
Enhancing Heat Treatment Conditions of Joints in Grade P91 Steel: Looking for More Sustainable Solutions

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
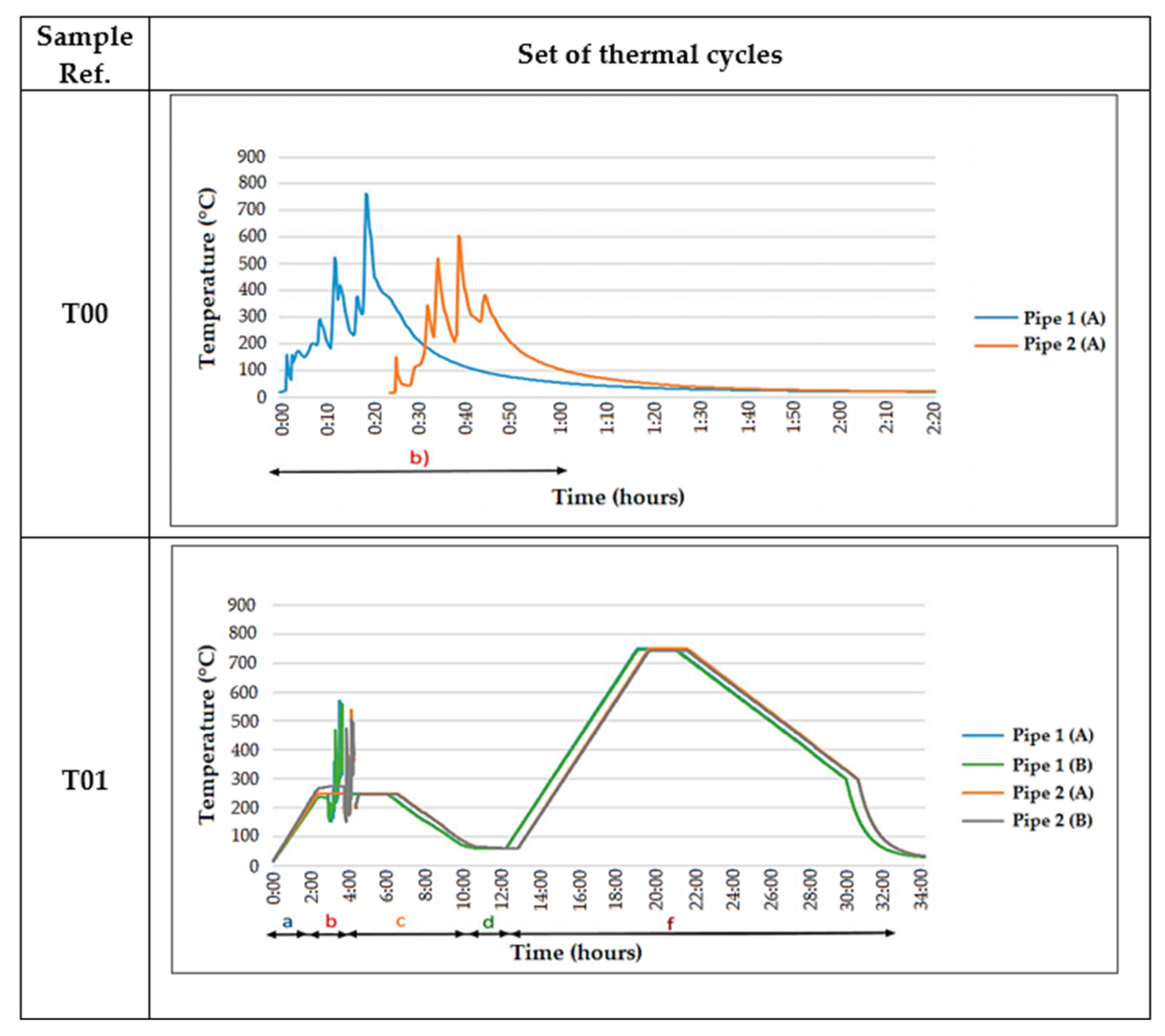
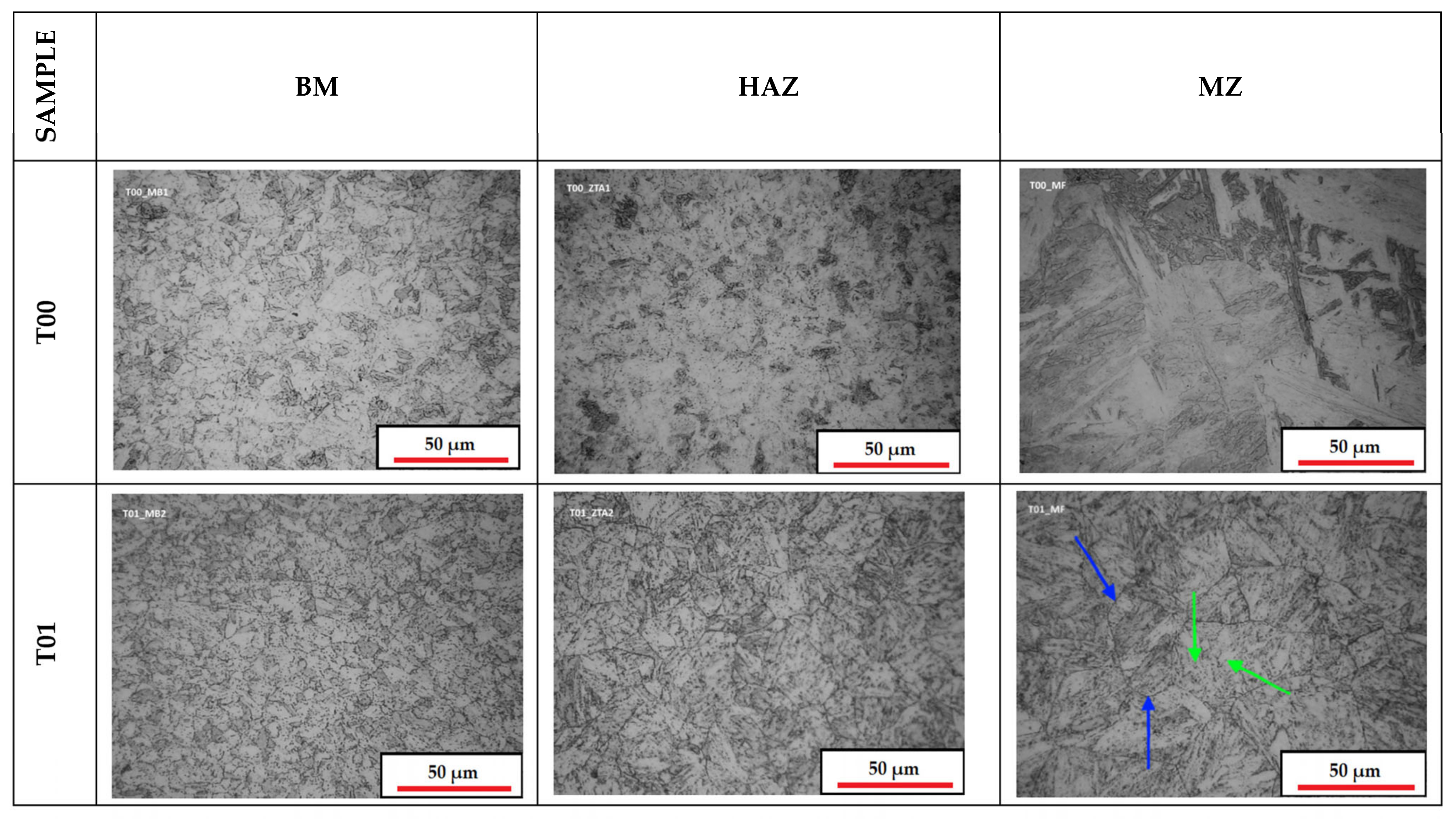
- T00: These samples were used without any kind of heat-treatment. They were also used in the previously presented paper [27], as a means of comparison and as a way to evaluate what happens when the best practices are not applied. No heat-treatments have been made in these samples;
- T01: Like the previous thermal cycle, this was also included in the paper [27]. This procedure is the one recommended by construction codes, standards, and manufacturers (that work with P91 steel welded joints). This cycle includes pre-heating, welding, post-heating, transformation time and finally, a PWHT. This procedure is very time and energy consuming, being classified as unproductive and environmentally unfriendly;
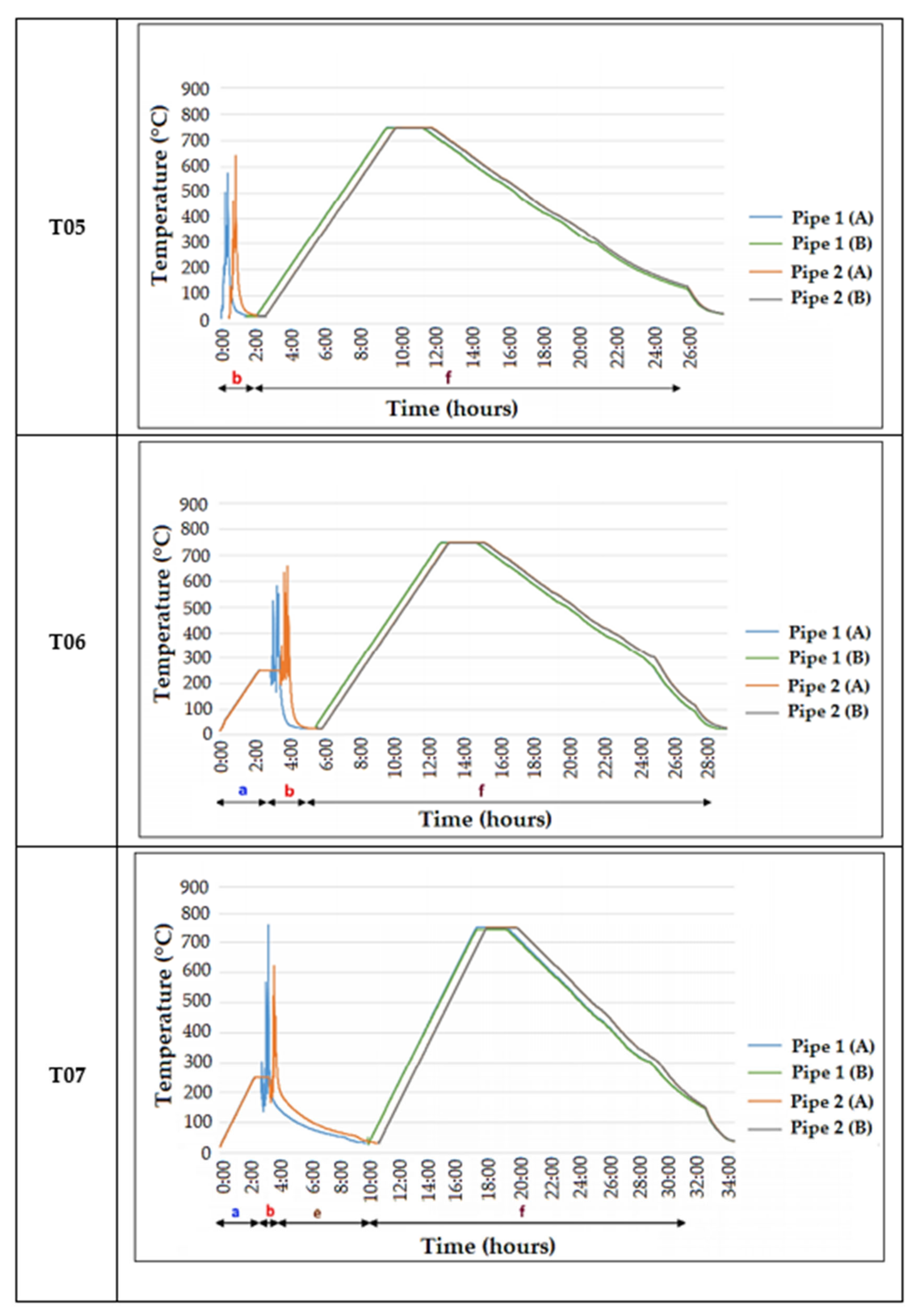
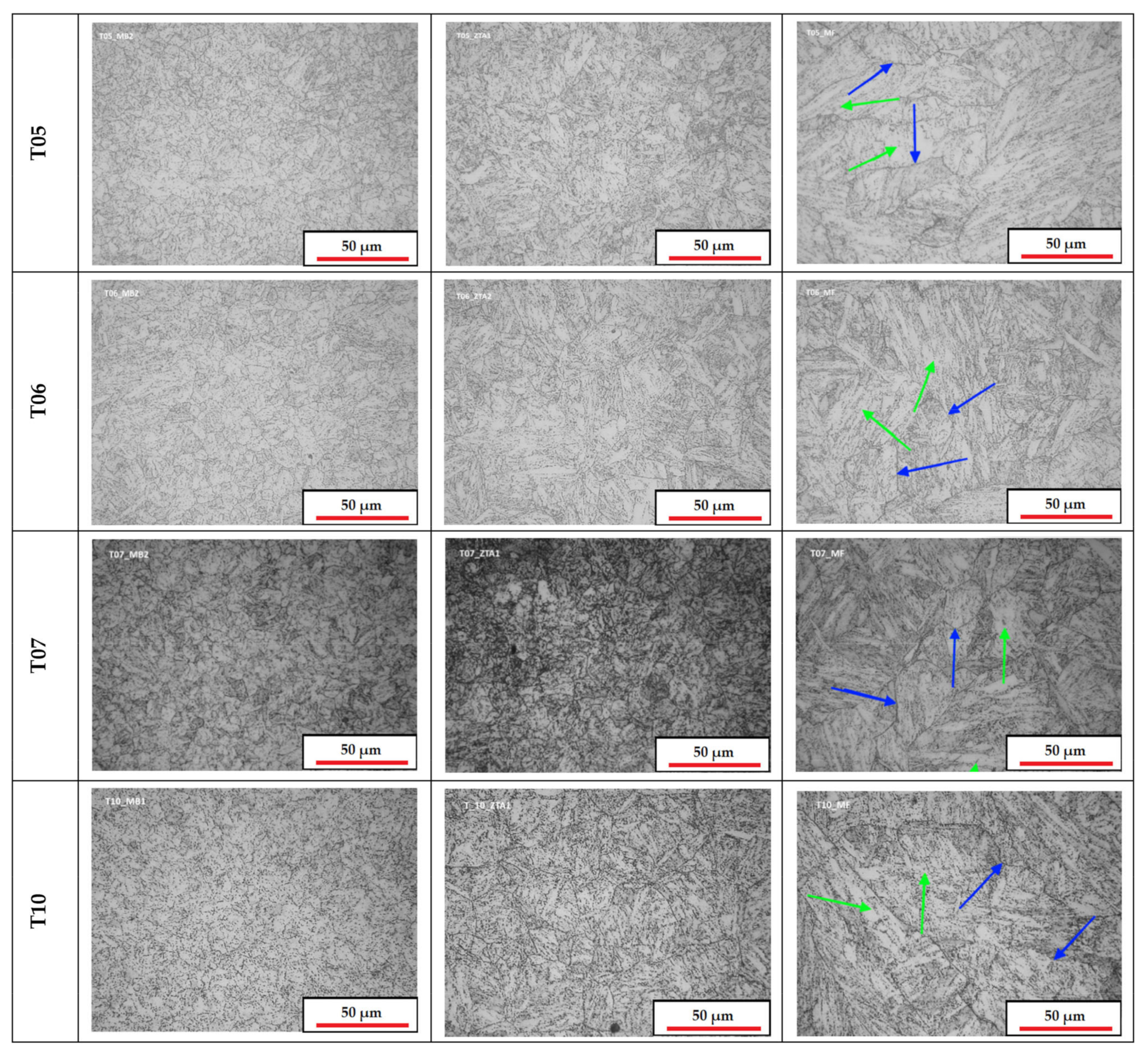
- T05: This thermal cycle does not have any pre-heating, with only a PWHT being applied after cooling of the weld. The procedure was conducted as means to see if only a PWHT would be enough to improve the joint’s mechanical properties and behavior.
- T06: The samples subjected to this thermal cycle were obtained by applying a pre-heating of the joint, followed by welding and, finally, the PWHT, similarly to the previous procedure, the weld was left to cool at room temperature;
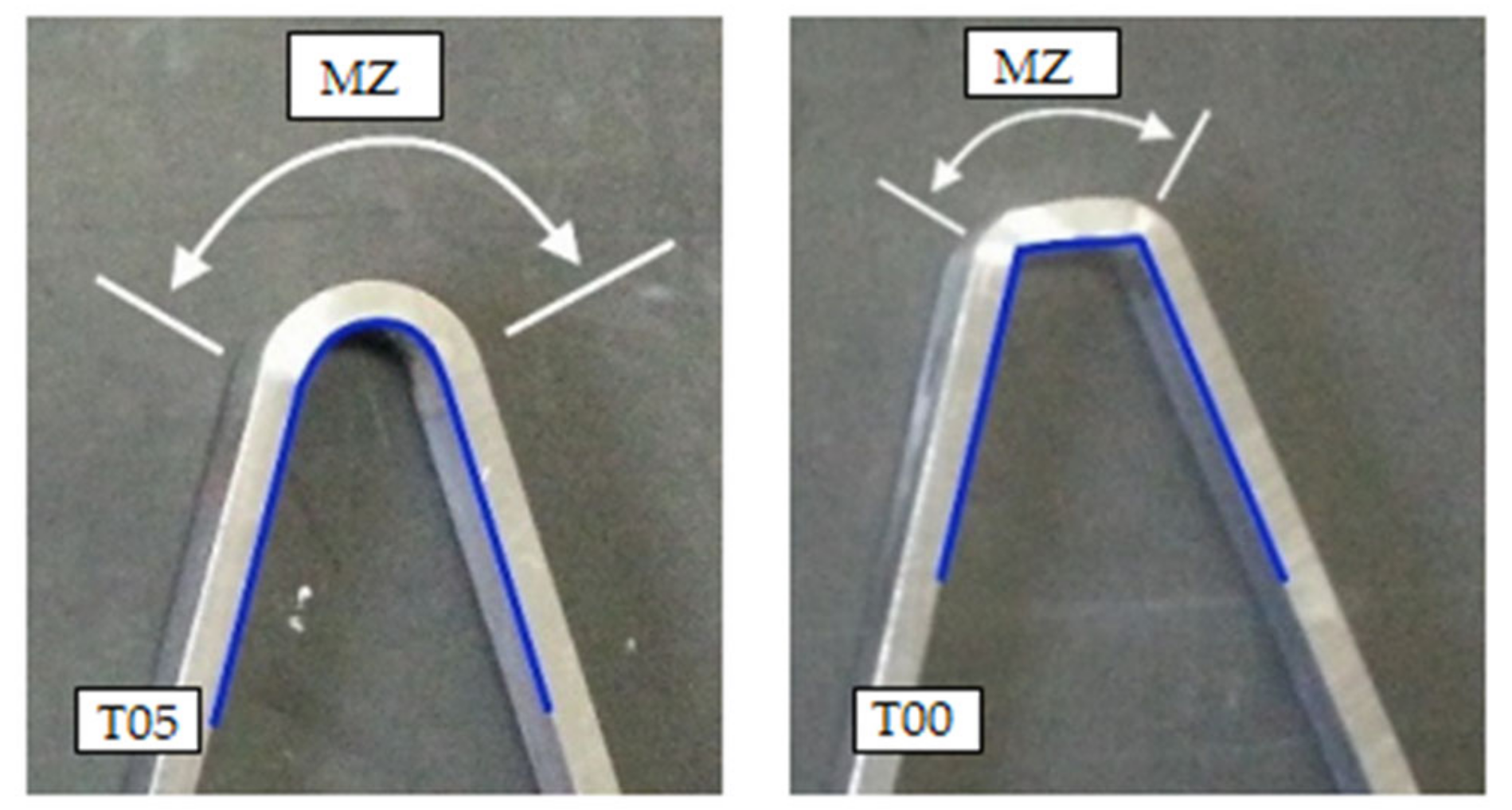
- T07: This is a very similar procedure to that of the T06 samples, with the only difference being the cooling time after the weld. In this case, a ceramic fiber was used to envelop the welded tube, thus increasing the cooling time of the weld. This difference can be observed in Figure 1;
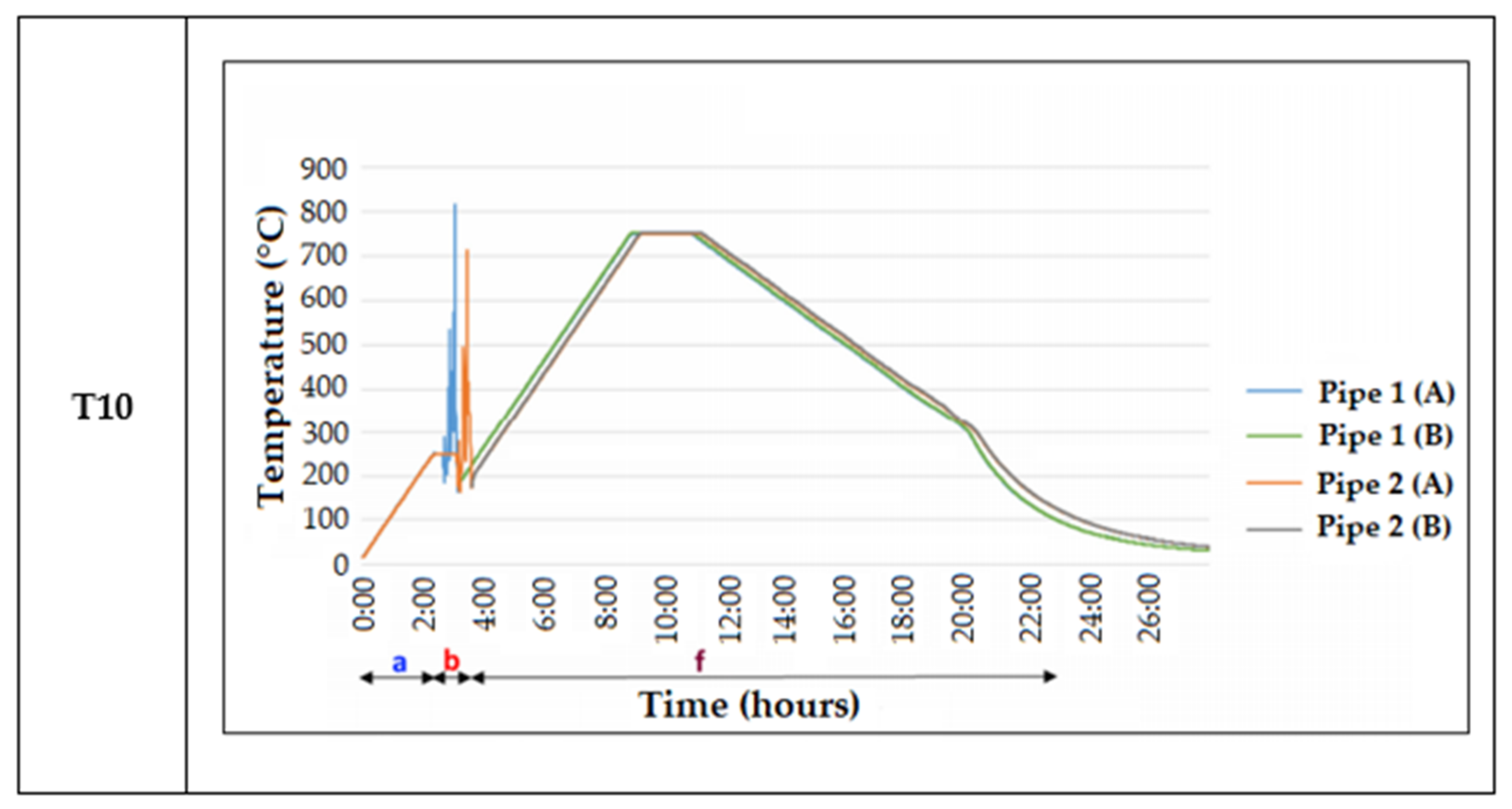
- T10: In this procedure, the samples were submitted to a pre-heating and a PWHT, being very similar to the previously presented procedures. However, in this case, the samples were subjected to the PWHT immediately after welding, essentially skipping the weld cooling step. Furthermore, by performing the PWHT right after welding, there is no need for a post-heating step (as seen in T01), which is usually preformed to remove the Hydrogen that is present in the weld. This “skip” would reduce the heat-treatment of these welds by around 10 h, making this thermal cycle very appealing for the treatment of these steels, provided that the mechanical properties exhibited by the weld are satisfactory.
- Liquid penetrant testing: Used after the chamfer preparation, it was used to check for superficial defects, following the standard ISO 3452-1:2013 [28];
- Visual testing: This test was carried out immediately after the welding process, checking for external defects and following the standard ISO-17637:2003 [29]
- X-ray analysis: Analysis carried out to check for internal defects, using a ICM machine (RAYZORXPRO-X23, Saint-Aubin-les-Elbeuf, France) with 300 kVA. The standard ISO 20769-2:2018 was followed for this procedure.
- Hardness surface testing: Initial hardness assessment was performed with portable equipment Krautkramer—MIC 10 (Kastllaun, Germany), provided with a MIC 205-A probe, following the standard ASTM E110 [30];
- Bending tests: Tests were performed using a CIATA press machine, model P-115/HP (Vila Nova de Gaia, Portugal), following the standard ASME IX-QW136 [31]
- Tensile testing at 20 °C: For the mechanical characterization of the samples, tensile tests were performed on a universal testing machine, Instron 4208 (Norwood, MA, USA), according to the standard ASME IX: 2015-QW 150 [32]
- Tensile testing at 600 °C: For the mechanical characterization of the samples tensile tests were performed on a universal testing machine, Instron 4208 (Norwood, MA, USA), according to the standard ISO 6892-2:2018 [33]
- Hardness profile (preformed along the cross-section of the welds): hardness characterization of the welds was performed with the equipment Krautkramer—MIC 10 (Kastllaun, Germany), provided with a MIC 205-A probe.
- Chemical composition analysis: To analyze the chemical composition of the welded samples, an optical emission spectrometer Spectro was used, model Spectrolab M8 (Spectographic, Leeds, UK);
- Electronic and optical microscopy: Microstructural analysis was carried out using an optical microscope model Axioskop 2 Mat (Carl Zeiss, Oberkochen, Germany); For electronic microscopy, the equipment used was a scanning electronic microscope FEI QUANTA (FEI, Hillsboro, OR, USA);
3. Results and Discussion
3.1. Non-Destructive Test Results
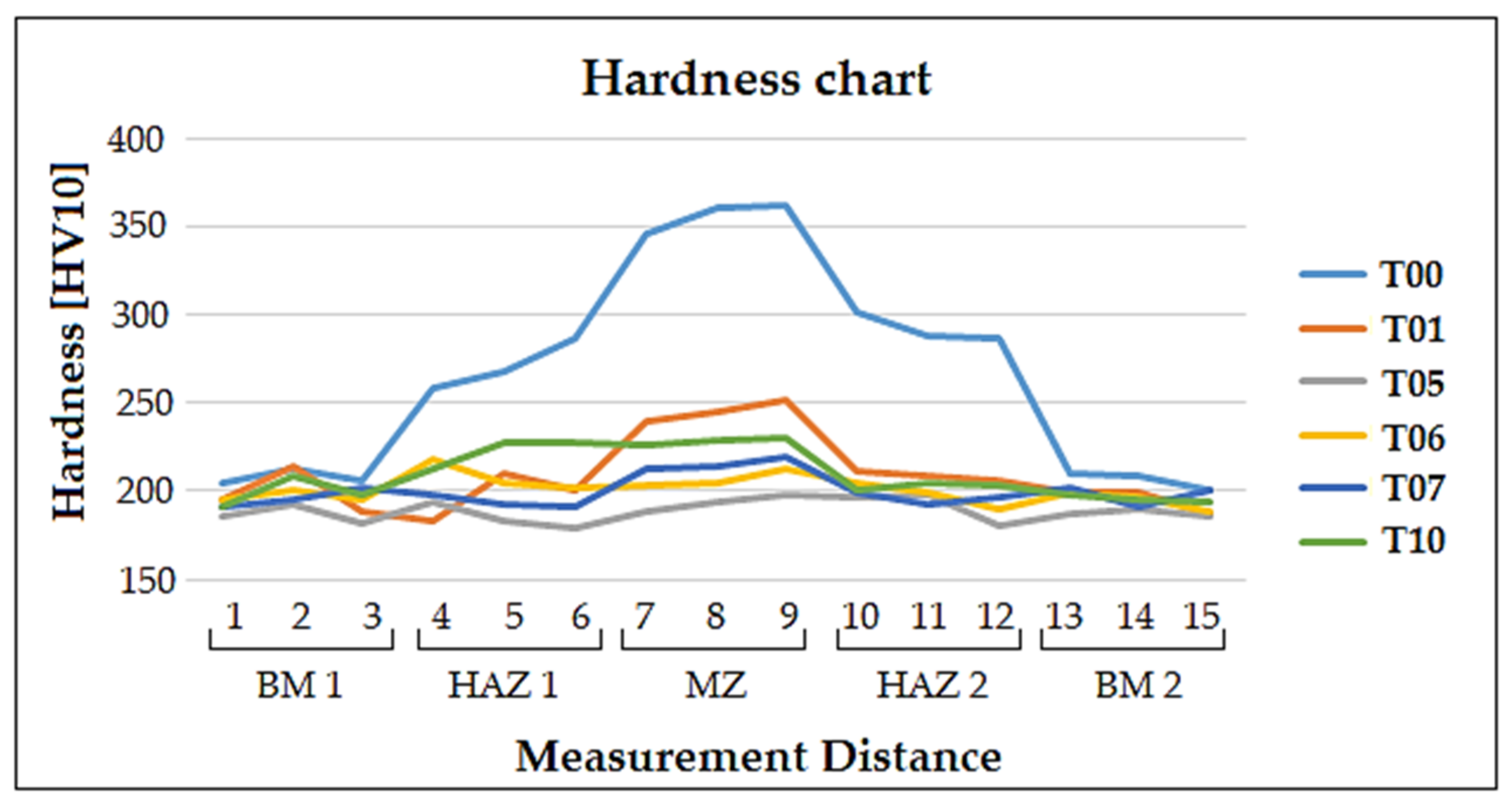
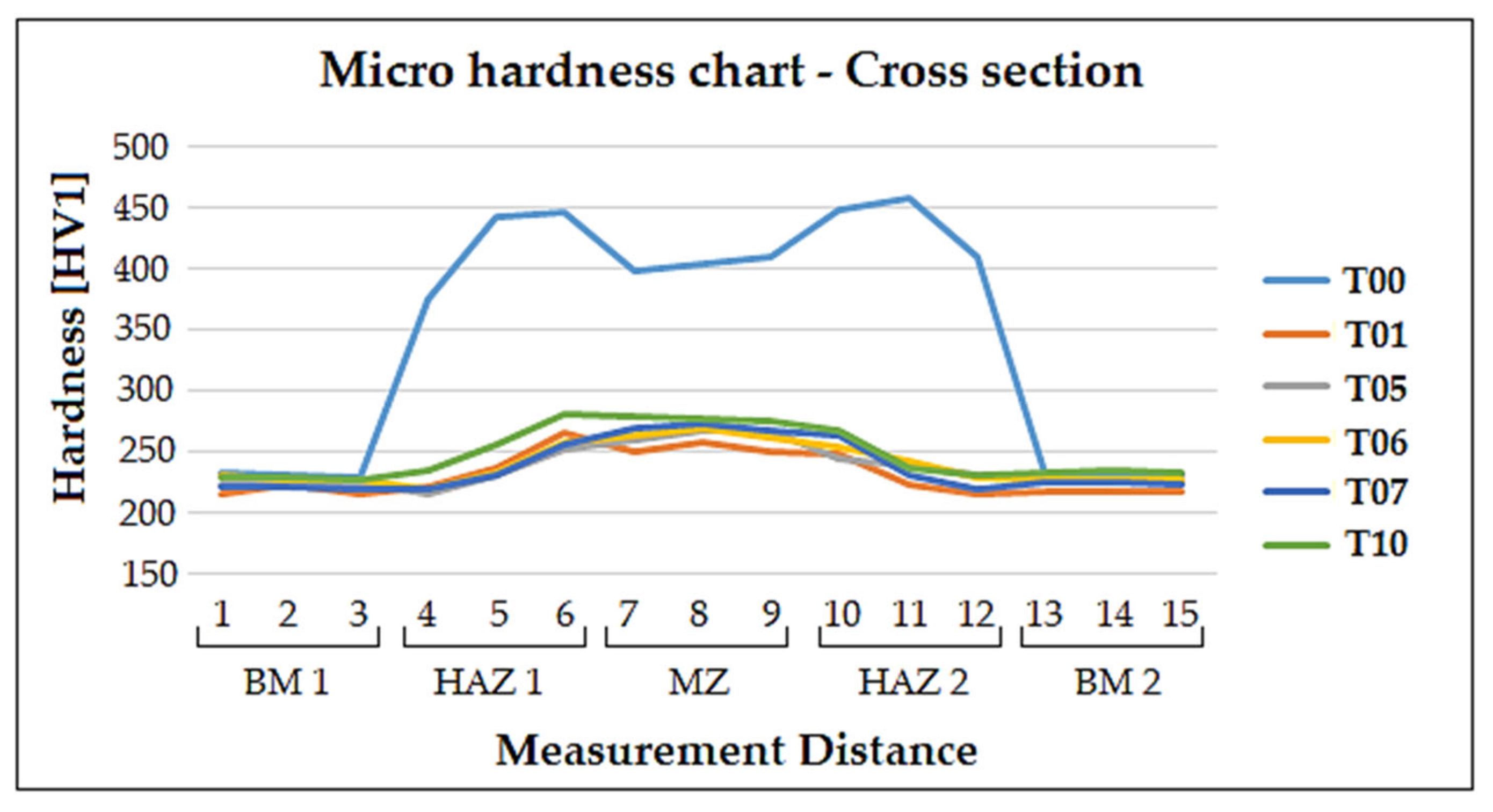
3.2. Hardness and Microhardness Analyses
3.3. Weld’s Chemical Analysis
3.4. Microstructural Analysis
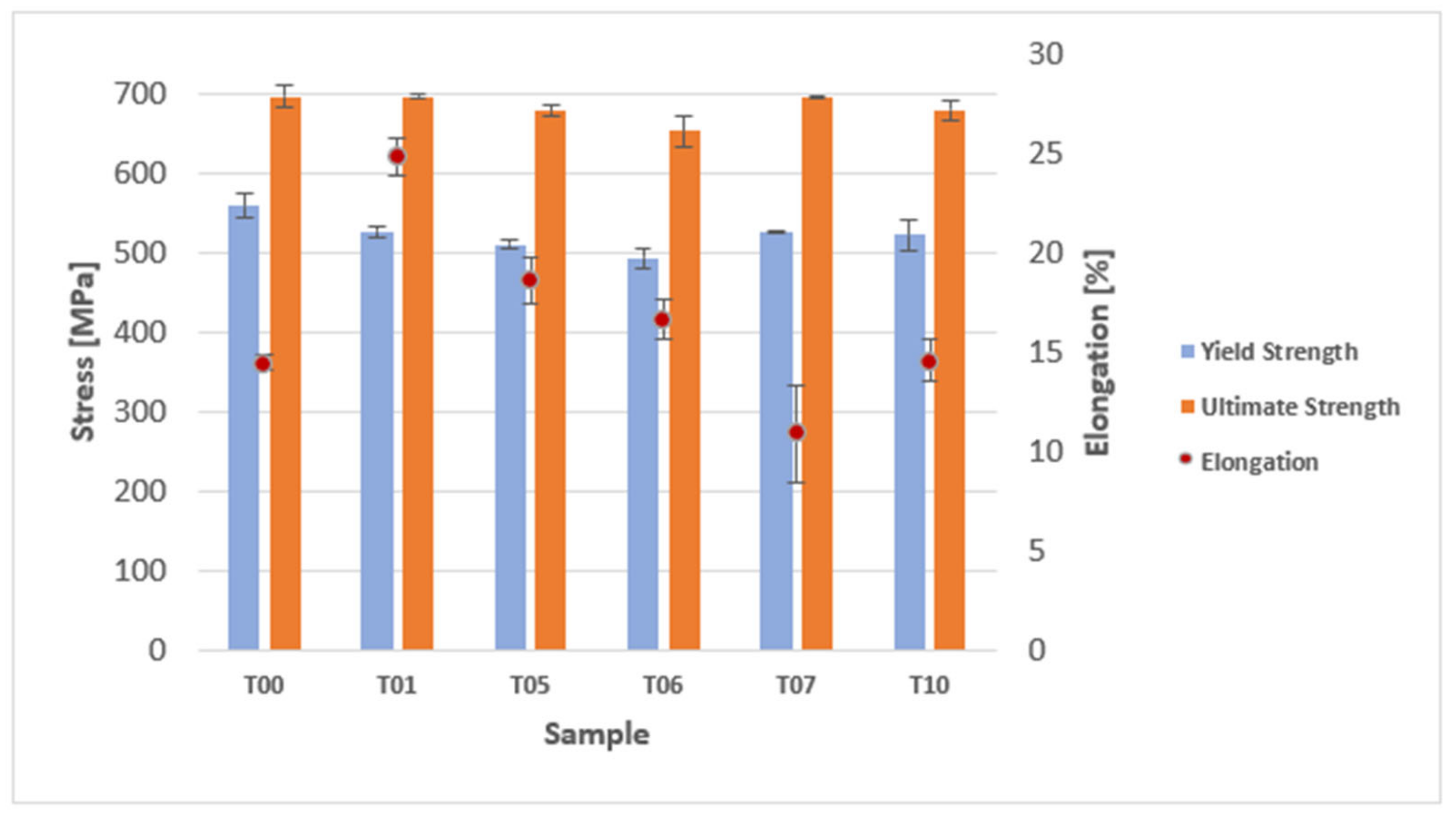
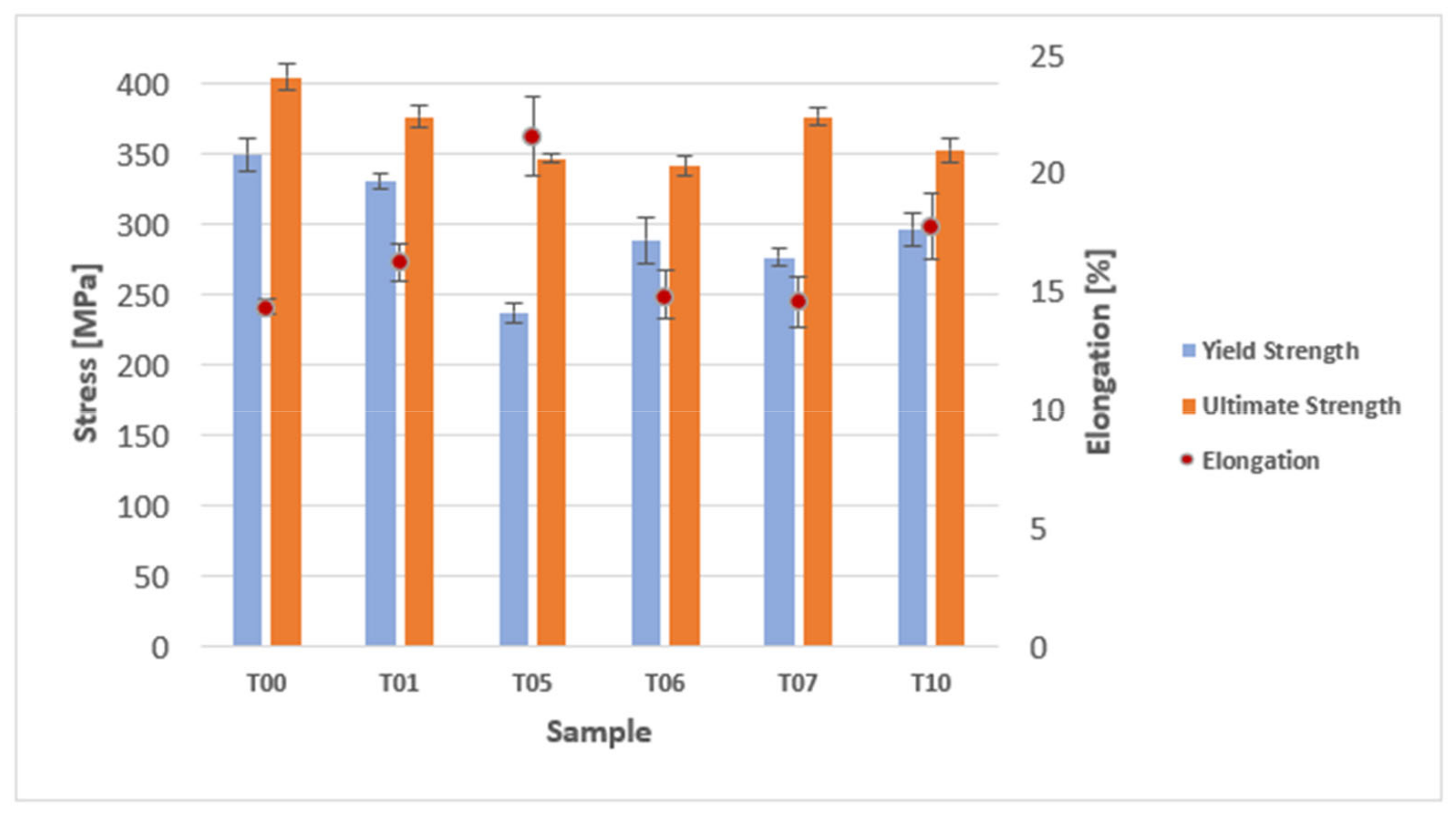
3.5. Tensile Tests at Room and High Temperature
3.6. Bending Tests
3.7. Discussion about the Results and Corresponding Thermal Cycles
4. Conclusions
- Samples T05 and T10 stood out, as they exhibit values of yield strength and ultimate tensile strength very close to those of the reference sample. It is also worth to note that these samples exhibited very high values of elongation, which contributes to an increase in the samples’ fatigue resistance;
- Sample T05 produced highly satisfactory results for room temperature application, seeing only a slight decrease in yield strength and ultimate tensile strength (both 3% at room temperature). There was also registered only a slight reduction in elongation of about 25%, which is expected and within reasonable values. Regarding the results from the high-temperature tests, it was registered a decrease in values for yield strength and ultimate tensile strength that were superior to the other samples (28% and 8% respectively), however, it was registered and increase in elongation of about 35%;
- Regarding the sample T10, although it was not the most suited for room temperature applications, this sample exhibited high values for high-temperature testing, registering only a reduction in yield strength and ultimate tensile strength of about 9% and 4%, respectively. It also registered an increase in elongation values when compared to the reference sample, this being 2% higher than the reference sample;
- In terms of energy and time consumption, sample T05 was the quickest and energy efficient strategy, followed by T10. Highlighting the environmentally friendliness of these two treatments, when compared to the base T01 treatment.
- Regarding the sample T06, the values for yield strength, ultimate tensile strength and elongation values were not the best from all the evaluated samples. Furthermore, in terms of microstructure, this sample exhibited some areas of undefined grain. However, this sample also satisfies the minimal requirements for application.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Marques, E.S.V.; Silva, F.J.G.; Paiva, O.C.; Pereira, A.B. Improving the Mechanical Strength of Ductile Cast Iron Welded Joints Using Different Heat Treatments. Materials 2019, 12, 2236. [Google Scholar] [CrossRef] [Green Version]
- Sousa, V.; Silva, F.J.G.; Fecheira, J.S.; Campilho, R.D.S.G.; Vandermeulen, V. A Novel Modular Design of an Equipment to Produce “T”-Profiles by Laser Welding. Procedia Manuf. 2020, 51, 446–453. [Google Scholar] [CrossRef]
- Silva, F.J.G.; Pereira, A.B.; Fecheira, J.S.; Sousa, V.F.C. Recent advances on Friction Stir Welding of Aluminium Alloys: A comprehensive review. In Recent Advances in Welding; Silva, F.J.G., Pereira, A.B., Eds.; Nova Science Publishers: New York, NY, USA, 2020; pp. 93–146. ISBN 9781536183429. [Google Scholar]
- Marques, E.S.V.; Silva, F.J.G.; Pereira, A.B. Comparison of Finite Element Methods in Fusion Welding Processes—A Review. Metals 2020, 10, 75. [Google Scholar] [CrossRef] [Green Version]
- Di Gianfrancesco, A.; Vipraio, S.T.; Venditti, T. Long term microstructural evolution of 9-12% Cr steel grades for steam powergeneration plants. Procedia Eng. 2013, 55, 27–35. [Google Scholar] [CrossRef] [Green Version]
- Danielsen, H.K.; Hald, J. A thermodynamic model of the Z-phase Cr(V, Nb)N. Calphad Comput. Coupling Phase Diagr. Thermochem. 2007, 31, 505–514. [Google Scholar] [CrossRef]
- Marietta, M.E. Systems, ORNL/tm—9045 de85 012618. 1984. Available online: https://inis.iaea.org/collection/NCLCollectionStore/_Public/17/007/17007091.pdf (accessed on 1 February 2021).
- Sirohi, S.; Pandey, C.; Goyal, A. Characterization of structure-property relationship of martensitic P91 and high alloy ferritic austenitic F69 steel. Int. J. Press. Vessel. Pip. 2020, 188, 104179. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.M.; Kumar, P.; Saini, N. Some studies on P91 steel and their weldments. J. Alloys Compd. 2018, 743, 332–364. [Google Scholar] [CrossRef]
- Das, B.; Singh, A. Influence of hydrogen on the low cycle fatigue performance of P91 steel. Int. J. Hydrog. Energy 2020, 45, 7151–7168. [Google Scholar] [CrossRef]
- Standard, B. Seamless Steel Tubes for Pressure Purposes. Technical Delivery Conditions. Non-Alloy and Alloy Steel Tubes with Specified Elevated Temperature Properties; BS EN 10216-2:2013; British Standards Institution: London, UK, 2013. [Google Scholar]
- Krishna, A.R.S.; Krishna, B.V.; Sashank, T.; Harshith, D.; Subbiah, R. Influence and assessment of mechanical properties on treated P91 steel with normalizing processes. Mater. Today 2020, 27, 1555–1558. [Google Scholar] [CrossRef]
- Sakthivel, T.; Sasikala, G.; Vasudevan, M. Role of microstructures on heterogeneous creep behaviour across P91 steel weld joint assessed by impression creep testing. Mater. Charact. 2020, 159, 109988. [Google Scholar] [CrossRef]
- Kim, W.-G.; Lee, H.-Y.; Hong, H.-U. Evaluation of tension and creep rupture behaviors of long-term exposed P91 steel in a supercritical plant. Eng. Fail. Anal. 2020, 116, 104736. [Google Scholar] [CrossRef]
- Marzocca, A.L.; Luppo, M.I.; Zalazar, M. Identification of Precipitates in Weldments Performed in an ASTM A335 Gr P91 Steel by the FCAW Process. Procedia Mater. Sci. 2015, 8, 894–903. [Google Scholar] [CrossRef] [Green Version]
- Arivazhagan, B.; Sundaresan, S.; Kamaraj, M. A study on influence of shielding gas composition on toughness of flux-cored arc weld of modified 9Cr–1Mo (P91) steel. J. Mater. Process. Technol. 2009, 209, 5245–5253. [Google Scholar] [CrossRef]
- Sireesha, M.; Albert, S.K.; Sundaresan, S. Importance of filler material chemistry for optimising weld metal mechanical properties in modified 9Cr–1Mo steel. Sci. Technol. Weld. Join. 2001, 6, 247–254. [Google Scholar] [CrossRef]
- Dhandha, K.H.; Badheka, V.J. Effect of activating fluxes on weld bead morphology of P91 steel bead-on-plate welds by flux assisted tungsten inert gas welding process. J. Manuf. Process. 2015, 17, 48–57. [Google Scholar] [CrossRef]
- Vidyarthy, R.S.; Dwivedi, D.K. Microstructural and mechanical properties assessment of the P91A-TIG weld joints. J. Manuf. Process. 2018, 31, 523–535. [Google Scholar] [CrossRef]
- Shanmugarajan, B.; Padmanabham, G.; Kumar, H.; Albert, S.K.; Bhaduri, A.K. Autogenous laser welding investigations on modified 9Cr–1Mo (P91) steel. Sci. Technol. Weld. Join. 2011, 16, 528–534. [Google Scholar] [CrossRef]
- Kundu, A.; Bouchard, P.J.; Kumar, S.; Venkata, K.A.; Francis, J.A.; Paradowska, A.; Dey, G.K.; Truman, C.E. Residual stresses in P91 steel electron beam welds. Sci. Technol. Weld. Join. 2013, 18, 70–77. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.M.; Kumar, P.; Mulik, R.S.; Saini, N.; Thakre, J.G. Effect of welding process and PWHT on δ-ferrite evolution in dissimilar P91 and P92 steel joint. Mater. Today 2018, 5, 17080–17088. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.M.; Kumar, P.; Saini, N.; Srivastava, A. Microstructure and mechanical property relationship for different heat treatment and hydrogen level in multi-pass welded P91 steel joint. J Manuf. Process 2017, 28, 220–234. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.M.; Kumar, P. Effect of post weld heat treatments on fracture frontier and type IV cracking nature of the crept P91 welded sample. Mater. Sci. Eng. A 2018, 731, 249–265. [Google Scholar] [CrossRef]
- Venkata, K.A.; Kumar, S.; Dey, H.C.; Smith, D.J.; Bouchard, P.J.; Truman, C.E. Study on the Effect of Post Weld Heat Treatment Parameters on the Relaxation of Welding Residual Stresses in Electron Beam Welded P91 Steel Plates. Procedia Eng. 2014, 86, 223–233. [Google Scholar] [CrossRef] [Green Version]
- Sharma, A.; Verma, D.K.; Kumaran, S. Effect of post weld heat treatment on microstructure and mechanical properties of Hot Wire GTA welded joints of SA213 T91 steel. Mater. Today Proc. 2018, 5, 8049–8056. [Google Scholar] [CrossRef]
- Silva, F.J.G.; Pinho, A.P.; Pereira, A.B.; Paiva, O.C. Evaluation of Welded Joints in P91 Steel under Different Heat-Treatment Conditions. Metals 2020, 10, 99. [Google Scholar] [CrossRef] [Green Version]
- Non-Destructive Testing—Penetrant Testing—Part 1: General Principles; ISO 3452-1; International Organization for Standardization: Geneva, Switzerland, 2013.
- Metallic Materials—Conversion of Hardness Values; ISO 18265; International Organization for Standardization: Geneva, Switzerland, 2013.
- ASTM. Standard Test Method for Indentation Hardness of Metallic Materials by Portable Hardness Testers; ASTM Internationa: West Conshohocken, PA, USA, 2014. [Google Scholar]
- ASME. Boiler and Pressure Vessel Code An. International Code—Qualification Standard for Welding, Brazing, and Fusing Procedures; Welders; Brazers; and Welding, Brazing, and Fusing Operators; IX: 2015, QW 163; The American Society of Mechanical Engineers: New York, NY, USA, 2015. [Google Scholar]
- ASME. ASME Boiler and Pressure Vessel Code An International Code—Qualification Standard for Welding, Brazing, and Fusing Procedures; Welders; Brazers; and Welding, Brazing, and Fusing Operators; IX: 2015, QW 150; The American Society of Mechanical Engineers: New York, NY, USA, 2015. [Google Scholar]
- Metallic Materials—Tensile Testing—Part 2: Method of Test at Elevated Temperature; ISO 6892-2; International Organization for Standardization: Geneva, Switzerland, 2018.
- NP EN 1043-1. Ensaio de Dureza das ligações Soldadas Por Arco; CEN (Comité Europeu de Normalização): Lisboa, Portugal, 1999. [Google Scholar]
- Metallic Materials—Vickers Hardness Test—Part 1: Test Method; ISO 6507-1; International Organization for Standardization: Geneva, Switzerland, 2018.
- Process Piping; ASME B31.3; The American Society of Mechanical Engineers: New York, NY, USA, 2010.
- Silva, F.; Gouveia, R. Cleaner Production—Toward a Better Future, 1st ed.; Springer Nature Switzerland AG: Cham, Switzerland, 2020; ISBN 978-3-030-23164-4. [Google Scholar]
- Santos, J.; Gouveia, R.M.; Silva, F.J.G. Designing a new sustainable approach to the change for lightweight materials in structural components used in truck industry. J. Clean Prod. 2017, 164, 115–123. [Google Scholar] [CrossRef]
- Gouveia, R.M.; Silva, F.J.G.; Paiva, O.C.; Andrade, M.F.; Silva, L.; Moselli, P.C.; Papis, K.J.M. Study of the Heat-Treatments Effect on High Strength Ductile Cast Iron Welded Joints. Metals 2017, 7, 382. [Google Scholar] [CrossRef] [Green Version]
- Gouveia, R.M.; Silva, F.J.G.; Paiva, O.C.; Andrade, M.F.; Pereira, L.A.; Moselli, P.C.; Papis, K.J.M. Comparing the Structure and Mechanical Properties of Welds on Ductile Cast Iron (700 MPa) under Different Heat Treatment Conditions. Metals 2018, 8, 72. [Google Scholar] [CrossRef] [Green Version]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Al | Cr | Ni | Mo | V | Cu | W | Nb | N |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.10 | 0.29 | 0.50 | 0.017 | 0.001 | 0.009 | 8.60 | 0.17 | 0.98 | 0.23 | 0.12 | 0.03 | 0.08 | 0.052 |
| Rp0.2 (20 °C) | Rm (20 °C) | Elong. (20 °C) | Rp0.2 (600 °C) | Rm (600 °C) | Hardness |
|---|---|---|---|---|---|
| 521 MPa | 693 MPa | 25.2% | 320 MPa | 365 MPa | 221 HV30 |
| C | Si | Mn | P | S | Cr | Ni | Mo | V | Cu |
|---|---|---|---|---|---|---|---|---|---|
| 0.095 | 0.235 | 0.545 | 0.007 | 0.003 | 8.980 | 0.545 | 0.910 | 0.210 | 0.125 |
| Parameter | Value | Parameter | Value |
|---|---|---|---|
| Process | GTAW | Current/Polarity | DC (Direct polarity) |
| Shielding gas | Ar+ | Current intensity | 95 A |
| Gas flow | 14 L/min | Voltage | 14 V |
| Welding position | 2 G | Traveling speed | 42 mm/min |
| Groove type | V | Heat input | 1.33 kJ/min |
| Groove angle | 60° | Filler metal diameter | 2 mm |
| Root gap | 3 mm | Tungsten electrode | Ø2.4 mm (EWCE-2) |
| Root face | 1 mm | Number of passes | 2 |
| Sample Code | Pre-Heating and Global PWHT | Localized PWHT | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Heating Rate | Temp. | Time after Welding | Cooling Rate | Temp. | Time | Heating Rate | Temp. | Time after Welding | Cooling Rate | Temp. | |
| (°C/h) | (°C) | (min) | (°C/h) | (°C) | (min) | (°C/h) | (°C) | (min) | (°C/h) | (°C) | |
| T00 | As received | As welded | |||||||||
| T01 | 100 | 250 | 120 | 50 | 60 | 120 | 100 | 750 | 120 | 50 | 300 |
| T05 | - | - | - | - | - | - | 100 | 750 | 120 | 50 | 300 |
| T06 | 100 | 250 | - | - | - | - | 100 | 750 | 120 | 50 | 300 |
| T07 | 100 | 250 | Protected until reaching room temp. | 100 | 750 | 120 | 50 | 300 | |||
| T10 | 100 | 250 | Immediately treated after welding | 100 | 750 | 120 | 50 | 300 | |||
| Sample Ref. | BM1 | HAZ1 | MZ | HAZ2 | BM2 |
|---|---|---|---|---|---|
| HV10 | |||||
| T00 | 207 ± 5 | 271 ± 12 | 356 ± 16 | 292 ± 8 | 211 ± 12 |
| T01 | 199 ± 17 | 198 ± 20 | 245 ± 12 | 208 ± 16 | 196 ± 14 |
| T05 | 187 ± 12 | 185 ± 11 | 194 ± 15 | 191 ± 14 | 188 ± 8 |
| T06 | 197 ± 8 | 209 ± 20 | 207 ± 5 | 198 ± 7 | 195 ± 9 |
| T07 | 196 ± 7 | 193 ± 8 | 216 ± 9 | 197 ± 5 | 198 ± 8 |
| T10 | 199 ± 9 | 222 ± 11 | 228 ± 13 | 203 ±7 | 196 ± 6 |
| Sample Ref. | BM1 | HAZ1 | MZ | HAZ2 | BM2 |
|---|---|---|---|---|---|
| HV1 | |||||
| T00 | 231 ± 2 | 422 ± 45 | 404 ± 12 | 439 ± 23 | 221 ± 4 |
| T01 | 219 ± 6 | 242 ± 19 | 253 ± 6 | 230 ± 15 | 218 ± 2 |
| T05 | 224 ± 2 | 233 ± 15 | 266 ± 6 | 238 ± 9 | 227 ± 1 |
| T06 | 229 ± 2 | 237 ± 16 | 265 ± 7 | 242 ± 12 | 227 ± 2 |
| T07 | 221 ± 3 | 236 ± 17 | 271 ± 4 | 238 ± 19 | 226 ± 2 |
| T10 | 229 ± 2 | 258 ± 19 | 278 ± 2 | 245 ± 18 | 234 ± 2 |
| Material | Reference | C | Si | Mn | P | S | Al | Cr | Ni | Mo | V |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Pipe 1 | SA 213 T91 | 0.091 | 0.35 | 0.52 | 0.016 | 0.0011 | 0.006 | 8.71 | 0.28 | 0.95 | 0.21 |
| Pipe 2 | SA 213 T91 | 0.102 | 0.29 | 0.50 | 0.017 | 0.0023 | 0.009 | 8.60 | 0.17 | 0.98 | 0.23 |
| Filler metal | ER 90S B9 | 0.092 | 0.22 | 0.54 | 0.008 | 0.0020 | - | 8.90 | 0.46 | 0.90 | 0.22 |
| Weld face | - | 0.095 | 0.29 | 0.55 | 0.007 | 0.0006 | 0.005 | 8.88 | 0.48 | 0.89 | 0.22 |
| Weld root | - | 0.091 | 0.30 | 0.53 | 0.010 | 0.0008 | 0.005 | 8.90 | 0.42 | 0.89 | 0.22 |
| Samples | Room Temperature (20 °C) | High Temperature (600 °C) | ||||
|---|---|---|---|---|---|---|
| Rp0.2 | Rm | Elong. | Rp0.2 | Rm | Elong. | |
| MPa | MPa | % | MPa | MPa | % | |
| T00 | 559 ± 16 | 696 ± 15 | 14.5 ± 0.4 | 350 ± 12 | 405 ± 9 | 14.4 ± 0.3 |
| T01 | 526 ± 7 | 696 ± 3 | 24.8 ± 0.9 | 331 ± 6 | 377 ± 8 | 16.3 ± 0.8 |
| T05 | 510 ± 5 | 678 ± 6 | 18.6 ± 1.2 | 283 ± 7 | 347 ± 3 | 21.6 ± 1.7 |
| T06 | 493 ± 13 | 652 ± 19 | 16.6 ± 1.0 | 289 ± 16 | 342 ± 7 | 14.9 ± 1.0 |
| T07 | 525 ± 1 | 696 ± 1 | 10.9 ± 2.4 | 277 ± 6 | 377 ± 6 | 14.6 ± 1.1 |
| T10 | 522 ± 19 | 679 ± 13 | 14.6 ± 1.1 | 297 ± 12 | 353 ± 8 | 17.8 ± 1.4 |
| Samples | Thermal Cycles | Performed Tests | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Pre-Heating | Post-Heating | Time Transf. | PWHT | Hardness | Macro | Micro | Tensile RT | Tensile HT | Bend | |
| T00 | No | No | No | No | Not Acceptable | Acceptable | Not Acceptable | Good | Good | Good |
| T01 | Yes | Yes | Yes | Yes | Very Good | Very Good | Very Good | Very Good | Good | Very Good |
| T05 | No | No | No | Yes | Good | Very Good | Good | Good | Good | Very Good |
| T06 | Yes | No | No | Yes | Good | Acceptable | Good | Acceptable | Acceptable | Very Good |
| T07 | Yes | No (1) | No | Yes | Good | Acceptable | Good | Good | Acceptable | Very Good |
| T10 | Yes | No | No | Yes (2) | Acceptable | Acceptable | Good | Good | Good | Very Good |
| Samples | Room Temperature (20 °C) | High Temperature (600 °C) | Pts. Total (Room + High) | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Rp0.2 (MPa) | Rm (MPa) | Elong. (%) | Pts. Total | Rp0.2 (MPa) | Rm (MPa) | Elong. (%) | Pts. Total | ||||||||
| Value | Pts. | Value | Pts. | Value | Pts. | Value | Pts. | Value | Pts. | Value | Pts. | ||||
| T01 | 526 | 5 | 696 | 5 | 24.8 | 5 | 4.00 | 331 | 5 | 377 | 5 | 16.3 | 3 | 3.60 | 7.60 |
| T05 | 510 | 2 | 678 | 2 | 18.6 | 4 | 2.30 | 238 | 1 | 347 | 2 | 21.6 | 5 | 2.20 | 4.50 |
| T06 | 493 | 1 | 652 | 1 | 16.6 | 3 | 1.30 | 289 | 3 | 342 | 1 | 14.9 | 2 | 1.65 | 2.95 |
| T07 | 525 | 4 | 696 | 4 | 10.9 | 1 | 2.55 | 277 | 2 | 377 | 4 | 14.6 | 1 | 3.05 | 5.60 |
| T10 | 522 | 3 | 679 | 3 | 14.6 | 2 | 2.85 | 297 | 4 | 353 | 3 | 17.8 | 4 | 3.40 | 6.25 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sousa, V.F.C.; Silva, F.J.G.; Pinho, A.P.; Pereira, A.B.; Paiva, O.C. Enhancing Heat Treatment Conditions of Joints in Grade P91 Steel: Looking for More Sustainable Solutions. Metals 2021, 11, 495. https://doi.org/10.3390/met11030495
Sousa VFC, Silva FJG, Pinho AP, Pereira AB, Paiva OC. Enhancing Heat Treatment Conditions of Joints in Grade P91 Steel: Looking for More Sustainable Solutions. Metals. 2021; 11(3):495. https://doi.org/10.3390/met11030495
Chicago/Turabian StyleSousa, Vitor F. C., Francisco J. G. Silva, António P. Pinho, António B. Pereira, and Olga C. Paiva. 2021. "Enhancing Heat Treatment Conditions of Joints in Grade P91 Steel: Looking for More Sustainable Solutions" Metals 11, no. 3: 495. https://doi.org/10.3390/met11030495