
Influence of Heat Input on Microstructure and Mechanical Properties of Gas Tungsten Arc Welded HSLA S500MC Steel Joints

 , and
, and
Abstract
:1. Introduction
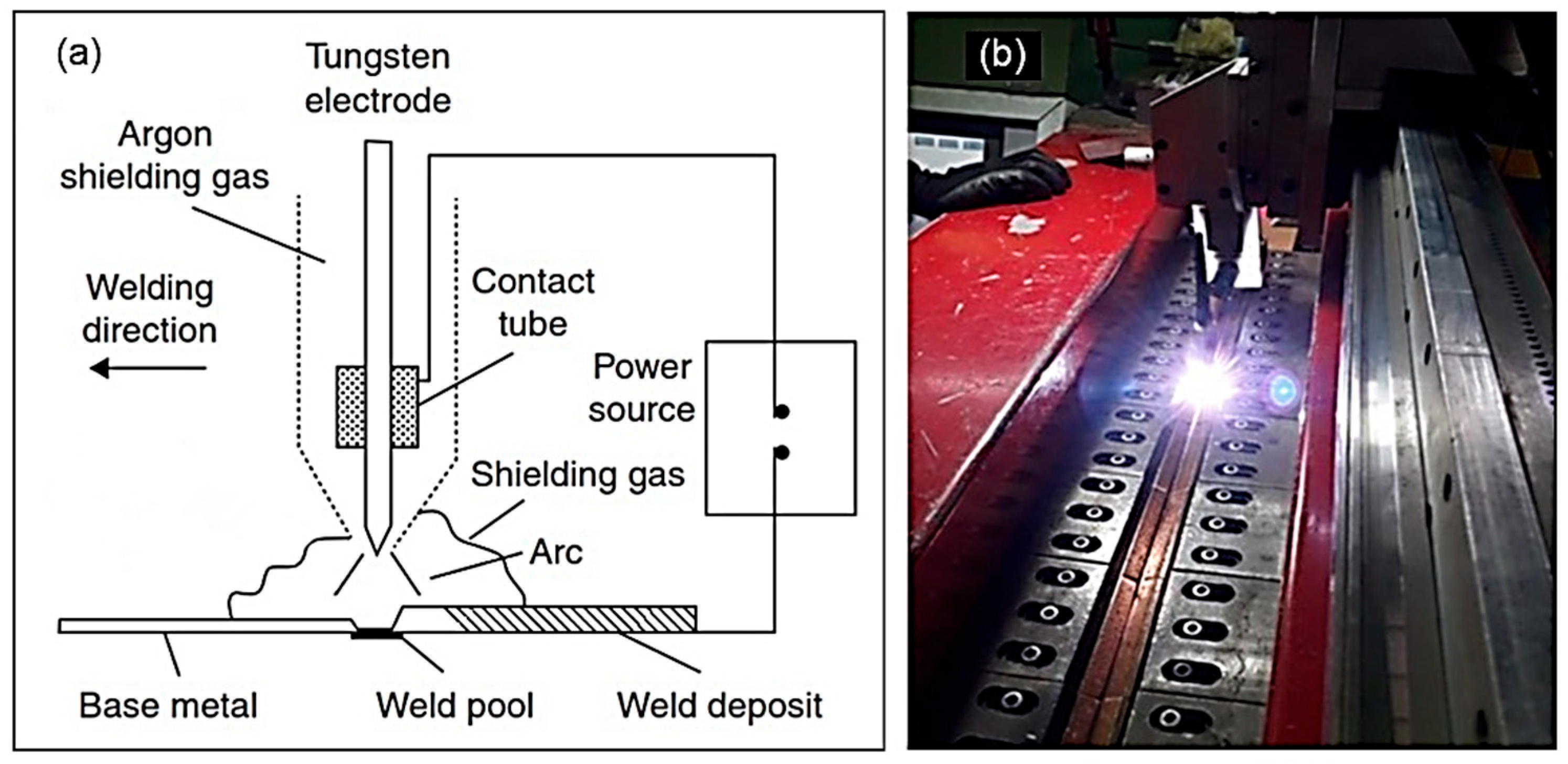
2. Materials and Methods
3. Results and Discussion
3.1. Microstructure
3.2. Mechanical Properties of Joints
4. Conclusions
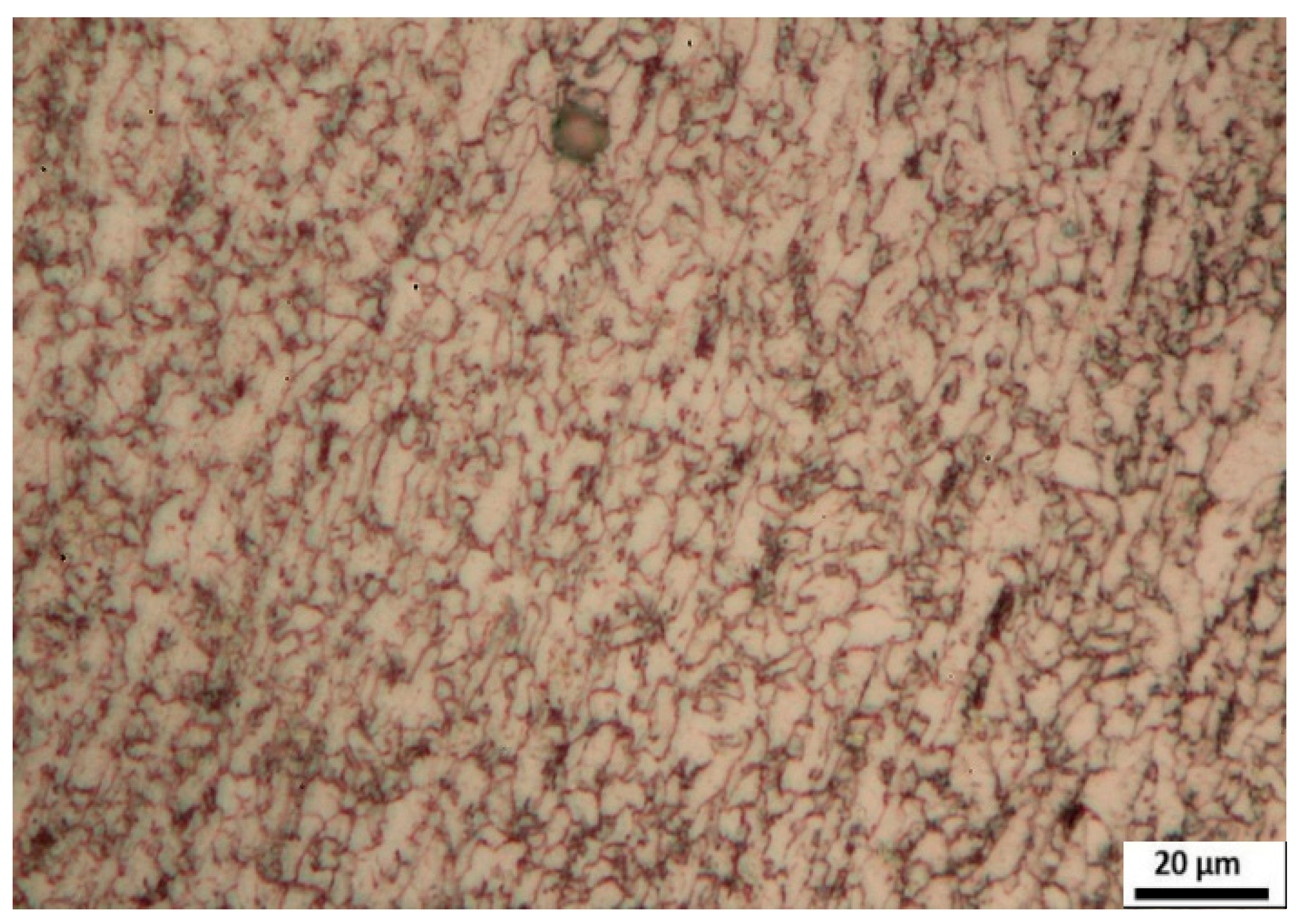
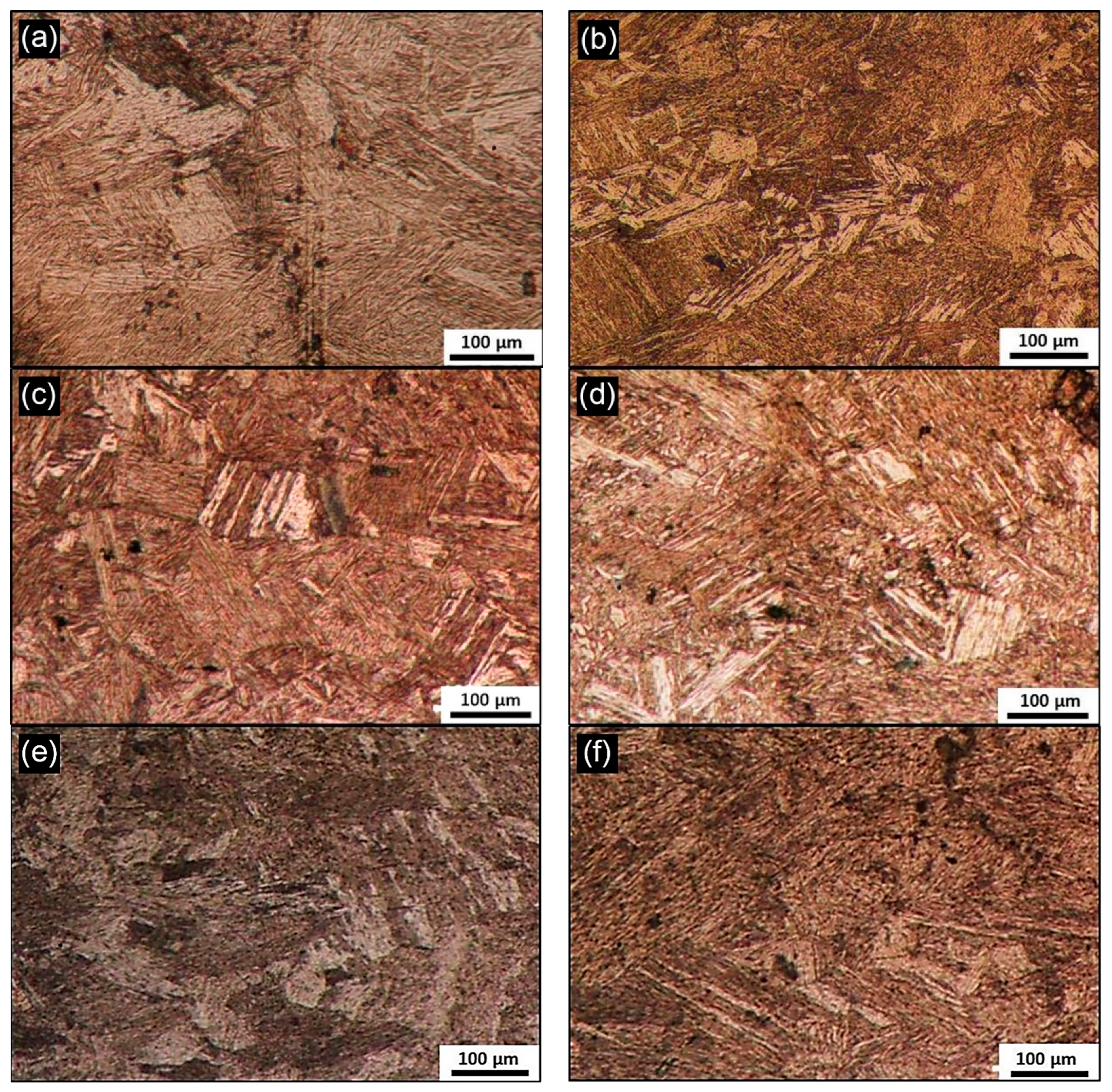
- The microstructure of base metal consisted of ferrite and pearlite in the normalized state. However, the weld metal microstructure altered to most likely lath martensite and retained austenite. By increasing the heat input the size of martensitic packs was increased due to the dissolution of carbides. The amount of retained austenite also increased by the increase in heat input.
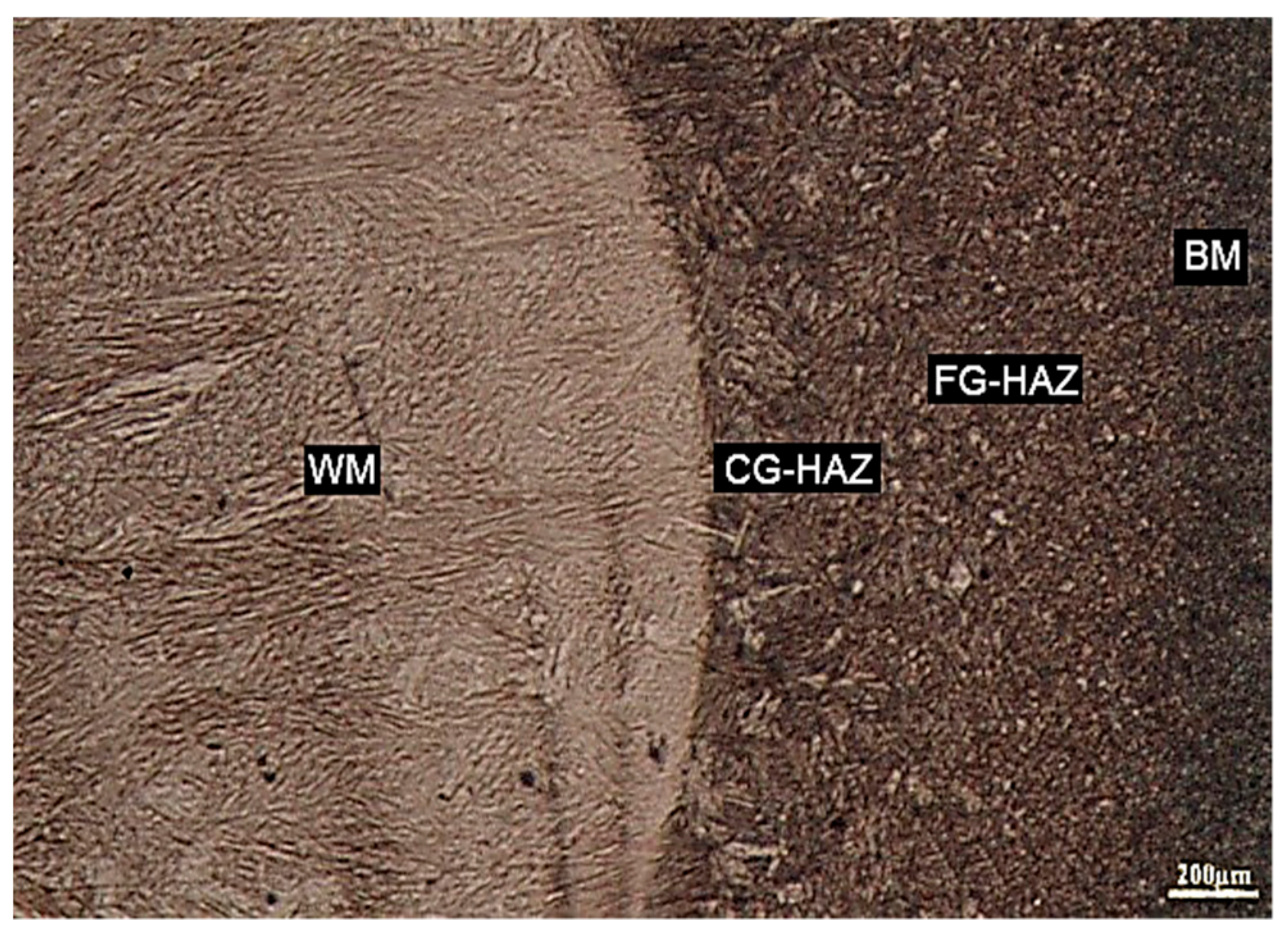
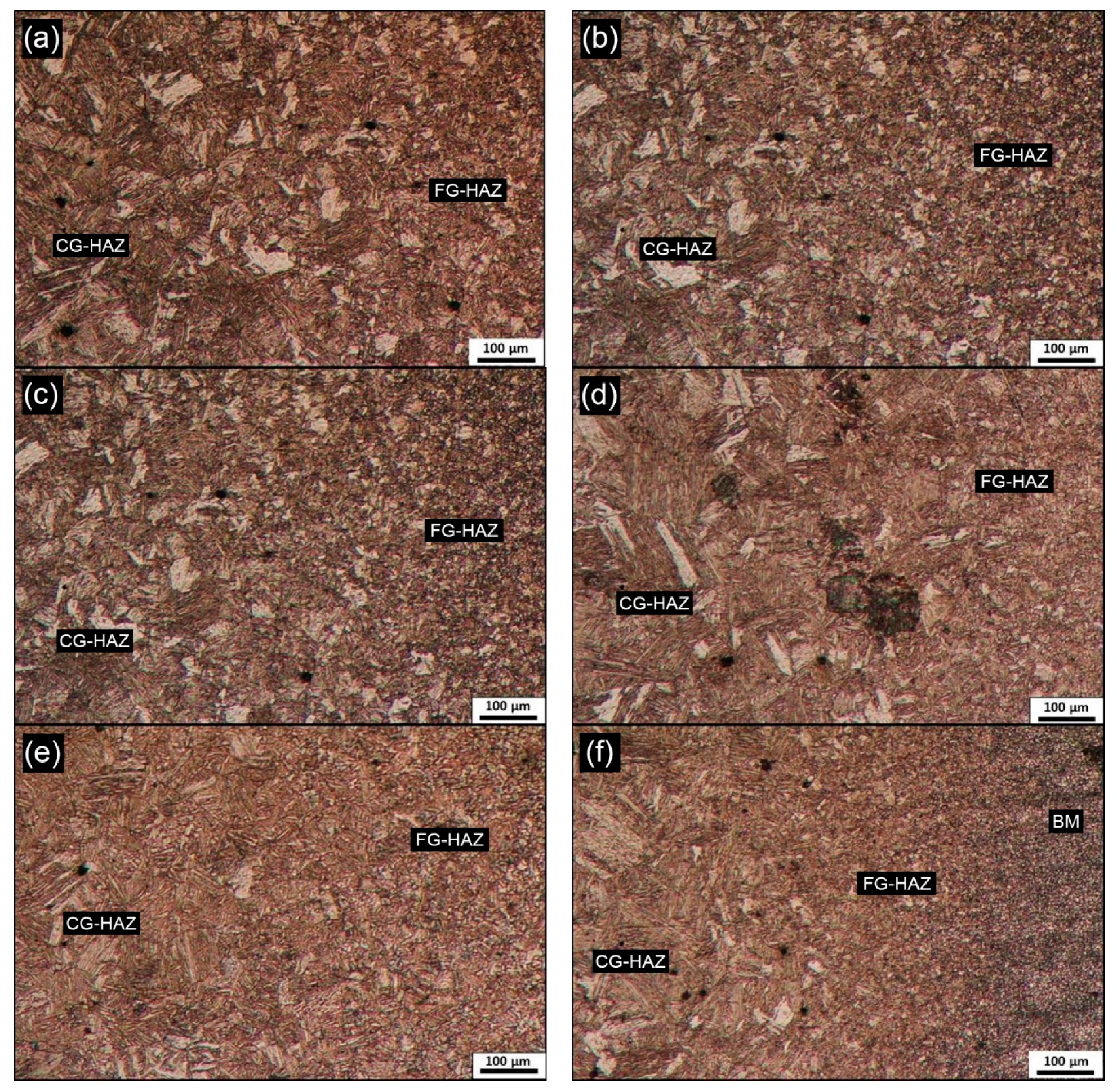
- Heat-affected zone microstructure could be divided into two regions, namely, coarse grain HAZ (CG-HAZ) near the weld zone and fine grain HAZ (FG-HAZ) adjacent to the base metal. In CG-HAZ, a fine martensitic microstructure was observed while in FG-HAZ, a combination of pearlite and martensite formed as the final microstructure.
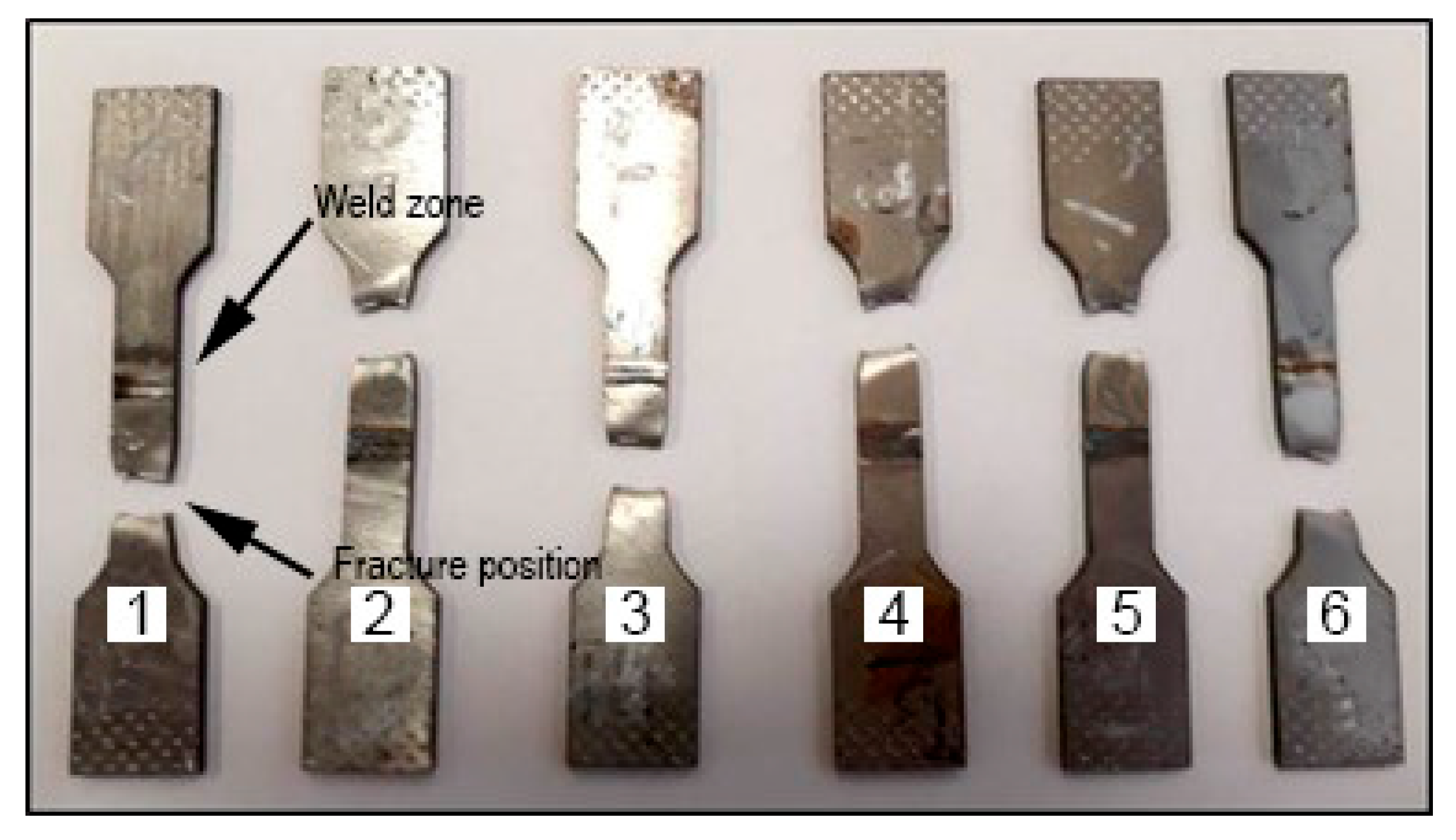
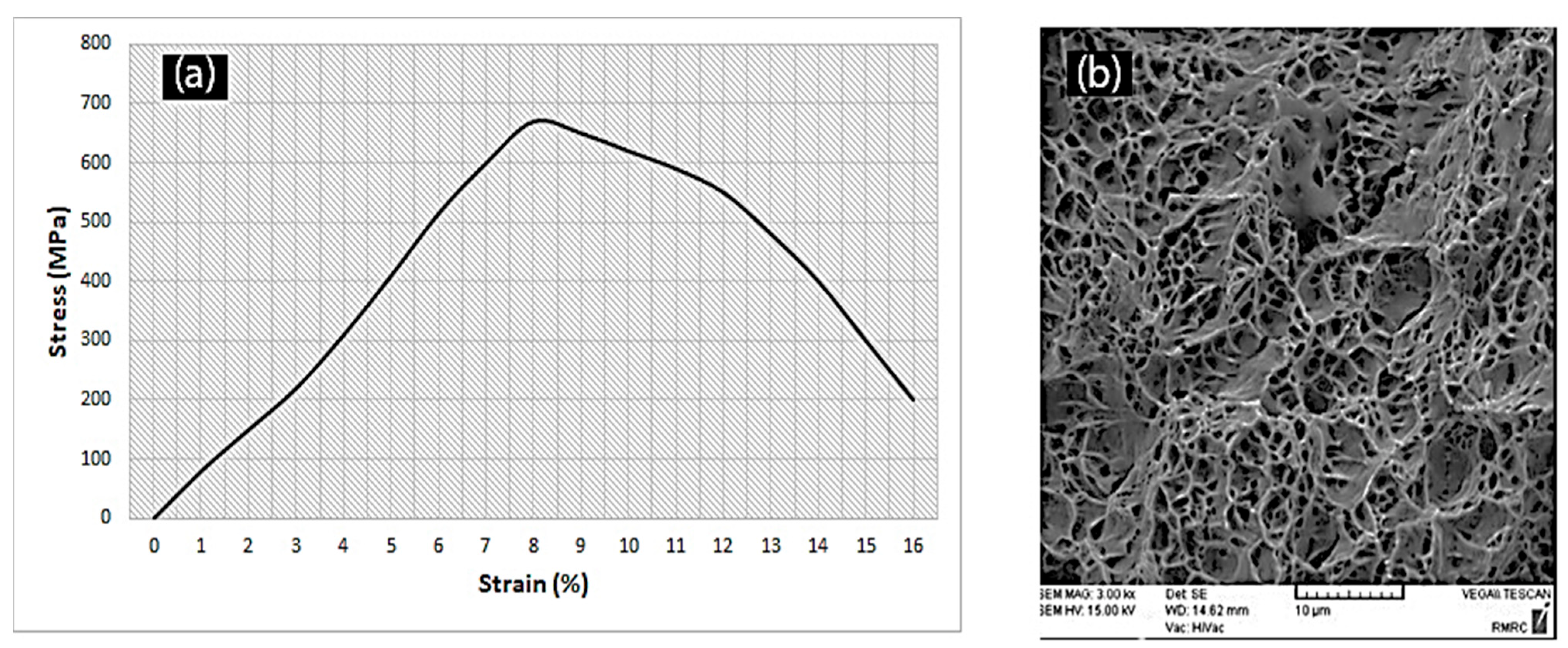
- Although microstructural changes occurred in FZ and HAZ, this did not negatively affect the tensile strength, and maximum tensile strength of 690 MPa was achieved. The presence of martensite microstructure in weld metal apparently increased the strength in that region leading to failure in the base metal.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Karganroudi, S.S.; Moradi, M.; Attar, M.A.; Rasouli, S.A.; Ghoreishi, M.; Lawrence, J.; Ibrahim, H. Experimental and Numerical Analysis on TIG Arc Welding of Stainless Steel Using RSM Approach. Metals 2021, 11, 1659. [Google Scholar] [CrossRef]
- Sathish, T.; Kumar, S.D.; Muthukumar, K.; Karthick, S. Natural inspiration technique for the parameter optimization of A-GTAW welding of naval steel. Mater. Today Proc. 2020, 21, 843–846. [Google Scholar] [CrossRef]
- Thakur, P.P.; Chapgaon, A.N. A review on effects of GTAW process parameters on weld. IJRASET 2016, 4, 136–140. [Google Scholar]
- Pujari, K.; Patil, D.; Mewundi, G. Selection of GTAW process parameter and optimizing the weld pool geometry for AA 7075-T6 Aluminium alloy. Mater. Today Proc. 2018, 5, 25045–25055. [Google Scholar] [CrossRef]
- Cabibbo, M.; Fabrizi, A.; Merlin, M.; Garagnani, G.L. Effect of thermo-mechanical treatments on the microstructure of micro-alloyed low-carbon steels. J. Mater. Sci. 2008, 43, 6857–6865. [Google Scholar] [CrossRef]
- Saadati, M.; Nobarzad, A.K.E.; Jahazi, M. On the hot cracking of HSLA steel welds: Role of epitaxial growth and HAZ grain size. J. Manuf. Process. 2019, 41, 242–251. [Google Scholar] [CrossRef]
- Jindal, S.; Chhibber, R.; Mehta, N. Issues in Welding of HSLA Steels. Adv. Mater. Res. 2011, 365, 44–49. [Google Scholar] [CrossRef]
- Frih, I.; Montay, G.; Adragna, P.-A. Microstructure, Hardness, and Residual Stress Distributions in T-Joint Weld of HSLA S500MC Steel. Met. Mater. Trans. A 2017, 48, 1103–1110. [Google Scholar] [CrossRef]
- Karademir, I.; Celik, M.B.; Husem, F.; Maleki, E.; Amanov, A.; Unal, O. Effects of constrained groove pressing, severe shot peening and ultrasonic nanocrystal surface modification on microstructure and mechanical behavior of S500MC high strength low alloy automotive steel. Appl. Surf. Sci. 2021, 538, 147935. [Google Scholar] [CrossRef]
- Coelho, R.; Corpas, M.; Moreto, J.; Jahn, A.; Standfuß, J.; Kaysser-Pyzalla, A.; Pinto, H. Induction-assisted laser beam welding of a thermomechanically rolled HSLA S500MC steel: A microstructure and residual stress assessment. Mater. Sci. Eng. A 2013, 578, 125–133. [Google Scholar] [CrossRef]
- Fydrych, D.; Łabanowski, J.; Rogalski, G.; Haras, J.; Tomków, J.; Świerczyńska, A.; Jakóbczak, P.; Kostro, Ł. Weldability of S500MC Steel in Underwater Conditions. Adv. Mater. Sci. 2014, 14, 37–45. [Google Scholar] [CrossRef] [Green Version]
- Alipooramirabad, H.; Ghomashchi, R.; Paradowska, A.; Reid, M. Residual stress- microstructure- mechanical property interrelationships in multipass HSLA steel welds. J. Mater. Process. Technol. 2016, 231, 456–467. [Google Scholar] [CrossRef]
- Cao, X.; Wanjara, P.; Huang, J.; Munro, C.; Nolting, A. Hybrid fiber laser—Arc welding of thick section high strength low alloy steel. Mater. Des. 2011, 32, 3399–3413. [Google Scholar] [CrossRef] [Green Version]
- Dong, H.; Hao, X.; Deng, D. Effect of Welding Heat Input on Microstructure and Mechanical Properties of HSLA Steel Joint. Met. Microstruct. Anal. 2014, 3, 138–146. [Google Scholar] [CrossRef]
- Moon, J.; Kim, S.-J.; Lee, C. Effect of thermo-mechanical cycling on the microstructure and strength of lath martensite in the weld CGHAZ of HSLA steel. Mater. Sci. Eng. A 2011, 528, 7658–7662. [Google Scholar] [CrossRef]
- Musa, M.H.A.; A Maleque, M.; Ali, M.Y. An Investigation of TIG welding parameters on microhardness and microstructure of heat affected zone of HSLA steel. IOP Conf. Ser. Mater. Sci. Eng. 2018, 290, 12041. [Google Scholar] [CrossRef]
- Oyyaravelu, R.; Kuppan, P.; Arivazhagan, N. Metallurgical and mechanical properties of laser welded high strength low alloy steel. J. Adv. Res. 2016, 7, 463–472. [Google Scholar] [CrossRef] [Green Version]
- Miletić, I.; Ilić, A.; Nikolić, R.R.; Ulewicz, R.; Ivanović, L.; Sczygiol, N. Analysis of Selected Properties of Welded Joints of the HSLA Steels. Materials 2020, 13, 1301. [Google Scholar] [CrossRef] [Green Version]
- Skariya, P.D.; Satheesh, M.; Dhas, J.E.R. Optimizing parameters of TIG welding process using grey wolf optimization concerning 15CDV6 steel. Evol. Intell. 2018, 11, 89–100. [Google Scholar] [CrossRef]
- Pamnani, R.; Vasudevan, M.; Vasantharaja, P.; Jayakumar, T. Optimization of A-GTAW welding parameters for naval steel (DMR 249 A) by design of experiments approach. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2017, 231, 320–331. [Google Scholar] [CrossRef]
- Sallaba, F.; Rolof, F.; Ehlers, S.; Walters, C.L.; Braun, M. Relation between the Fatigue and Fracture Ductile-Brittle Transition in S500 Welded Steel Joints. Metals 2022, 12, 385. [Google Scholar] [CrossRef]
- Talaş, Ş. The assessment of carbon equivalent formulas in predicting the properties of steel weld metals. Mater. Des. 2010, 31, 2649–2653. [Google Scholar] [CrossRef]
- Niles, R.W.; Jackson, C.E. Weld thermal efficiency of the GTAW process. Weld. J. 1975, 54, 25. [Google Scholar]
- Tomków, J.; Świerczyńska, A.; Landowski, M.; Wolski, A.; Rogalski, G. Bead-on-Plate Underwater Wet Welding on S700MC Steel. Adv. Sci. Technol. Res. J. 2021, 15, 288–296. [Google Scholar] [CrossRef]
- CChen, L.; Nie, P.; Qu, Z.; Ojo, O.; Xia, L.; Li, Z.; Huang, J. Influence of heat input on the changes in the microstructure and fracture behavior of laser welded 800MPa grade high-strength low-alloy steel. J. Manuf. Process. 2020, 50, 132–141. [Google Scholar] [CrossRef]
- Yang, X.; Di, X.; Liu, X.; Wang, D.; Li, C. Effects of heat input on microstructure and fracture toughness of simulated coarse-grained heat affected zone for HSLA steels. Mater. Charact. 2019, 155, 109818. [Google Scholar] [CrossRef]
- Kou, S. Welding Metallurgy; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2003. [Google Scholar]
- Fei, Z.; Pan, Z.; Cuiuri, D.; Li, H.; Wu, B.; Ding, D.; Su, L. Effect of Heat Input on Weld Formation and Tensile Properties in Keyhole Mode TIG Welding Process. Metals 2019, 9, 1327. [Google Scholar] [CrossRef] [Green Version]
- Pereira, A.B.; de Melo, F.J.M.Q. Quality assessment and process management of welded joints in metal construction—A review. Metals 2020, 10, 115. [Google Scholar] [CrossRef] [Green Version]
- Moradi, M.; Khorram, A.; Fallah, M.M. Nd:YAG Laser Welding of Ti 6-Al-4V: Mechanical and Metallurgical Properties. Lasers Eng. 2019, 43, 21–33. [Google Scholar]
- Ghosh, A.; Ray, A.; Chakrabarti, D.; Davis, C. Cleavage initiation in steel: Competition between large grains and large particles. Mater. Sci. Eng. A 2013, 561, 126–135. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Fe | C | Si | Mn | Ni | Cu | P | Cr | Mo | S | Al | V | Ti |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Composition | Bal. | 0.11 | 0.14 | 1.64 | 0.0075 | 0.016 | 0.01 | 0.03 | 0.021 | 0.002 | 0.05 | 0.004 | 0.004 |
| Elongation (%) | Tensile Strength (MPa) | Yield Strength (MPa) |
|---|---|---|
| ≥14 | 550–700 | ≥500 |
| Experiment No. | Current (A) | Voltage (V) | Arc Length (mm) | Welding Speed (mm/min) | Heat Input (kJ/mm) |
|---|---|---|---|---|---|
| 1 | 105 | 21 | 3 | 75 | 1.764 |
| 2 | 95 | 21 | 3 | 60 | 1.995 |
| 3 | 105 | 21 | 3 | 65 | 2.035 |
| 4 | 110 | 21 | 3 | 65 | 2.132 |
| 5 | 115 | 21 | 3 | 65 | 2.229 |
| 6 | 120 | 21 | 3 | 65 | 2.33 |
| Experiment No. | Tensile Strength (MPa) | Yield Strength (MPa) |
|---|---|---|
| 1 | 690 | 580 |
| 2 | 685 | 550 |
| 3 | 680 | 562 |
| 4 | 676 | 590 |
| 5 | 684 | 575 |
| 6 | 675 | 589 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kornokar, K.; Nematzadeh, F.; Mostaan, H.; Sadeghian, A.; Moradi, M.; Waugh, D.G.; Bodaghi, M. Influence of Heat Input on Microstructure and Mechanical Properties of Gas Tungsten Arc Welded HSLA S500MC Steel Joints. Metals 2022, 12, 565. https://doi.org/10.3390/met12040565
Kornokar K, Nematzadeh F, Mostaan H, Sadeghian A, Moradi M, Waugh DG, Bodaghi M. Influence of Heat Input on Microstructure and Mechanical Properties of Gas Tungsten Arc Welded HSLA S500MC Steel Joints. Metals. 2022; 12(4):565. https://doi.org/10.3390/met12040565
Chicago/Turabian StyleKornokar, Kianoosh, Fardin Nematzadeh, Hossein Mostaan, Amirhossein Sadeghian, Mahmoud Moradi, David G. Waugh, and Mahdi Bodaghi. 2022. "Influence of Heat Input on Microstructure and Mechanical Properties of Gas Tungsten Arc Welded HSLA S500MC Steel Joints" Metals 12, no. 4: 565. https://doi.org/10.3390/met12040565