
Infrared Laser Speckle Projection-Based Multi-Sensor Collaborative Human Body Automatic Scanning System


Abstract
:1. Introduction
2. System Design and Global Human Body Data Collection
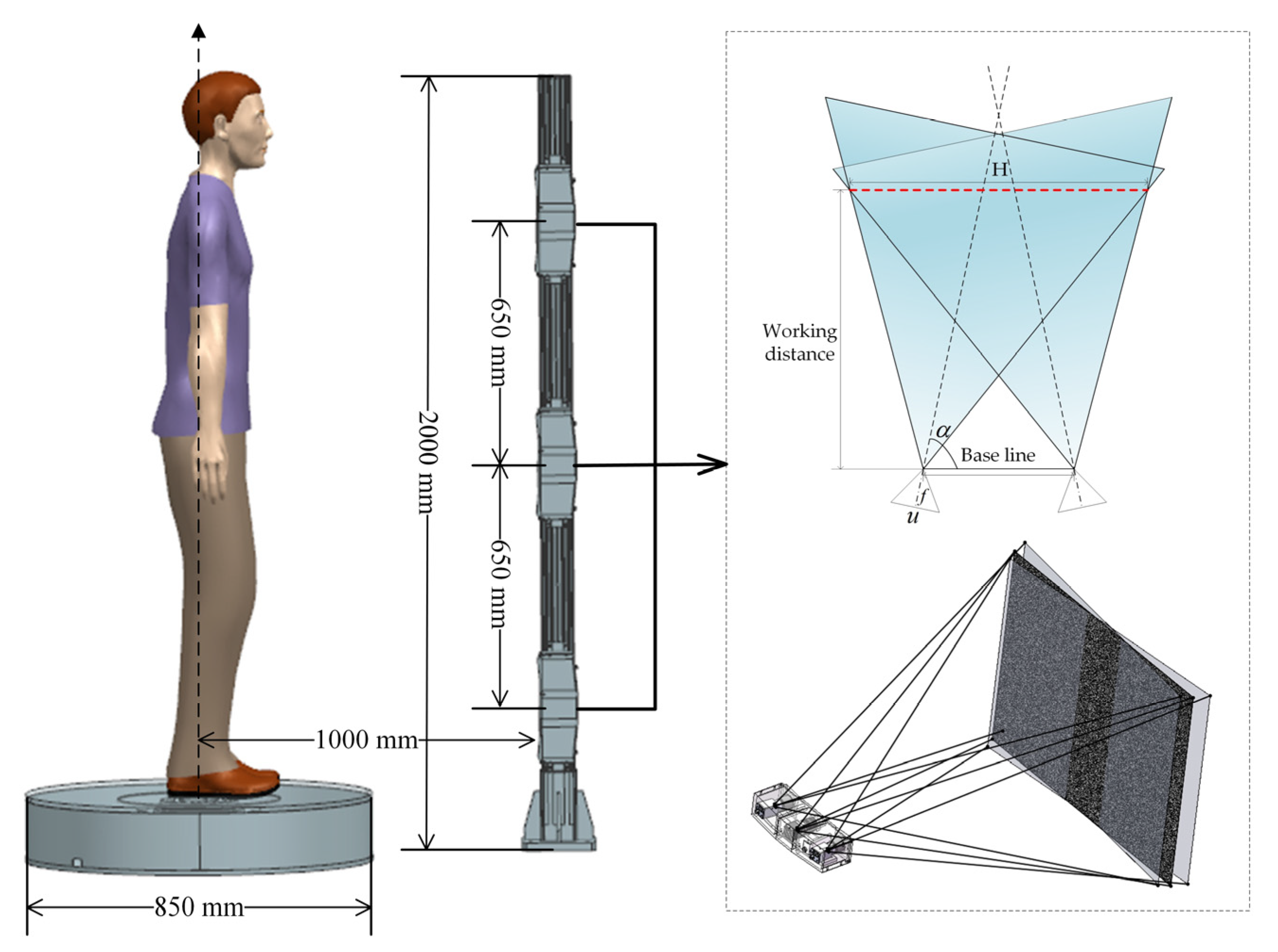
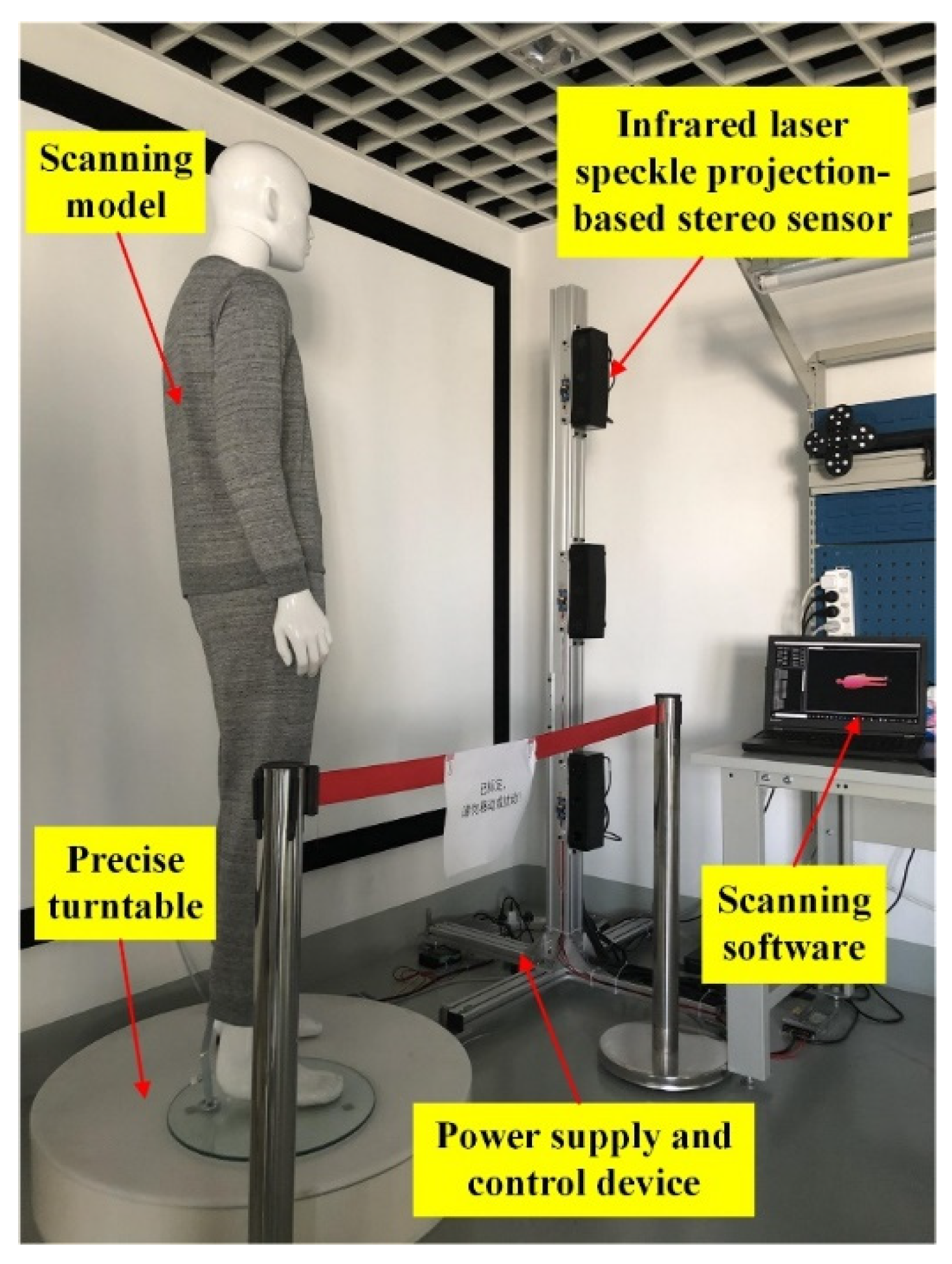
2.1. System Design
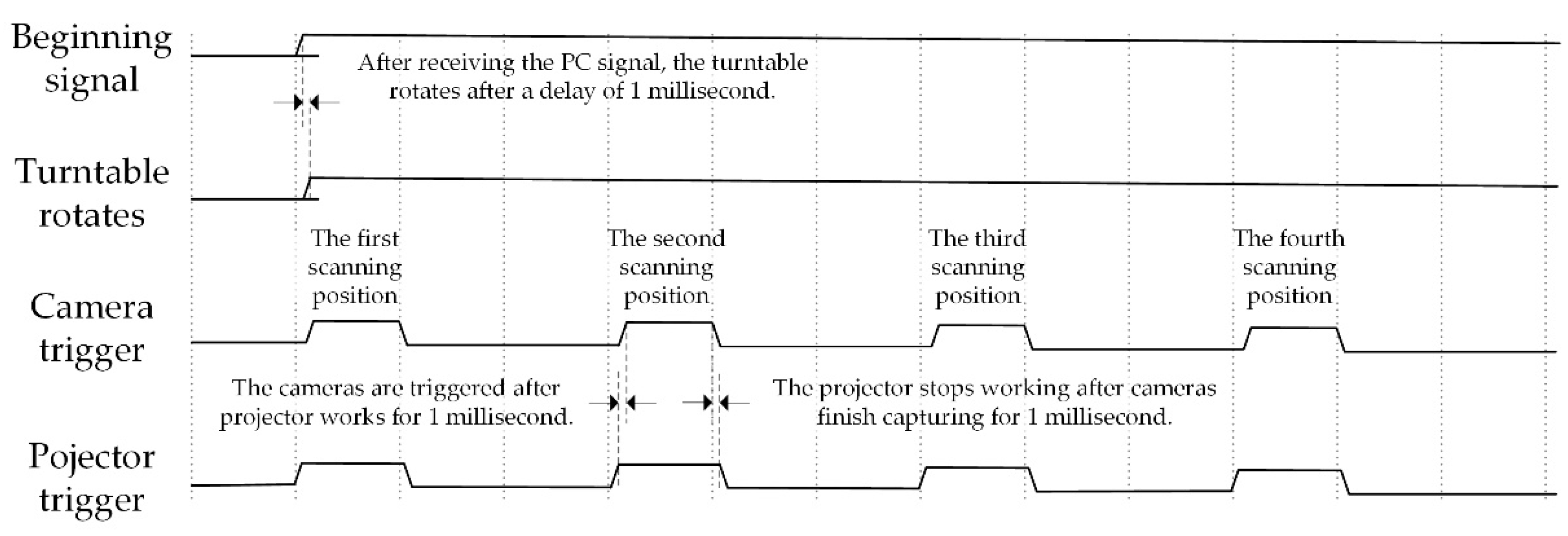
2.2. Global Human Body Data Collection
2.2.1. Local Data Registration
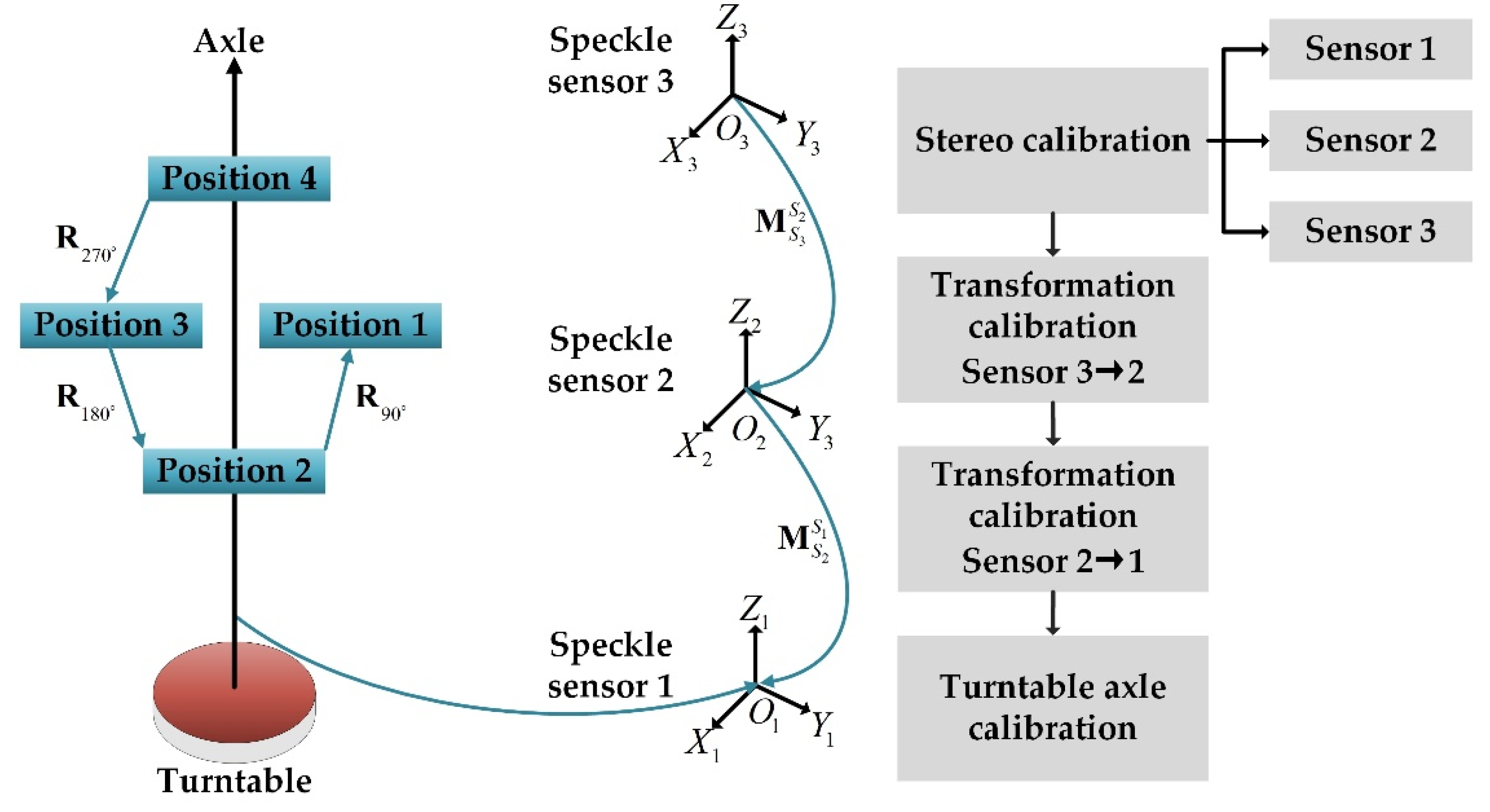
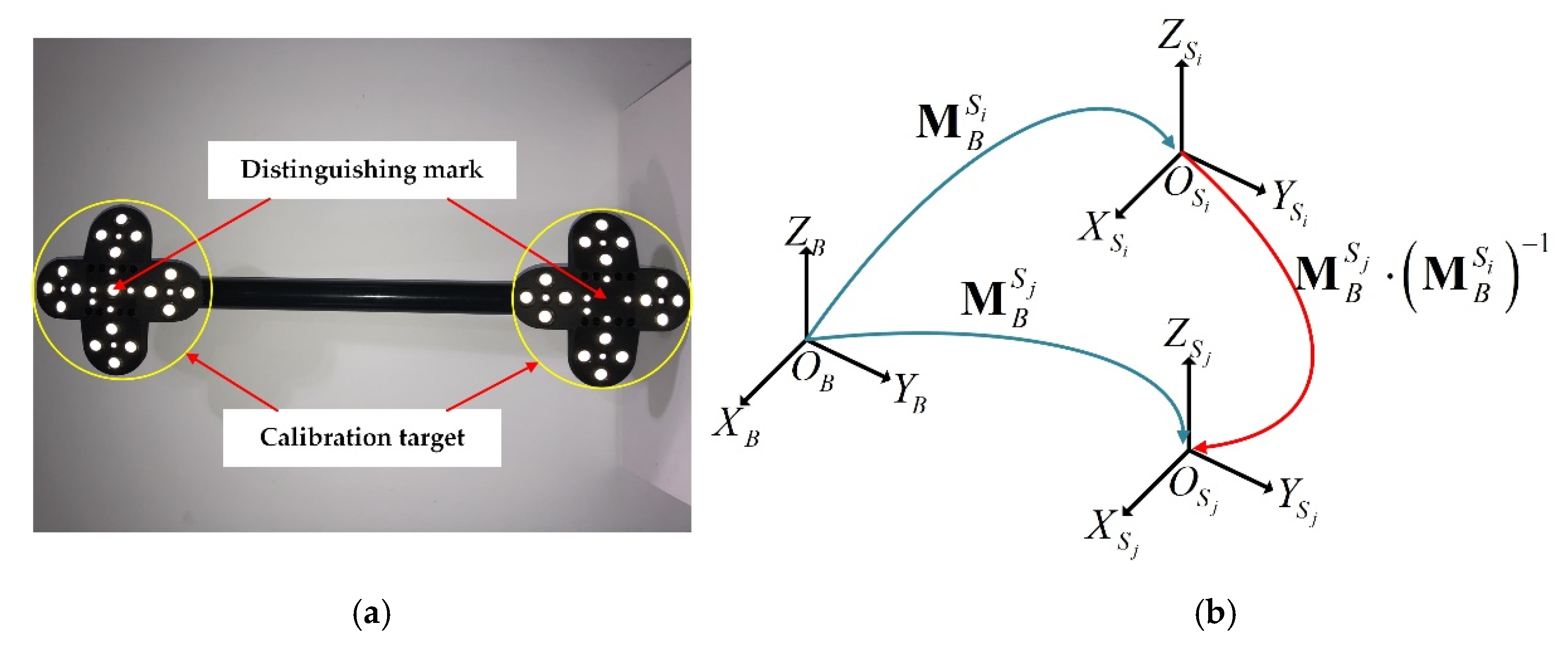
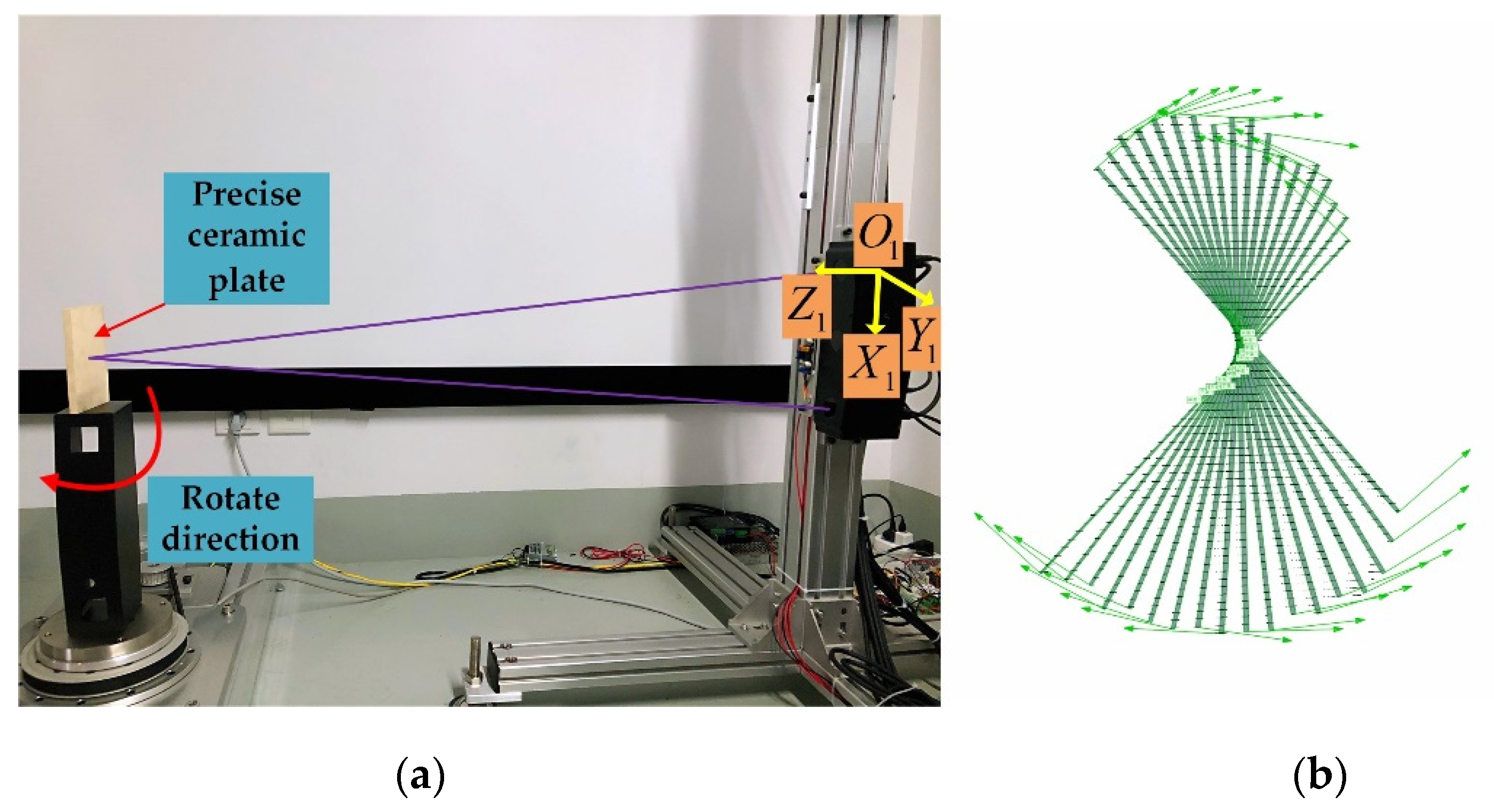
2.2.2. System Calibration
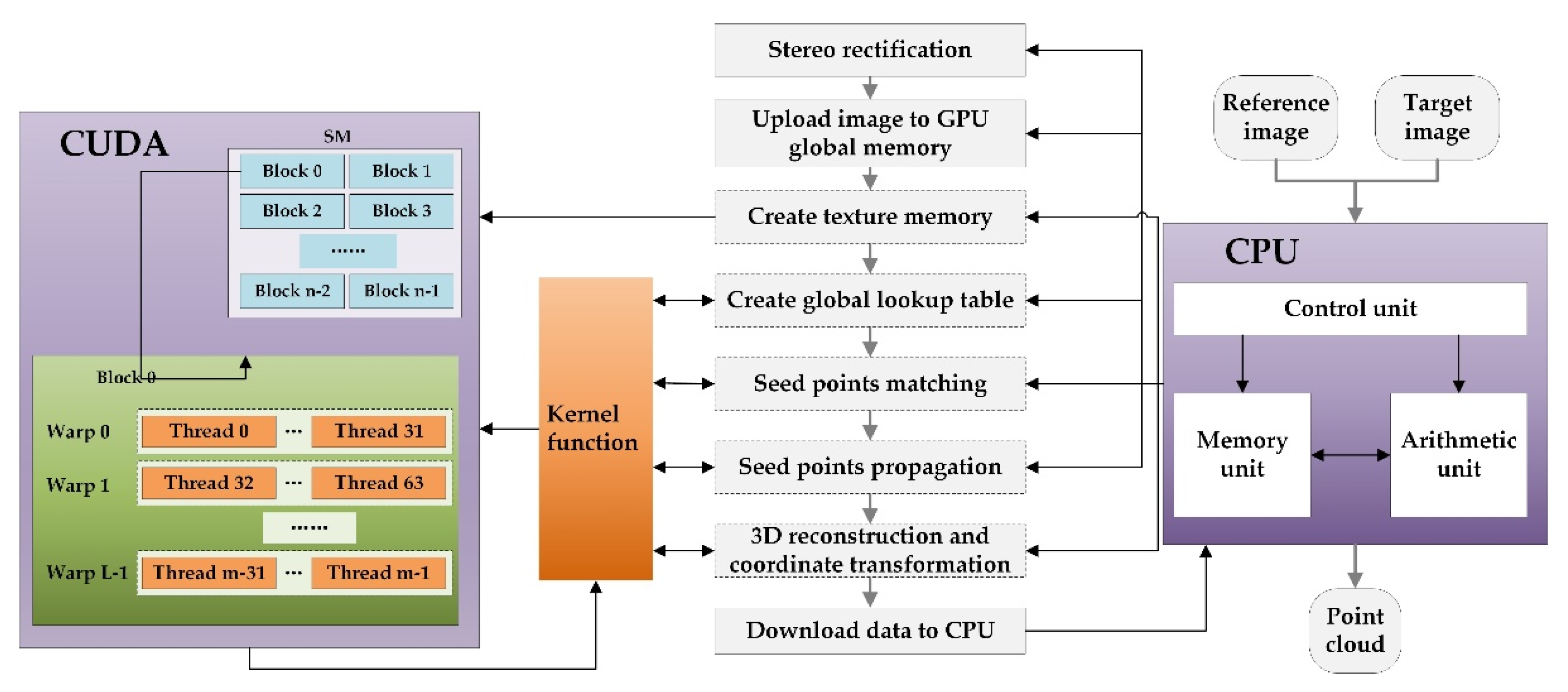
3. CUDA-Based Parallel Computing Strategy
4. Experiment and Discussion
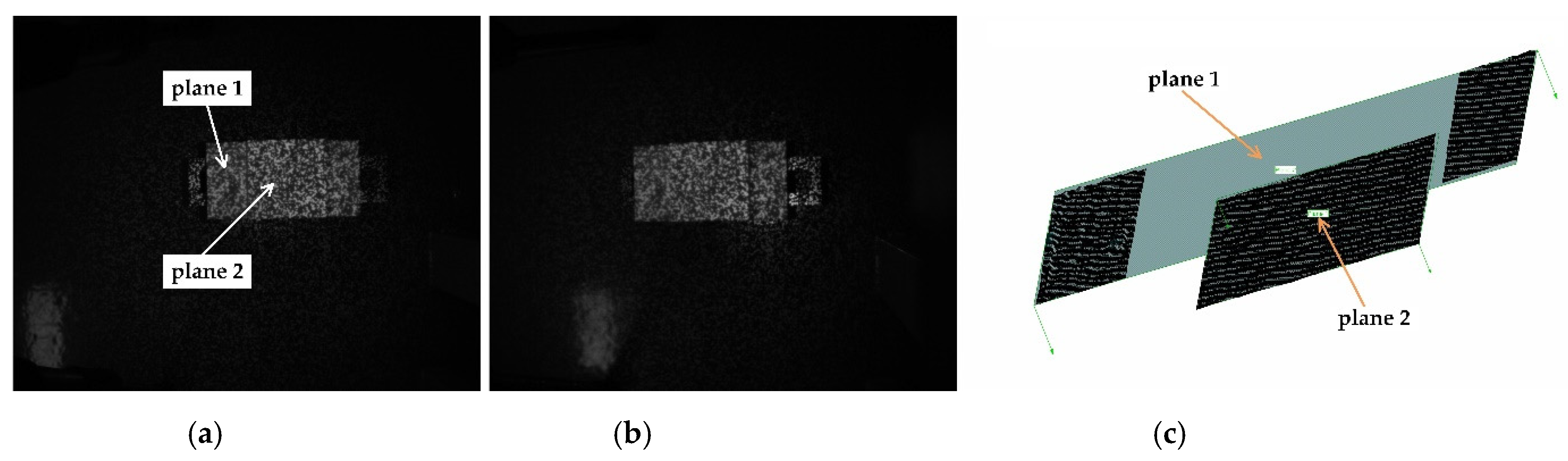
4.1. Precision Evaluation of the Stereo Sensor
4.2. Precision and Efficiency Evaluation of the Scanning System
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Lu, J.M.; Wang, M.J.J.; Chen, C.W.; Wu, J.H. The development of an intelligent system for customized clothing making. Expert Syst. Appl. 2010, 37, 799–803. [Google Scholar] [CrossRef]
- Qiao, F.; Li, D.; Jin, Z.; Hao, D.; Liao, Y.; Gong, S. A novel combination of computer-assisted reduction technique and three dimensional printed patient-specific external fixator for treatment of tibial fractures. Int. Orthop. 2016, 40, 835–841. [Google Scholar] [CrossRef] [PubMed]
- Wang, L.; Cao, T.; Li, X.; Huang, L. Three-dimensional printing titanium ribs for complex reconstruction after extensive posterolateral chest wall resection in lung cancer. J. Thorac. Cardiovasc. Surg. 2016, 152, e5–e7. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gosnell, J.; Pietila, T.; Samuel, B.P.; Kurup, H.K.; Haw, M.P.; Vettukattil, J.J. Integration of computed tomography and three-dimensional echocardiography for hybrid three-dimensional printing in congenital heart disease. J. Digit. Imaging 2016, 29, 665–669. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ploch, C.C.; Mansi, C.S.; Jayamohan, J.; Kuhl, E. Using 3D printing to create personalized brain models for neurosurgical training and preoperative planning. World Neurosurg. 2016, 90, 668–674. [Google Scholar] [CrossRef] [PubMed]
- Varte, L.R.; Rawat, S.; Singh, I.; Choudhary, S.; Kumar, B. Personal protective ensemble reference size development for Indian male defence personnel based on 3D whole body anthropometric scan. J. Text. Inst. 2020, 112, 620–627. [Google Scholar] [CrossRef]
- Li, Z.; Di, T.; Tian, H. Research on Garment Mass Customization Architecture for Intelligent Manufacturing Cloud. E3S Web Conf. 2020, 179, 02125. [Google Scholar] [CrossRef]
- Kolose, S.; Stewart, T.; Hume, P.; Tomkinson, G.R. Cluster size prediction for military clothing using 3D body scan data. Appl. Ergon. 2021, 96. [Google Scholar] [CrossRef] [PubMed]
- Jung, J.; Yoon, S.; Ju, S.; Heo, J. Development of Kinematic 3D Laser Scanning System for Indoor Mapping and As-Built BIM Using Constrained SLAM. Sensors 2015, 15, 26430–26456. [Google Scholar] [CrossRef]
- Chi, S.; Xie, Z.; Chen, W. A Laser Line Auto-Scanning System for Underwater 3D Reconstruction. Sensors 2016, 16, 1534. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chen, X.; Xi, J.; Jin, Y.; Xu, B. Accuracy improvement for 3D shape measurement system based on gray-code and phase-shift structured light projection. Int. Soc. Opt. Photonics 2007, 6788, 67882C. [Google Scholar]
- Cheng, J.; Zheng, S.; Wu, X. Structured Light-Based Shape Measurement System of Human Body. In Proceedings of the Australasian Joint Conference on Artificial Intelligence; Springer: Berlin/Heidelberg, Germany, 2011; pp. 531–539. [Google Scholar]
- Yang, X.; Chen, X.B.; Zhai, G.K.; Xi, J.T. Laser-speckle-projection-based handheld anthropometric measurement system with synchronous redundancy reduction. Appl. Opt. 2020, 59, 955–963. [Google Scholar] [CrossRef] [PubMed]
- Kieu, H.; Pan, T.; Wang, Z.; Le, M.; Nguyen, H.; Vo, M. Accurate 3D shape measurement of multiple separate objects with stereo vision. Meas. Sci. Technol. 2014, 25, 1–7. [Google Scholar] [CrossRef]
- Ye, Y.; Zhan, S. An accurate 3D point cloud registration approach for the turntable-based 3D scanning system. In Proceedings of the 2015 IEEE International Conference on Information and Automation (ICIA), Lijiang, China, 8–10 August 2015. [Google Scholar]
- Liang, Y.B.; Zhan, Q.M.; Che, E.Z.; Chen, M.W.; Zhang, D.L. Automatic Registration of Terrestrial Laser Scanning Data Using Precisely Located Artificial Planar Targets. IEEE Geosci. Remote. Sens. Lett. 2014, 11, 69–73. [Google Scholar] [CrossRef]
- Zhang, W.; Han, J.; Yu, X. Design of 3D measurement system based on multi-sensor data fusion technique. In Proceedings of the 4th International Symposium on Advanced Optical Manufacturing and Testing Technologies: Optical Test and Measurement Technology and Equipment, Chengdu, China, 19–21 November 2008; p. 728314. [Google Scholar]
- Chen, F.; Chen, X.; Xie, X.; Feng, X.; Yang, L. Full-field 3D measurement using multi-camera digital image correlation system. Opt. Lasers Eng. 2013, 51, 1044–1052. [Google Scholar] [CrossRef]
- Wang, P.; Zhang, L.Y. Self-registration shape measurement based on fringe projection and structure from motion. Appl. Opt. 2020, 59, 10986–10994. [Google Scholar] [CrossRef] [PubMed]
- Pesce, M.; Galantucci, L.M.; Percoco, G.; Lavecchia, F. A Low-cost Multi Camera 3D Scanning System for Quality Measurement of Non-static Subjects. Procedia Cirp 2015, 28, 88–93. [Google Scholar] [CrossRef] [Green Version]
- Leipner, A.; Baumeister, R.; Thali, M.J.; Braun, M.; Dobler, E.; Ebert, L.C. Multi-camera system for 3D forensic documentation. Forensic Sci. Int. 2016, 261, 123–128. [Google Scholar] [CrossRef] [PubMed]
- Wang, L.; Wu, F.C.; Hu, Z.Y. Multi-Camera Calibration with One-Dimensional Object under General Motions. In Proceedings of the 2007 IEEE 11th International Conference on Computer Vision, Rio de Janeiro, Brazil, 14–21 October 2007. [Google Scholar]
- Kumar, R.K. Simple calibration of non-overlapping cameras with a mirror. In Proceedings of the 2008 IEEE Conference on Computer Vision and Pattern Recognition, Anchorage, AK, USA, 23–28 June 2008; pp. 1–7. [Google Scholar]
- Yang, T.; Zhao, Q.; Quan, Z.; Huang, D. Global Calibration of Multi-Camera Measurement System from Non-Overlapping Views; Springer: Cham, Switzerland, 2018. [Google Scholar]
- Roser, M.; Appel, C.; Ritchie, H. Human Height. Available online: https://ourworldindata.org/human-height (accessed on 16 November 2021).
- Zhang, Z. A Flexible New Technique for Camera Calibration. IEEE Trans. Pattern Anal. Mach. Intell. 2000, 22, 1330–1334. [Google Scholar] [CrossRef] [Green Version]
- Wilamowski, B.M.; Hao, Y. Improved Computation for Levenberg–Marquardt Training. IEEE Trans. Neural Netw. 2010, 21, 930–937. [Google Scholar] [CrossRef] [PubMed]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Point index | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
|---|---|---|---|---|---|---|---|---|---|---|
| Depth error 1 | 0.165 | 0.136 | 0.171 | 0.150 | 0.251 | 0.278 | 0.180 | 0.155 | 0.259 | 0.161 |
| I | II | III | |
|---|---|---|---|
| Average distance deviation 1 | 1.154 | 1.451 | 1.494 |
| Standard deviation 1 | 1.026 | 0.937 | 1.130 |
| Time of Turntable Rotation 1 | Time of 3D Reconstruction and Registration 1 | Total Time 1 | Point Number | |
|---|---|---|---|---|
| I | 30 | 32.74 | 62.74 | 628,939 |
| II | 30 | 31.33 | 61.33 | 567,893 |
| III | 30 | 31.65 | 61.65 | 614,126 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, X.; Xi, J.; Liu, J.; Chen, X. Infrared Laser Speckle Projection-Based Multi-Sensor Collaborative Human Body Automatic Scanning System. Machines 2021, 9, 299. https://doi.org/10.3390/machines9110299
Yang X, Xi J, Liu J, Chen X. Infrared Laser Speckle Projection-Based Multi-Sensor Collaborative Human Body Automatic Scanning System. Machines. 2021; 9(11):299. https://doi.org/10.3390/machines9110299
Chicago/Turabian StyleYang, Xiao, Juntong Xi, Jingyu Liu, and Xiaobo Chen. 2021. "Infrared Laser Speckle Projection-Based Multi-Sensor Collaborative Human Body Automatic Scanning System" Machines 9, no. 11: 299. https://doi.org/10.3390/machines9110299