Study on Inclusions Distribution and Cyclic Fatigue Performance of Gear Steel 18CrNiMo7-6 Forging


Abstract
:1. Introduction
2. Experimental Materials and Methods
2.1. Experimental Materials
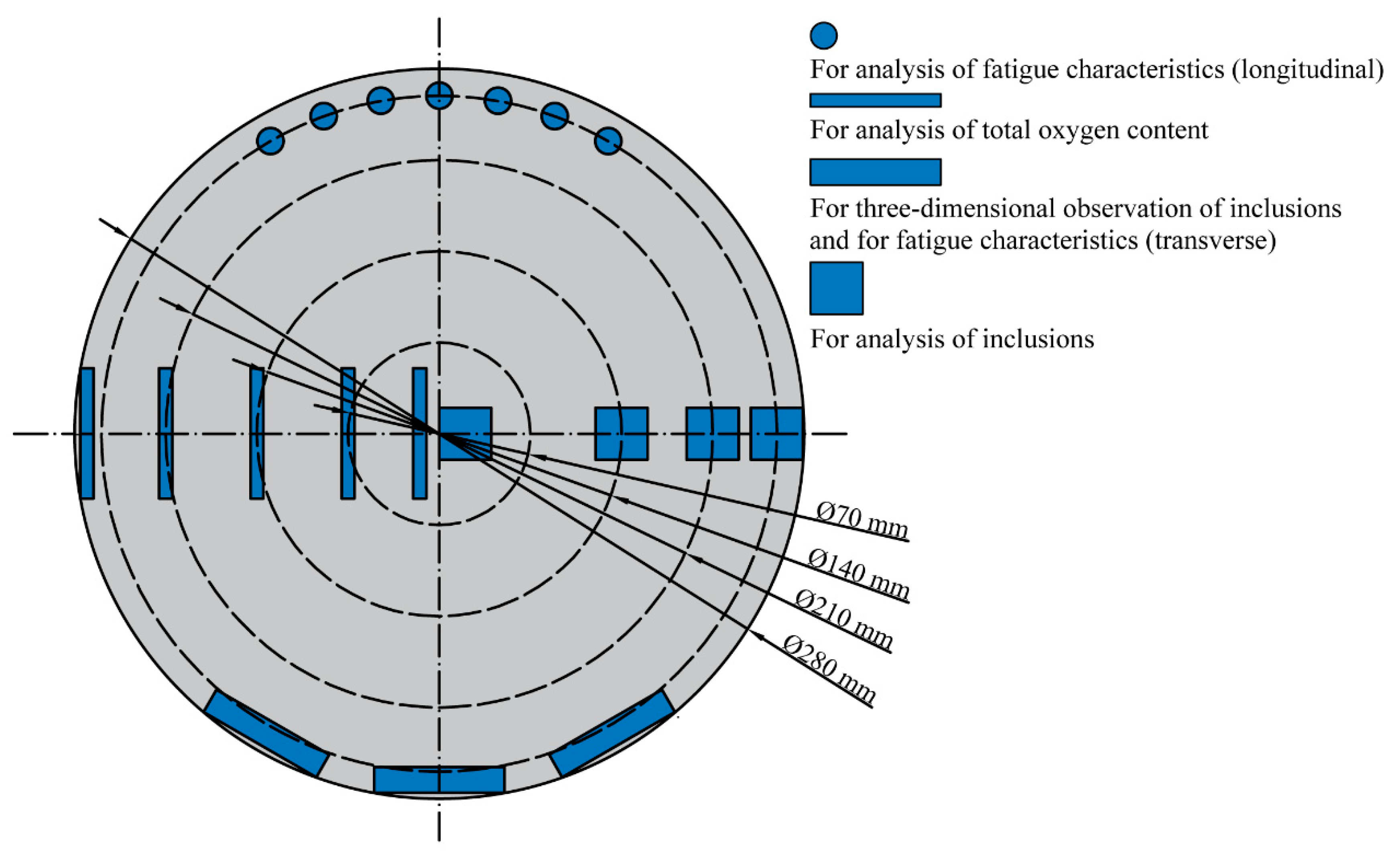
2.2. Experimental Methods
3. Results and Discussion
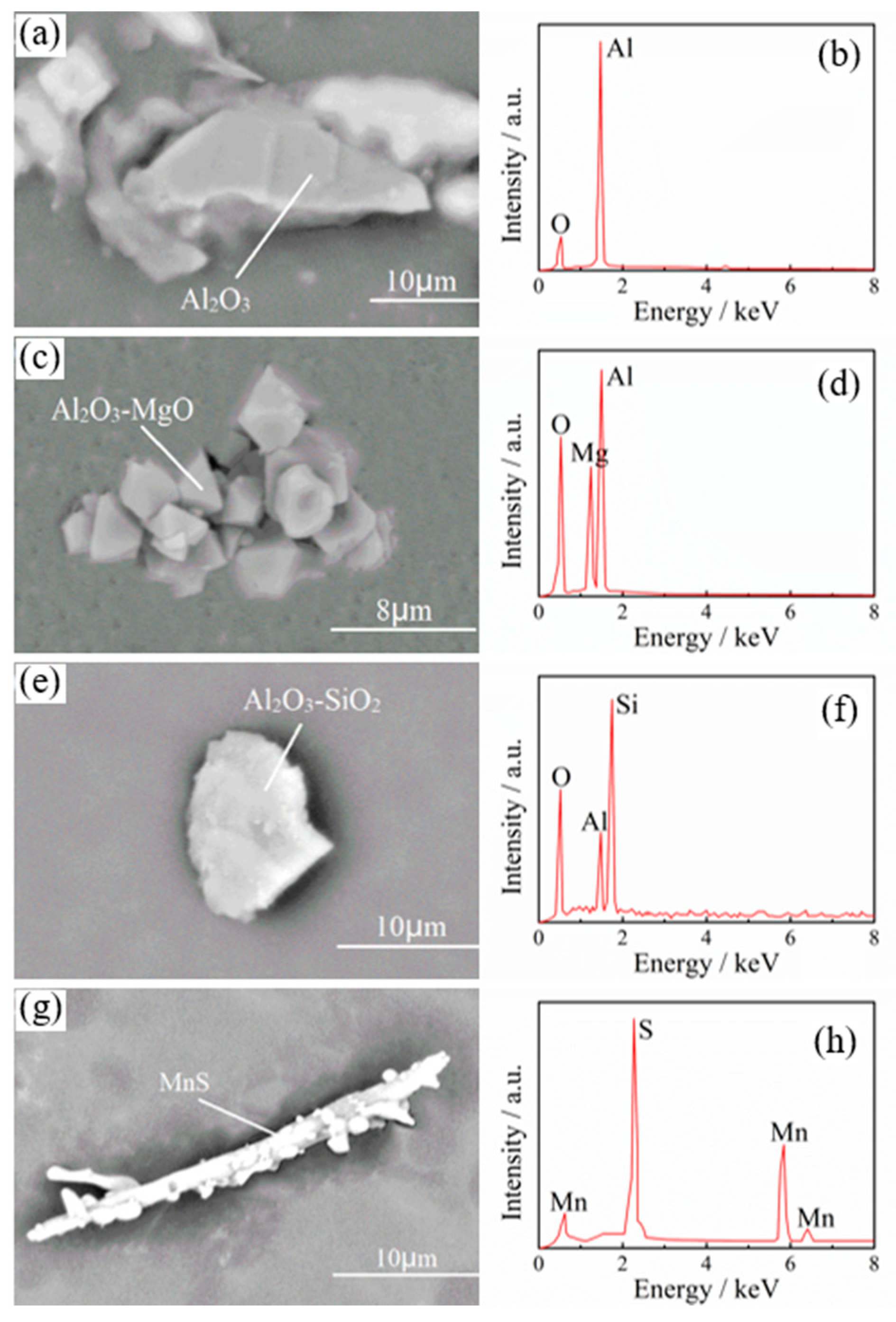
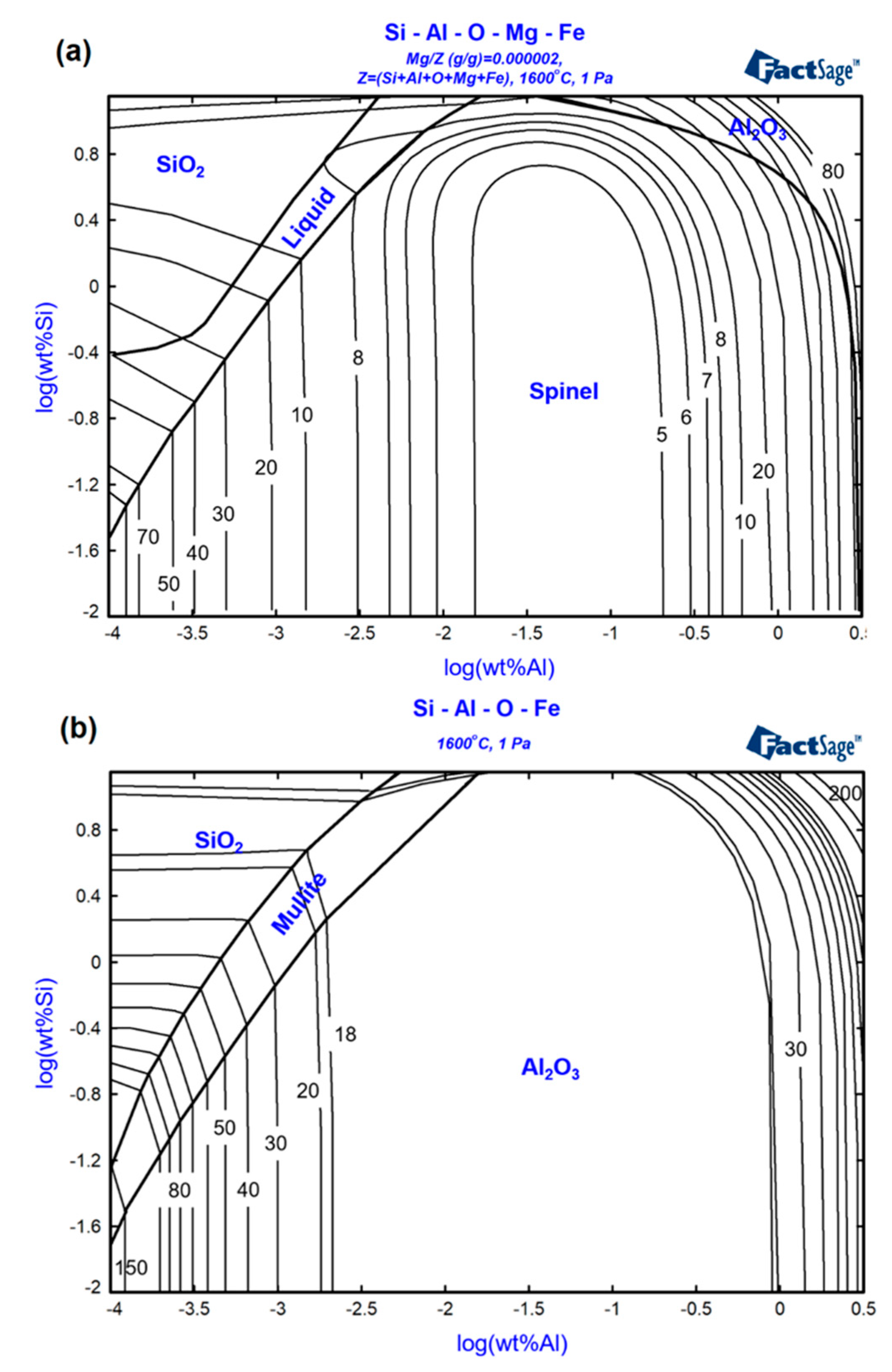
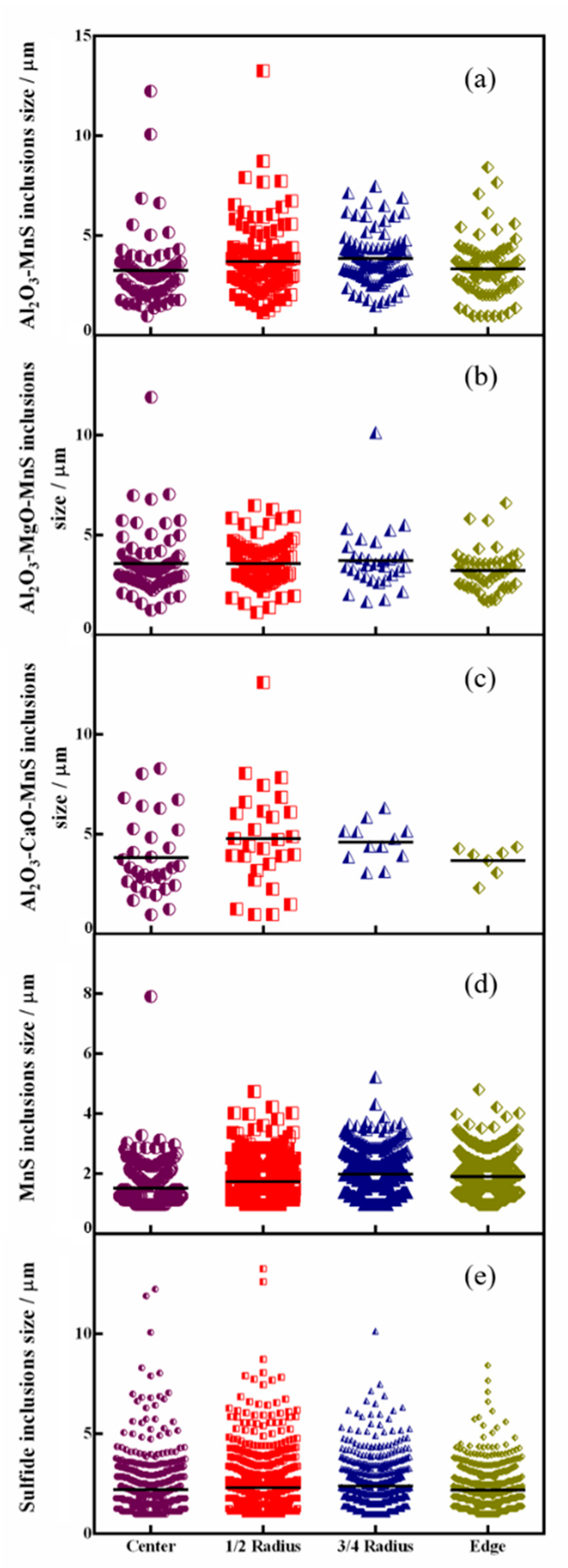
3.1. Morphological Characteristics of Inclusions in the Gear Steel
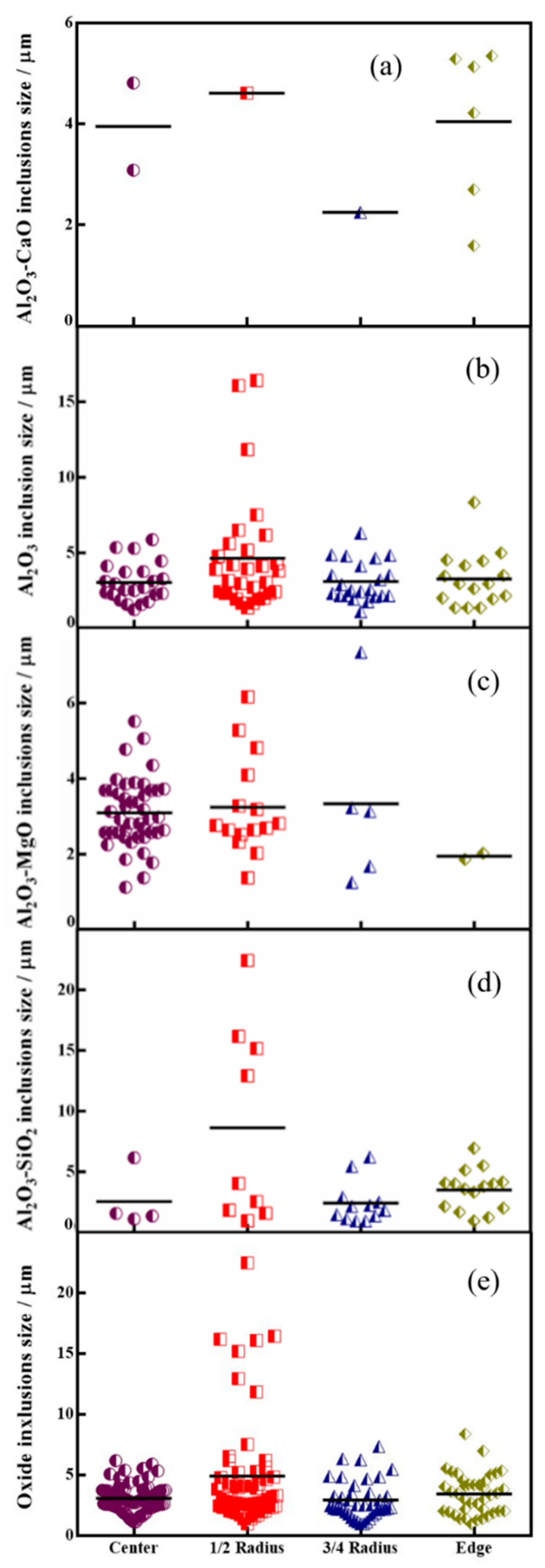
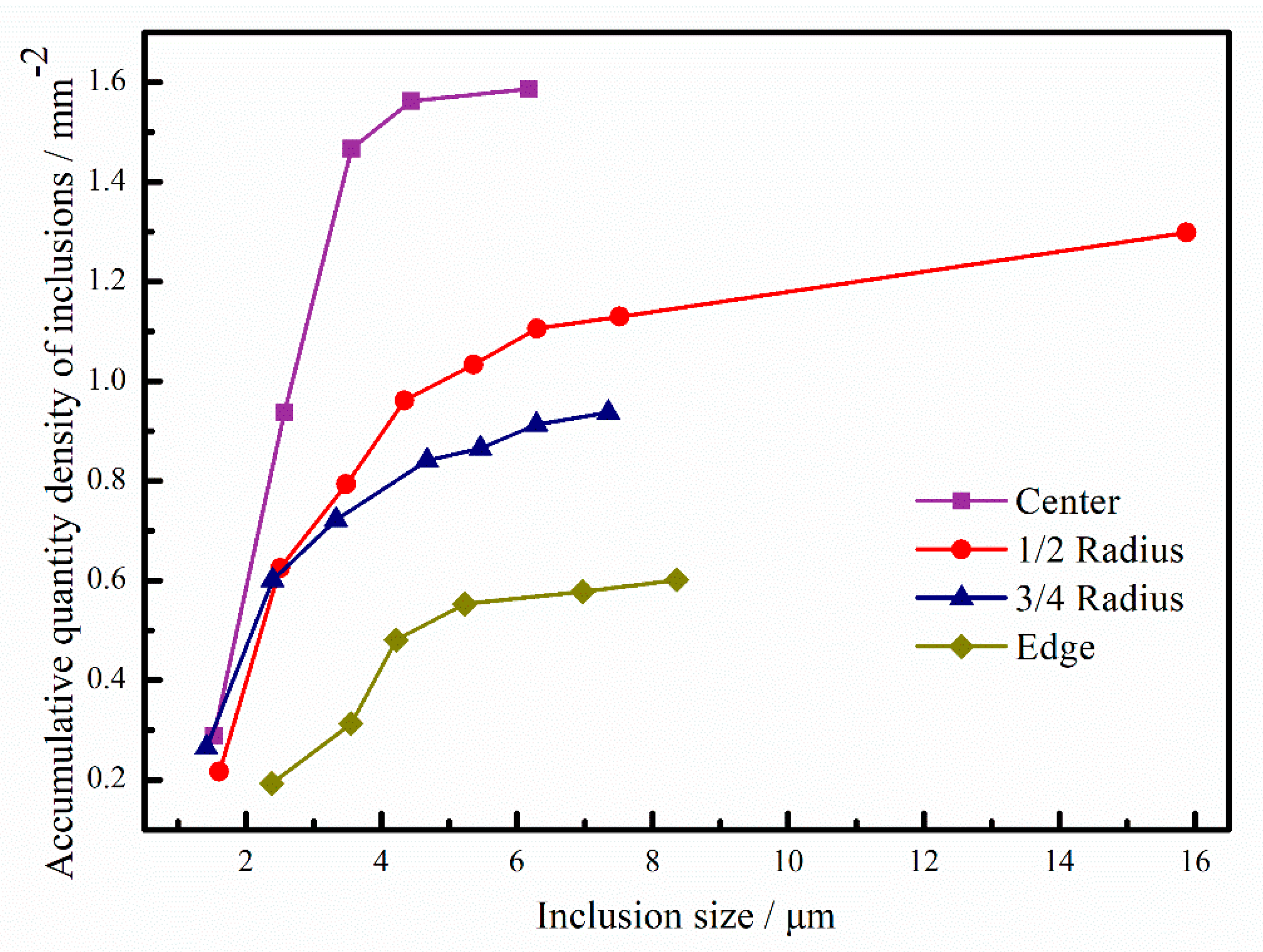
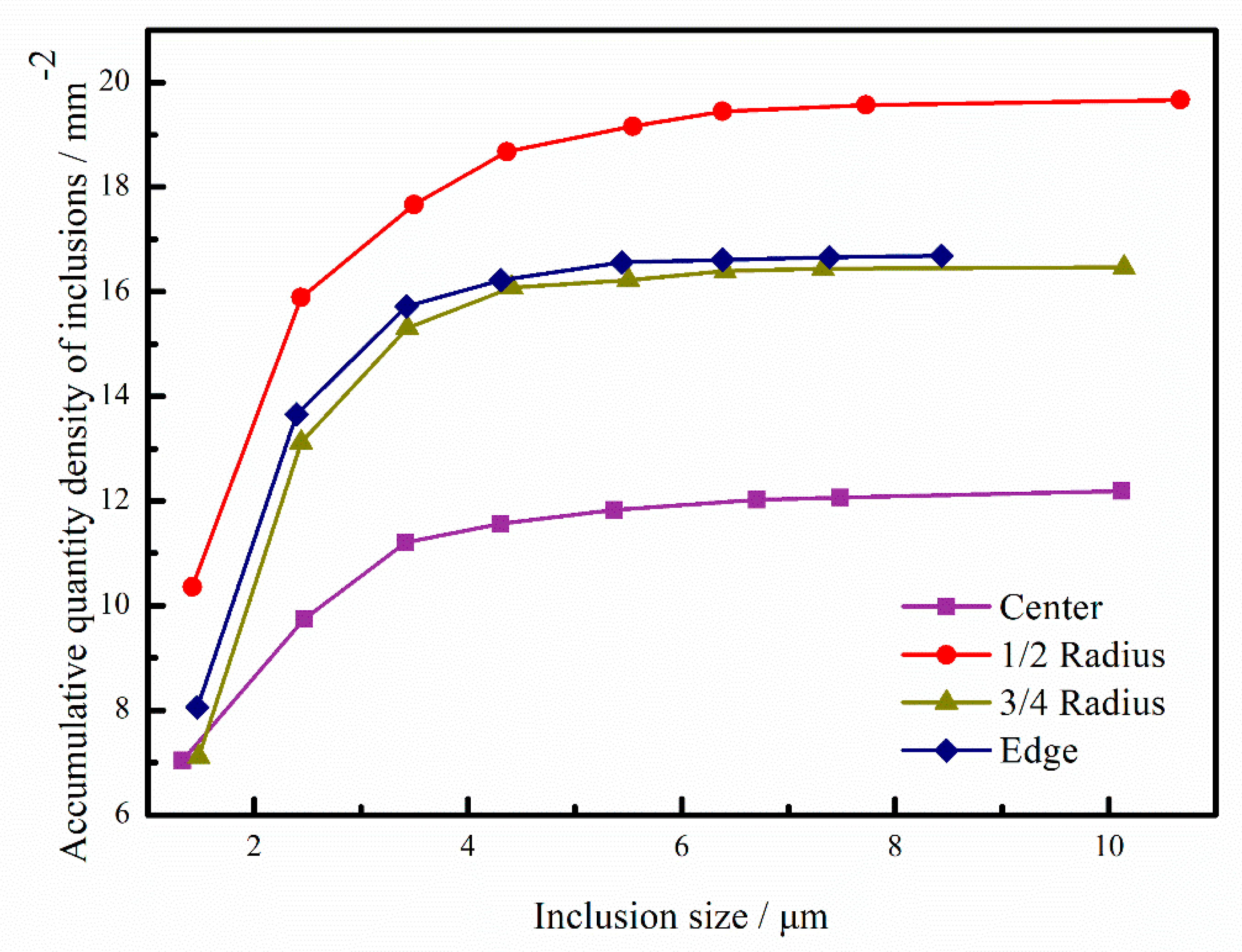
3.2. Distribution of Inclusions in Radial Directions
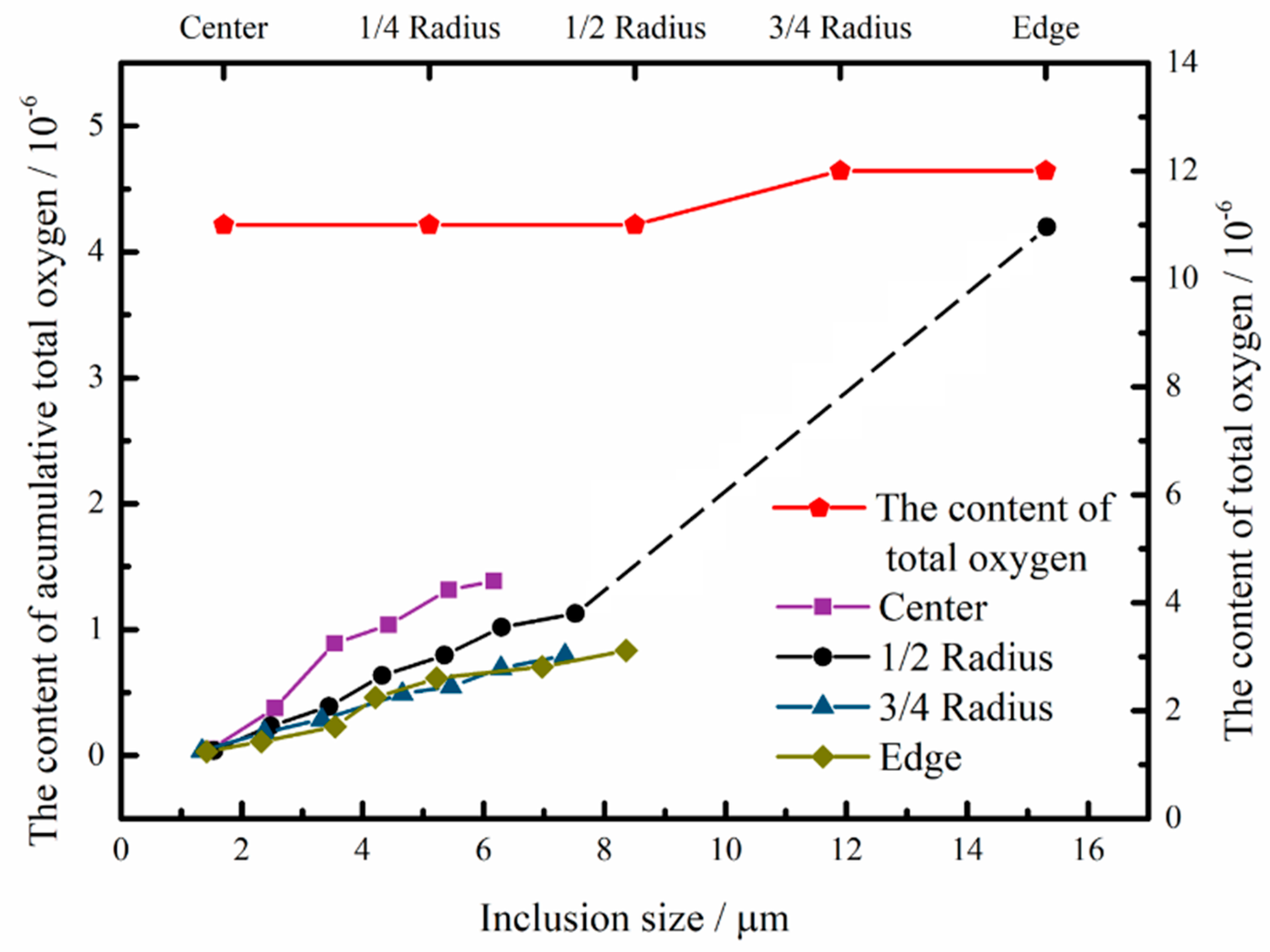
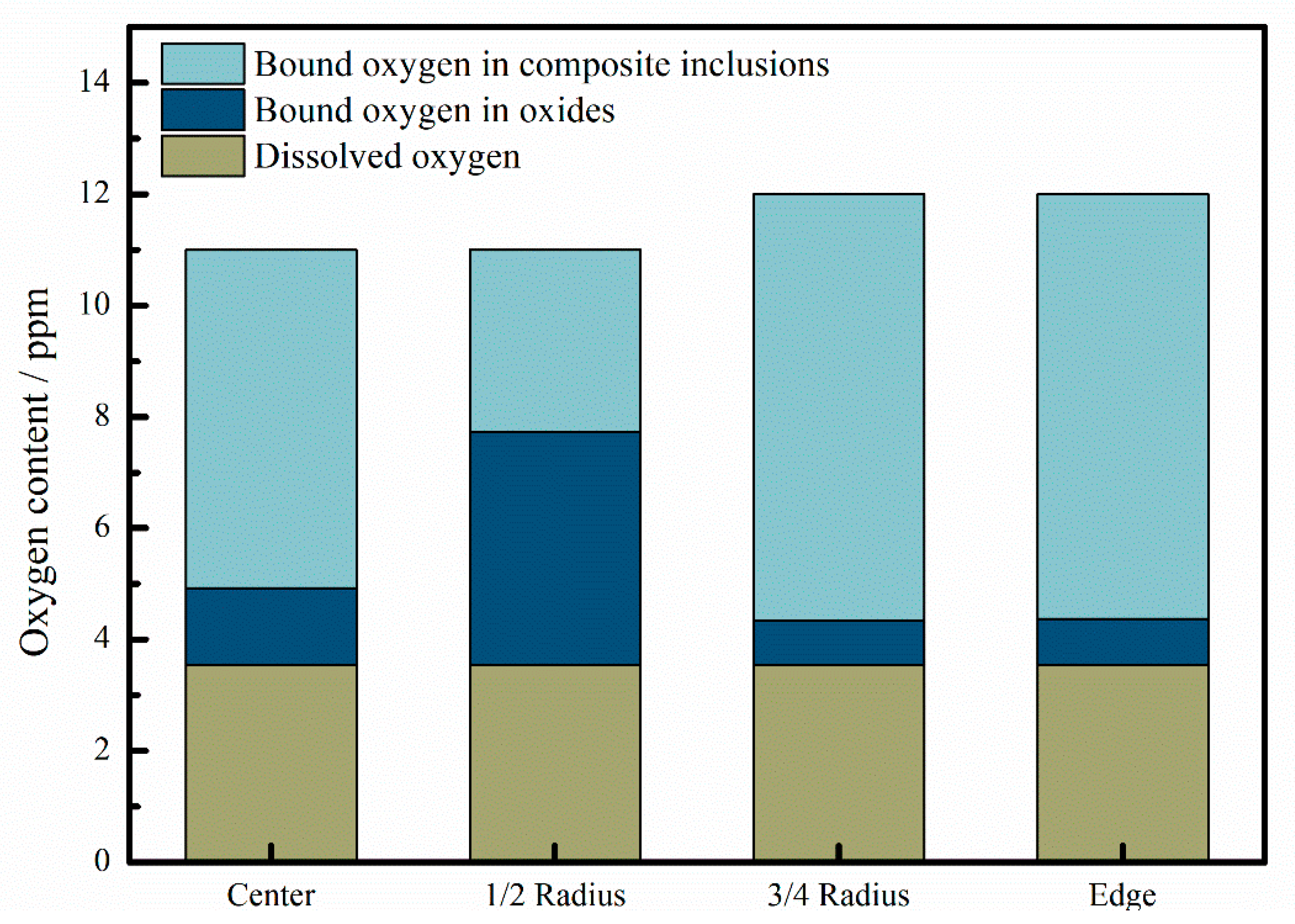
3.3. Relationship between Total Oxygen and Inclusions
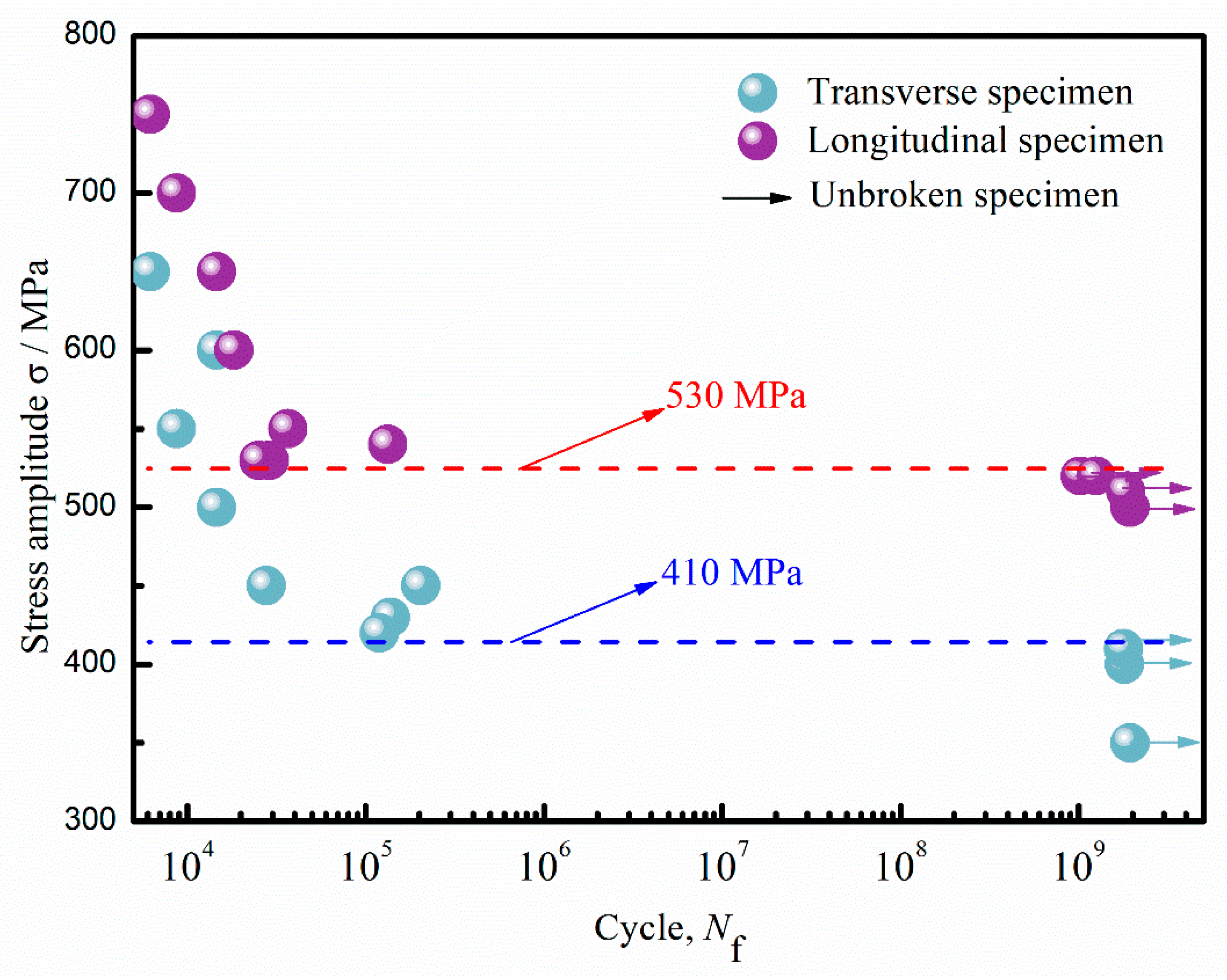
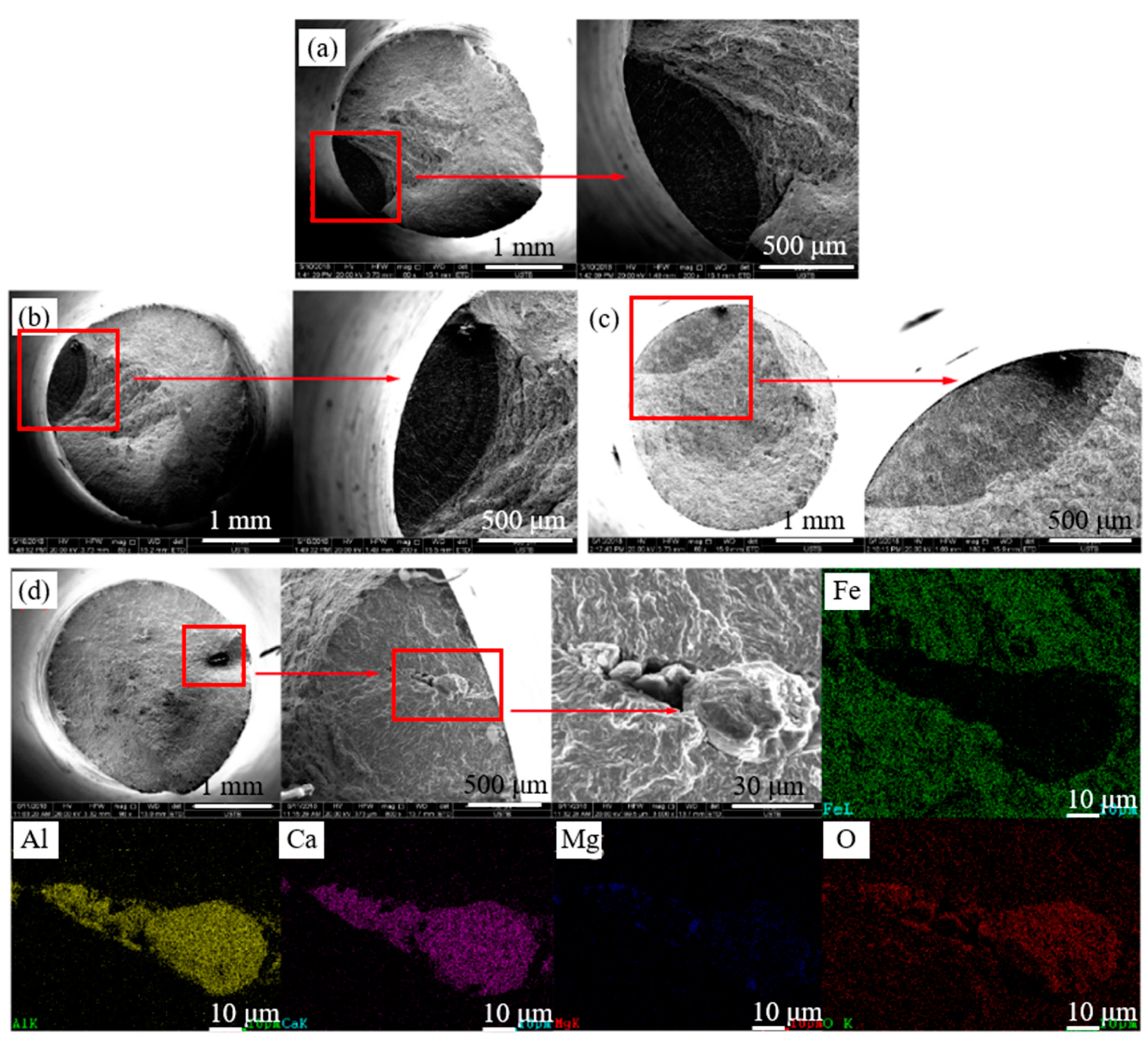
3.4. Cyclic Fatigue Performance
4. Conclusions
- (1)
- The main inclusions in the steel contain oxides and sulfides, where oxides contain Al2O3-CaO, Al2O3, Al2O3-MgO and silicates, and sulfides contain MnS and composite inclusions of oxides and sulfides.
- (2)
- The quantity density of inclusions per unit volume in gear steel 18CrNiMo7-6 decreases exponentially with increasing size, and the inclusions are mainly less than 8 μm. Oxide inclusions with a size less than 8 μm account for more than 90%, while sulfide inclusions with a size less than 8 μm account for more than 85%.
- (3)
- As the size of inclusions increases, the accumulative total oxygen content increases significantly. The accumulative total oxygen content has a certain difference from the total oxygen content measured by the infrared absorption method, but the change in the oxygen content at the four positions is relatively stable, and there are a great deal of sulfide inclusions, including some composite inclusions of oxides and sulfides. As a result, the average value of the oxygen content can reflect the level of inclusions that were evenly distributed in the molten steel.
- (4)
- Different from the general fatigue test results, there is a critical value in the relationship between the fatigue life and the loading stress of 18CrNiMo7-6 gear steel. The specimen will fail after the stress exceeds the critical value. However, fatigue failure hardly occurs when the stress is below the critical value. Meanwhile, the gear steel 18CrNiMo7-6 contained inclusions such as Al2O3-CaO, which is prone to fatigue failure.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Farfán, S.; Rubio-González, C.; Cervantes-Hernández, T.; Mesmacque, G. High cycle fatigue, low cycle fatigue and failure modes of a carburized steel. Int. J. Fatigue 2004, 26, 673–678. [Google Scholar] [CrossRef]
- Mohammad, A.; Alahmari, M.A.; Moiduddin, K.; Mohammed, K.M.; Alomar, A.; Renganayagalu, K.R. Porous γ-TiAl structures fabricated by electron beam melting process. Metals 2016, 6, 25. [Google Scholar] [CrossRef] [Green Version]
- Luo, C. Development and application of high strength automotive carburizing gear steels. Steelmaking 2006, 22, 56–59. [Google Scholar]
- Yuta, I.; Kunikazu, T.; Kimihiro, N. Development of carburizing steel for innovation in parts manufacturing process. JFE Tech. Rep. 2018, 23, 36–42. [Google Scholar]
- Manigandan, K.; Srivatsan, T.S. On the specific role of microstructure in governing cyclic fatigue, deformation, and fracture behavior of a high-strength alloy steel. JMEPEG 2015, 24, 2451–2463. [Google Scholar] [CrossRef]
- Garrison, W.M. The effect of Toughness of a 0.4 Carbon Low Alloy Steel. Metall. Trans. 1986, 17A, 669–678. [Google Scholar] [CrossRef]
- Tanaka, H.; Nishihara, R.; Miura, R.; Tsujino, R.; Kimura, T.; Nishi, T.; Imoto, T. Technology for cleaning of molten steel in tundish. ISIJ Int. 1994, 34, 868–875. [Google Scholar] [CrossRef]
- Donzella, G.; Faccoli, M.; Mazzù, A.; Petrogalli, C.; Desimone, H. Influence of inclusion content on rolling contact fatigue in a gear steel: Experimental analysis and predictive modelling. Eng. Fract. Mech. 2011, 78, 2761–2774. [Google Scholar] [CrossRef]
- Furuya, Y.; Abe, T.; Matsuoka, S. Inclusion-controlled fatigue properties of 1800 MPA-class spring steels. Metal. Mater. Trans. A 2004, 35, 3737–3744. [Google Scholar] [CrossRef]
- Cho, J.W.; Emi, T.; Shibata, H.; Suzuki, M. Heat Transfer across mold flux film in mold during initial solidification in continuous casting of steel. ISIJ Int. 1998, 38, 834–842. [Google Scholar] [CrossRef]
- An, J.; Wang, Z.; Li, R.; Li, T.; Ding, K.; Li, R. Cleanliness of automobile gear steel 8620RH. China Metal. 2016, 26, 33–37. [Google Scholar]
- Dong, Y.; Jiang, Z.; Gong, W. Source analysis of inclusions in gear steel of 20CrNiMoH. J. Mater. Metal. 2003, 2, 253–256. [Google Scholar]
- Payandeh, Y.; Soltanieh, M. Oxide inclusions at different steps of steel production. J. Iron Steel Res. Int. 2007, 14, 39–46. [Google Scholar] [CrossRef]
- Nordin, E.; Alfredsson, B. Experimental Investigation of Shot Peening on Case Hardened SS2506 Gear Steel. Exp. Tech. 2017, 41, 433–451. [Google Scholar] [CrossRef]
- Qiao, X.; Sun, P. Quantitative study of Ca content and sulfide morphology in the free cutting steel. J. Huazhong Uni. Ofence Technol. 1995. [Google Scholar] [CrossRef]
- Bao, Y.; Wang, M.; Jiang, W. A method for observing the three-dimensional morphologies of inclusions in steel. Int. J. Min. Metal. Mater. 2012, 19, 111–115. [Google Scholar] [CrossRef]
- Yang, S.; Li, J.; Zhu, L.; Chen, Y.; Zhang, L. Status quo of research on MgAl2O4 spinel inclusion in steel and trend of its development. Steelmaking 2010, 26, 74–78. [Google Scholar]
- Deng, Z.; Zhu, M.; Zhong, B.; Gao, X. Effect of deoxidation methods on inclusions in steel. J. Univ. Sci. Technol. Beijing 2012, 34, 1256–1261. [Google Scholar]
- Dong, W.; Ni, H.; Zhang, H.; Lv, Z.; Wu, Y. Control of magnesia-alumina spinel inclusions in the ultra-low-oxygen gear steel 28MnCr5. J. Iron Steel Res. 2015, 27, 14–18. [Google Scholar]
- Hu, Q.; Zhao, J.; Zhu, S. On Formation and prevention of non-metallic inclusion of heavy forgings. J. Netshape Form. Eng. 2011, 3, 69–71. [Google Scholar]
- Wakoh, M.; Sawai, T.; Mizoguchi, S. Effect of S content on the MnS precipitation in steel with oxide nuclei. ISIJ Int. 1996, 36, 1014–1021. [Google Scholar] [CrossRef] [Green Version]
- Guo, B.; Bao, Y.; Wang, M.; Lin, L. Effects of w(Ca)/w(Al) on transformation of inclusions in the calcium treatment in 20Mn2 steel. Steelmaking 2015, 31, 36–44. [Google Scholar]
- Gong, J.; Wang, Q. Thermodynamic analysis of calcium treatment on liquid steel. Steelmaking 2003, 19, 56–59. [Google Scholar]
- Li, X.; Yang, M.; Zhou, X.; Guo, J. Torsion fatigue characteristics and crack propagation behavior of 15Cr14Co12Mo5Ni2 gear steel. Iron Steel 2017, 52, 84–91. [Google Scholar]
- Wang, M.; Bao, Y.P.; Cui, H.; Wu, H.J.; Wu, W.S. The composition and morphology evolution of oxide inclusions in Ti-bearing ultra low-carbon steel melt refined in the RH process. ISIJ Int. 2010, 50, 1606–1611. [Google Scholar] [CrossRef] [Green Version]
- Gu, C.; Wang, M.; Bao, Y.; Wang, F.; Lian, J. Quantitative analysis of inclusion engineering on the fatigue property improvement of bearing steel. Metals 2019, 9, 476. [Google Scholar] [CrossRef] [Green Version]
- Xiao, W.; Wang, M.; Bao, Y. The research of low-oxygen control and oxygen behavior during RH process in silicon-deoxidization bearing steel. Metals 2019, 9, 812. [Google Scholar] [CrossRef] [Green Version]
- Spriestersbach, D.; Grad, P.; Kerscher, E. Influence of different non-metallic inclusion types on the crack initiation in high-strength steels in the VHCF regime. Int. J. Fatigue 2014, 64, 114–120. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Cr | Ni | Mo | Al | Mg |
|---|---|---|---|---|---|---|---|---|---|
| 0.15–0.20 | ≤0.40 | 0.50–0.90 | ≤0.02 | 0.01–0.02 | 1.50–1.80 | 1.40–1.70 | 0.25–0.35 | 0.03 | 0.0003 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, M.; Xiao, W.; Gan, P.; Gu, C.; Bao, Y.-P. Study on Inclusions Distribution and Cyclic Fatigue Performance of Gear Steel 18CrNiMo7-6 Forging. Metals 2020, 10, 201. https://doi.org/10.3390/met10020201
Wang M, Xiao W, Gan P, Gu C, Bao Y-P. Study on Inclusions Distribution and Cyclic Fatigue Performance of Gear Steel 18CrNiMo7-6 Forging. Metals. 2020; 10(2):201. https://doi.org/10.3390/met10020201
Chicago/Turabian StyleWang, Min, Wei Xiao, Peng Gan, Chao Gu, and Yan-Ping Bao. 2020. "Study on Inclusions Distribution and Cyclic Fatigue Performance of Gear Steel 18CrNiMo7-6 Forging" Metals 10, no. 2: 201. https://doi.org/10.3390/met10020201