3.1. Comparison of Pin Material Performance for Used Engine Oil EO1
The tribological performance of the two pin materials with EO1 oil differed significantly from each other. In the case of Cr-N, the tribometric measurement data and results obtained with EO1 oil were comprehensively presented and discussed in Part I of the study [
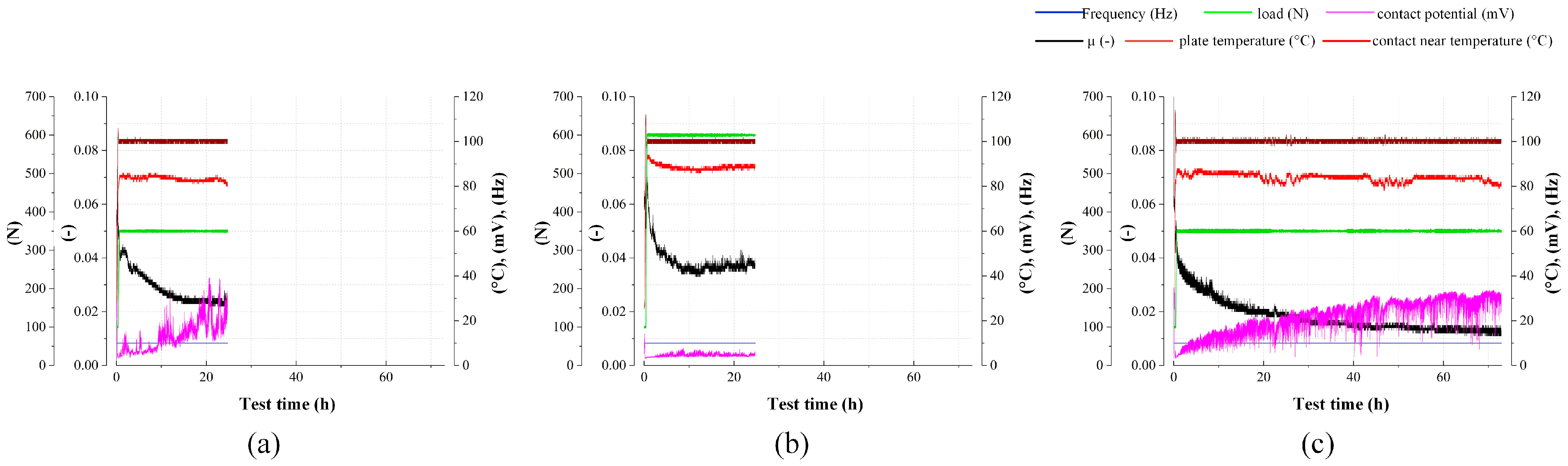
1]. A hectic friction behaviour with plenty of friction peaks could be observed, as well as a significant increase in the wear that could be detected in case of load increase. Similar tests, according to the TC 1–3 test programme, were performed with the Cr-N-Fe material and EO1 lubricant. The tribometric data are shown in
Figure 7a–c.
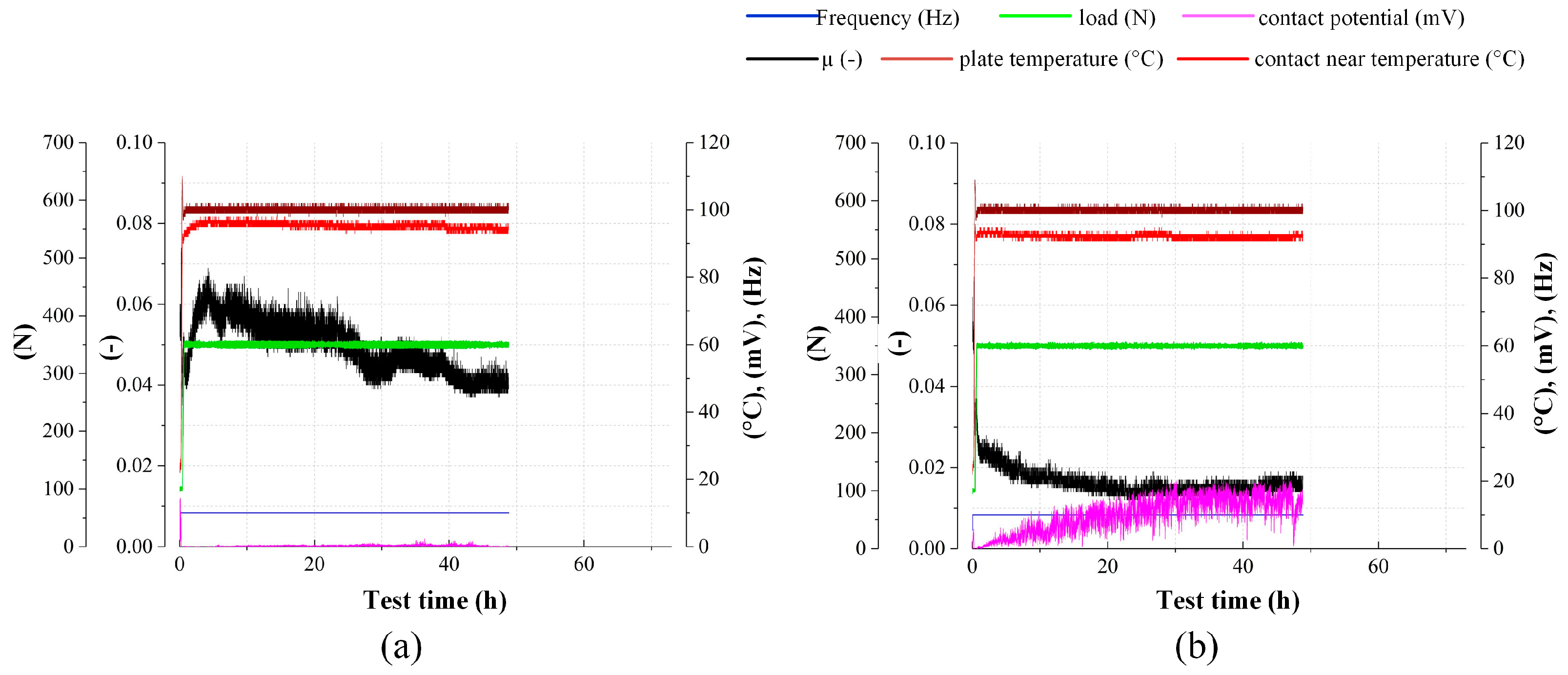
Figure 7a shows a measurement record of the test programme TC 1, which means a 350 N normal load and a running time of 25 h. As can be seen in the test plot, there is a pronounced run-in need at the beginning of the test. When the load is increased to the test load, the coefficient of friction drops abruptly, and the contact potential also drops to the minimum value. In the further course, an extended run-in characteristic is shown, which is characterized by a slow decrease in the coefficient of friction. A similar characteristic was also shown in tests with Cr-N, which can be read about in Part I. The coefficient of friction of Cr-N-Fe drops to values between 0.02 and 0.025 in the respective tests within 15 h. During this process, there is also a slight build-up of the contact potential, whereby the measured values are to be read as average values over the stroke, and it can thus be deduced that insulating boundary layers build up in several areas of the contact.
Figure 7b, on the other hand, shows a test with increased normal load. Similar to TC 1, the pronounced run-in process during the load increase to the test load can also be seen here. The friction peak value of approximately 0.07 was somewhat higher than in the tests with the standard load level. The extended run-in process was quicker and was completed at approximately 10 h. After this phase, the friction value stabilized at just under 0.04. In contrast to tests with low loads, no contact potential built up in these tests. This indicated poorer tribological conditions and rather metallic, wear-related contact processes. For longer tests at a standard load level (
Figure 7c), similar characteristics to TC 1 were measured at the beginning. Through the longer test duration, it could be seen that the system continued to optimize itself energetically, and lower friction values up to µ~0.011 developed, accompanied by the continuous stabilization of the contact potential.
Surface images of this test series are shown in
Figure 8.
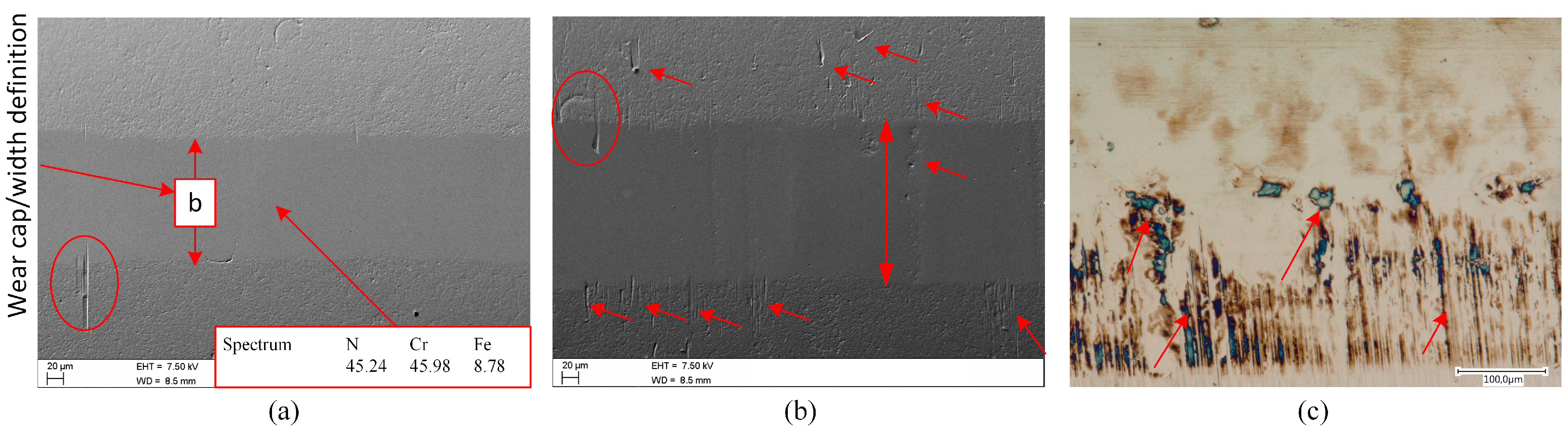
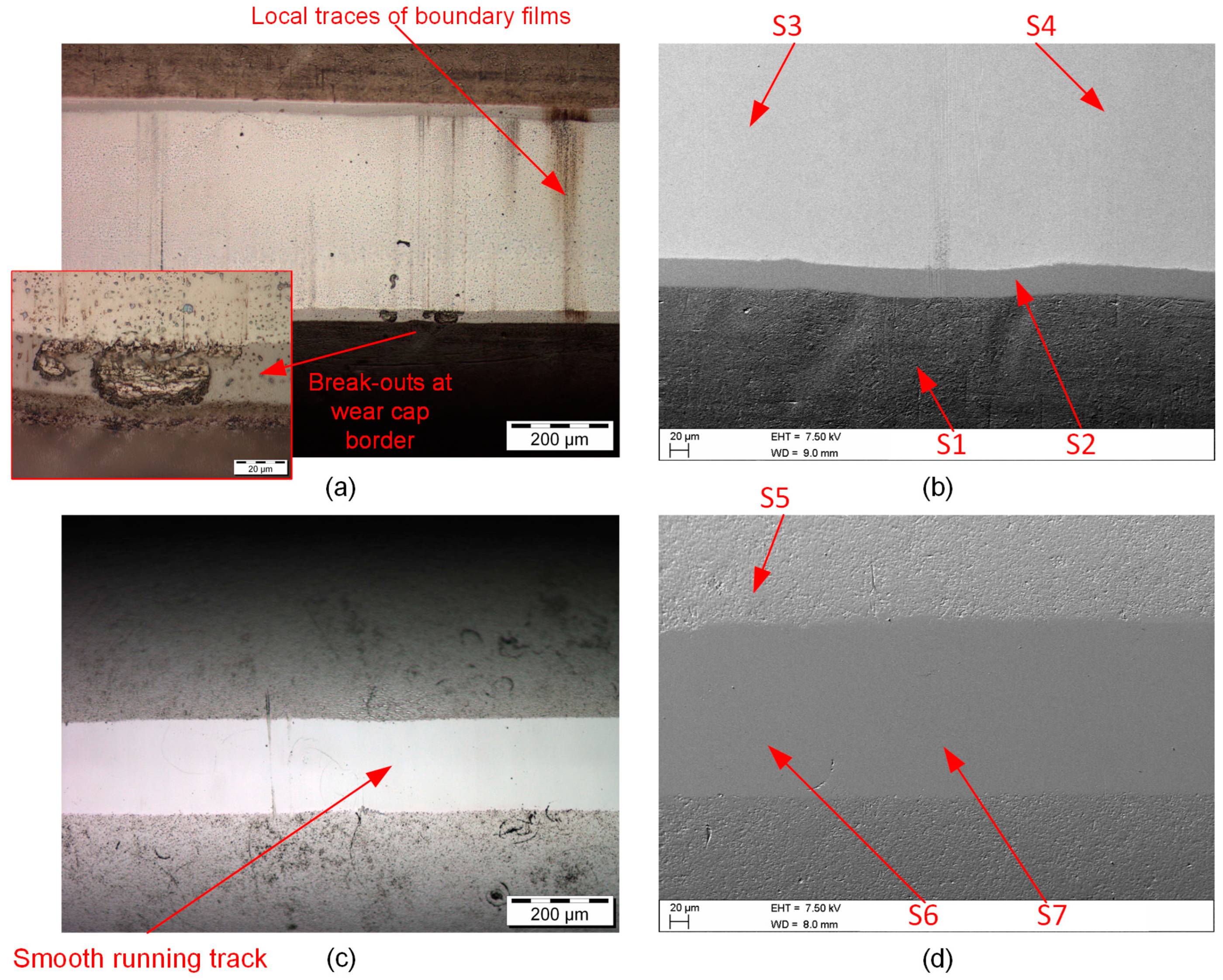
Figure 8a shows a pin surface from a test with standard load level, viz. TC 1. It shows a levelled and smoothed contact surface with a defined contact width. In the topography mode of the SEM, the difference between the surface structure outside the contact area can be seen very clearly. The initial structure is significantly rougher than the extremely smooth surface inside the contact track. It is also easy to see that the top layer is still fully present on the contact surface, as there are no contrast differences that would arise if elements with different atomic weights from various layers were present. This is also confirmed by elemental measurements, as presented in
Figure 8a. Occasional scratches can be seen at the edge of the contact area, but these are not very pronounced and rather rare.
Essentially, the contact cap had a different width depending on the test duration and operating load, which referred to a different wear progression. In this regard, also under high load, the running track stayed smooth without noticeable coating chipping, delamination, material transfer, or abrasive marks. The phenomena described above can be seen in
Figure 8b, which shows a pin surface from a test run with increased load. In comparison with the running surface from
Figure 8a, no pronounced changes can be seen even in operation with increased load. The contact surface is still equally levelled and smoothed. As can be seen from the direct comparison, only the contact width has increased considerably, which proves an increased wear rate. Furthermore, there are slightly more scratches around the contact surface (red arrows in
Figure 8b), but no further damage phenomena. In the case of tests with longer running time but standard load level, no further changes to the surface condition, shown in
Figure 8a, can be seen, except for the slightly higher contact width.
These conditions were very different from the surface characteristics of Cr-N after testing, which were found under the same test conditions (see Part I). For Cr-N, some severe wear damage was observed on the pin surface after the tests. In this context, tests with increased load or long running time were particularly subjected to pronounced wear. Under these conditions, the coating of Cr-N in the contact area was already worn away and the Fe substrate is exposed. In addition, considerable signs of abrasion and/or deformation were observed for Cr-N. For the tests with EO1 and Cr-N-Fe, only minor tribologically induced changes in the surface texture could be seen on the steel counterparts compared to the initial condition. Essentially, the surface roughness was smoothed somewhat, which resulted from the changes in the surface grooves from the initial preferred grinding direction to the directional alignment of only very slight running grooves in the stroke direction. Locally (rather in the area of the reversal points), a few areas with lubricant additive layer formations were also visible. The layer formation was less pronounced at a test load of 350 N. In contrast, increased layer formation on the steel plate could be seen with increasing test load. The phenomena mentioned above were exemplified by the surface in
Figure 8c, which showed a light microscopy (LIMI) image of a steel counter-surface from a test with Cr-N-Fe and EO2 and increased test load. The smooth steel surface discussed above could be seen, which was locally covered with light brownish and bluish tribopads. These layers were based on phosphate compounds with Zn and Ca elements (blue areas) and also sulphur and oxide compounds (brown areas).
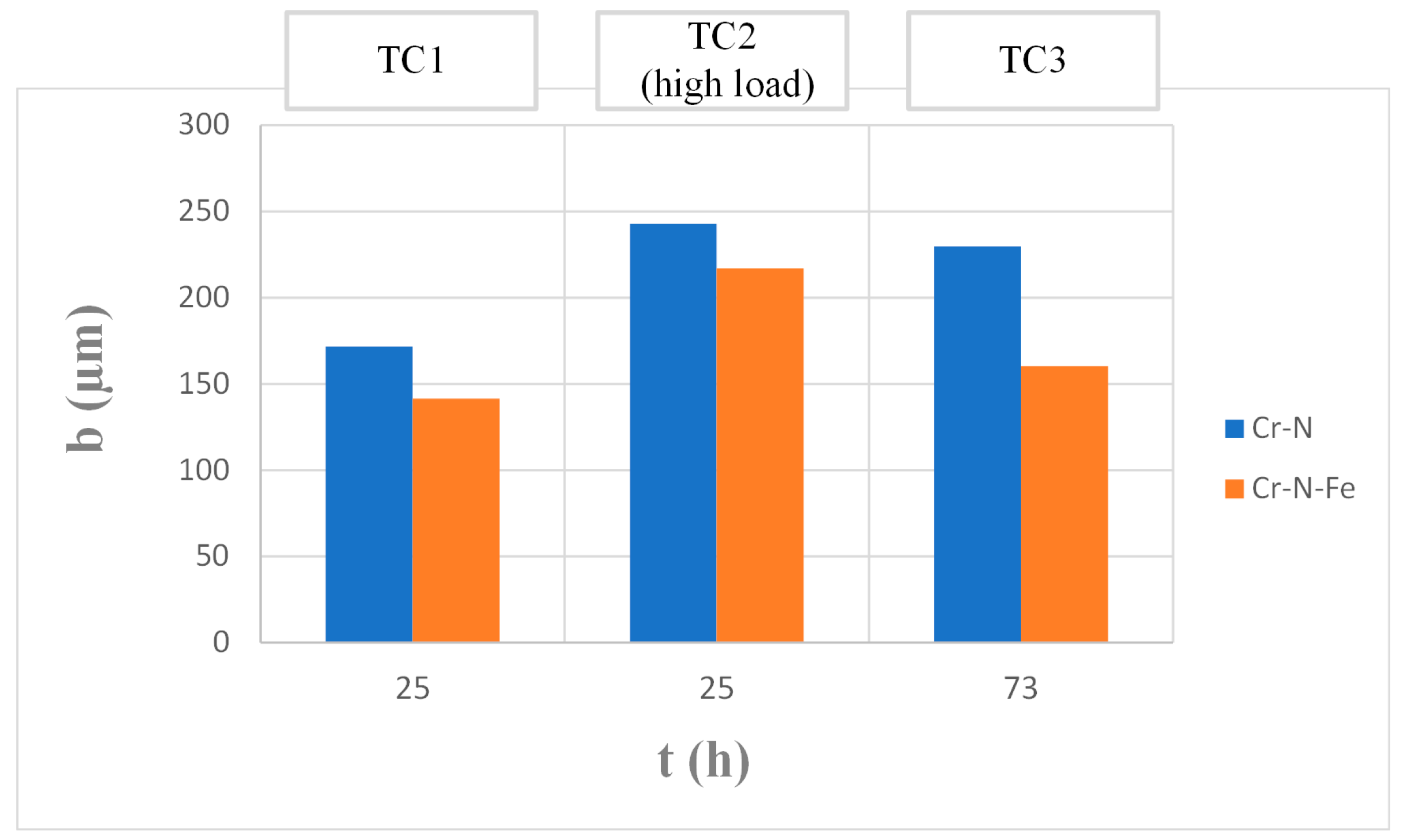
Figure 9 shows a direct quantitative comparison between the pin variants Cr-N and Cr-N-Fe in combination with the lubricant EO1 based on the time-based wear development over the wear cap b (defined as the width of the wear track on the pin, see
Figure 8a; further definition can be found in the paper of Part I). The diagram shows what is already evident in the comparison of the qualitative damage analyses of the pin surfaces, namely, the higher wear resistance (lower values of the wear width b) of Cr-N-Fe for all test programmes used for tests with EO1. For all tests, the wear width of Cr-N-Fe is lower than that of Cr-N. The same applies to the dissipated friction energy over the entire test times, which can already be read from the qualitative course of the friction coefficient from the tests with Cr-N and Cr-N-Fe.
3.2. Comparison of Pin Material Performance for Used Engine Oil EO2
Tests with EO2 lubricant were carried out using test strategy TC 4, which is essentially characterised by a medium test time at moderate load. Representative test graphs for both Cr-N and Cr-N-Fe are shown in
Figure 10. In the case of Cr-N (
Figure 10a), two characteristics immediately stand out in the test plot. Firstly, the contact potential drops to the minimum value immediately after the load increase from the run-in load to the test load and remains there throughout the rest of the test. Secondly, there are significantly higher friction losses. During the run-in stage, the friction values are at a similar level to tests with EO1, namely in the range of 0.06. There is then a decrease in the friction value in the course of the load increase towards the test load, but this is followed by a new increase in the friction value to almost 0.07. The friction value amplitude is also very wide for these tests, which underlines the hectic nature of the system and suggests local damage from the friction value curve. After this maximum, a downstream drop in the coefficient of friction to just above 0.04 can be observed.
In contrast to Cr-N, tests with the Cr-N-Fe pin material, again, show very low friction values over the course of the test time.
Figure 10b shows such a representative test run with Cr-N-Fe. At the beginning, a running-in process can also be seen here with an increase in load from the running-in load to the test load. This can be seen with the drop in the coefficient of friction from approximately 0.06 to values below 0.03. Here, too, a simultaneous collapse of the contact potential can be seen. Afterwards, similar to tests with EO1 lubricant, there is a further slow decrease in the COF until approximately 25 h test time and an accompanying slight build-up of the contact potential curve to values of just under 20 mV. This stable state is maintained for this system until the end of the test.
The quantitative comparison of friction and wear (for wear width definition please see
Figure 8a) measurement data in
Figure 11 reflects the measurement curves from the test graphs in
Figure 10. While Cr-N-Fe shows a low wear cap/width (b) of approximately 183 µm on average, as well as a dissipated friction energy
Ef, see Equation (1), in which
Fr represents the friction force and
s stands for the total sliding distance of less than 10 kJ joules, Cr-N, in contrast, shows increased dissipated friction energies of over 200 kJ, which is more than double the dissipated energy from tests with Cr-N-Fe, as well as increased wear values of 348 µm. Converted to the calculated size of the wear height, the layer thickness in the contact has passed through significantly.
Figure 12 shows surface analyses of pin surfaces Cr-N and Cr-N-Fe from tests with EO2, with
Figure 12a,b showing those of Cr-N and
Figure 12c,d showing those of Cr-N-Fe. In the light microscopic overview images, one can clearly see the different contact width, which was previously compared quantitatively. In addition, it is clearly recognisable for Cr-N that the coating was clearly rubbed off and the steel substrate was exposed over a large area in the entire area of the contact surface. This can be confirmed based on the element measurements carried out in
Table 3—Spectrum 3 and 4. The measurement positions are marked in the scanning electron microscope image in
Figure 12b. It can be clearly seen that the measuring positions, which are located within the lighter contact area, are elementally composed of components of the steel substrate. At the edge of the contact area, the high-contrast images from the light microscope and scanning electron microscope show a small edge strip, which can be assigned to the CrN coating by element measurements (
Table 3—Spectrum 2). In these areas, chipping and deformation damage can also be seen repeatedly. Within the exposed steel substrate, smoothed surfaces can be seen for the most part, which also appear rather bright. Only locally a few tribofilms of layer-forming additive components from the lubricant are visible, see
Figure 12a. For Cr-N-Fe,
Figure 12c shows the little damaged running surface with a small contact width and no significant damage, but only a nicely smoothed contact surface. This is also shown by the element measurements using the energy-dispersive X-ray spectroscopy (EDS or EDX) technique. In this context, it can also be clearly shown that no tribological boundary layers or additive layers of the lubricant form on the pin-running surface of Cr-N-Fe in this test series; they form only on the bare-coating surfaces (
Table 3—Spectrum 6–7).
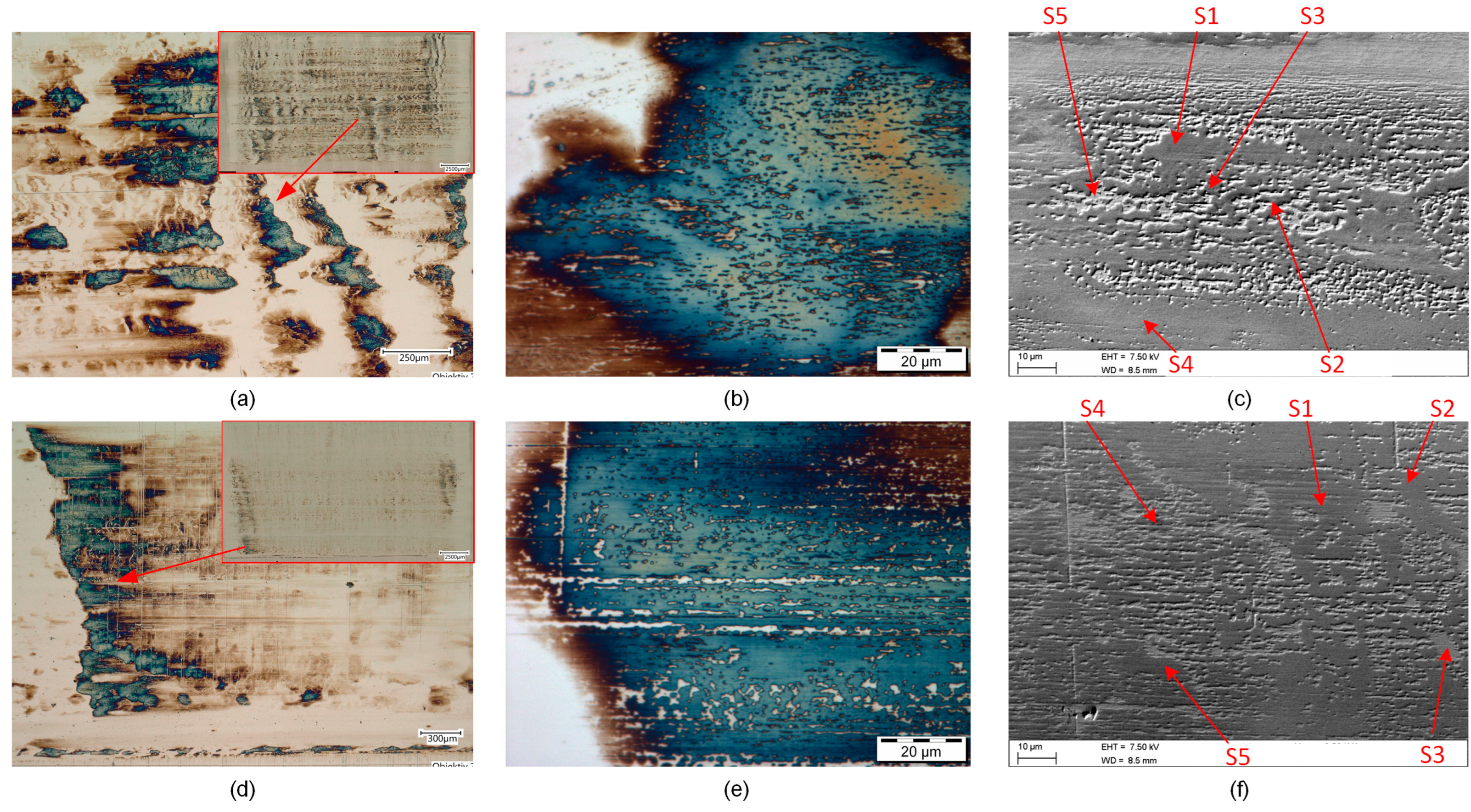
Figure 13 shows the corresponding steel mating surfaces to the pin surfaces of
Figure 12.
Figure 13a shows light microscopic overview and detail images of tests with Cr-N. It can be seen quite clearly in the overview image that a large part of the running surface is covered with boundary layers. This coverage was not seen in the tests with EO1 discussed so far, where these were, rather, the local phenomena (see Part I). A closer look at these layers revealed that they tend to build-up in the form of larger pad areas in lines transverse to the direction of stroke. In detail, a brown base layer as well as a blue layer on top can be seen (see
Figure 13b), which repeatedly contains small holes where no tribolayer is formed on steel. This can be clearly seen from the colour contrast based light microscope image, but also from the elemental analysis. The element measurements in
Figure 13c and
Table 4 show that the brown layers are oxide products (e.g.,
Table 4 Spectrum 4) and that the elements P and partially S were measured, in addition, at blue layer areas (the element concentration suggests a higher penetration depth of the measurement than the layer thicknesses). Such antiwear layer formation on steel surfaces is well known in literature [
23,
51,
52].
Figure 13d–f shows the corresponding surfaces from tests with Cr-N-Fe pin material. In the overview picture, it can be seen that the running surface is rather blank over a large area, and only in the reversal points is a larger layer covering visible. The external structure of these layers is similar to that of Cr-N (see
Figure 13b,e), but differences can be seen in the element measurements. For Cr-N, mainly oxide fractions were measured with rather less concentrations of P and other lubricant elements. For Cr-N-Fe, under the same measuring conditions using EDX technology, slightly increased fractions of P and S can be detected (
Figure 13f,
Table 5). In addition, Ca is found in the element spectra of the layers (
Figure 13f,
Table 5, Spektrum 1, 4, 5).
3.3. Performance Assessment for Artificial Lubricants without Soot (AO1 and AO3)
In the following section, the tribometric results of the artificial oils without soot, namely, fresh engine oil and diesel-diluted oil, are presented. The reader can see significant differences for both pin materials compared to the used oils from the engine test runs, see
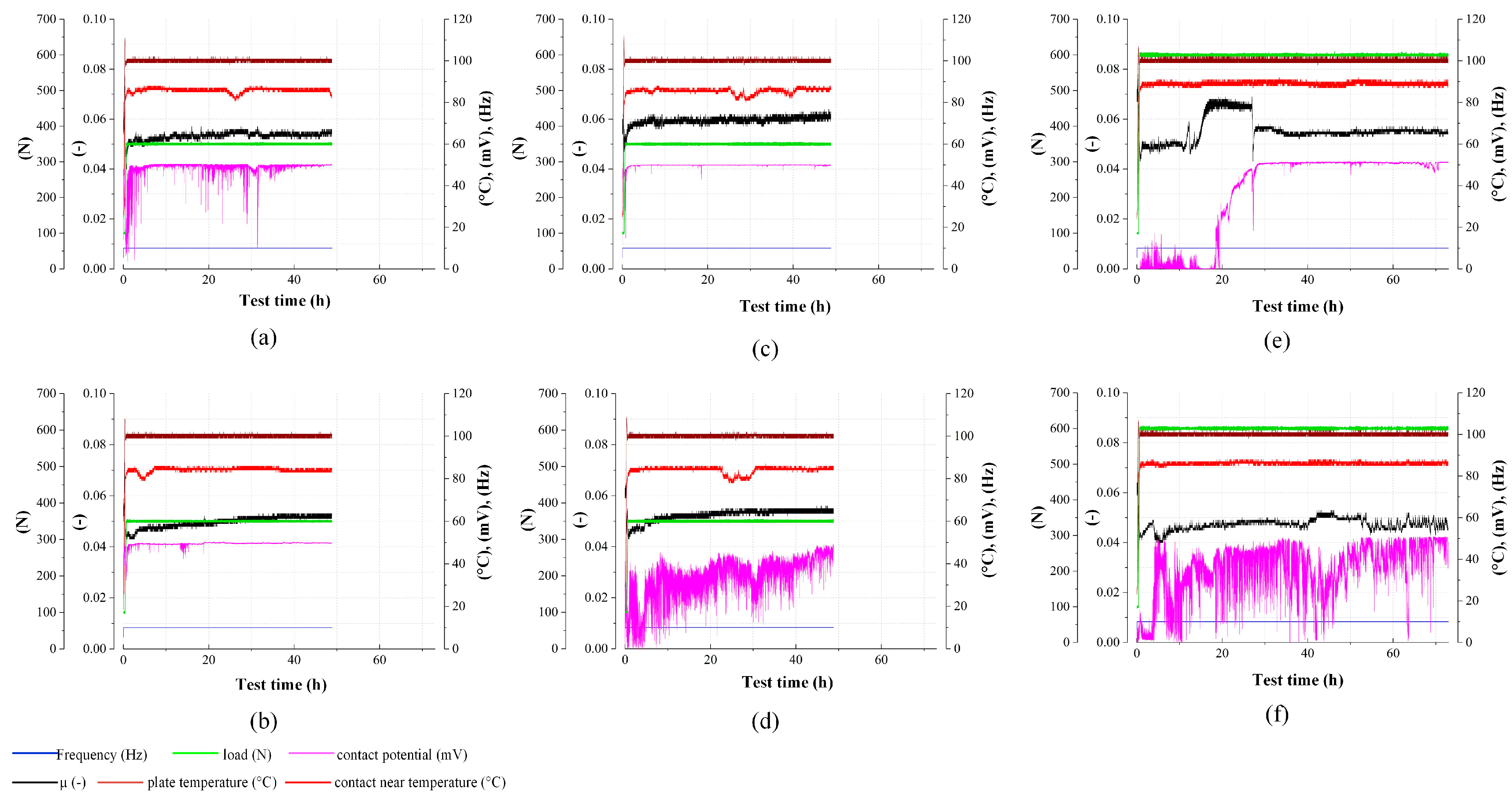
Figure 14. First, one can highlight the stable friction coefficient characteristic for the artificial oils with and without diesel dilution. After a short running-in process at the beginning of the tests (
Figure 14a–d), the friction value stabilises and remains almost constant. In the course of the tests, there is a marginal increase in the coefficient of friction for all variants of this test series. In the case of Cr-N-Fe (
Figure 14b,d), slightly lower friction coefficient curves can be seen, which are slightly below 0.05, and they steer towards this value towards the end of the tests. The friction coefficient characteristics of Cr-N (
Figure 14a,c) are in the range of 0.05 or slightly above. Due to the similar friction coefficient curves, the temperature curves are also the same between the tests. The stable friction value processes can also be seen in the contact potential curves of all tests in this test series. For all tests, the contact potential rises to quite a high value and remains at this level for the rest of the test duration. Even for the TC 5 test condition (see
Figure 14e,f—high load, long test duration), similar phenomena can be observed, although the measured friction and contact potential curve are more hectic.
As for the surface conditions after the end of the test, these reflect the measured, stable tribological parameters during the tests. Multiple representative images from selected combinations of material, lubricant, and test programme of both surfaces of pin and steel counterpart are shown in
Figure 15.
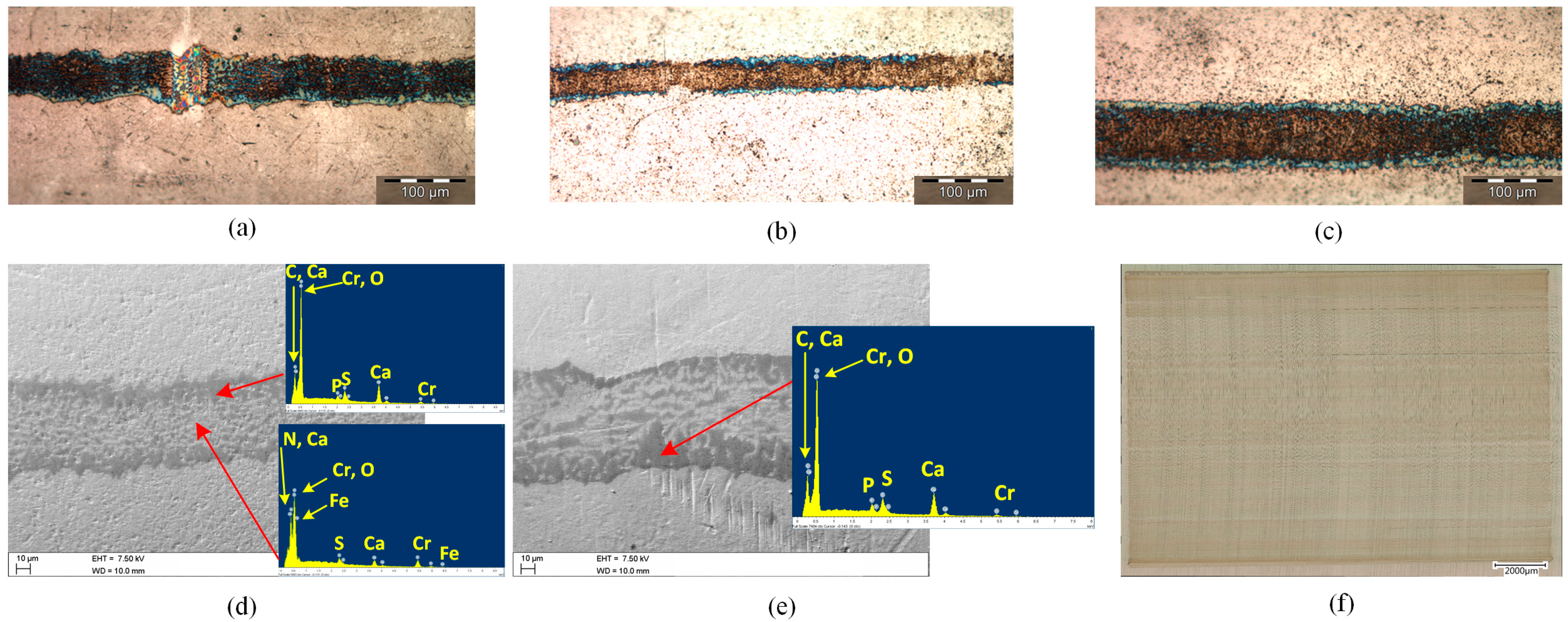
Figure 15a–c shows light microscope images of the wear caps from tests with AO1 and AO3 and with both the Cr-N and Cr-N-Fe pin materials. It can be clearly seen that the wear caps are not very thick and are covered with brown and blue layers, depending on the combination. In this context, for the Cr-N-Fe material, the centre of the contact area seems to be covered more by brown tribofilms and are at the edge by blue pads (
Figure 15b,c), whereas, for Cr-N, the brown layers seem to create a kind of base layer in the whole contact area, with blue pads forming on top of it (
Figure 15a). Extensive tribological damage such as chipping, scoring, deformation, etc., is not visible.
Figure 15d,e shows more detailed analyses of the layers formed on both Cr-N and Cr-N-Fe using the scanning electron microscope and elemental analysis. The images show the local pad-shaped expression of the formed structures for both brown layer areas and blue ones. The elemental analyses show that the brown layers in the middle of the contact consist mainly of sulphur compounds. Calcium can also be detected there in a significant amount. The other elements such as Cr, N, and Fe originate from the pin coating (
Figure 15d). For the blue pads on the Cr-N-Fe surface, an increased proportion of Ca can be detected. In addition to sulphur, phosphorus is increasingly measurable, which also indicates the formation of phosphate structures. The proportion of elements from the base material (Cr-N-Fe) is lower, with Fe and N no longer measurable at these points. The layers in the case of Cr-N (
Figure 15e), which appear the same in the entire contact area, have the same elemental components as the blue layers on Cr-N-Fe, which were discussed just before, namely, primarily P, S, and Ca, in addition to O, C, and Cr, which originate from the coating. For testing at higher loads and longer duration, the proportions of P and S are increased, which can be attributed to the increased need for wear-protective components. Furthermore, a change in the formed tribological layers due to the diesel dilution could not be observed.
The steel counter bodies are free of significant surface changes in this test series, see
Figure 15f. The running surface shows a slight smoothing as well as a structural alignment in the sliding direction, but this was more as a running-in process towards energetically favourable alignment for the tribological stress of the surface. Tribological protective layers or lubricant additive layers on the pin surfaces do not form over a large area.
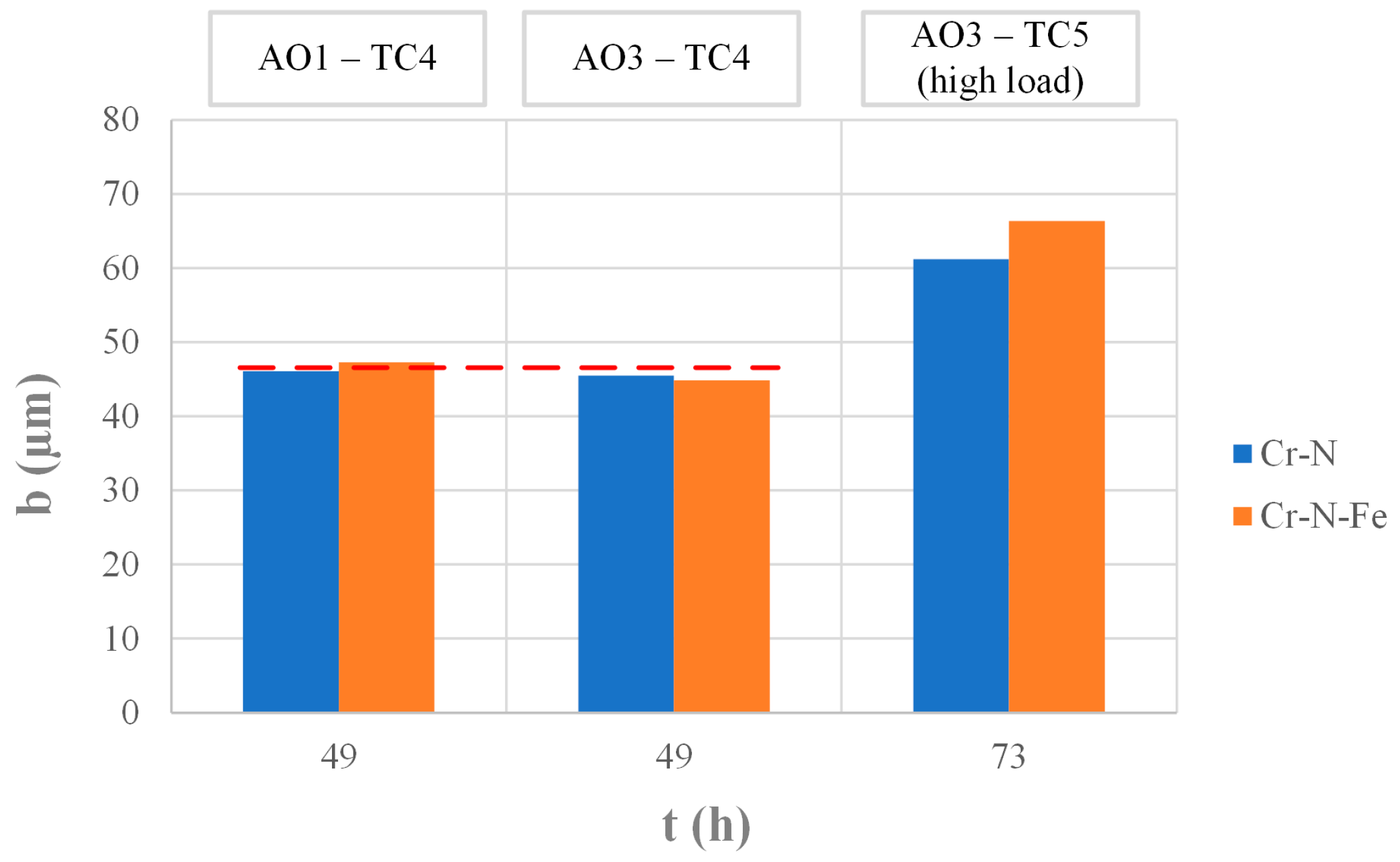
Figure 16 shows the measured wear caps of the tests with artificial oils without soot. It can be seen that the contact width that forms is significantly smaller than in the tests with used oil. In this context, the tests with fresh oil and fresh oil with diesel dilution show a wear width of just around 45 µm for moderate load and average test duration, and about 60–65 µm for long test durations and increased test load. The tests with the aged engine oils range between 150 and 350 µm, depending on the test scenario and the pin material used. It is also interesting to note that there are almost no differences between the pin materials in terms of contact width in this series of tests. As can be seen, the wear data for TC 4 are almost the same (red dotted line), and for TC 5 they are only marginally next to each other. It can also be clearly seen that the diesel dilution has no influence on the measurement results in terms of wear performance (the wear points for TC 4 also lie on top of each other for AO1 and AO3).
3.4. Performance Assessment for Artificial Lubricants with Soot (AO2 and AO4)
In this section, the experimental results with carbon black blended lubricants are presented.
Figure 17 and
Figure 18 show the measurement records of the experiments with the oils AO2 and AO4:
Figure 18a shows the combination Cr-N/AO2,
Figure 18b shows the combination Cr-N/AO4,
Figure 18c shows the combination Cr-N-Fe/AO2, and
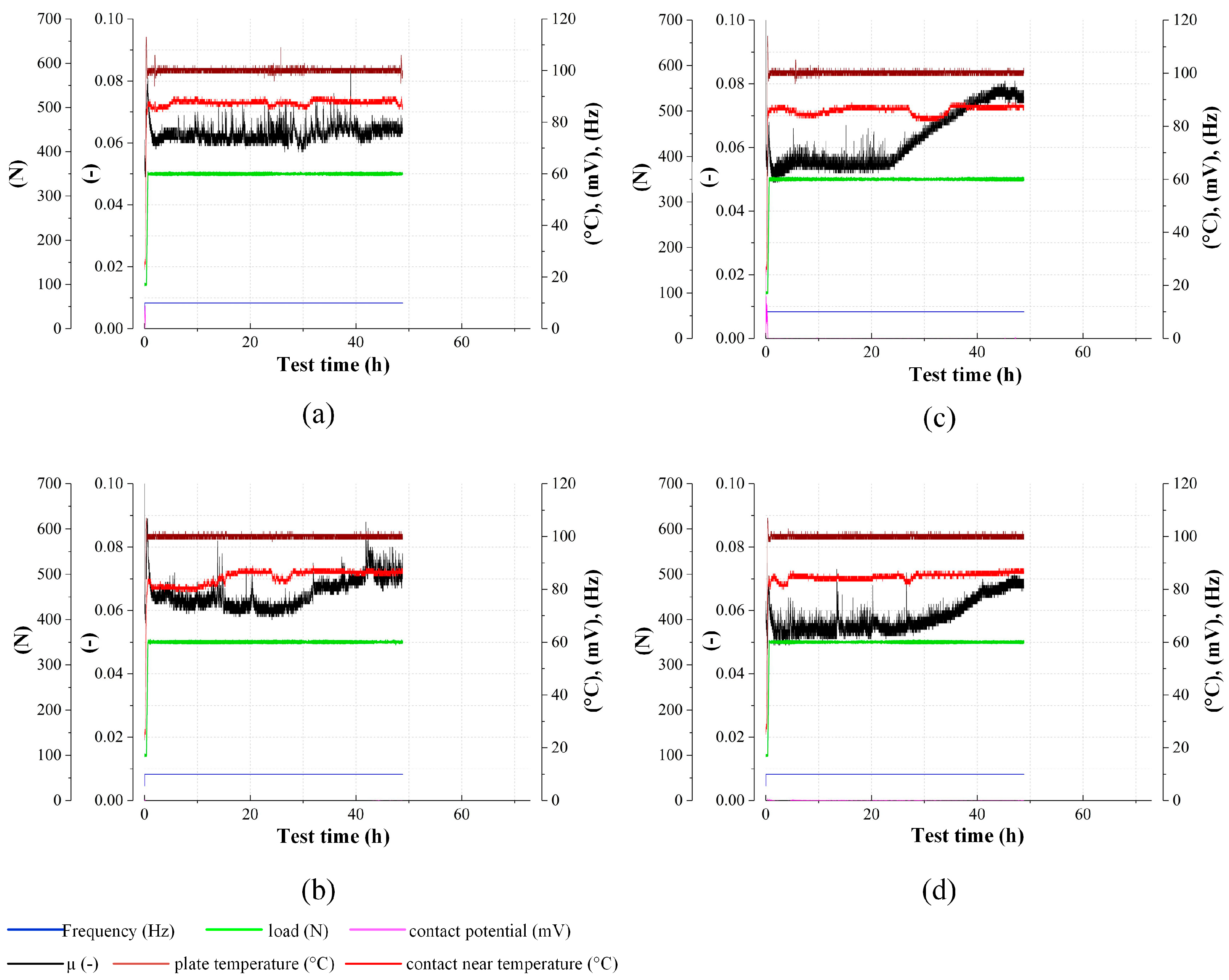
Figure 18d shows the combination Cr-N-Fe/AO4. When looking at the data, it is noticeable that the contact potential collapses immediately after the start and remains at the lower limit level for the entire test duration for all tests. This indicates a limited formation of insulating boundary layers in the tribological contact for all tribosystems. By systematically comparing the same tribological systems with non-soot-blended oils, where high contact potential values were measured throughout, and the surface analyses were able to show stable lubricant boundary layers, this phenomenon can be attributed to the effect of carbon black. For the Cr-N material, in particular, a marked running-in process could be determined at the beginning in combination with AO2 (
Figure 18a). In the course of this, the coefficient of friction drops somewhat and stabilizes. The absolute value of the coefficient of friction in this phase is about 0.06. In the further course, the coefficient of friction remains at this level, but the character changes to a very hectic course. Peaks in the coefficient of friction occur again and again. The high frequency of the peaks and the low overshoot values, as well as the rapid decay of these friction value peaks to the stable friction value base level, indicate locally occurring, but not further expanding, wear phenomena. This state does not change until the end of the test. In the case of the tests with Cr-N and both soot- and diesel-added lubricant (AO4), similar characteristics are shown as before (
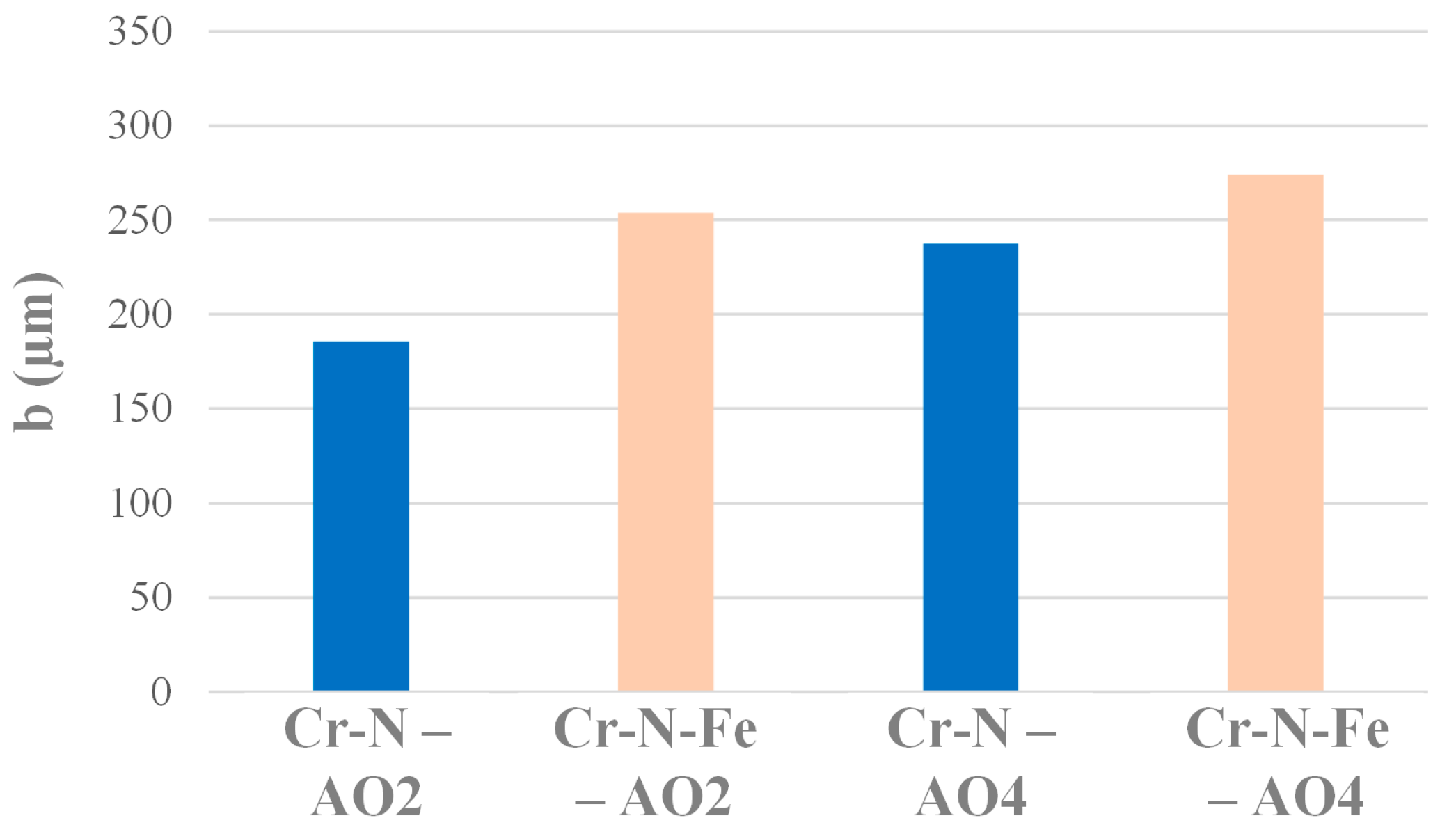
Figure 18b). There, too, there is a pronounced run-in of the friction value and then it is also slightly above 0.06 during the stable friction value level, the previously discussed friction value peaks. In contrast to AO2, however, the tests show a sustained increase in the friction coefficient level from the test duration of approximately 25 h, whereby this increase stops towards the end of the test and the friction coefficient hectic significantly increases. This increase in the friction coefficient level could be an indication of more intensive damage processes in the tribological contact. This hypothesis is confirmed by the comparison of the wear caps between the tests with AO2 and AO4 with the same material Cr-N, as an increased wear rate for the system with soot- and diesel-blended lubricant AO4 can be read there. For Cr-N-Fe, the tribometric performance with AO2 and AO4 is approximately the same (
Figure 18c,d). The test curves show the same characteristics and can, therefore, be discussed in a uniform manner. Similar to Cr-N, Cr-N-Fe also shows a run-in with the soot-blended lubricants at the beginning of the tests. This is followed by stabilisation at a basic friction value level for this pin material as well. This level is approximately 0.05–0.055, i.e., somewhat below the level of Cr-N. These test runs also show pronounced friction value peaks, which are quickly reduced but also quickly end in new peaks. For the tests with Cr-N-Fe, an increase in the friction values could be observed after approximately 25 h of testing for all soot-blended lubricants. This development is accompanied by increased wear values for the Cr-N-Fe material (see
Figure 17). In detail, for both lubricants with artificial soot AO2 and AO4, the wear cap of Cr-N-Fe is higher than that of Cr-N. These results are interesting because the material Cr-N-Fe performed significantly better than Cr-N in terms of wear performance in the previous test combinations.
Further insights into the prevailing tribological processes are provided by the surface analyses carried out.
Figure 19a,b shows light microscope and SEM images with the pin material Cr-N and the lubricants AO2 and AO4. In addition, elemental measurements marked in
Figure 19a are given (
Table 6, Spectrum 1–5). The surfaces shown can be considered representative of the entire contact surfaces at the pin.
For
Figure 19a, showing the surface from the tests with AO2, on the one hand, the colour contrast of the LIMI image shows the contact area; on the other hand, it can be seen that there is no run through of the coating here, which can be deduced from the absence of any further colour difference within the running surface. This is also seen in the SEM picture and confirmed via elemental measurement of the contact area, which only responds with Cr and N elements (
Table 6, Spectrum 4). In addition, in the contact area, dark agglomerations and outgrowths can be seen again and again. On closer inspection, there are also local break-outs. These areas are accompanied by local bluish and brownish discolourations on the surrounding plateau areas of the coating. The rest of the contact area is consistently polished. Scanning electron microscope images and EDX analyses show that the dark agglomeration areas are mainly caused by coating breakouts and subsequent filling of the holes with deposits and overgrowth of the latter. The grown dark areas appear to be incorporated into the pin material and are deformed. An element measurement assigns the deposits to components of the lubricant additive chemistry. In this context, it is particularly P and Ca that are measurable here and characterise the additive layer characteristics in the form of potential Ca-containing phosphate glasses (
Table 6, Spectrum 1, 5). Areas with high carbon contents (carbon black deposits) can also be found again and again (
Table 6, Spectrum 3). These deposits often are measured along with higher amounts of S, whereby, in contrast, S is not present significantly for other tribofilm deposits. As for tests with the AO4 lubricant (
Figure 19b), the processes discussed above are relatively more pronounced. The colour contrast image in the LIMI and the greyscale contrast image in the SEM show that the CrN has rubbed through, and the coating is only present at the edge of the contact area. The phenomena mentioned, such as agglomerations and chipping, are much more pronounced in these tests, as it can be seen. The mating body surfaces (
Figure 19d,e) are rather bright and free of layer formations. Only in the reversal points can one find the local boundary layers, which, however, can mostly be attributed to oxide products. The topography of the surface appears for AO2 in a wavy basic order, which then shows rather smooth surfaces in the superimposed detail. For AO2, more areas with slight grooves are evident.
The surface phenomena found are in good agreement with the experimental measured values and, based on this, make it possible to hypothesise a tribological process sequence that can be explained well. It is shown that the contact is intensively stressed in mixed and boundary friction and, due to the system conditions, hardly manages to reach a stable, largely low-wear state, as in the case of the artificial oils without carbon black. In this context, the added carbon black actively prevents the formation of protective boundary layers and thus promotes wear. In the mode of action, it is not so much the possible abrasive component of the carbon black that is decisive as the tribo-chemical component, which is defined by the absence of boundary layers and grooves. In the further course, areas break out of the material Cr-N. This phenomenon has also been observed with the other lubricants and is a prominent characteristic of Cr-N. Within the contact deposits do these grow up in these areas of hollow, which lead to friction peaks in contact with the steel countersurface. Due to the harsher conditions in the tests with AO4 lubricant, the gradually exposed substrate material then results in the sustained increase in coefficient of friction in the case of AO4.
For Cr-N-Fe, break-out phenomena as in the previously presented tests are not observed. Consequently, the phenomenon of deposit build-up should also not occur. In contrast to Cr-N, for Cr-N-Fe in combination with the oils AO2 and AO4 (see
Figure 19c), one sees a thoroughly smooth polished surface, with the coating being intact (see EDX measurement
Table 6, Spectrum 7) and with only local grooves and local tribofilm layers (
Table 6, Spectrum 8) or smaller carbon deposits (
Table 6, Spectrum 8). Similar to Cr-N, tribofilms at the steel counterpart surface are missing (
Figure 19f). The friction value peaks found in the measurement records, which have slightly different characteristics to Cr-N, are, therefore, more likely to originate from the adhesive interaction of the unprotected friction partners. The increased contact areas caused by this wear could, on the one hand, bring deeper layer areas of the heterogeneous layer Cr-N-Fe into contact and, on the other hand, sustainably increase the true contact area and thus explain the sustained increase in the friction value level.























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}