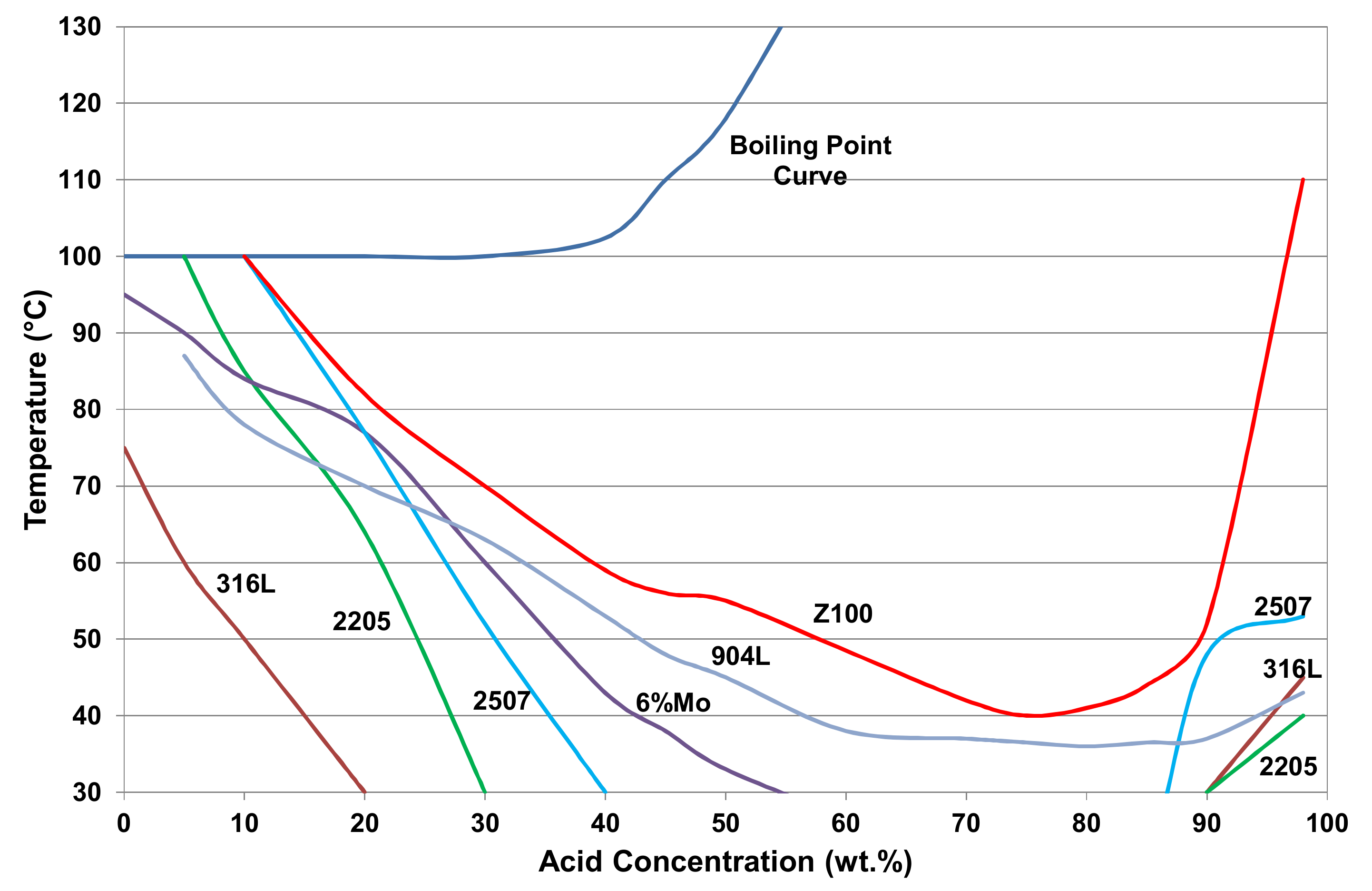
Sulphuric acid is one of the most commonly used chemicals, and it is often produced by burning sulphur and dissolving the SO2 and SO3 in water to produce acid. This process is very exothermic and the acid requires cooling before it can be stored. Z100 superduplex has good resistance to sulphuric acid, better than that of 2507. This is because of its copper content [9]. This is shown in the iso-corrosion curves (0.1 mm/y) in Figure 10.
The concentrated acid can vary in strength, with 91 to 95% acid being termed weak acid, and 96 to 100% acid being termed strong acid. The iso-corrosion curve for Z100 suggests that it will be OK in strong acid and tests under commercial conditions showed it had acceptable corrosion resistance in strong acid [59]. In weak acid the high silicon austenitic stainless steels, such as UNS S32615, have better corrosion resistance [59].
Traditionally acid coolers used 316 L tubes with anodic protection on the acid side and treated cooling water inside the tubes. Alloy Z100 has been used for acid coolers in a number of sulphuric acid plants around the world where seawater was the primary coolant, as shown in Figure 11.
This has led to the use of Z100 for other applications in sulphuric acid plants, such as orifice plates in trough distributors, filters, vortex breakers, and similar applications on the strong acid side.
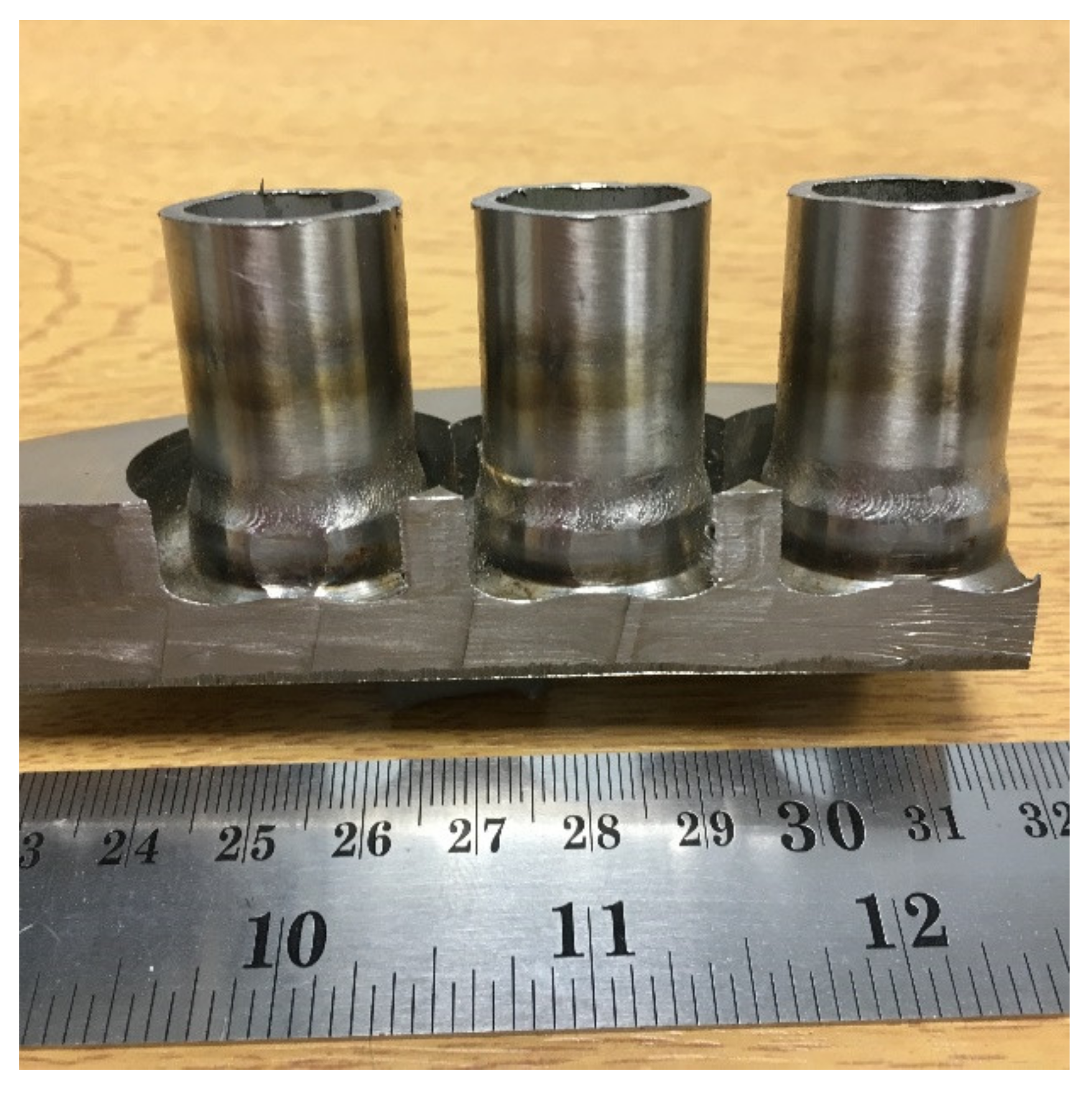
The strength of superduplex can also be utilised when cooling process fluids at high temperatures and pressures. An offshore platform had to cool a gas stream with seawater, with maximum design conditions of 200 bar and 200 °C, and chose superduplex stainless steel as it would resist both fluids. In order to contain the gas safely it was on the inside of the tubes, which were not seal welded to the tube sheet, but were attached using back face welding. In this, a small spigot is machined on the inside face of the tube sheet for each tube, and the tube is GTA welded to this using a special torch from inside the tube (Figure 12).
Because small weld beads are not deposited on to a heavy tube plate, weld cooling rates are such that good phase balance and acceptable HAZ hardness can be retained in the joint. The machined recess in the tube plate can be filled with flux to minimise OD (oxidation during) welding. After welding, the flux is vacuumed away, the recess can then be used to insert a radiographic film, the welding head on the inside of the tube replaced with an X ray source and then each joint can be radiographically examined. This guarantees a high integrity joint and means there is no seawater access between the tube and tubesheet. The seawater was on the outside of the tubes, so the shell and tube support plates were all superduplex to resist corrosion. Under such conditions it is important to maintain sufficient seawater flow on the shell side so that the tube od (outside diameter) temperature ≤70 °C.
When U-bends are used in heat exchangers there is often discussion about whether to stress relieve the cold formed bends. Shargay et al. carried out a detailed examination of 2205 and superduplex U-bends and concluded that duplex stainless steels should NOT be stress relieved after bending [60]. Superduplex bends did not lose significant corrosion resistance down to 1.5D bend radius, while 2205 duplex was satisfactory down to 3.3 D bend radius, where D is the tube od [60].
When very hot fluids are produced in an offshore oil well it is sometimes required to cool the produced fluids subsea so that they can be transported for processing by a carbon steel pipeline. Superduplex stainless steel has been used for this as shown in Figure 13. Superduplex is resistant to the corrosive fluid inside the tubes, but the od wall temperature can exceed the critical pitting temperature. The sea provides a large heat sink and the superduplex is protected from external corrosion by the sacrificial anode cathodic protection (CP) system (anodes visible attached to frame in Figure 13.) that is also protecting the coated carbon steel frame. Care should be taken when subjecting duplex stainless steels to CP as they are susceptible to hydrogen induced stress cracking (HISC) [61]. However, robust design codes to avoid HISC are available [62].
In addition to sulphuric acid, superduplex stainless steel has some resistance to dilute hydrochloric acid, as shown in the iso-corrosion curves in Figure 14. This has been utilised in a vinyl chloride monomer plant, where the HCl intercooler was in carbon steel, and it failed numerous times by corrosion from condensing HCl under upset conditions [63].
The inlet temperature was 110 °C and the outlet was 24 °C, while the cooling medium was a brackish water with 320 mg/L chloride at a pH of 8.5. The Z100 superduplex replacement cooler had tubes that were seal welded to the tube sheet as shown in Figure 15. The heat exchanger performed well in service, and superduplex has been used to solve other corrosion problems in the same plant [63].
In addition to tube and shell there are several other types of heat exchanger, including plate, printed circuit and compact. Superduplex stainless steel is difficult to form into the complex shapes in a plate heat exchanger in a single operation without cracking [64]. Pressing in stages with inter-stage annealing increases the cost too much compared with titanium or 6%Mo austenitic stainless steel. However, 2205 duplex can be formed into plates with appropriate care [64]. Utilizing duplex stainless steel in printed circuit or compact heat exchangers is also difficult and greater formability and reliability can be obtained with titanium or high nickel alloys.
5.3. Chemical and Process
Duplex stainless steels have been widely used in the chemical and process industries, either to resist SCC where austenitic alloys are susceptible, or to handle very corrosive liquors. One of the first industries to embrace duplex stainless steels was the Kraft process in the pulp and paper industry, where wood chips are treated with hot caustic soda, using a sodium sulphide catalyst. As the process fluids became more aggressive, first carbon steel and then 316 L austenitic stainless steel suffered excessive corrosion and/or SCC. Duplex stainless steels solved numerous corrosion problems as shown by the applications in Table 5. Many of these applications are discussed in detail in [9,65].
While alloy 2205 was initially used in many pulp and paper applications, the availability of lean duplex stainless steels at a cost below that of 316L austenitic has resulted in a switch to these alloys. Figure 16 shows some large vessels in 2304 lean duplex awaiting installation.
Duplex stainless steels have excellent resistance to corrosion fatigue in white water, and as suction rolls have become longer and of increased diameter, the properties of 2205 have made it attractive for suction rolls. More recent data show that lean duplex 2304 has equivalent or better resistance to corrosion fatigue in white water than 2205, making it a lower cost option for suction rolls [65,66].
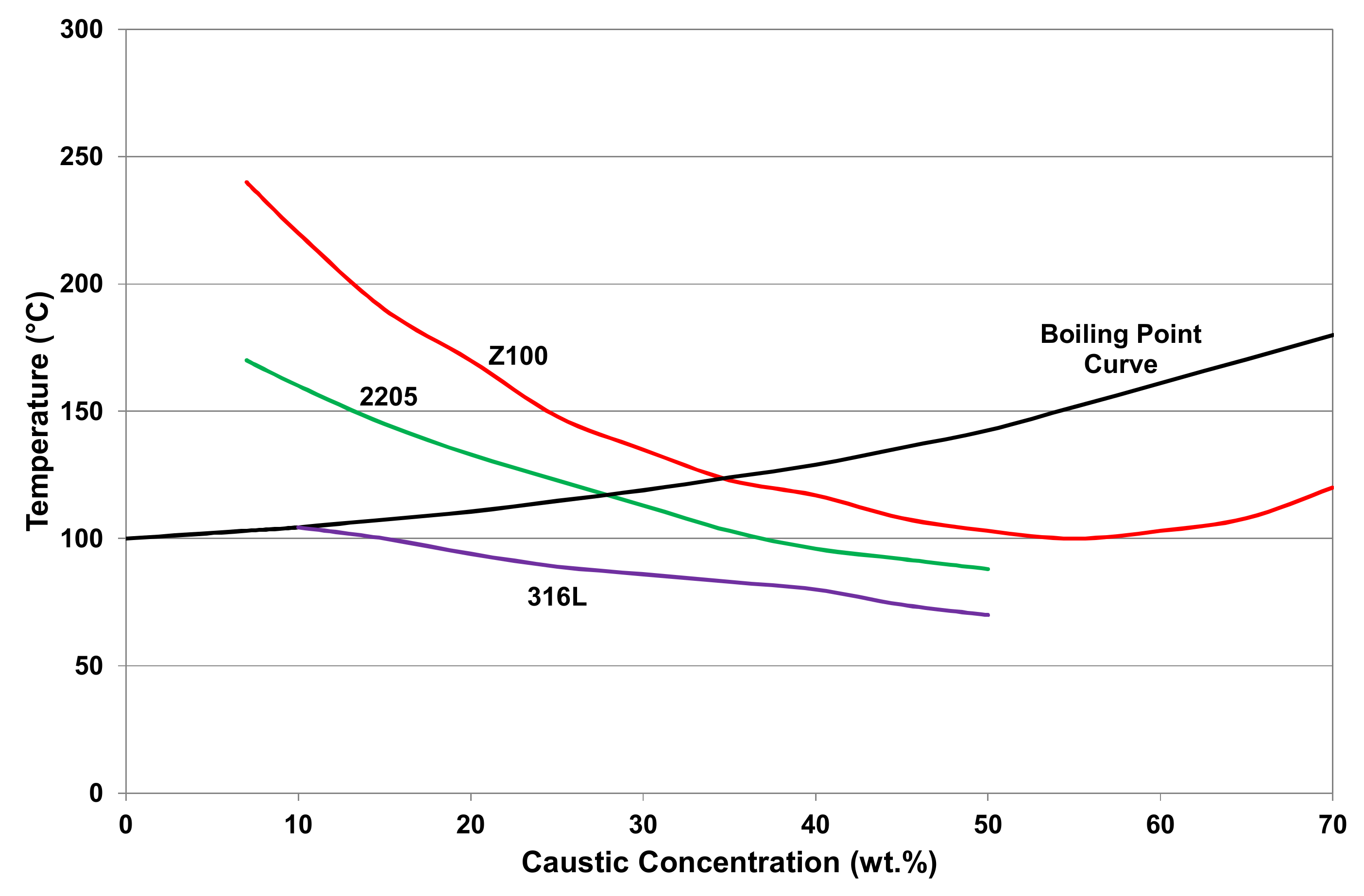
In the refining and petrochemical industries duplex stainless steels are widely used and Table 6 shows some of the applications. One interesting application for duplex stainless steels is in caustic soda, particularly at higher temperatures and concentrations. Carbon steel is limited in its use by corrosion and SCC, as defined by NACE SP0304 [67]. Austenitic stainless steel 316L is limited to about 70 °C by its susceptibility to caustic SCC [68]. The iso-corrosion curves of 316L and some duplex stainless steels in caustic soda are shown in Figure 17 [69].
Francis and Clarke discuss the replacement of carbon steel and 316L stainless steel in caustic soda service with duplex or superduplex in the minerals processing industry [69], while Table 6 shows the applications of duplex in caustic recovery and waste lines. The author was involved in a chemical plant in the Middle East where carbon steel piping in the caustic recovery lines was cracking (25 wt.% caustic at 85 °C). A change to 2205 duplex completely solved the problem. Francis and Clarke highlighted the differences between diaphragm and membrane grades of caustic and the effect this can have on corrosion and SCC [69].
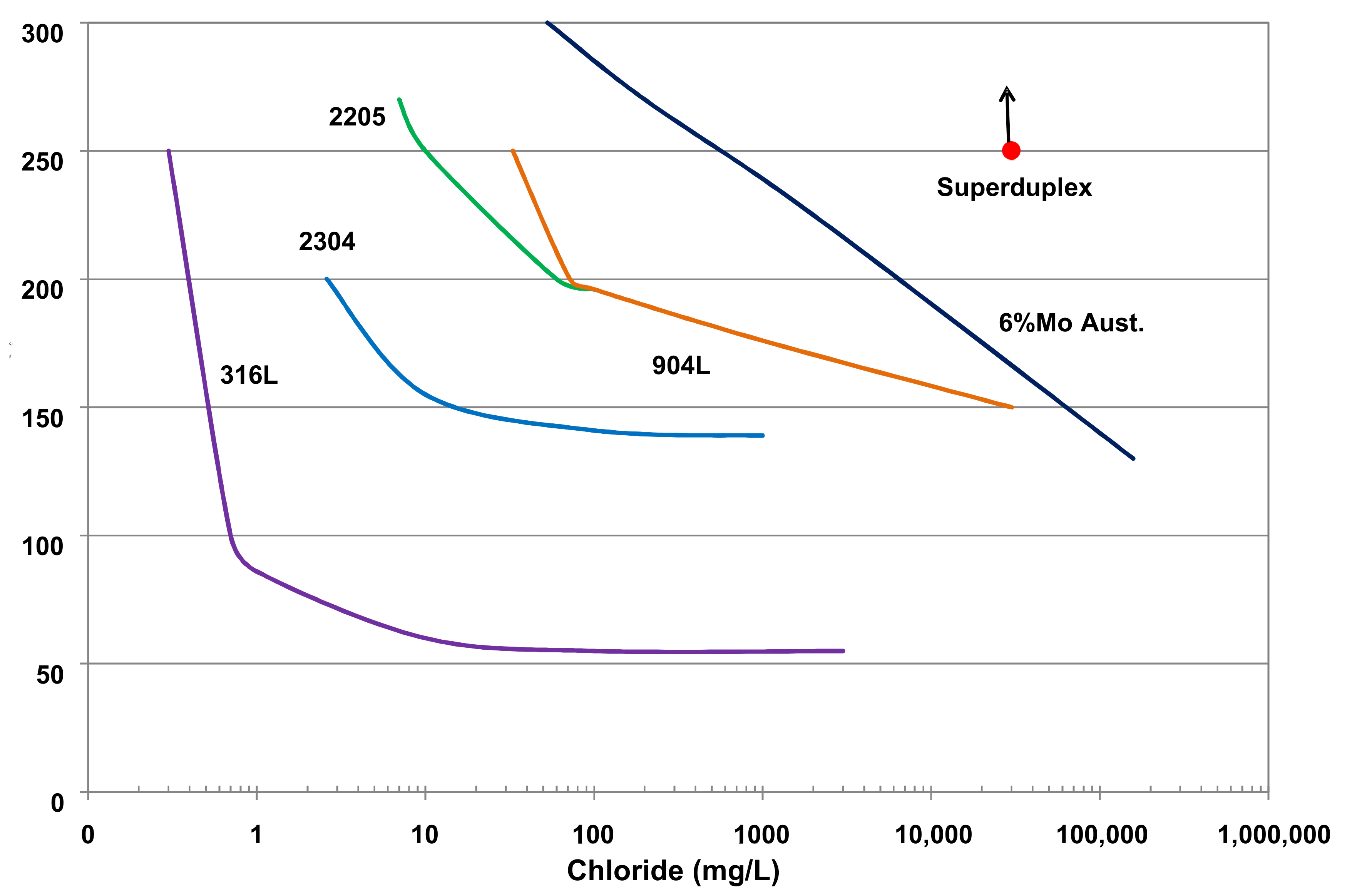
Duplex stainless steels are frequently chosen for their resistance to chloride SCC and Figure 18 shows the limits of use as a function of chloride concentration. It is clear that duplex stainless steels have superior resistance compared with 316L austenitic, and superduplex is superior to the 6%Mo austenitic alloys. Note that these limits are for near neutral pH solutions under mildly oxidizing conditions. Strongly oxidizing conditions can greatly increase the susceptibility to SCC for all stainless steels [6,9].
There are many other applications in the chemical process industries where duplex stainless steels have been used to solve corrosion problems, such as handling ammonium carbamate in the production of urea [21], and handling spent acid in the production of rutile (TiO2) from ilmenite ores [9]. As new processes are developed, one or more of the duplex stainless steels will probably offer useful properties.
5.4. Atmospheric Corrosion
Many plants operate close to the sea and the atmosphere can be extremely corrosive, particularly in warmer latitudes [70,71]. These can be class C5 or CX using the ISO 9223 designation [72]. Duplex stainless steels offer superior corrosion resistance to 316L austenitic stainless steel in such environments [70,71]. Francis discusses a number of applications of 2205 duplex for bridges in the tropics, such as the Stonecutters Bridge in Hong Kong and the Marina Bay Bridge in Singapore (Figure 19) [9].
Although carbon steel was an option, it would have required a very high-quality coating system plus regular inspection and repair. Duplex stainless steel offered a significantly lower through-life cost, because of the minimal maintenance. In less aggressive atmospheres lean duplex stainless steels have been used for bridges and for storage tanks holding less aggressive chemicals [73]. The advantage of lean duplex compared with steel is that it requires no painting, while it is stronger than 316lL, offering savings by reducing the cross section.
One area that requires care is when duplex or superduplex pipes are carrying hot process fluids and may get splashed with seawater, such as offshore platforms. A salt crust can build up and cracking may occur in the concentrated solution beneath the crust. There was a failure of a 2205 vessel at about 100 °C, which initiated a lot of research [74]. Although cracking could be induced in the laboratory on duplex pipes at high stresses and temperatures below 100 °C, failures, even on hotter pipes, were not reported [9]. The reason for this is that the drip rate of seawater is critical. If it is too fast, a salt crust never forms, while if it is too slow, the bottom of the crust dries out and the metal is no longer wetted. The Norwegian NORSOK standard [16] requires that 2205 and superduplex pipes operating above 100 °C and 110 °C, respectively have a protective coating. The most common protective coating is thermally sprayed aluminium, but high temperature polymers can be considered. Since the NORSOK regulations were introduced, there have not been any major failures of hot duplex process lines due to external SCC.
6. Conclusions
From the above discussion it is clear that duplex stainless steels offer some significant advantages over a number of competing alloys for many industries. These include high corrosion resistance to many fluids, high strength, good weldability, and availability in a wide range of product forms.
Three industries that are very active, and that use duplex stainless steels have been discussed. There are many others where duplex stainless steels are widely used, such as the oil and gas industry, seawater reverse osmosis (SWRO) desalination, and the mining and mineral processing industries.
The discussion above also shows that the selection of materials for aggressive environments requires not just the composition of the fluid and the temperature, but also the redox potential. There are aggressive environments where the redox potential can suit the application of duplex stainless steels, such as the mineral processing industry. There are others where the redox potential can be adjusted to enable the use of lower cost alloys.
Duplex stainless steels also have very good resistance to corrosion in aggressive atmospheres and there are several engineering structures, where maintenance is difficult, which have made good use of duplex stainless steels.
Duplex stainless steels are not commodity alloys, and it is important to use a suitable procurement specification that includes additional testing, plus the necessary QA/QC to police it [9].
Author Contributions
Both authors, G.B. and R.F., contributed to the conceptualization and writing of this review paper. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not Applicable.
Informed Consent Statement
Not Applicable.
Data Availability Statement
All of the data presented in this paper is available in literature in the public domain as cited in the references.
Acknowledgments
The authors would like to thank Rolled Alloys, Outokumpu Stainless AB and Steve Clarke for permission to use their photos and data in the compilation of this paper.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Lizlovs, E.A. Corrosion Resistance of Some Commercial Duplex Stainless Steels; Climax Molybdenum Report RP-33-80-08; Climax Molybdenum: Fort Madison, IA, USA, 1981. [Google Scholar]
- Foct, J.; Magnin, T.; Perrot, P.; Vogt, J.-B. Nitrogen Alloying of Duplex Stainless Steels. In Duplex Stainless Steels ’91; Les Editions de Physique: Les Ulis, France, 1991. [Google Scholar]
- Hayes, F.H. Phase equilibria in duplex stainless steel. J. Less Common Met. 1985, 114, 89–96. [Google Scholar]
- Kazakov, A.A.; Zhitenev, A.I.; Fedorov, A.S.; Fomina, O.V. Development of Duplex Stainless Steel Compositions. CIS Iron Steel Rev. 2019, 18, 20–26. [Google Scholar]
- Nilsson, L.-O.; Chai, G. The Physical Metallurgy of Duplex Stainless Steels. In Proceedings of the Conference Duplex Stainless Steels, Beaune, France, 13–15 October 2010; pp. 369–390. [Google Scholar]
- McIntyre, D.R.; Francis, R. (Eds.) Environmental Cracking; MTI Project #216; Materials Technology Institute: St Louis, MO, USA, 2016. [Google Scholar]
- Petterson, R.F.A.; Johansson, E. Stress Corrosion Cracking of Duplex Grades. In Proceedings of the Conference Duplex Stainless Steels, Beaune, France, 13–15 October 2010; KCI: Zutphen, The Netherlands, 2010. [Google Scholar]
- Francis, R.; Byrne, G. The Erosion Corrosion Limits of Duplex Stainless Steels. Mater. Perform. 2018, 57, 44. [Google Scholar]
- Francis, R. The Corrosion of Duplex Stainless Steels: A Practical Guide for Engineers; NACE International: Houston, TX, USA, 2018. [Google Scholar]
- Marken, G.R.L.A.; Kulbotten, I.M.; Aursand, M.; Olsen, S.; Karlsen, K.S.S. Influence of Intermetallic Precipitates on the Mechanical Properties and Environmental Cracking Resistance of DSS Fittings—A Case History Part 1. In Proceedings of the Conference Duplex Stainless Steels, Beaune, France, 13–15 October 2010; pp. 561–573. [Google Scholar]
- Marken, L.A.; Rorvik, G.; Kulbotten, I.M.; Aursand, M.; Bygstad, T. Field Inspection Methods and Procedure to detect Intermetallic Precipitates—A Case History Part 2. In Proceedings of the Conference Duplex Stainless Steels, Beaune, France, 13–15 October 2010; pp. 989–996. [Google Scholar]
- Ryengen, E.; Wintermark, C. Lessons Learned from Heat Treatment of Components in 22Cr and 25Cr duplex Stainless Steels. In Proceedings of the Conference Duplex Stainless Steels, Beaune, France, 13–15 October 2010; pp. 961–970. [Google Scholar]
- Howard, R.; Marlow, J.; Paterson, S. Improving Manufacturing Quality of Duplex Stainless Steel Components. In Proceedings of the Conference Duplex Stainless Steels, Beaune, France, 13–15 October 2010; KCI: Zutphen, The Netherlands; pp. 953–960. [Google Scholar]
- Truman, J.E.; Coleman, M.J.; Prit, K.R. The Effects of Composition on the Resistance to Pitting Corrosion of Stainless Steels. In Proceedings of the UK Corrosion ’87, Brighton, UK, 26–28 October 1987; Institute of Corrosion: Northampton, UK, 1987. [Google Scholar]
- Petroleum and Natural Gas Industries, Materials for Use in H2S—Containing Environments in Oil and Gas Production; ISO 15156/ NACE MR0175; ISO: Geneva, Switzerland; NACE International: Houston, TX, USA, 2015.
- Material Data Sheets for Piping, 5th ed.; NORSOK M-630; Standards Norway: Oslo, Norway, 2010.
- Petroleum, Petrochemical and Natural Gas. Industries—Test. Methods for Quality Control. of Microstructure of Ferritic/Austenitic (Duplex) Stainless Steels; ISO 17781; ISO: Geneva, Switzerland, 2017.
- Grubb, J.F.; Dunn, J.J.; Hasek, D.R. Sour Service Limits for a Molybdenum-Containing Lean Duplex Stainless Steel; Paper 117; Corrosion 2011; NACE International: Houston, TC, USA, 2011. [Google Scholar]
- Byrne, G.; Francis, R.; Warburton, G.; Bullock, R.J.; Kuzler, C. The Selection, Design, Fabrication and Performance of Zeron 100® in SWRO Applications. In Proceedings of the IDA Conference, Paradise Island, Bahamas, 28 September–3 October 2003; International Desalination Association: Topsfield, MA, USA. [Google Scholar]
- Kivisaak, U.H.; Eidhagen, J.; Juhlin, A. UNS S33207—A New Hyper Duplex Stainless Steel For. Umbilicals; Paper 09076; Corrosion 2009; NACE International: Houston TX, USA, 2009. [Google Scholar]
- Notten, N. Application of Duplex Stainless Steel in the Chemical Process Industry. In Proceedings of the Duplex Stainless Steels ’97, Maastricht, The Netherlands, 21–23 October 1997; KCI: Zutphen, The Netherlands, 1997; pp. 9–16. [Google Scholar]
- Standard Specifications for Castings, Austenitic-Ferritic (Duplex) Stainless Steel, for Pressure-Containing Parts; ASTM A995; ASTM: West Conshohocken, PA, USA, 2020.
- Francis, R.; Hebdon, S. The Selection of Stainless Steels for Seawater Pumps; Paper 5446; Corrosion 2015; NACE International: Houston, TX, USA, 2015. [Google Scholar]
- Francis, R.; Hebdon, S. The Limiting Section Thickness for Duplex Stainless Steels; Paper 3651; Corrosion 2014; NACE International: San Antonio, TX, USA; Houston, TX, USA, 2014. [Google Scholar]
- Wheeler, J.; Emma, S. Special Metals Corporation (INCO, Huntington Alloys International, Nickel Plant). Clio: Your Guide to History. 2020. Available online: https://www.theclio.com/entry/13756 (accessed on 15 April 2021).
- Charles, J. Duplex Families and Applications: A Review Part 1, 2 and 3; Stainless Steel World: Deventer, Overijssel, 2015. [Google Scholar]
- Schulz, Z.; Wachowiak, D.; Whitcraft, P. Availability and Economics of Using Duplex Stainless Steels; Corrosion 2014; Paper 4345; NACE International: Houston, TX, USA; San Antonio, TX, USA, 2014. [Google Scholar]
- Strong Sustainable Storage Tanks. Available online: https://www.imoa.info/download_files/molyreview/excerpts/17-2/Storage_tanks.pdf (accessed on 17 November 2020).
- Baddoo, N.R.; Kosmač, A. Sustainable Duplex Stainless Steel Bridges. Available online: https://www.worldstainless.org/files/issf/non-image-files/PDF/Sustainable_Duplex_Stainless_Steel_Bridges.pdf (accessed on 17 November 2020).
- Wachowiak, D. Duplex Stainless Steels, A Cost Effective Option for Biofuel Facilities. Available online: https://www.rolledalloys.com/shared/library/technical-papers/corrosive/Duplex-Stainless-Steels-A-Cost-Effective-Option-for-Biofuel-Facilities.pdf (accessed on 17 November 2020).
- Bergstrom, D. Characterisation of ATI 2101 Lean Duplex Stainless Steel Pipes used for Water Distribution. Available online: https://www.atimetals.com/markets/energy/Documents/ATI%202102%20Lean%20Duplex%20for%20Water%2011.2011.pdf (accessed on 17 November 2020).
- A Steel for all Seasons. Available online: http://www.stainless-steel-world.net/pdf/A_steel_for_all_seasons.pdf (accessed on 17 November 2020).
- Duplex ATI. Available online: http://www.stainless-steel-world.net/pdf/ssw1006_duplex_ati.pdf (accessed on 17 November 2020).
- Allegheny Technologies Incorporated: ATI 2003® Lean Duplex Alloy Selected for North Sea Project. Available online: https://www.marketscreener.com/quote/stock/ALLEGHENY-TECHNOLOGIES-IN-11627/news/Allegheny-Technologies-Incorporated-nbsp-ATI-2003-Lean-Duplex-Alloy-Selected-for-North-Sea-Projec-15824955/ (accessed on 17 November 2020).
- Flat Products Made of Steel for Pressure Purposes—Part 7: Stainless Steels; EN 10028-7; BSI: London, UK, 2004.
- Stainless Steels. Technical Delivery Conditions for Sheet/Plate and Strip of Corrosion Resisting Steels for General Purposes; EN 10088-2; BSI: London, UK, 2014.
- Weisner, C.S. Toughness Requirements for Duplex and Super Duplex Stainless Steels. In Proceedings of the Conference Duplex Stainless Steels ’97, Maastricht, The Netherlands, 21–23 October 1997; p. 107. [Google Scholar]
- Groth, H.L.; Pilhagen, J.; Vishnu, R.; Jonsson, J.Y. Use of Duplex Stainless Steels at Low temperatures, A New Way to Present Toughness-Temperature-Thickness Data. In Proceedings of the Conference Stainless Steels in Structures—5th International Experts Seminar, London, UK, 18–19 September 2017. [Google Scholar]
- Busschaerts, F.; Cassagne, T.; Pedersen, A.; Johnsen, S. New Challenges for the Use of Duplex Stainless Steels at Low Temperatures. In Proceedings of the Conference Duplex World, Beaune, France, 13–15 October 2010; p. 2B II. [Google Scholar]
- Byrne, G.; Warburton, G.; Schulz, Z.; Francis, R. ZERON 100AFP Super Duplex Stainless Steel for Increased Low Temperature Impact Toughness and Resistance to Hydrogen Induced Stress Corrosion Cracking of API Forgings for Subsea Applications. In Proceedings of the Offshore Technology Conference, Rio de Janeiro, Brazil, 29–31 October 2013; p. 571. [Google Scholar]
- Ginn, B.J.; Gooch, T.G. The Effect of Intermetallic Content on Pitting Resistance of Ferritic-Austenitic Stainless Steels. In Proceedings of the Conference Stainless Steel World, Stainless Steels ’99, Sardinia, Italy, 6–9 June 1999. [Google Scholar]
- Wiesner, C.S.; Garwood, S.J.; Bowden, P. The Structural Significance of HAZ Sigma Formation in Welded 25% Cr Pipework. In Proceedings of the Conference ASME, Offshore Mechanics and Artic Engineering, Glasgow, UK, 20–24 June 1993. [Google Scholar]
- Leonard, A.; Gregori, A.; Woollin, P. Point Counting of Intermetallic Phase Precipitates in Ferritic-Austenitic Stainless Steels; KCI Publishing: Zutphen, The Netherlands, 2004; pp. 203–212. [Google Scholar]
- Gooch, T.G.; Woollin, P. Metallurgical Examination During Weld. Procedure Qualification of Duplex Stainless Steels; Stainless Steel World Conference; KCI Publishing: Zutphen, The Netherlands, 1999; p. 792. [Google Scholar]
- Leonard, A.J.; Woollin, P.; Buxton, D.C. Effect of Intermetallic Phases on Corrosion Resistance of Super Duplex and Super Austenitic Stainless Steel Weldments. In Proceedings of the Stainless Steel World Conference, The Hague, The Netherlands, 13–15 November 2001; pp. 375–384. [Google Scholar]
- Gunn, R.N. Duplex Stainless Steels; Microstructure, Properties and Applications; Abington Publishing: Cambridge, UK, 1997. [Google Scholar]
- Shone, E.B.; Malpas, R.E.; Gallagher, P. Stainless steels as Replacement Materials for Copper Alloys in Seawater Handling System. Trans. Inst. Mar. Eng. 1988, 100, 193. [Google Scholar]
- Francis, R. Effects of Chlorine on Corrosion of High. Alloy. Stainless Steel in Seawater; IOM: London, UK, 1987; p. 192. [Google Scholar]
- Kain, R.M. Crevice Corrosion Resistance of Duplex Stainless Steels in Chloride-Containing Waters. In Proceedings of the Duplex Stainless Steels ’97, Maastricht, The Netherlands, 21–23 October 1997; KCI: Zutphen, The Netherlands, 1997; p. 627. [Google Scholar]
- Kovach, C.W.; Redmond, J.D. Correlations between the Critical Crevice Temperature, PRE Number, and Long Term Crevice Corrosion Data for Stainless Steels; Paper 267; Corrosion ’93; NACE International: Houston, TX, USA, 1993. [Google Scholar]
- Francis, R.; Byrne, G. Experiences with Superduplex Stainless Steel in Seawater. Stainl. Steel World 2004, 16, 53. [Google Scholar]
- Francis, R.; Byrne, G. Gasket Selection for Stainless Steels in Seawater. Mater. Perform. 2007, 46, 50. [Google Scholar]
- Rogne, T.; Drugli, J.M.; Solem, T.; Salbu, H.; Skjellevik, H. Crevice Corrosion Properties of Weld. Overlays of Ni-Based Alloys Compared to 6%Mo. Steels for Seawater Applications; Paper 696; Corrosion ’98; NACE International: Houston, TX, USA, 1998. [Google Scholar]
- Francis, R. Galvanic Corrosion of Stainless Steels in Seawater. Brit. Corr. J. 1994, 29, 53. [Google Scholar] [CrossRef]
- Francis, R. Avoiding Corrosion in Desalination Plants; NACE International: Houston, TX, USA, 2017. [Google Scholar]
- Arnvig, P.E.; Bisgard, A.D. Determining the Potenial Independent Critical Pitting Temperature (CPT) by a Potentiostatic Method Using the Avesta Cell; Paper 437; Corrosion ’96; NACE Internatiuonal: Houston, TX, USA, 1996. [Google Scholar]
- Byrne, G.; Warburton, G.; Wilson, J.; Francis, R. Fabrication of Superduplex Stainless Steel for Optimum Seawater Corrosion Resistance. In Proceedings of the World Congress on Desalination and Water Reuse, Perth, Australia, 4–9 September 2011; IDA: Topsfield, MA, USA, 2011. [Google Scholar]
- Howing, J. Applications for Duplex Grades with High. PRE in Refineries. In Proceedings of the Conference Duplex Stainless Steels, Beaune, France, 13–15 October 2010; KCI: Zutphen, The Netherlands, 2010. [Google Scholar]
- Francis, R. The Performance of Stainless Steels in Concentrated Sulphuric Acid; Stainless Steel World: Deventer, Overijssel, 2010; Volume 22, p. 53. [Google Scholar]
- Shargay, C.; Moore, K.; Wodarcyk, J.W. Heat Treatment Issues on Stainless Steel Heat Exchanger Tubes; Paper 09338; Corrosion 2009; NACE International: Houston, TX, USA, 2009. [Google Scholar]
- Woollin, P.; Murphy, W. Hydrogen Embrittlement Stress Corrosion Cracking of Super Duplex Stainless Steel; Corrosion 2001; Paper No. 01018; NACE International: Houston, TX, USA.
- Duplex Stainless Steel—Design against Hydrogen Induced Stress Cracking; DNVGL-RP-F112; DNV: Oslo, Norway, 2019.
- Zaher, E.M. Failure Analysis of the HCl Column Intercooler; KCI: Zutphen, The Netherlands, 2004; p. 309. [Google Scholar]
- Moshfegh, R.; Schedin, E.; Li, G.; He, H.; Sun, C.C.; Ma, X. Using Duplex Grades in Demanding Forming Operations—A CAE Based Product Development. ACOM 2015, 1, 2. [Google Scholar]
- Wegrelius, L. Duplex Solutions for Pulp and Paper Industry. In 42nd Pulp and Paper International Congress and Exhibition; ABTCP: Sao Paulo, Brazil, 2009. [Google Scholar]
- Groth, H.; Kahonen, A.; Toigerstrand, C.; Ekman, S.; Andersson, M.; Eyzop, D. Summary of Corrosion Fatigue Test. Data Duplex Suction Roll Shell Material. ACOM 2010, 3, 2. [Google Scholar]
- Avoiding Caustic Stress Corrosion Cracking of Refinery Equipment and Piping; NACE SP0403; NACE International: Houston, TX, USA, 2015.
- Sedriks, A.J. Corrosion of Stainless Steels, 2nd ed.; John Wiley: New York, NY, USA, 1996. [Google Scholar]
- Francis, R.; Clarke, S. Corrosion in Caustic Soda in Mineral Processing Operations. Corrosion 2020, 76, 707. [Google Scholar] [CrossRef]
- Mameng, S.H.; Wegrelius, L. Atmospheric Corrosion Resistance of Stainless Steel in the Middle East: Result of a Field Exposure Programme in Various Environments; Corrosion 2017; Paper 8964; NACE International: Houston, TX, USA, 2017. [Google Scholar]
- Le Manchet, S.; Paul, D. Atmospheric Corrosion Resistance of Stainless Steels for Architecture; Paper 8880; Corrosion 2017; NACE International: Houston, TX, USA, March 2017. [Google Scholar]
- Corrosion of Metals and Alloys-Corrosivity of Atmospheres-Classification, Determination and Estimation; ISO 9223; ISO: Geneva, Switzerland, 2012.
- Alfonsson, A. Lean Duplex—The First Decade of Service Experience. In Proceedings of the Conference Duplex Stainless Steels, Beaune, France, 13–15 October 2010; KCI: Zutphen, The Netherlands, 2010. [Google Scholar]
- Oystetun, I.; Johansson, K.; Andersen, O.B. Stress Corrosion Cracking of Duplex SS, UNS S31803, on the Gyda HP Separator. Paper 7207. In Proceedings of the Offshore Technology Conference, Houston, TX, USA, 3–6 May 1993. [Google Scholar]
Figure 1.
Maximum depth of crevice corrosion of some stainless steels after 60 days in natural seawater [47,48,49].

Figure 2.
Maximum depth of crevice corrosion of some stainless steels after 60 days in chlorinated (1 mg/L) seawater. Adapted from [45].
Figure 2.
Maximum depth of crevice corrosion of some stainless steels after 60 days in chlorinated (1 mg/L) seawater. Adapted from [45].

Figure 3.
Critical crevice temperature for 6%Mo austenitic stainless steel with different gaskets at +600 mV SCE. Adapted from [53].
Figure 3.
Critical crevice temperature for 6%Mo austenitic stainless steel with different gaskets at +600 mV SCE. Adapted from [53].

Figure 4.
Corrosion of a superduplex flange under a graphite-containing gasket [52].
Figure 4.
Corrosion of a superduplex flange under a graphite-containing gasket [52].

Figure 5.
Applications for superduplex stainless steel in seawater. (a) Seawater manifold (b) Fasteners for rubber dock fenders.
Figure 5.
Applications for superduplex stainless steel in seawater. (a) Seawater manifold (b) Fasteners for rubber dock fenders.


Figure 6.
Large superduplex seawater pump to handle high suspended solids loading.

Figure 7.
Schematic drawing of a multiple effect desalination (MED) plant.

Figure 8.
Potentials that can occur with stainless steels in seawater [54].
Figure 8.
Potentials that can occur with stainless steels in seawater [54].

Figure 9.
Superduplex heat exchanger with seal welded tube plate to handle seawater with a high sand content.
Figure 9.
Superduplex heat exchanger with seal welded tube plate to handle seawater with a high sand content.

Figure 10.
Iso-corrosion curves (0.1 mm/y) for some common stainless steels in sulphuric acid. Adapted from [59].
Figure 10.
Iso-corrosion curves (0.1 mm/y) for some common stainless steels in sulphuric acid. Adapted from [59].

Figure 11.
A small sulphuric acid cooler in Z100 superduplex. Photo courtesy of Steve Clarke.

Figure 12.
Example of tubes back face welded to a tube sheet.

Figure 13.
Subsea heat exchanger in superduplex stainless steel with anodes for external corrosion protection.
Figure 13.
Subsea heat exchanger in superduplex stainless steel with anodes for external corrosion protection.

Figure 14.
Iso-corrosion curves (0.1 mm/y) for some stainless steels in hydrochloric acid [9].
Figure 14.
Iso-corrosion curves (0.1 mm/y) for some stainless steels in hydrochloric acid [9].

Figure 15.
Superduplex heat exchanger for the HCL column intercooler in a VCM plant.

Figure 16.
A 2304 digester and impregnation vessel digester for a Canadian Kraft pulp mill awaiting assembly. Photo courtesy of Steve Clarke.
Figure 16.
A 2304 digester and impregnation vessel digester for a Canadian Kraft pulp mill awaiting assembly. Photo courtesy of Steve Clarke.

Figure 17.
Iso-corrosion curves (0.1 mm/y) for some stainless steels in caustic soda [69].
Figure 17.
Iso-corrosion curves (0.1 mm/y) for some stainless steels in caustic soda [69].

Figure 18.
Threshold temperature/chloride regions for SCC (stress corrosion cracking) of some common stainless steels [9].
Figure 18.
Threshold temperature/chloride regions for SCC (stress corrosion cracking) of some common stainless steels [9].

Figure 19.
Marina Bay Bridge in Singapore constructed entirely of 2205 duplex stainless steel. Photo courtesy of Outokumpu Stainless AB.
Figure 19.
Marina Bay Bridge in Singapore constructed entirely of 2205 duplex stainless steel. Photo courtesy of Outokumpu Stainless AB.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Nominal Compositions of some commonly used wrought stainless steels. PREN: Pitting Resistance Equivalent Number.
Table 1.
Nominal Compositions of some commonly used wrought stainless steels. PREN: Pitting Resistance Equivalent Number.
| Type | Uns No. | Generic Name | Nominal Composition (wt.%) | PREN * | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Fe | C+ | Cr | Ni | Mo | N | Cu | W | Mn | ||||
| Austenitic | S30403 | 304L | Bal | 0.03 | 18 | 8 | - | - | - | - | 1.5 | 18 |
| S31603 | 316L | Bal | 0.03 | 17 | 10 | 2 | - | - | - | 1.5 | 24 | |
| N08020 | Alloy 20 | Bal | 0.07 | 20 | 28 | 2.5 | - | 3 | - | 1.5 | 28 | |
| N08904 | 904L | Bal | 0.03 | 20 | 25 | 4 | - | 1.5 | - | 1 | 34 | |
| Super Austenitic | S31254 | 6%Mo | Bal | 0.03 | 20 | 18 | 6 | 0.2 | 0.7 | - | 0.7 | 43 |
| N08367 | 6%Mo | Bal | 0.03 | 20 | 25 | 6 | 0.2 | - | - | 1 | 43 | |
| N08926 | 6%Mo | Bal | 0.03 | 20 | 25 | 6 | 0.2 | 1 | - | 1 | 43 | |
| Lean Duplex | S32304 | 2304 | Bal | 0.03 | 23 | 4.8 | 0.3 | 0.1 | - | - | 1.5 | 24 |
| S32101 | 2101 | Bal | 0.03 | 21 | 1.5 | 0.3 | 0.22 | - | - | 4.5 | 26 | |
| S82011 | 2102 | Bal | 0.03 | 21 | 1.5 | 0.3 | 0.22 | - | - | 2.5 | 26 | |
| S32202 | 2202 | Bal | 0.03 | 22 | 2 | 0.3 | 0.2 | - | - | 1.5 | 26 | |
| S32003 | 2003 | Bal | 0.03 | 20 | 3.5 | 1.9 | 0.2 | - | - | 1.5 | >30 | |
| Duplex | S32205 | 2205 | Bal | 0.03 | 22 | 5 | 3.2 | 0.17 | - | - | 1 | 35 |
| S31803 | 2205 | Bal | 0.03 | 22 | 5 | 3 | 0.13 | - | - | 1 | 34 | |
| Superduplex | S32760 | Z100 | Bal | 0.03 | 25 | 7 | 3.5 | 0.25 | 0.7 | 0.7 | 0.7 | >41 |
| S32750 | 2507 | Bal | 0.03 | 25 | 7 | 3.6 | 0.27 | - | - | 0.8 | >41 | |
| Hyperduplex | S32707 | 2707 | Bal | 0.03 | 27 | 6.5 | 4.8 | 0.4 | - | - | 1.4 | 49 |
| S33207 | 3207 | Bal | 0.03 | 32 | 7 | 3.5 | 0.5 | - | - | 1.4 | >50 | |
* PREN = %Cr + 3.3(%Mo + 0.5x%W) + 16x%N. Bal = Balance ± Maximum.
Table 2.
The nominal compositions of some commonly used cast duplex stainless steels.
| Type | ASTM + | Generic Name | Nominal Composition (wt.%) | PREN * | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Fe | C # | Cr | Ni | Mo | N | Cu | W | Mn | ||||
| Austenitic | CF8M | 316 | Bal | 0.08 | 17 | 10 | 2 | - | - | - | 1 | 24 |
| CK3MCuN | 6% Mo | Bal | 0.025 | 20 | 18 | 6 | 0.2 | 0.7 | - | 0.8 | 43 | |
| CN3Mn | 6% Mo | Bal | 0.03 | 21 | 25 | 6.2 | 0.2 | 0.3 | - | 1 | 43 | |
| Standard Duplex | Grade 4A | 2205 | Bal | 0.03 | 22 | 5.5 | 3 | 0.16 | 0.5 | - | 1 | 35 |
| 25%Cr Duplex | Grade 1A x | CD4MCu | Bal | 0.04 | 25 | 5 | 2 | - | 3 | - | 0.7 | 32 |
| Grade 1B | CD4MCuN | Bal | 0.04 | 25 | 5 | 2 | 0.14 | 3 | - | 0.7 | 34 | |
| Superduplex | Grade 5A | 2507 | Bal | 0.03 | 25 | 7.5 | 3.7 | 0.25 | - | - | 1 | >41 |
| Grade 6A | Z100 | Bal | 0.03 | 25 | 8 | 3.5 | 0.25 | 0.7 | 0.7 | 0.7 | >41 | |
+—ASTM designations taken from A351 for austenitic and A995 for duplex. * PREN = %Cr + 3.3(%Mo + 0.5x%W) + 16x%. # = Maximum. Bal = Balance x = withdrawn.
Table 3.
Minimum mechanical properties of some common wrought stainless steels at room temperature. Elong n.: Elongation.
Table 3.
Minimum mechanical properties of some common wrought stainless steels at room temperature. Elong n.: Elongation.
| Type | UNS No. | Generic Name | 0.2% Proof Stress (MPa) | Tensile Strength (MPa) | Elong n. |
|---|---|---|---|---|---|
| (%) | |||||
| Austenitic | S31603 | 316L | 170 | 485 | 40 |
| N08904 | 904L | 220 | 490 | 35 | |
| S31254 | 6%Mo | 310 | 655 | 35 | |
| Lean Duplex | S32304 | 2304 | 400 | 630 | 25 |
| S32101 | 2101 | 450 | 650 | 25 | |
| S82011 | 2102 | 450 | 650 | 25 | |
| S32202 | 2202 | 450 | 650 | 25 | |
| S32003 | 2003 | 450 | 655 | 25 | |
| Standard Duplex | S32205 | 2205 | 450 | 655 | 25 |
| Superduplex | S32750 | 2507 | 550 | 750 | 25 |
| S32760 | Z100 | 550 | 750 | 25 |
Table 4.
Maximum operating temperatures for superduplex stainless steel as a function of chlorine content [51].
Table 4.
Maximum operating temperatures for superduplex stainless steel as a function of chlorine content [51].
| Chlorine (mg/L) | Temperature (°C) |
|---|---|
| 200 | 10 |
| 5 | 20 |
| 1 | 30 |
| 0.7 | 40 |
Table 5.
The many uses of duplex stainless steel in Kraft pulp and paper mills [9].
Table 5.
The many uses of duplex stainless steel in Kraft pulp and paper mills [9].
| Area | Application | Alloy |
|---|---|---|
| Cooking Plant | Pre-steaming vessels | 2205 |
| Impregnation vessel | 2101,2304, 2205 | |
| Digester vessel | 2101,2304, 2205 | |
| Pulp discharge tank | 2101,2304, 2205 | |
| Digester flash tanks | 2205 | |
| Liquor heaters | 2205 | |
| High pressure feeder components | 2205 | |
| Liquor piping | 2205/2101 | |
| Oxygen Delignification | O2 Delignification vessel | 2205 |
| Post O2 Washers | 2101 | |
| Bleach Plant | Brownstock washers | 2101/2205 |
| Recovery | Evaporators | 2101/2205 |
| White and green liquor storage | 2101/2003/2202 | |
| Weak black liquor storage | 2101 | |
| Heavy/strong black liquor storage | 2205/superduplex | |
| Paper Machine | Headbox | 2205 |
| Suction rolls | 2205 |
Table 6.
Examples of the uses of duplex stainless steels in refineries and petrochemical plants [9]. SCC: stress corrosion cracking.
Table 6.
Examples of the uses of duplex stainless steels in refineries and petrochemical plants [9]. SCC: stress corrosion cracking.
| Area | Application | Alloy |
|---|---|---|
| Refinery | Crude desalters | 2205 & Superduplex |
| Amine towers lean/rich H/Ex | 2205 | |
| Amine reclaimer units with caustic | 2205 | |
| Filter drums (at risk of SCC) | 2205 | |
| Fresh and brackish water coolers | 2205 | |
| Steam Cracker | Freshwater cooling towers/coolers | 2101/2102/2205 |
| Dilution steam generators | 2205 | |
| Spent caustic oxidation vessels/piping | 2205 & Superduplex | |
| Coolers for acidic process condensate | 2205 & Superduplex | |
| Aromatics | Feed fraction tower airfins/piping/vessels | 2205 |
| Aromatics/HC separation units, reboilers, H/Ex tubing | 2205 | |
| Polymers | Polypropylene piping, drums, dust collectors, dryers and rotating equipment | 2205 |
| Elastomer slurry tanks, vessels, piping and rotating equipment | 2205 | |
| LLDPE extruder feed shafts | 2205 | |
| LDPE co-polymer piping | 2205 | |
| Elastomer extruder barrels and screws | 2205 | |
| Intermediates and other fluids | Corrosive service with organic acids, sulphuric acid, nitric acid, phosphoric acid, caustic, carbonyls etc at high temperature and pressure | 2205 |
| Intermediate storage tanks | 2101/2102 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Francis, R.; Byrne, G. Duplex Stainless Steels—Alloys for the 21st Century. Metals 2021, 11, 836. https://doi.org/10.3390/met11050836
AMA Style
Francis R, Byrne G. Duplex Stainless Steels—Alloys for the 21st Century. Metals. 2021; 11(5):836. https://doi.org/10.3390/met11050836
Chicago/Turabian StyleFrancis, Roger, and Glenn Byrne. 2021. "Duplex Stainless Steels—Alloys for the 21st Century" Metals 11, no. 5: 836. https://doi.org/10.3390/met11050836
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.