High Velocity Oxygen Liquid-Fuel (HVOLF) Spraying of WC-Based Coatings for Transport Industrial Applications


 , , , and
, , , and
Abstract
:1. Introduction
- Development of Nanoparticles and Nanocoatings
- Nanocrystalline coatings, composed of only one material;
- Nanocrystalline composite coatings, consisting of two or more nanomaterials;
- Composite coatings reinforced with nanoparticles.
- Development of Thermal Spraying Processes Using Suspensions and Solution Precursors
- Ecologization
- Development of a New Generation of HVOF Systems
- Post-treatment of the HVOF Coating
- Process Maps for Thermal Spraying (TS Maps)
Application of HVOF and nanoHVOF Coatings in Transport Industry
2. Materials and Methods
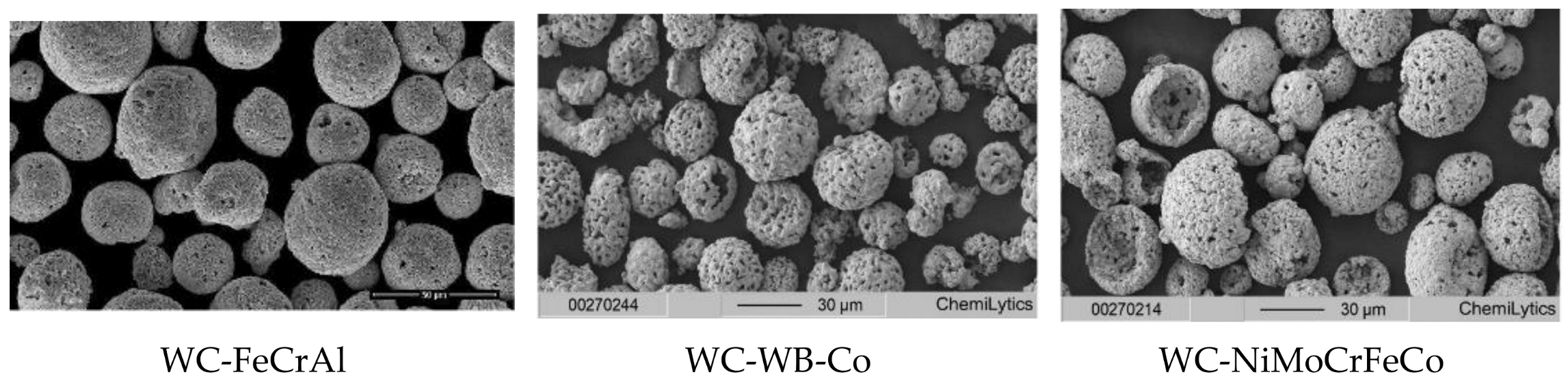
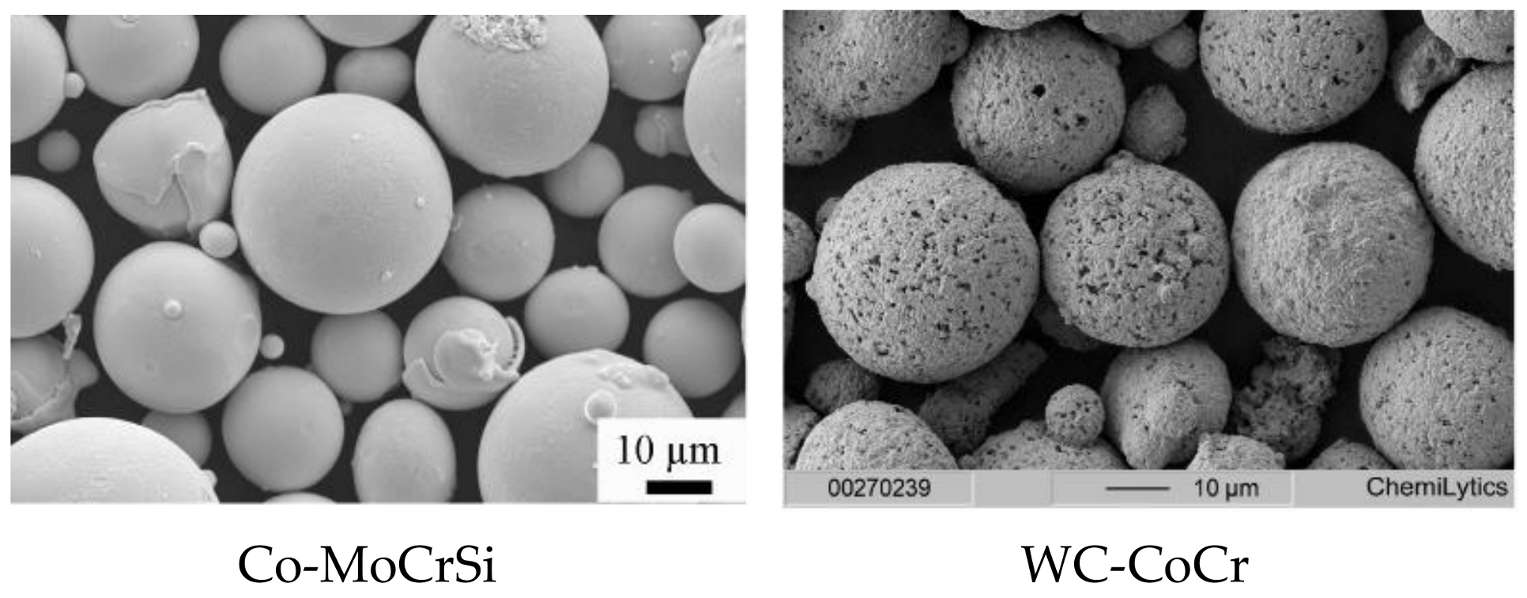
2.1. Base Materials and Powders for Coating Formation
2.2. Microstructure of Coatings
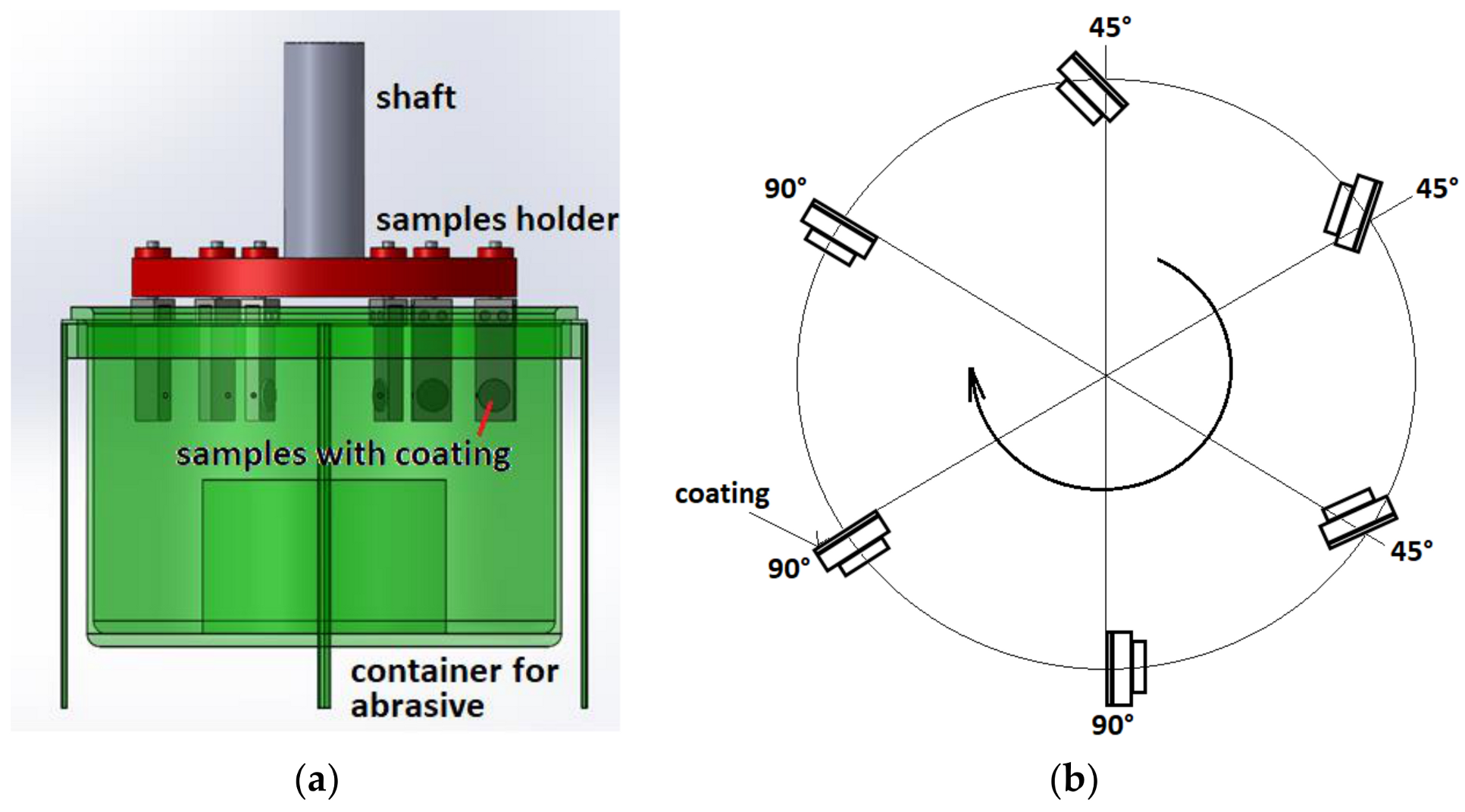
2.3. Dry-Pot Erosive Wear Test
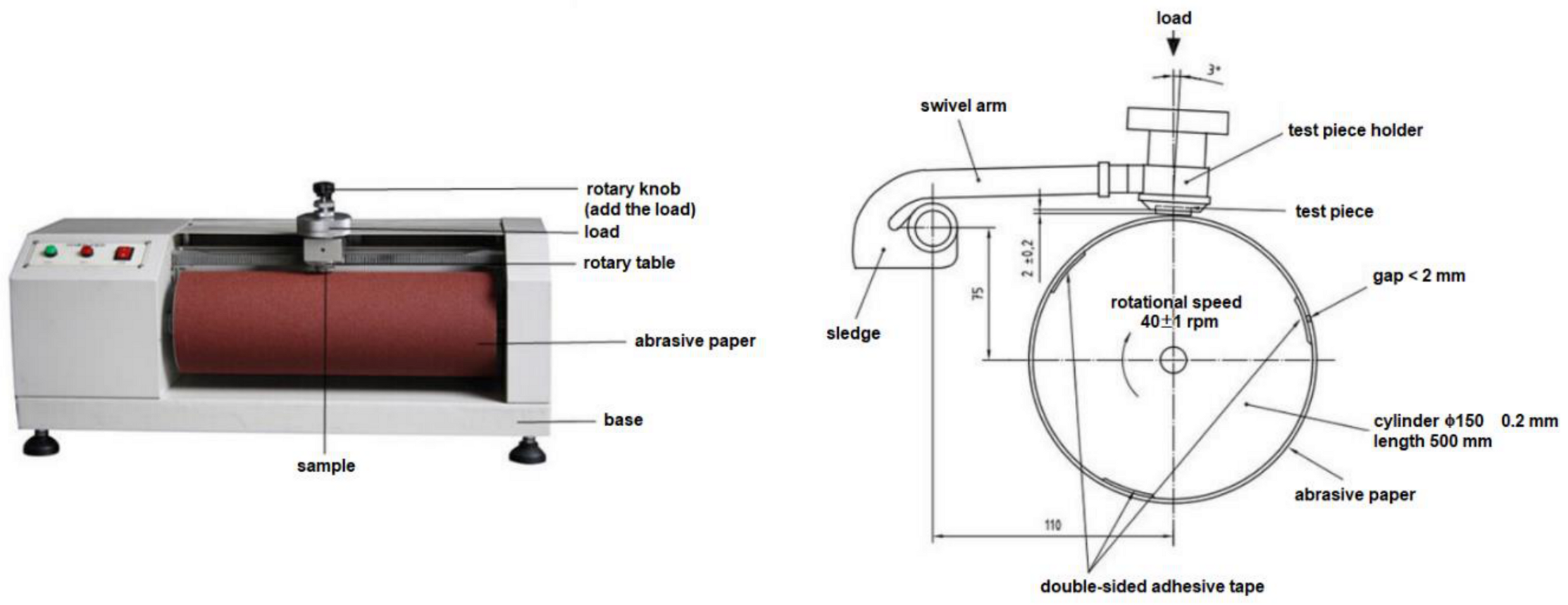
2.4. Abrasive Wear Test with Abrasive Cloth
2.5. Indentation Fracture Toughness of Coatings
3. Results and Discussion
3.1. Microstructure of Coatings
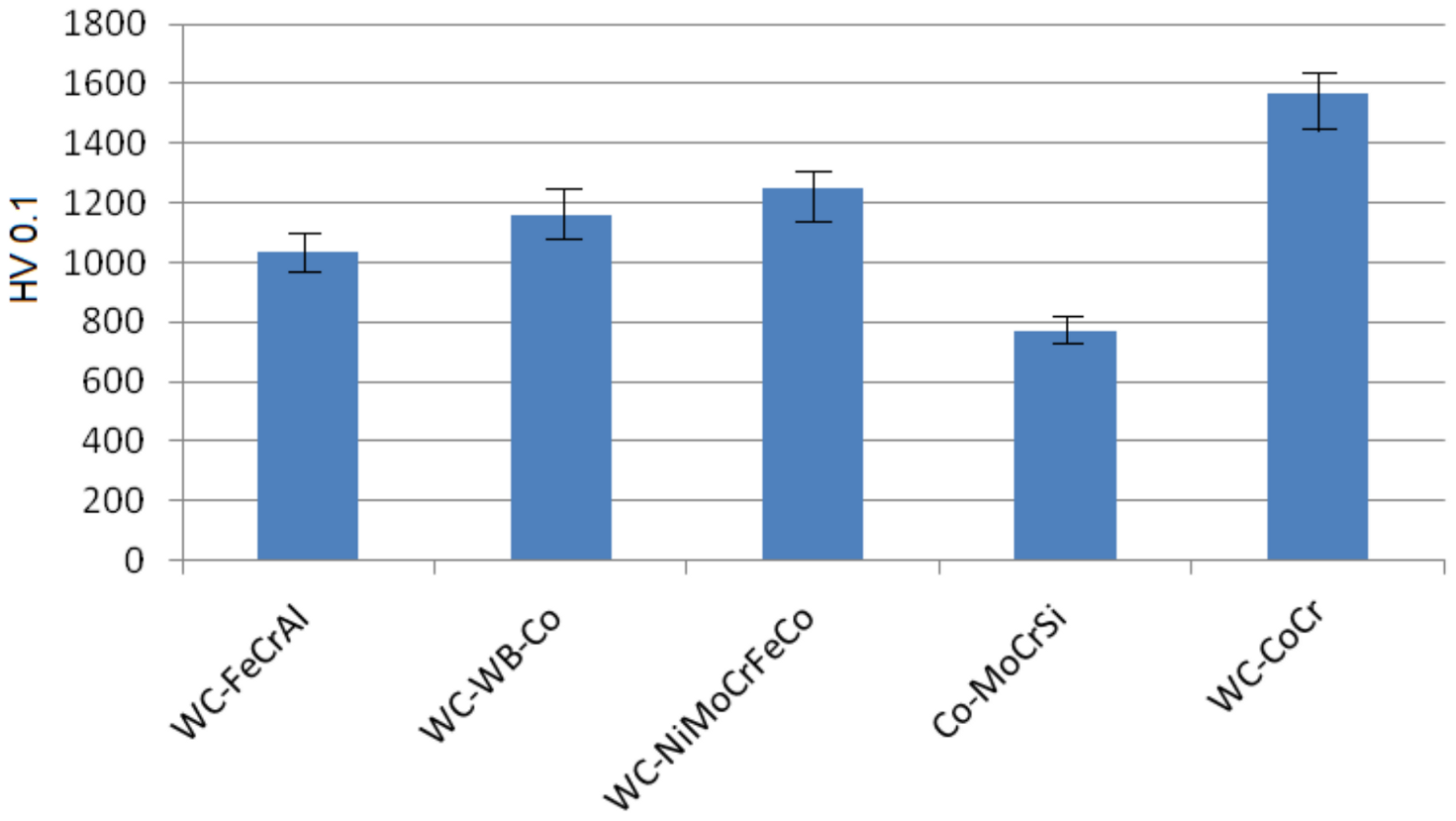
3.2. Hardness of the Coating
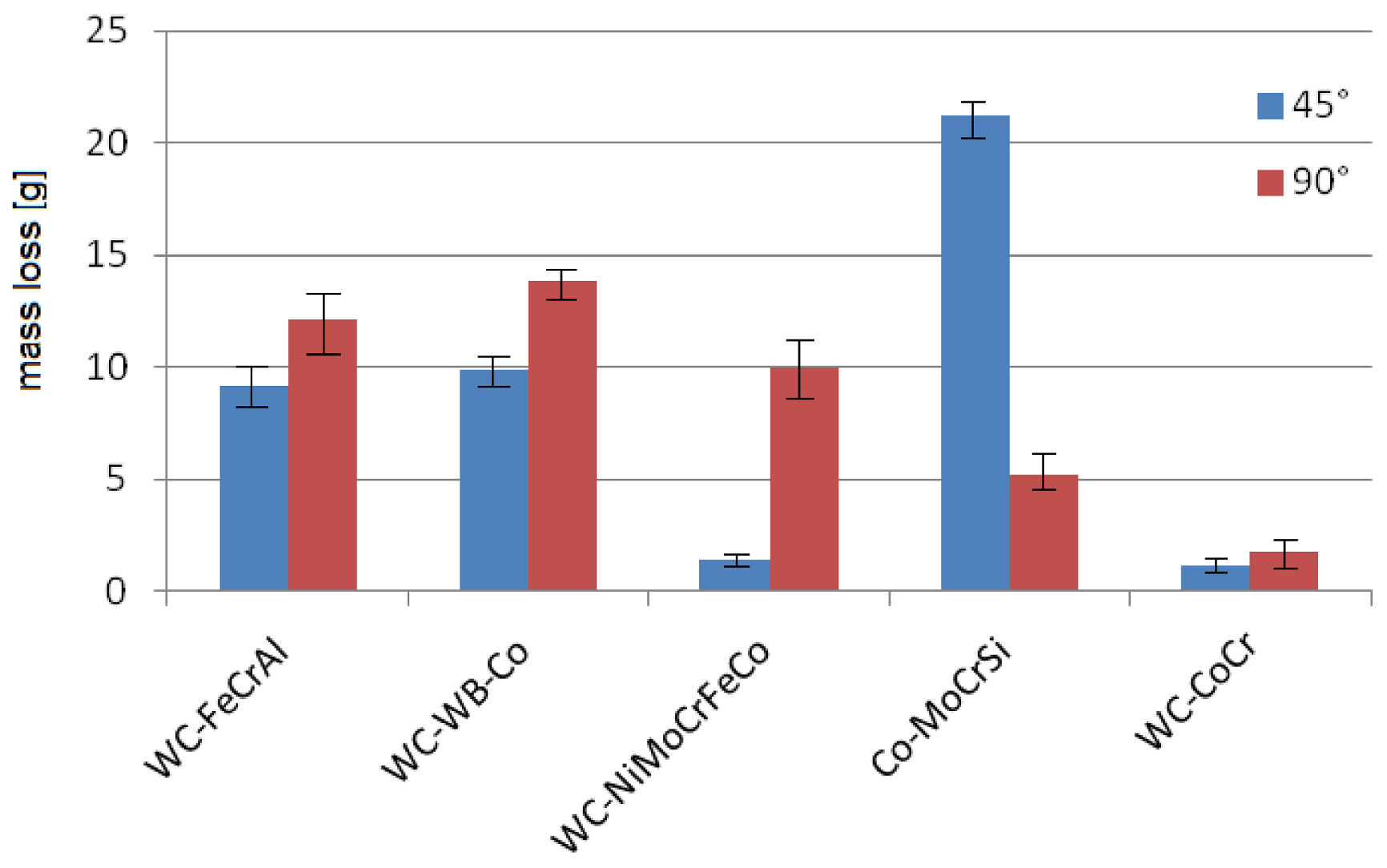
3.3. Dry-Pot Erosive Wear Test
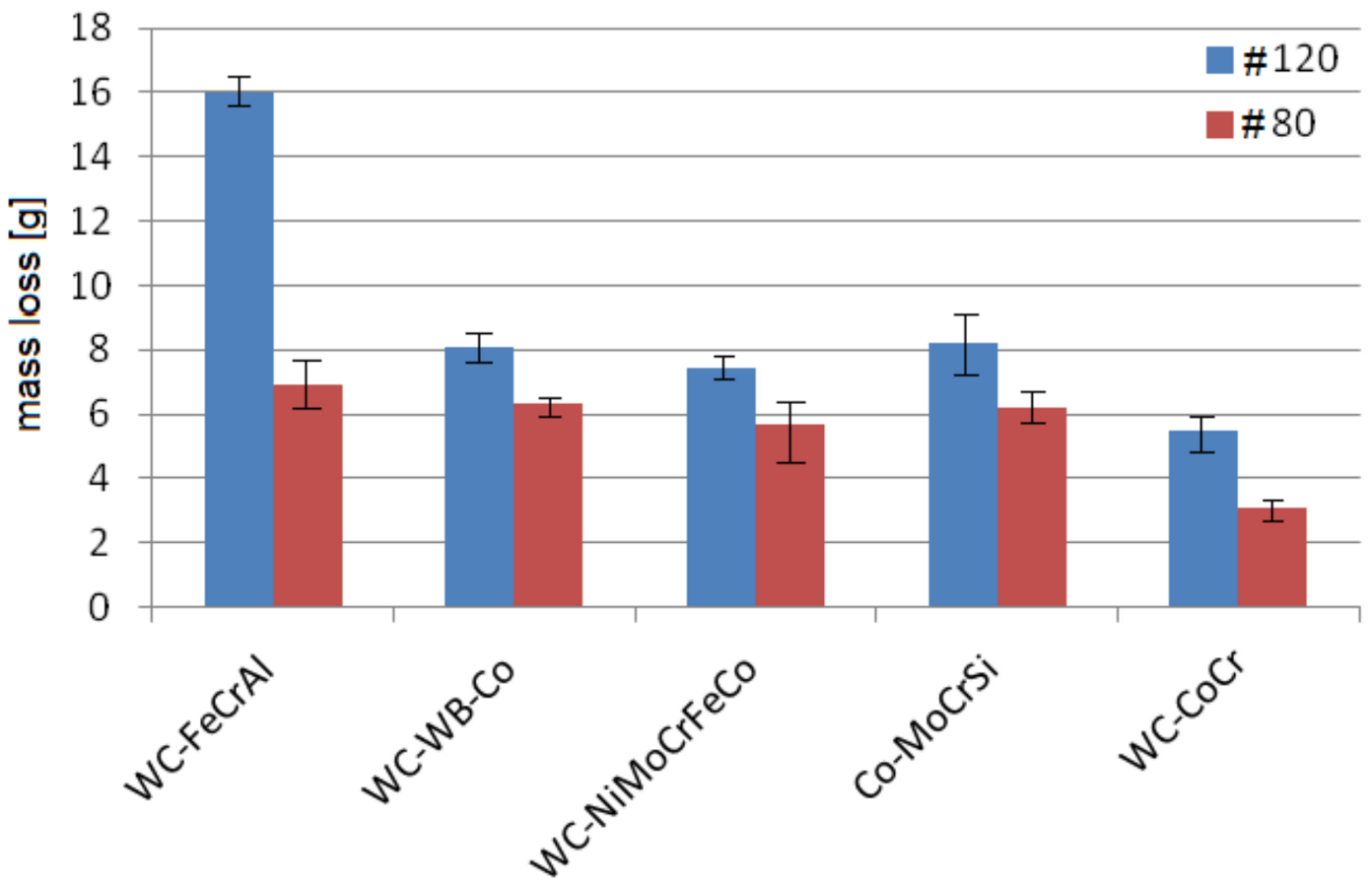
3.4. Abrasive Test with Abrasive Cloth
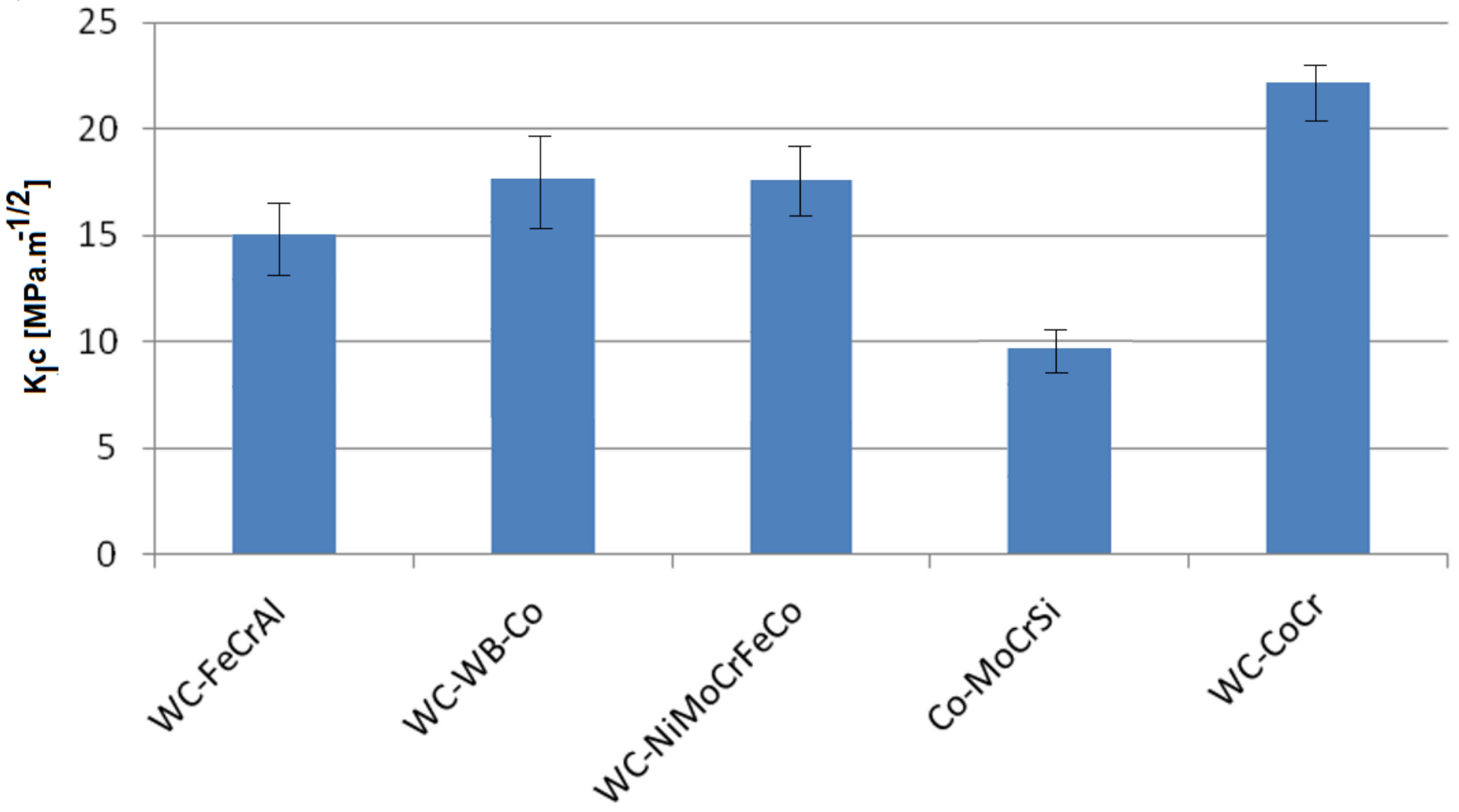
3.5. Indentation Fracture Toughness of Coatings
4. Conclusions
- -
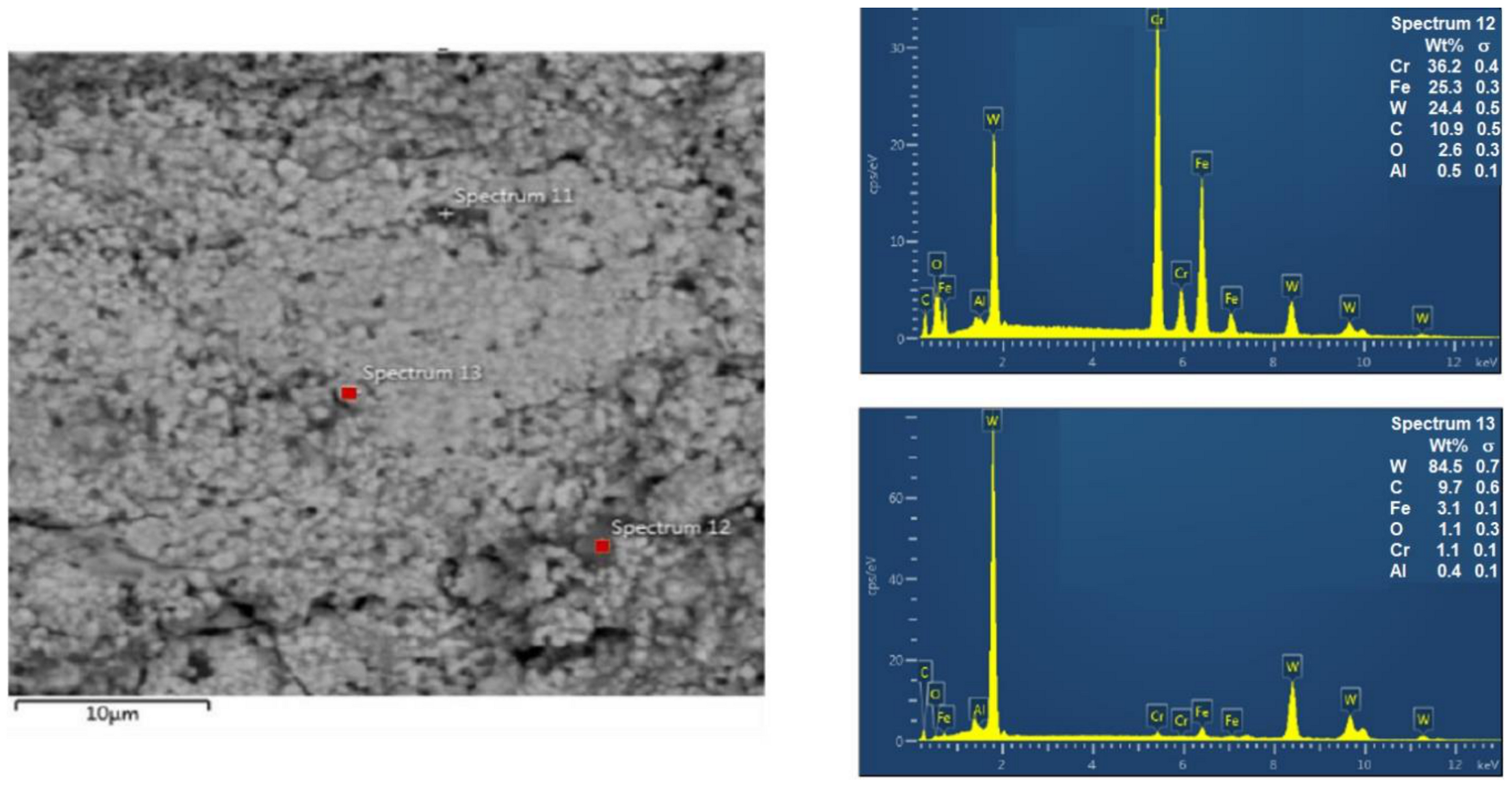
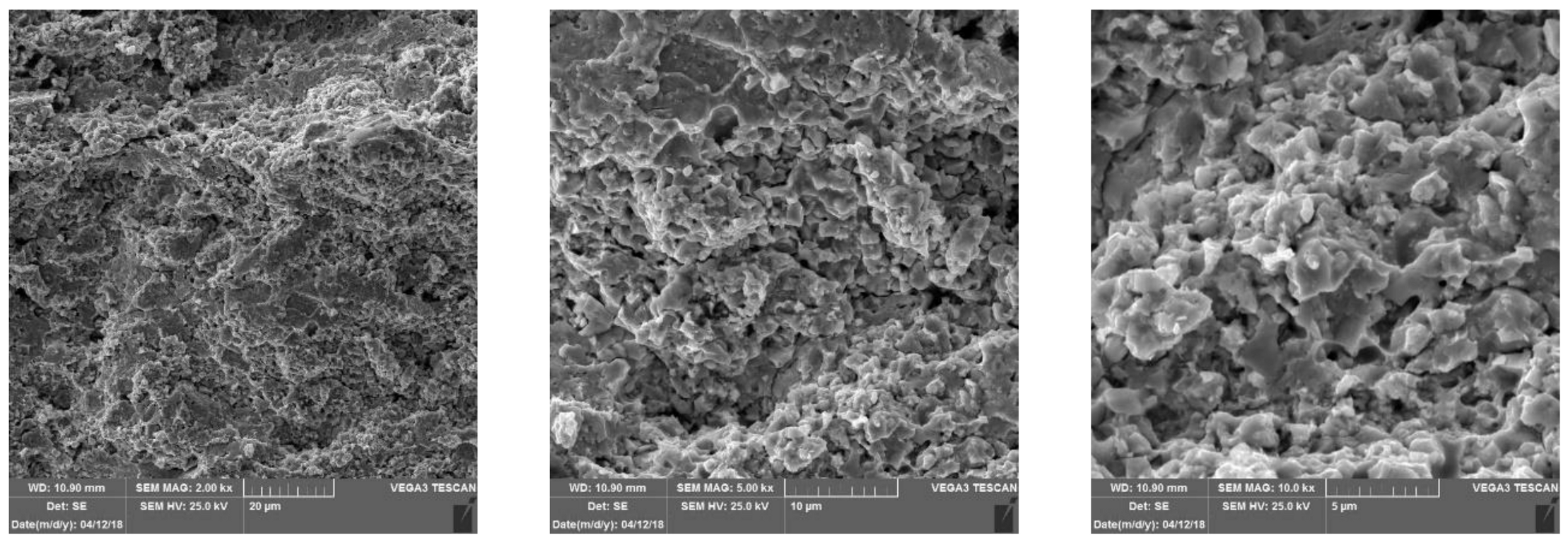
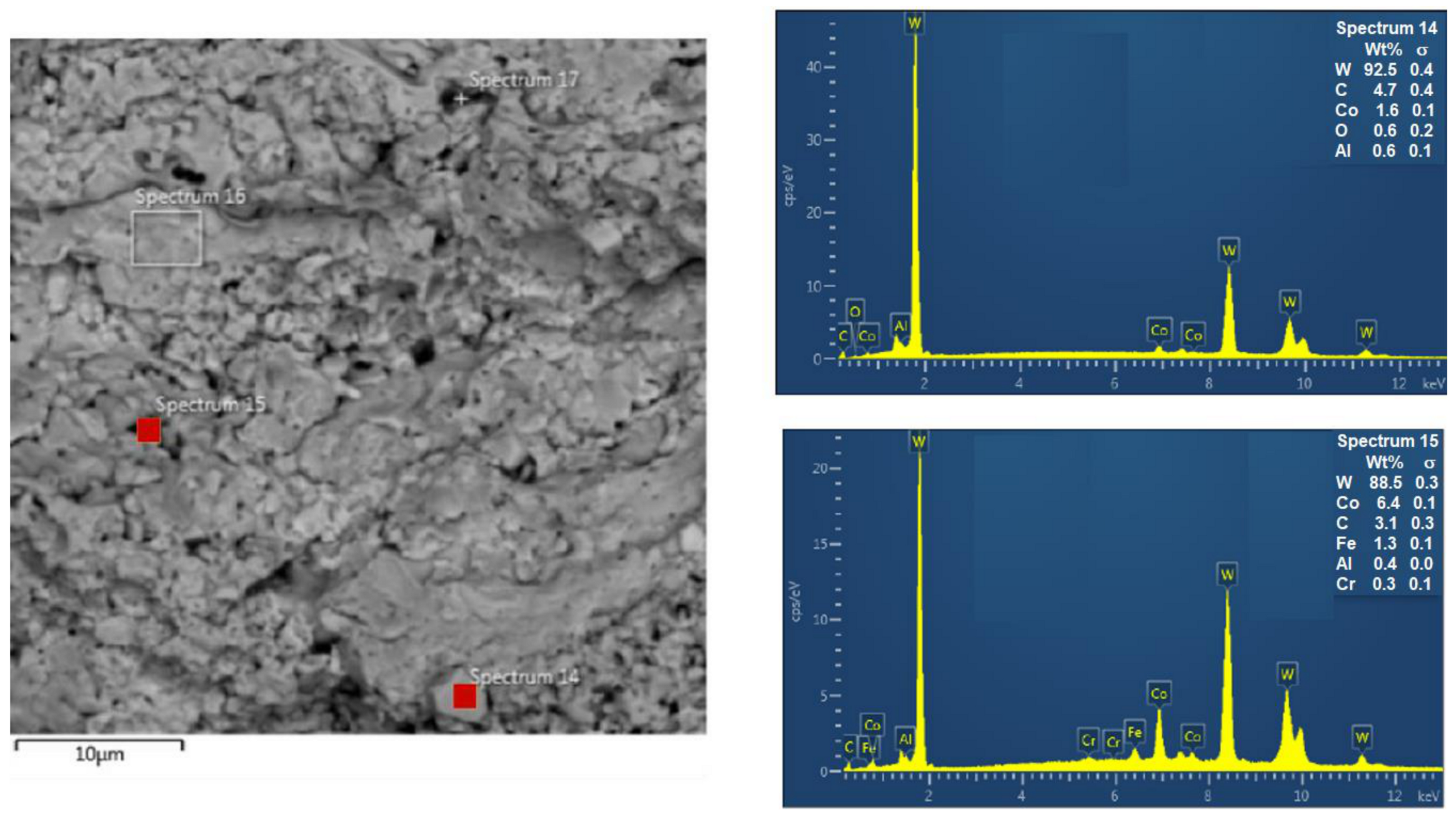
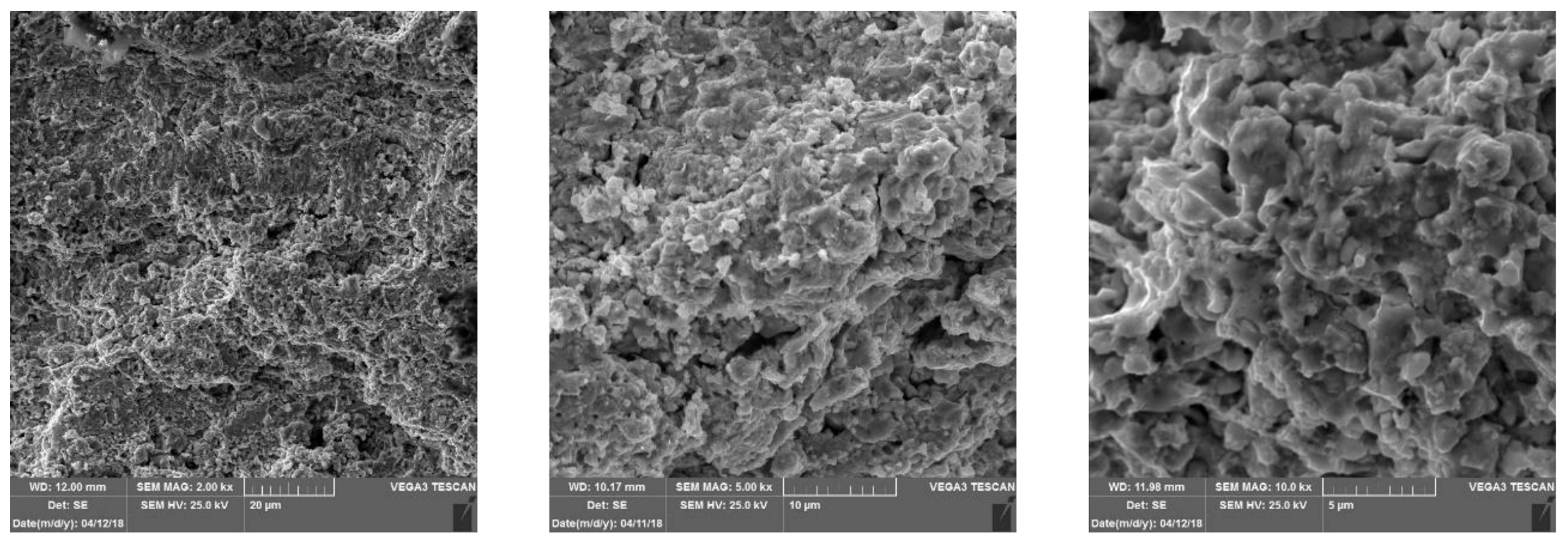
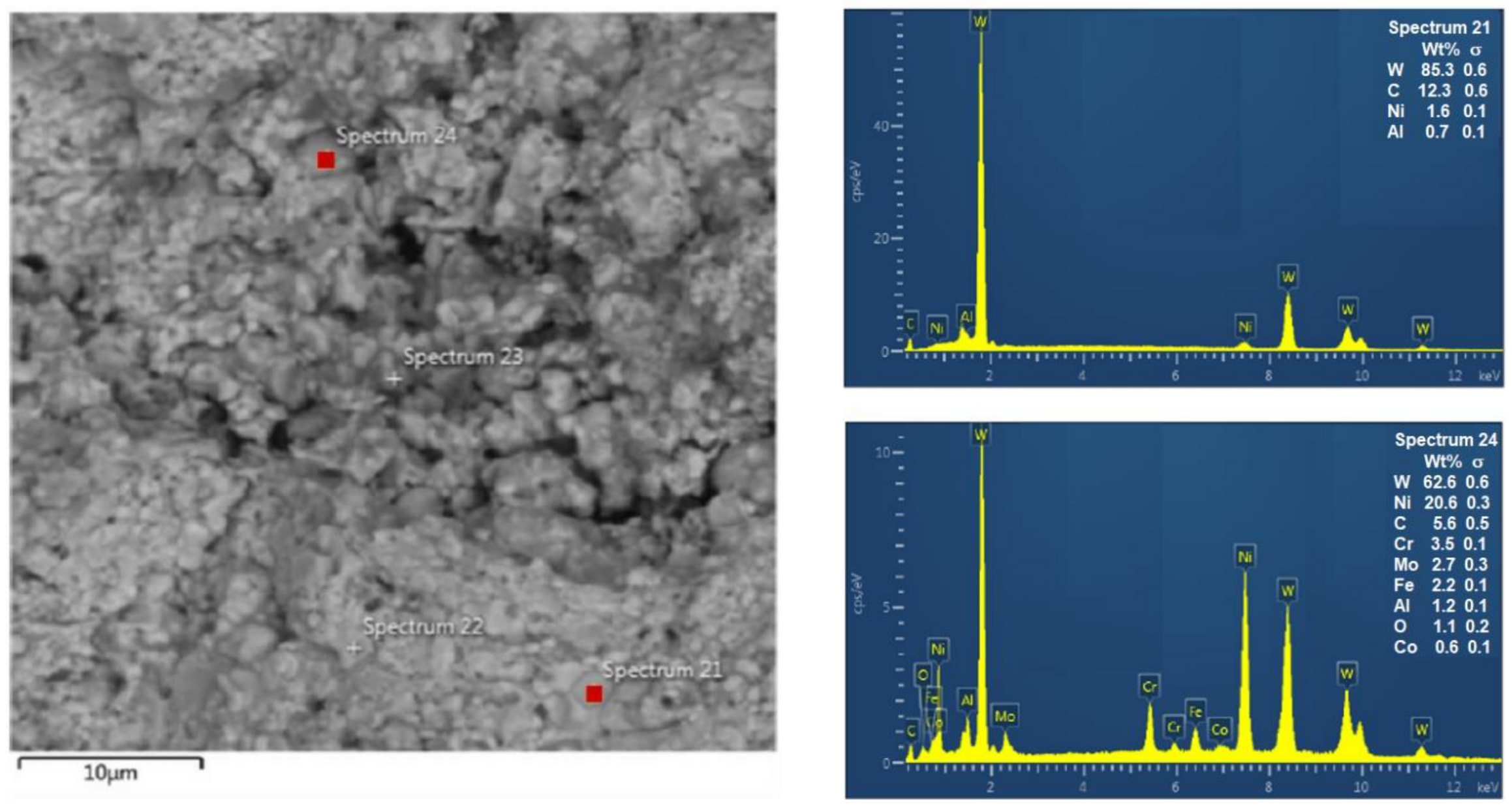
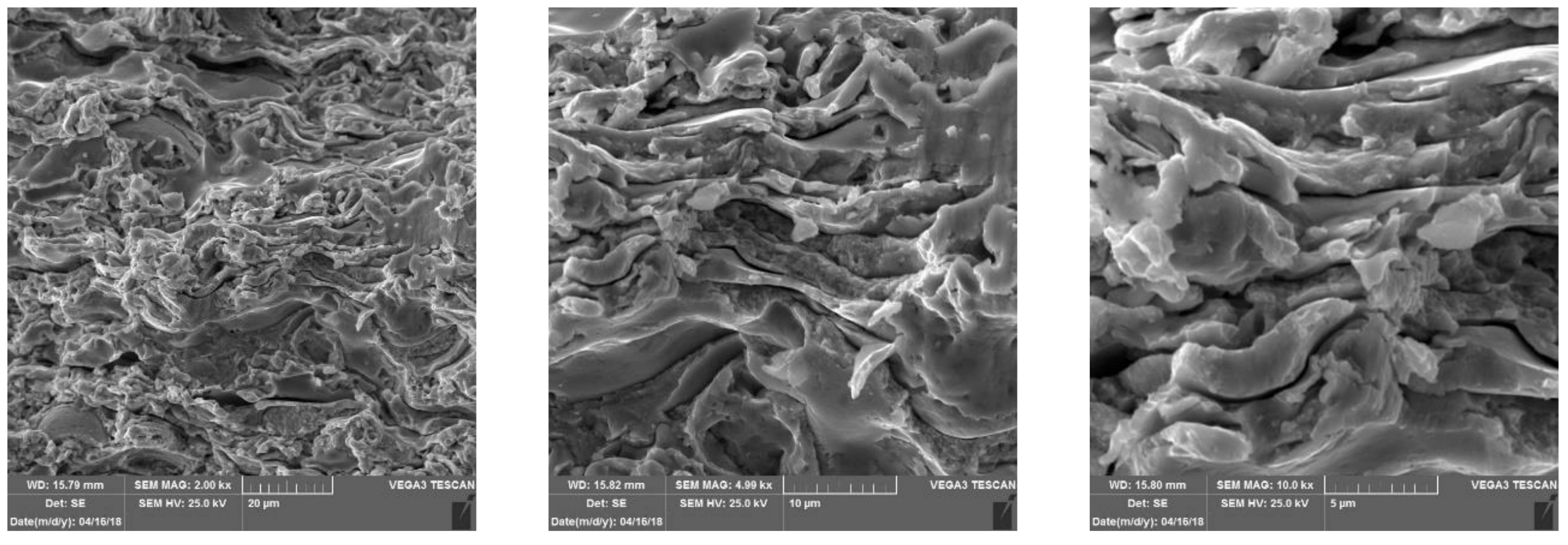
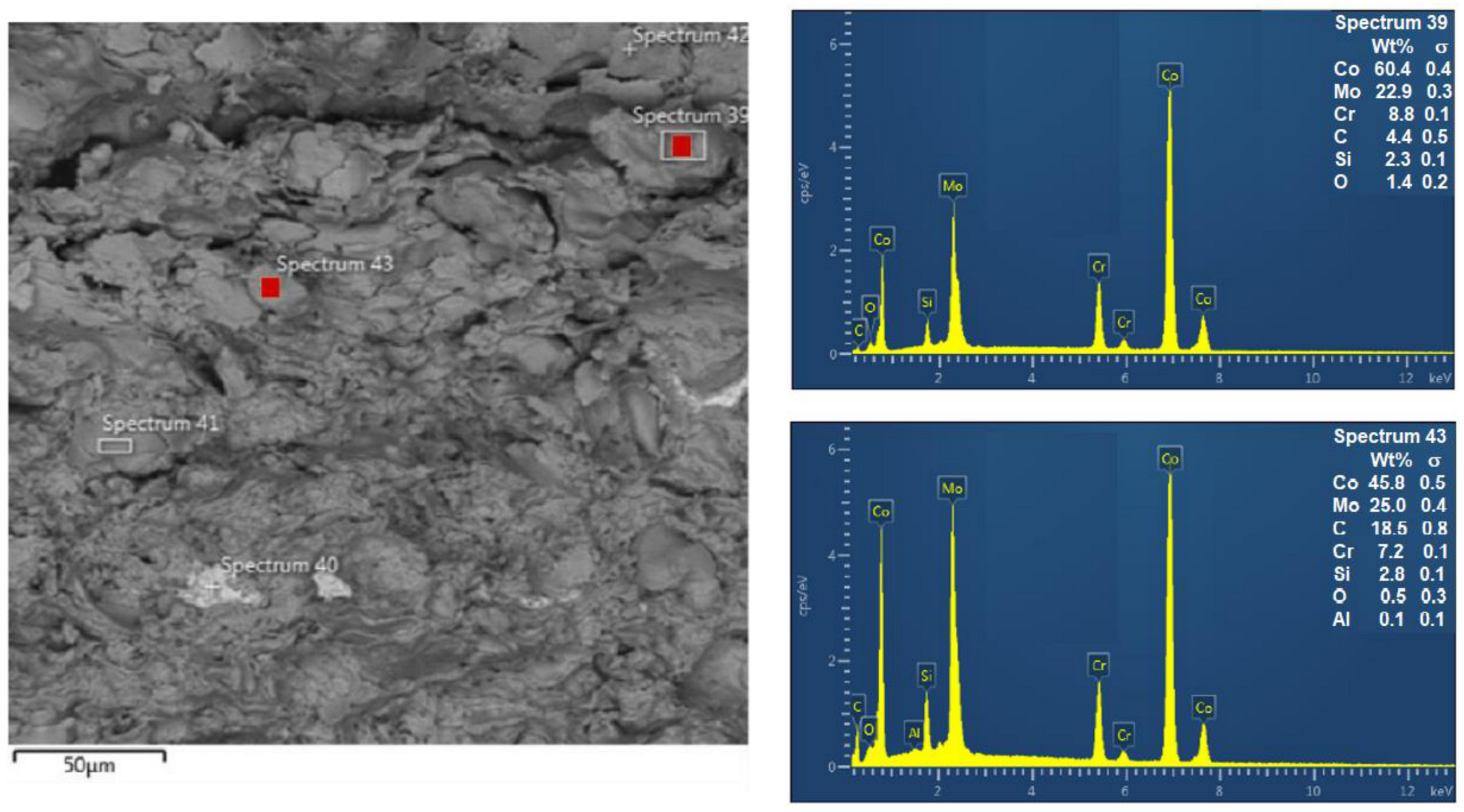
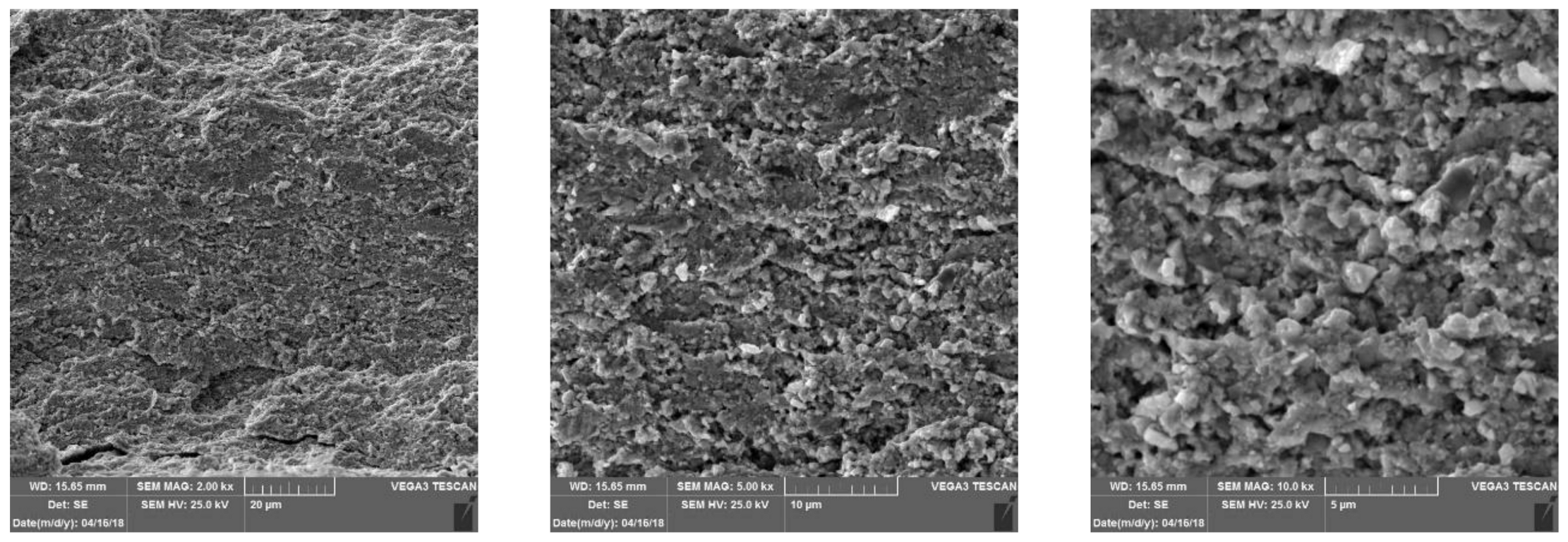
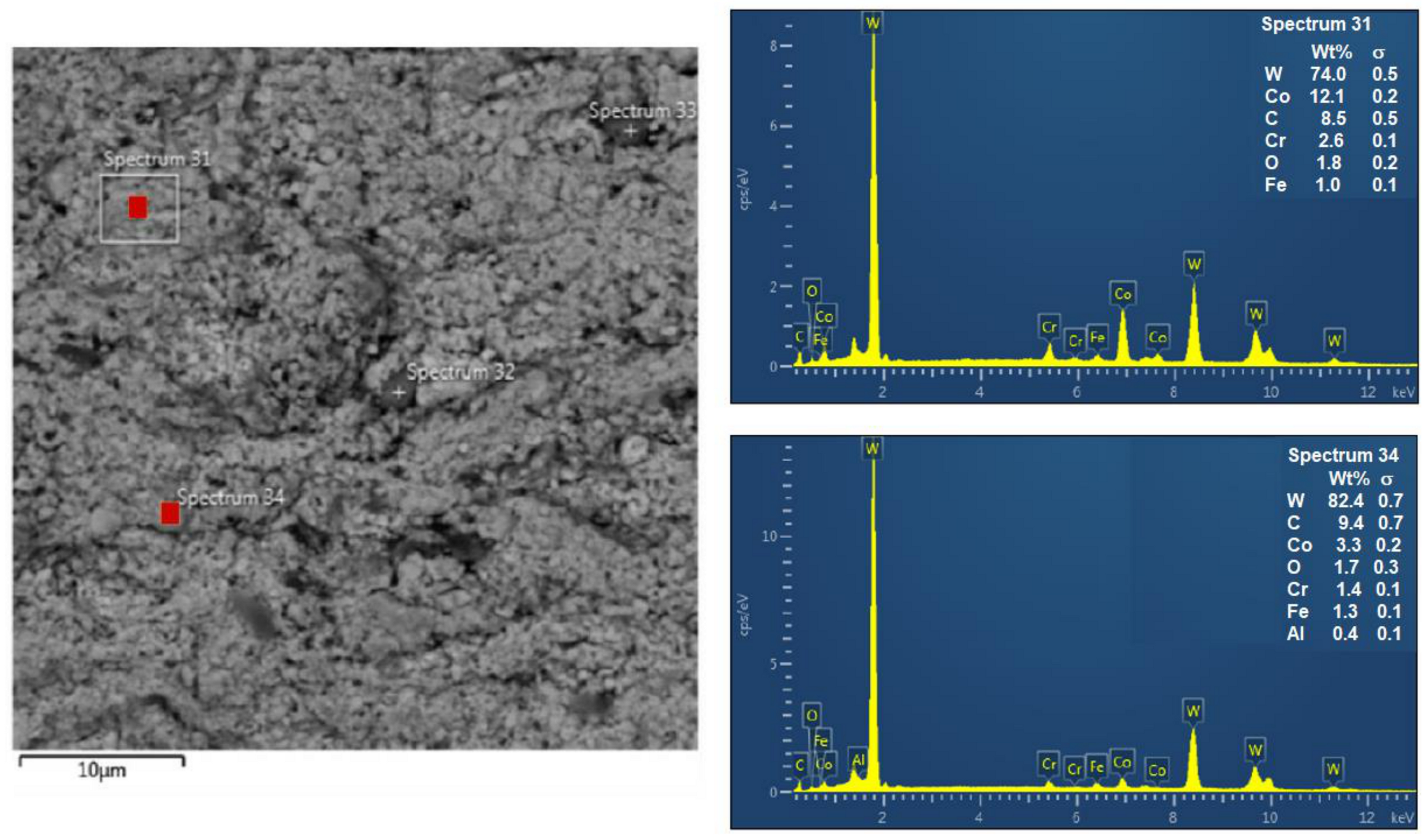
- The microstructures of the coatings, as determined by their cross-sections, were dense, with no visible presence of pores and defects. The coatings were well-bonded to the substrate, being mechanically anchored in its micro-irregularities. In the case of cermet coatings, hard WC, as well as WB particles, were homogeneously dispersed in the matrix. In the alloy (hard carbide-free) coating, a typical sandwich structure was visible, with a significant deformation of splats forming at the moment of incidence on the surface, indicating a sufficient remelting of the powder. From a microscopic point of view, the structures of the evaluated coatings were not compact but, nevertheless, their properties were excellent and they can act as compact coatings under load.
- -
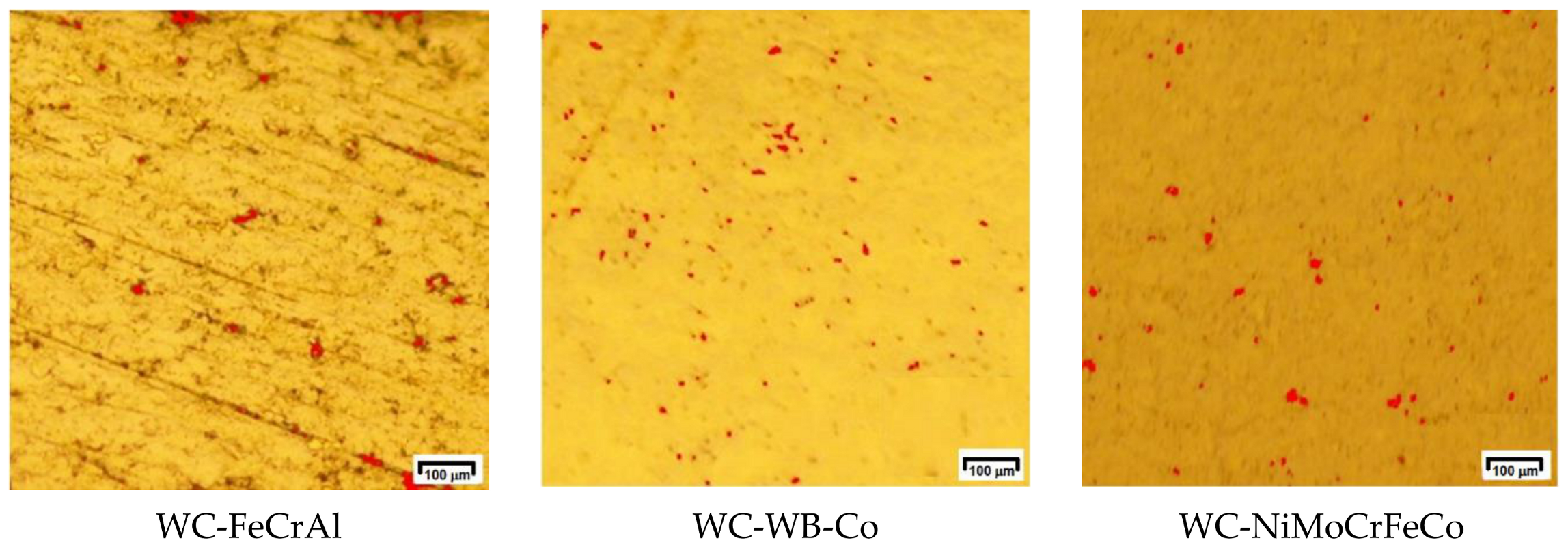
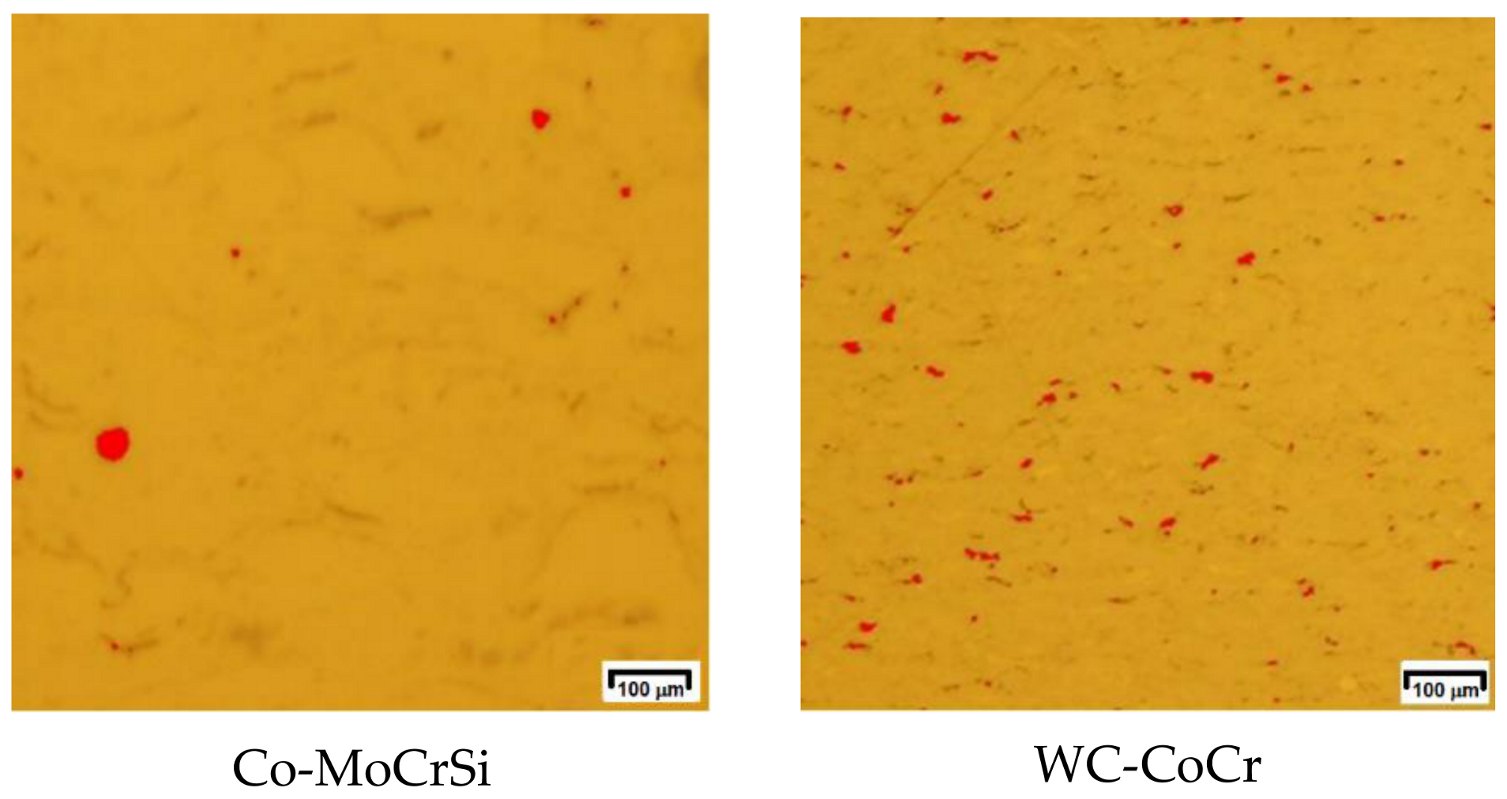
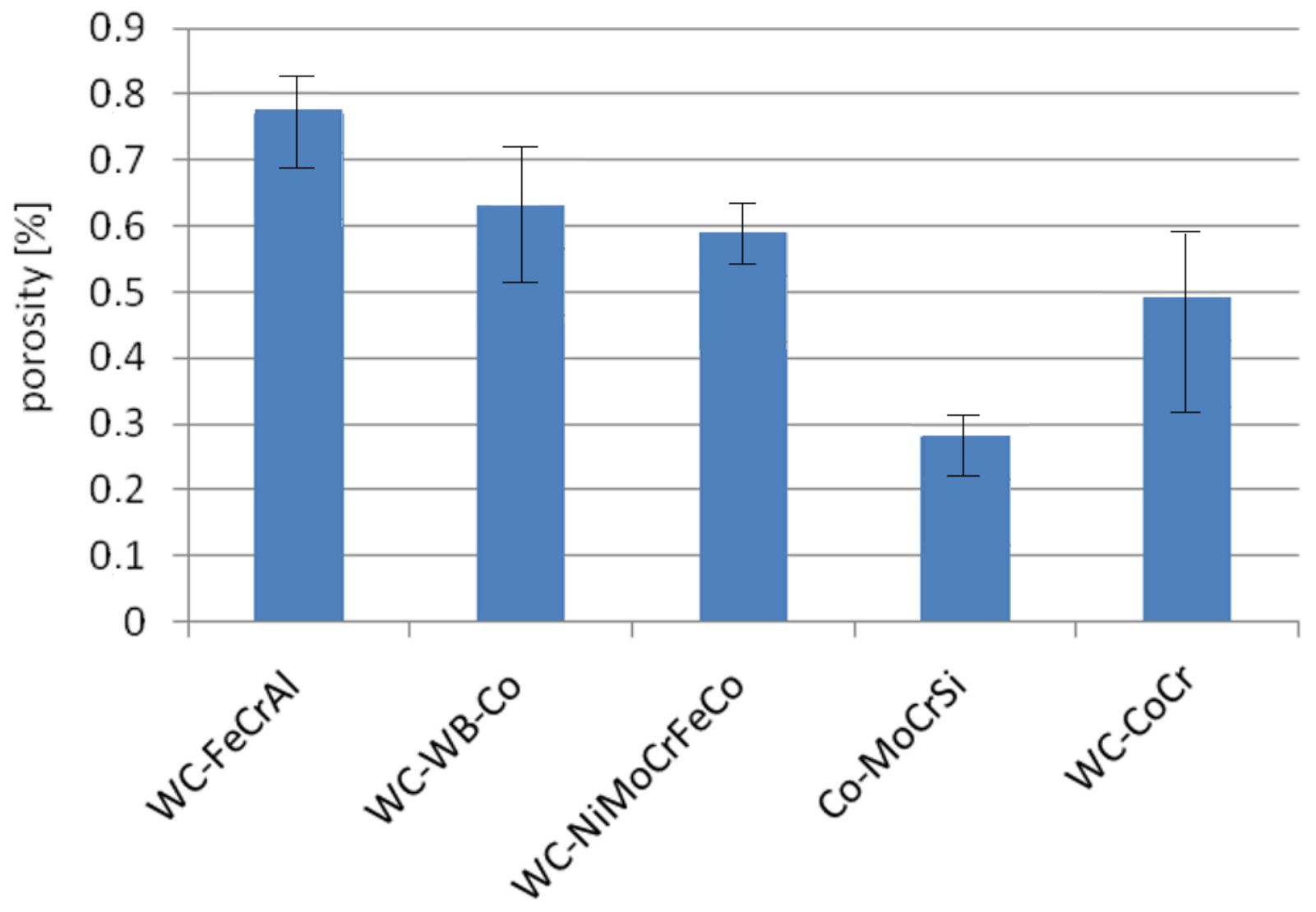
- The highest hardness value was obtained by the WC-CoCr coating based on nanoparticles; while its porosity was the lowest within the group of coatings with WC particles. The lowest hardness value was achieved by the Co-MoCrSi alloy coating, which did not contain hard carbide particles. The highest occurrence of porosity was found in the WC-FeCrAl coating, which also had the lowest hardness value among the evaluated coatings containing WC particles. The lowest porosity of all evaluated coatings was obtained by the Co-MoCrSi alloy coating.
- -
- The resistance of coatings under erosive wear conditions was evaluated by the dry-pot wear test at two impact angles, 45° and 90°. Greater weight loss of the coatings was recorded at an impact angle of 90°. The lowest value of wear of all evaluated coatings was achieved by the coating with WC-CoCr nanoparticles for both impact angles. The Co-MoCrSi alloy coating achieved greater wear at an impact angle of 45° than at an impact angle of 90°, which could be caused by the grooving effect predominating at lower abrasive impact angles in relatively softer materials.
- -
- Higher wear was achieved among the evaluated coatings when using abrasive cloth with a larger number of grains per unit area and smaller dimensions, that is, with grit size # 120. Within the evaluated coatings, the lowest wear was achieved by the WC-CoCr nanocoat.
- -
- Based on the calculation of the indentation fracture toughness of the coatings, it was shown that the highest resistance to crack propagation was achieved by the WC-CoCr nanocoat.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Espallargas, N. Future trends and applications of thermal spray coatings. In Future Development of Thermal Spray Coatings; Espallargas, N., Ed.; Elsevier Ltd.: Amsterdam, The Netherlands, 2015; pp. 10–13. [Google Scholar]
- Harder, B.J.; Zhu, D. Plasma Spray-Physical Vapour Deposition (PS-PVD) of Ceramics for Protective Coatings. In Advanced Ceramic Coatings and Materials for Extreme Environments: Ceramic Engineering and Science Proceedings, NASA Glenn Research Center, Cleveland OH 44135; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2011; Volume 32. [Google Scholar]
- Smith, G.M.; Resnick, M.; Flynn, K.; Dwivedi, G.; Sampat, S. Nature inspired, multi-functional, damage tolerant thermal spray coatings. Surf. Coat. Technol. 2016, 297, 43–50. [Google Scholar] [CrossRef] [Green Version]
- Tailor, S.; Modi, A.; Modi, S.C. High-Performance WC-based Coatings for Narrow and Complex Geometries. In Advanced Coating Materials; WILEY-Scrivener Publishing LLC: Salem, MA, USA, 2019; Chapter 6. [Google Scholar]
- Upadhyaya, R.; Tailor, S.; Shrivastava, S.; Modi, S.C. High performance thermal-sprayed WC-10Co-4Cr coatings in narrow and complex areas. Surf. Eng. 2017, 34, 412–421. [Google Scholar] [CrossRef]
- Bewilogua, K.; Bräuer, G.; Dietz, A.; Gäbler, J.; Goch, G.; Karpuschewski, B.; Szyszka, B. Surface technology for automotive engineering. CIRP Ann. Manuf. Technol. 2009, 58, 608–627. [Google Scholar] [CrossRef]
- Igartua, A.; Mendoza, G.; Fernandez, X.; Zabala, B.; Alberdi, A.; Bayon, R.; Aranzabe, A. Surface Treatments Solutions to Green Tribology. Coatings 2020, 10, 634. [Google Scholar] [CrossRef]
- Chattopadhyay, R. Green Tribology, Green Surface Engineering, and Global Warming; ASM International: Novelty, OH, USA, 2014; p. 336. [Google Scholar]
- Xu, B.; Zhang, W. Progress and application of nano-surface engineering in China. Novel Materials Processing by Advanced Electromagnetic Energy Sources. In Proceedings of the International Symposium on Novel Materials Processing by Advanced Electromagnetic Energy Sources, Osaka, Japan, 19–22 March 2004; pp. 339–343. [Google Scholar] [CrossRef]
- Tejero-Martin, D.; Rezvani Rad, M.; McDonald, A.; Hussain, T. Beyond Traditional Coatings: A Review on Thermal-Sprayed Functional and Smart Coatings. J. Therm. Spray Technol. 2019, 28, 598–644. [Google Scholar] [CrossRef] [Green Version]
- Shafique, M.; Luo, X. Nanotechnology in Transportation Vehicles: An Overview of Its Applications, Environmental, Health and Safety Concerns. Materials 2019, 12, 2493. [Google Scholar] [CrossRef] [Green Version]
- Guzanová, A.; Brezinová, J.; Draganovská, D.; Maruschak, P.O. Properties of coatings created by HVOF technology using micro-and nano-sized powder. Koroze Ochr. Mater. 2019, 63, 86–93. [Google Scholar] [CrossRef] [Green Version]
- Brezinová, J.; Guzanová, A.; Tkáčová, J. Determining the quality of renovation layers by using nano HVOF coatings. Mach. Technol. Mater. 2020, 14, 154–158. Available online: https://stumejournals.com/journals/mtm/2020/4/154.full.pdf (accessed on 5 August 2020).
- Lima, R.S.; Marple, B.R. Thermal Spray Coatings Engineered from Nanostructured Ceramic Agglomerated Powders for Structural, Thermal Barrier and Biomedical Applications: A Review. J. Therm. Spray Technol. 2007, 16, 40–63. [Google Scholar] [CrossRef] [Green Version]
- Matthäus, G.; Molnar, M. Advanced coating solutions, nanoHVOF-for the most demanding OD and ID applications with WC-CoCr 86 10 4 Thermico. Available online: https://www.slideshare.net/jonsebastianhenry/36877575-nano-hvofthermico11 (accessed on 2 November 2020).
- Makhlouf, A.S.H.; Tiginyanu, I. Nanocoatings and Ultra-Thin Films. In Technologies and Applications, 1st ed.; Woodhead Publishing Ltd.: Cambridge, UK, 2011; 448p. [Google Scholar]
- Killinger, A.; Gadow, R.; Mauer, G.; Guignard, A.; Vaßen, R.; Stöver, D. Review of New Developments in Suspension and Solution Precursor Thermal Spray Processes. J. Therm. Spray Technol. 2011, 20, 677–695. [Google Scholar] [CrossRef]
- Bai, M.; Kazi, H.; Zhang, X.; Liu, J.; Hussain, T. Robust Hydrophobic Surfaces from Suspension HVOF Thermal Sprayed Rare-Earth Oxide Ceramics Coatings. Sci. Rep. 2018, 8, 6973. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bolelli, G.; Börner, T.; Bozza, F.; Cannillo, V.; Cirillo, G.; Lusvarghi, L. Cermet coatings with Fe-based matrix as alternative to WC–CoCr: Mechanical and tribological behaviours. Surf. Coat. Technol. 2012, 206, 4079–4094. [Google Scholar] [CrossRef]
- Aguero, A.; Camón, F.; García de Blas, J.; del Hoyo, J.C.; Muelas, R.; Santaballa, A.; Ulargui, S.; Vallés, P. HVOF-Deposited WCCoCr as Replacement for Hard Cr in Landing Gear Actuators. J. Therm. Spray Technol. 2010, 20, 1292–1309. [Google Scholar] [CrossRef]
- Brezinová, J.; Guzanová, A.; Draganovská, D.; Brezina, J. Characterization of selected properties of WC–WB–Co and WC–FeCrAl coatings applied by HVOF technology. Koroze Ochr. Mater. 2019, 63, 167–173. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.; Yan, X.; Zhang, H.; Gee, M.; Zhao, C.; Liu, X.; Song, X. Oxidation-dominated wear behaviors of carbide-based cermets: A comparison between WC-WB-Co and Cr3C2-NiCr coatings. Ceram. Int. 2019, 45, 21293–21307. [Google Scholar] [CrossRef]
- Testa, V.; Morelli, S.; Bolelli, G.; Benedetti, B.; Puddu, P.; Sassatelli, P.; Lusvarghi, L. Alternative metallic matrices for WC-based HVOF coatings. Surf. Coat. Technol. 2020, 402, 126308. [Google Scholar] [CrossRef]
- Guzanová, A.; Brezinová, J.; Landová, M. Green carbides—innovation in thermal spraying coatings. Innovations 2018, 6, 68–71. [Google Scholar]
- AMPERIT®Thermal Spray Powders. Available online: www.hcstarck.com (accessed on 2 February 2020).
- Fisher, F.; Dvorak, M.; Siegmann, S. Development of Ultra-Thin Carbide Coatings for wear and Corrosion Resistance. In Proceedings of the International Thermal Spray Conference on new surfaces for a new millennium 2001 (Thermal spray 2001), Singapore, 28–30 May 2001; pp. 1131–1135. [Google Scholar]
- Wielage, B.; Wank, A.; Pokhmurska, H.; Grund, T.; Rupprecht, C.; Reisel, G.; Friesen, E. Development and trends in HVOF spraying technology. Surf. Coat. Technol. 2006, 201, 2032–2037. [Google Scholar] [CrossRef]
- Ghosh, G.; Sidpara, A.; Bandyopadhyay, P.P. Post-processing of HVOF sprayed WC-Co coating to enhance its performance. Encycl. Renew. Sustain. Mater. 2020, 1, 658–673. [Google Scholar] [CrossRef]
- Ghosh, G.; Sidpara, A.; Bandyopadhyay, P.P. High efficiency chemical assisted nanofinishing of HVOF sprayed WC-Co coating. Surf. Coat. Technol. 2018, 334, 204–214. [Google Scholar] [CrossRef]
- Panziera, R.C.; Costa de Oliveira, A.C.; Pereira, M.; Ratszunei, F. Study of the effects of the laser remelting process on the microstructure and properties of the WC–10Co–4Cr coating sprayed by HVOF. J. Brazil. Soc. Mech. Sci. Eng. 2020, 42, 119. [Google Scholar] [CrossRef]
- Zdravecká, E.; Ondáč, M.; Tkáčová, J. Tribological Behavior of Thermally Sprayed Coatings with Different Chemical Composition and Modified by Remelting. Tribol. Ind. 2019, 41, 463–470. [Google Scholar] [CrossRef]
- La Rosa, M. Cost-efficient advanced coating solutions. German Mongolian Corporate Days 2015, Ulaanbaatar, 13 October 2015. Available online: https://www.researchgate.net/publication/283421041 (accessed on 2 November 2020).
- Sampath, S.; Srinivasan, V.; Valarezo, A.; Vaidya, A.; Streibl, T. Sensing, control, and in situ measurement of coating properties: An integrated approach toward establishing process-property correlations. J. Therm. Spray Technol. 2009, 18, 243–255. [Google Scholar] [CrossRef]
- Ang, A.; Sanpo, N.; Sesso, M.L.; Kim, S.Y.; Berndt, C. Thermal Spray Maps: Material Genomics of Processing Technologies. J. Therm. Spray Technol. 2013, 22, 1170–1183. [Google Scholar] [CrossRef]
- Vaidya, A.; Streibl, T.; Li, L.; Sampath, S.; Kovarik, O.; Greenlaw, R. An integrated study of thermal spray process-structure-property correlations: A case study for plasma sprayed molybdenum coatings. Mater. Sci. Eng. A 2005, 403, 191–204. [Google Scholar] [CrossRef]
- Oksa, M.; Turunen, E.; Suhonen, T.; Varis, T.; Hannula, S.P. Optimization and Characterization of High Velocity Oxy-fuel Sprayed Coatings: Techniques, Materials, and Applications. Coatings 2011, 1, 17–52. [Google Scholar] [CrossRef] [Green Version]
- Valarezo, A.; Choi, W.B.; Chi, W.; Gouldstone, A.; Sampath, S. Process control and characterization of NiCr coatings by HVOF-DJ2700 system: A process map approach. J. Therm. Spray Technol. 2010, 19, 852–865. [Google Scholar] [CrossRef]
- Turunen, E.; Varis, T.; Hannula, S.P.; Vaidya, A.; Kulkarni, A.; Gutleber, J.; Sampath, S.; Herman, H. On the role of particle state and deposition procedure on mechanical, tribological and dielectric response of high velocity oxy-fuel sprayed alumina coatings. Mater. Sci. Eng. A 2006, 415, 1–11. [Google Scholar] [CrossRef]
- Surface Technology. Available online: http://www.surfacetechnology.co.uk/automotive-surface-coatings/ (accessed on 7 July 2020).
- Picas, J.A.; Forn, A.; Rilla, R.; Martin, E. HVOF thermal sprayed coatings on aluminium alloys and aluminium matrix composites. Sur. Coat. Technol. 2005, 200, 1178–1181. [Google Scholar] [CrossRef]
- Uzun, A.; Altuncu, E.; Ustel, F.; Türk, A.; Ozturk, S. Investigation of wear behaviour of HVOF sprayed WC-Co coatings for automotive parts in different working conditions. Int. J. Surf. Sci. Eng. 2011, 5, 180–192. [Google Scholar] [CrossRef]
- High Velocity Oxy-Fuel (HVOF) Solutions. Sulzer Metco. Available online: https://www.upc.edu/sct/en/documents_equipament/d_323_id-804-1.pdf (accessed on 14 September 2020).
- Shetty, D.K.; Wright, I.G.; Mincer, P.N.; Clauer, A.H. Indentation fracture of WC-Co cermets. J. Mater. Sci. 1985, 20, 1873–1882. [Google Scholar] [CrossRef]
- Houdková, Š.; Kašparová, M. Experimental study of indentation fracture toughness in HVOF sprayed hardmetal coatings. Eng. Fract. Mech. 2013, 110, 468–476. [Google Scholar] [CrossRef]
- Feng, Y.; Zhang, T. Determination of fracture toughness of brittle materials by indentation. Acta Mech. Solida Sin. 2015, 28, 221–234. [Google Scholar] [CrossRef]
- Ponton, C.B.; Rawlings, R.D. Vickers indentation fracture toughness test Part 1: Review of literature and formulation of standardised indentation toughness equations. Mater. Sci. Technol. 1989, 5, 865–872. [Google Scholar] [CrossRef]
- Chicot, D.; Pertuz, A.; Roudet, F.; Staia, M.H.; Lesage, J. New developments for fracture toughness determination by Vickers indentation. Mater. Sci. Technol. 1985, 20, 877–884. [Google Scholar] [CrossRef]
- Lawn, B.R.; Swain, M.V. Microfracture beneath Point Indentations in Brittle Solids. J. Mater. Sci. 1975, 10, 113–122. [Google Scholar] [CrossRef]
- Lawn, B.R.; Fuller, E.R. Equilibrium penny-like cracks in indentation fracture. J. Mater. Sci. 1975, 10, 2016–2024. [Google Scholar] [CrossRef]
- Evans, A.G.; Wilshaw, T.R. Quasi-static solid particle damage in brittle solids—I. Observations analysis and implications. Acta Metall. 1976, 24, 939–956. [Google Scholar] [CrossRef]
- Evans, A.G.; Charles, E.A. Fracture Toughness Determinations by Indentation. J. Am. Ceram. Soc. 1976, 59, 371–372. [Google Scholar] [CrossRef]
- Shibe, V.; Chawla, V. Erosion Studies of D-Gun-Sprayed WC-12%Co, Cr3C2-25%NiCr and Al2O3-13%TiO2 Coatings on ASTM A36 Steel. J. Therm. Spray Tech. 2019, 59, 2015–2028. [Google Scholar] [CrossRef]
- Somasundaram, B.; Jegadeeswaran, N.; Madhu, G.; Ramesh, M.R. Erosion behaviour of HVOF sprayed (Cr3C2-35%NiCr) + 5%Si coatings. IJMET 2017, 8, 1124–1134. [Google Scholar]
- Ding, X.; Cheng, X.D.; Yuan, C.Q.; Shi, J.; Ding, Z.X. Structure of Micro-nano WC-10Co4Cr Coating and Cavitation Erosion Resistance in NaCl Solution. Chin. J. Mech. Eng. 2017, 30, 1239–1247. [Google Scholar] [CrossRef] [Green Version]
- Geng, Y.; Konovalov, S.V.; Chen, X. Research status and application of the high-entropy and traditional alloys fabricated via the laser cladding. Prog. Phys. Met. 2020, 21, 26–45. [Google Scholar] [CrossRef]
- Hutsaylyuk, V.; Student, M.; Dovhunyk, V.; Posuvailo, V.; Student, O.; Maruschak, P.; Koval’chuck, I. Effect of hydrogen on the wear resistance of steels upon contact with plasma electrolytic oxidation layers synthesized on aluminum alloys. Metals 2019, 9, 280. [Google Scholar] [CrossRef] [Green Version]

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Utilization of Coatings | Aerospace | Automobile | Industrial Gas Turbines | Maritime |
|---|---|---|---|---|
| Thermal barrier coatings | ||||
| ZrO2-Y2O3 (YSZ) ZrO2-25CeO2-Y2O3 CeO2-YSZ CaTiO3 MCrAlY (M=Co, Ni) | Turbine components Bond coats | Piston crowns, cylinder heads, valves, exhaust ports, manifolds, turbochargers, backing plates of brakes Bond coat | Combustor liner, transition rings, splash plate, and fuel injector Bond coat | |
| Seals/abradables | ||||
| Ni-graphite MCrAlY (M=Co, Ni) Polyesters NiAl-polyesters Al, bronze, babbitt AlSi with polyester, polyimide or BN | Rotating vane assemblies of aircraft turbines | Compressor case Compressor case Compressor case | ||
| Oxidation and corrosion resistance | ||||
| MCrAlY (M=Co, Ni) Hastelloy (NiCrMo) Tribaloys (Co-Cr-Si-Mo) Al Zn, Zn-Al | Engine components | Exhaust systems | Compressor section carrying moisture and chlorides and parts of the turbine in contact with fuels | Non-sacrificial thermal spray coatings Cathodic protection |
| Wear resistance and repair | ||||
| WC-Co, WC-CoCr and WC-Ni Ni-Al, CuNiIn Cr3C2-NiCr Triballoys (Co-Cr-Si-Mo), NiCr,NiCrMo, NiMoAl, alloy 625 and 718 Mo | Hydraulic systems, rebuilding/repair of worn or corroded components Bond coats, anti-fretting, and clearance control Seals at high temperature | Prevention of galling in cylinder liners Rebuilding of crankshaft Drop erosion in pistons Galling in cylinder liners | Rotating shafts High-temperature parts of the turbine section Compressor Build-up and repair | Erosion–corrosion of water turbines |
| Common HVOF Surface Applications in Transport Industry | |
|---|---|
| Aviation | Turbine engine fan blade mid-spans, compressor blades, turbine blade roots, bearing journals, stator and rotor disk snap diameters, landing gears, actuators, flap tracks, helicopter rotor joint´s and sleeves |
| Automotive | Transmission shifter forks |
| Transportation/Heavy Equipment | Hydraulic rods, pistons, ship steering rams |
| Base Material | C | Si | Mn | P | S | Cr | Mo | Ni | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 1.4404 | 0.03 | 1 | 2 | 0.4 | 0.03 | 16.5–18.5 | 2–2.5 | 11–14 | Balance |
| Elements | WC-FeCrAl | WC-WB-Co | WC-NiMoCrFeCo | Co-MoCrSi | WC-CoCr |
|---|---|---|---|---|---|
| C | 5.4–5.9 | 3.5–4.0 | 5–5.6 | - | 4.8–5.6 |
| Fe | 10–12 | - | 0.8–1.5 | - | - |
| Cr | 2.5–3.8 | - | 2–3.5 | 8.5 | 3.4–4.6 |
| Al | 0.6–1.2 | - | - | - | - |
| B | - | 1.5–2.5 | - | - | - |
| Co | - | 9–11 | 0.3–0.6 | Bal. | 8.5–11.5 |
| W | Bal. | Bal. | Bal. | - | Bal. |
| Ni | - | - | 10–12.5 | - | - |
| Mo | - | - | 2–3.5 | 28.5 | - |
| O | - | - | max. 2.5 | - | - |
| Si | - | - | - | 2.6 | - |
| Fe | - | - | - | - | 0.2 |
| Parameter | Value |
|---|---|
| Nozzle diameter | 25.4 mm |
| Kerosene flow | 6.0 g·h−1/22.7 L·h−1 |
| Oxygen flow | 800 L·min−1 |
| Stand-off distance | 380 mm |
| Powder flow rate | 80 g·min−1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Brezinová, J.; Guzanová, A.; Tkáčová, J.; Brezina, J.; Ľachová, K.; Draganovská, D.; Pastorek, F.; Maruschak, P.; Prentkovskis, O. High Velocity Oxygen Liquid-Fuel (HVOLF) Spraying of WC-Based Coatings for Transport Industrial Applications. Metals 2020, 10, 1675. https://doi.org/10.3390/met10121675
Brezinová J, Guzanová A, Tkáčová J, Brezina J, Ľachová K, Draganovská D, Pastorek F, Maruschak P, Prentkovskis O. High Velocity Oxygen Liquid-Fuel (HVOLF) Spraying of WC-Based Coatings for Transport Industrial Applications. Metals. 2020; 10(12):1675. https://doi.org/10.3390/met10121675
Chicago/Turabian StyleBrezinová, Janette, Anna Guzanová, Jana Tkáčová, Jakub Brezina, Kristína Ľachová, Dagmar Draganovská, Filip Pastorek, Pavlo Maruschak, and Olegas Prentkovskis. 2020. "High Velocity Oxygen Liquid-Fuel (HVOLF) Spraying of WC-Based Coatings for Transport Industrial Applications" Metals 10, no. 12: 1675. https://doi.org/10.3390/met10121675