
A Performance Prediction Method for a High-Precision Servo Valve Supported by Digital Twin Assembly-Commissioning

Abstract
:1. Introduction
2. Related Work
2.1. Digital Twin-Based Assembly Method
2.2. Digital Twin and Cloud-Edge Computing
2.3. Digital Measurement
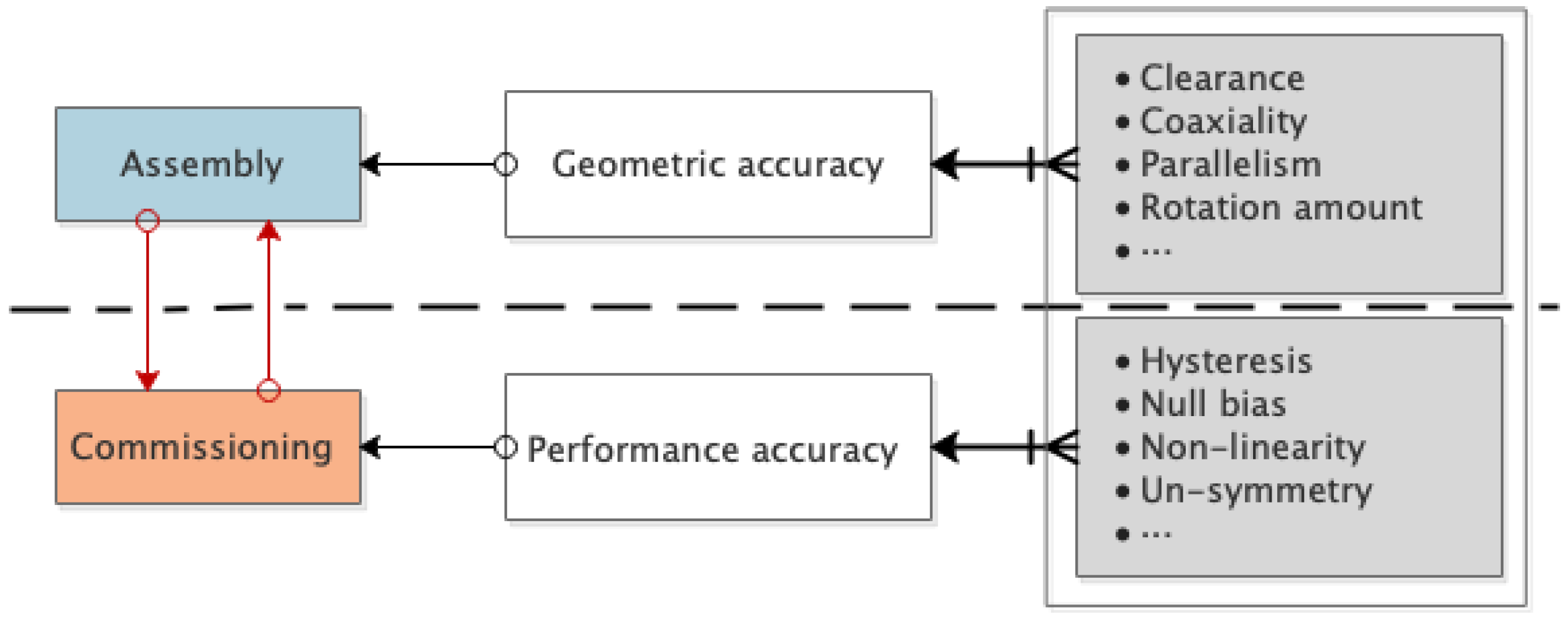
3. Performance Prediction Supported by Digital Twin Assembly-Commissioning
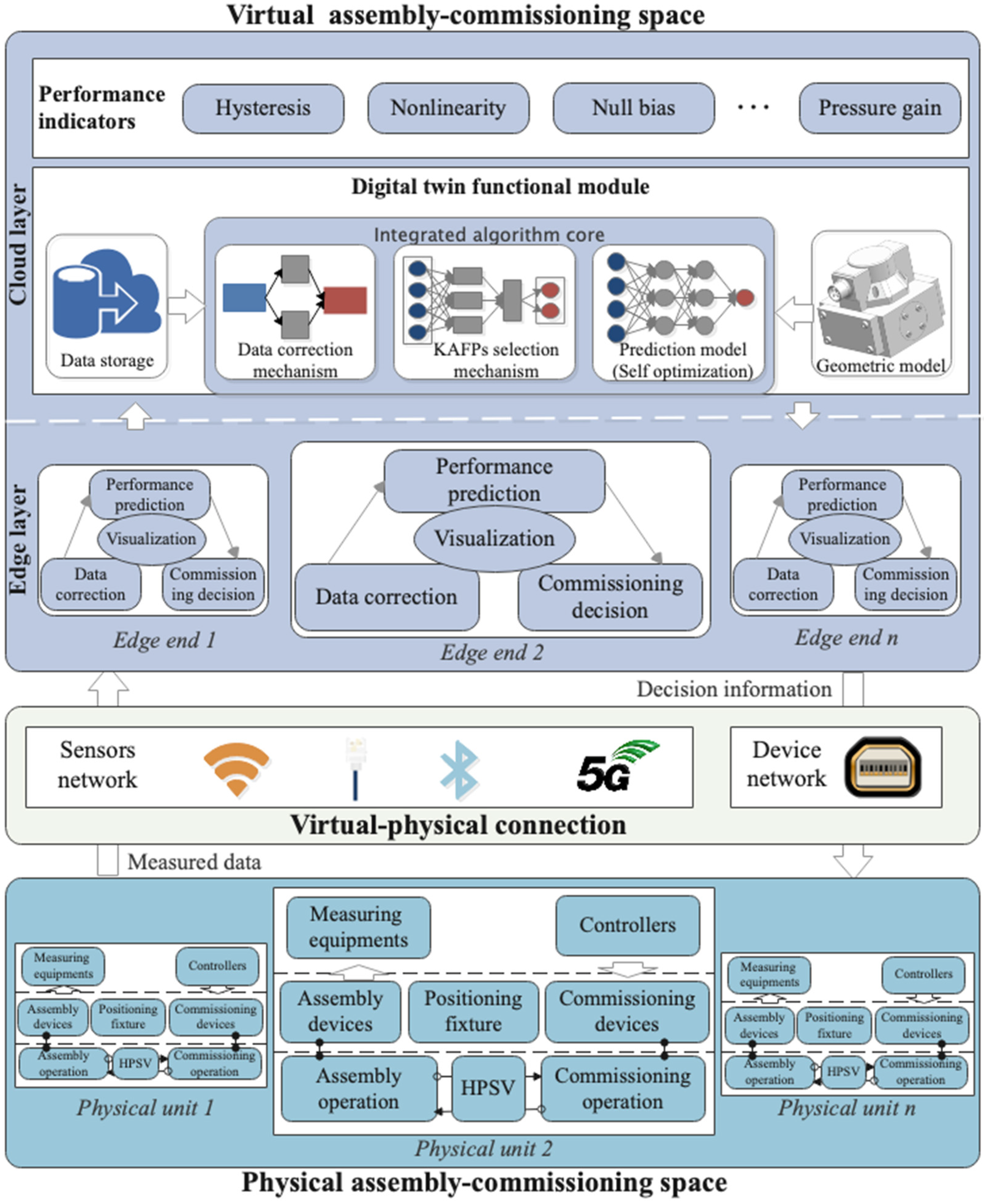
3.1. The Performance Prediction Framework
3.1.1. Physical Assembly-Commissioning Space
3.1.2. Virtual–Physical Connection
3.1.3. Virtual Assembly-Commissioning Space
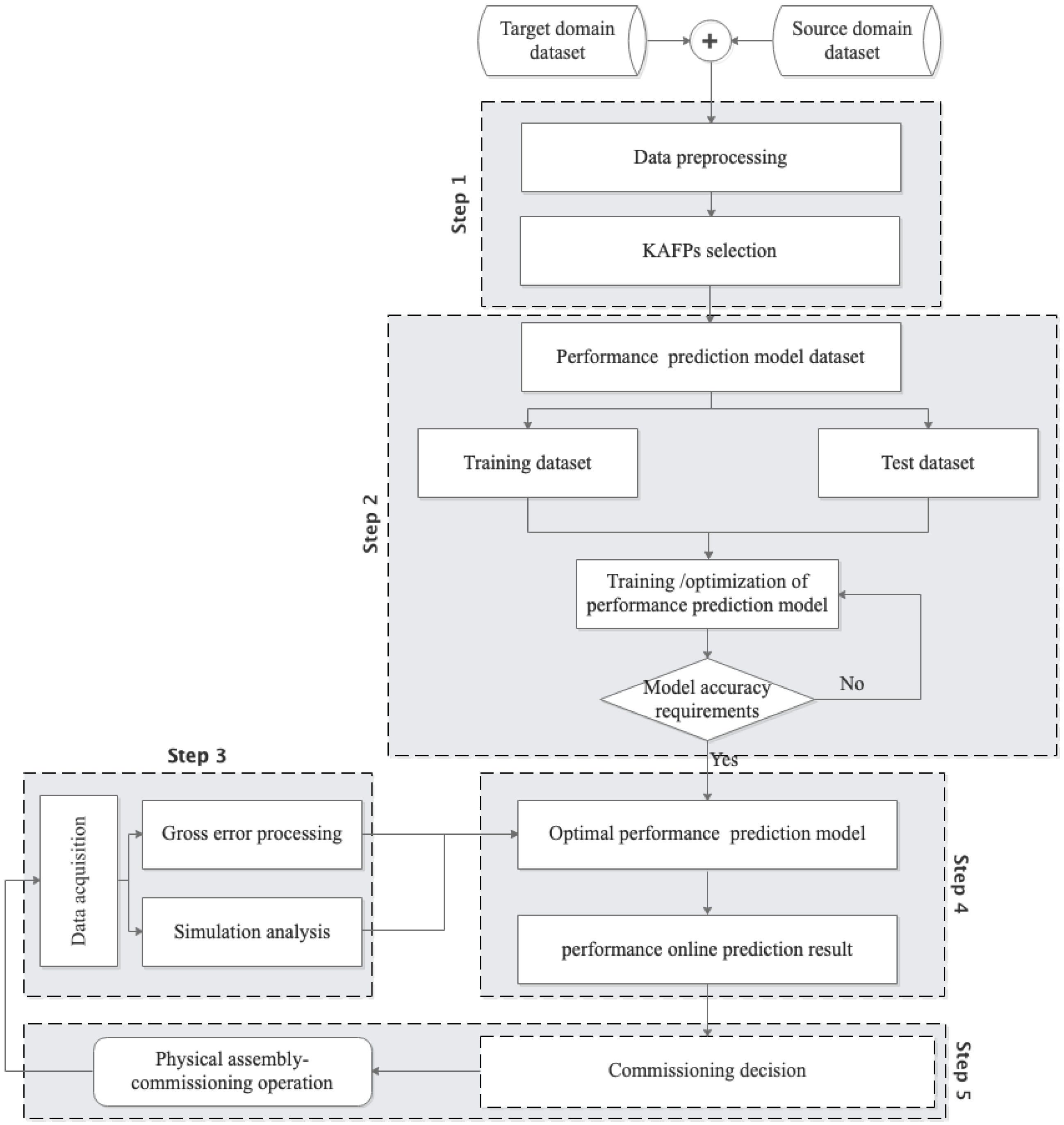
3.2. The Performance Prediction Workflow
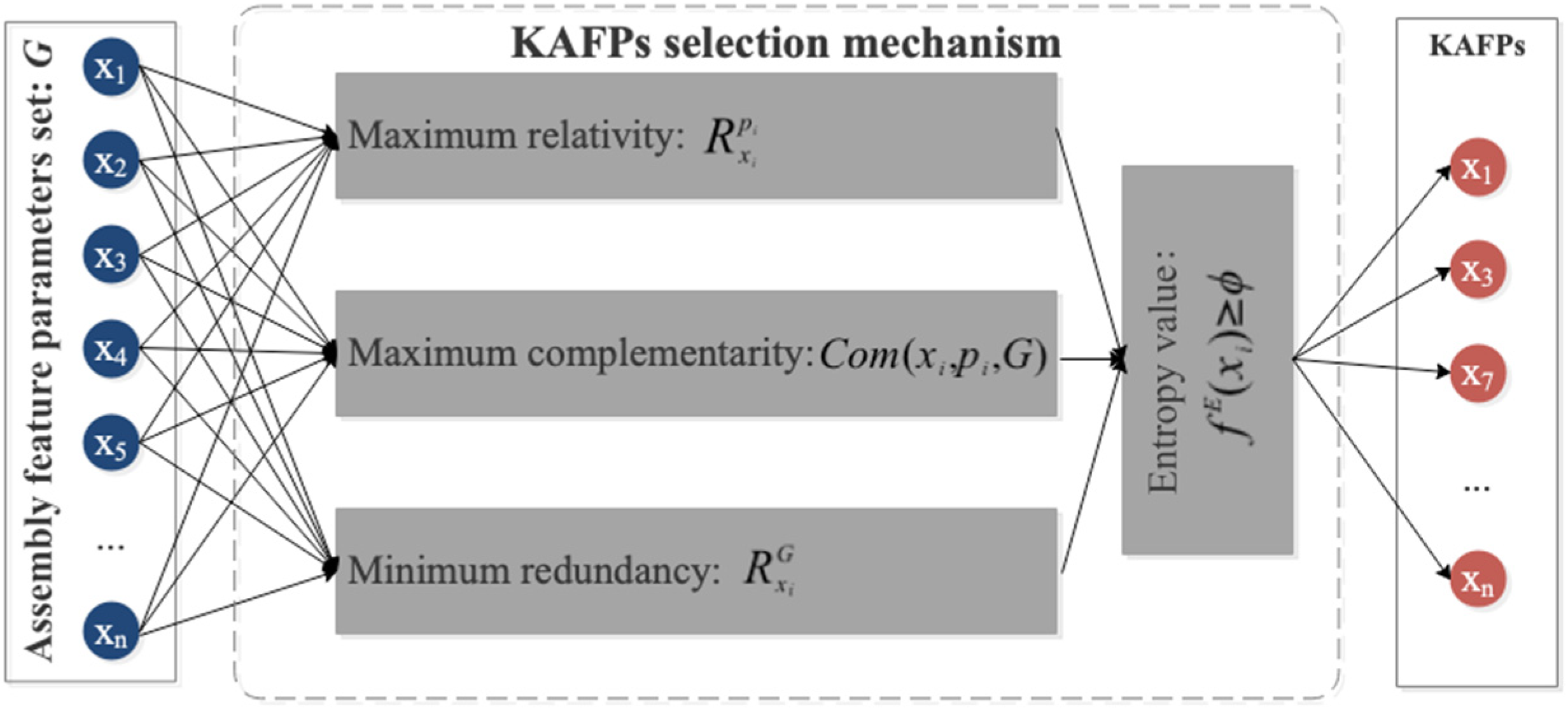
3.2.1. Selection of KAFPs
3.2.2. Construction and Optimization of Performance Prediction Model
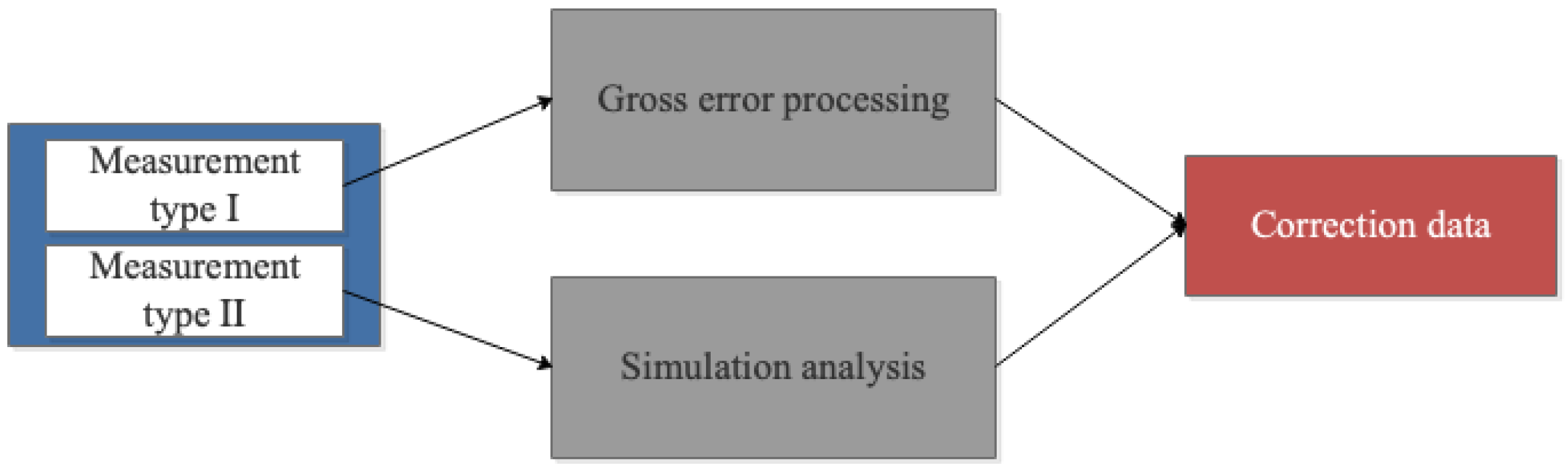
3.2.3. Measurement Data Acquisition and Correction
3.2.4. Online Performance Prediction
3.2.5. Commissioning Decision
4. Case Study
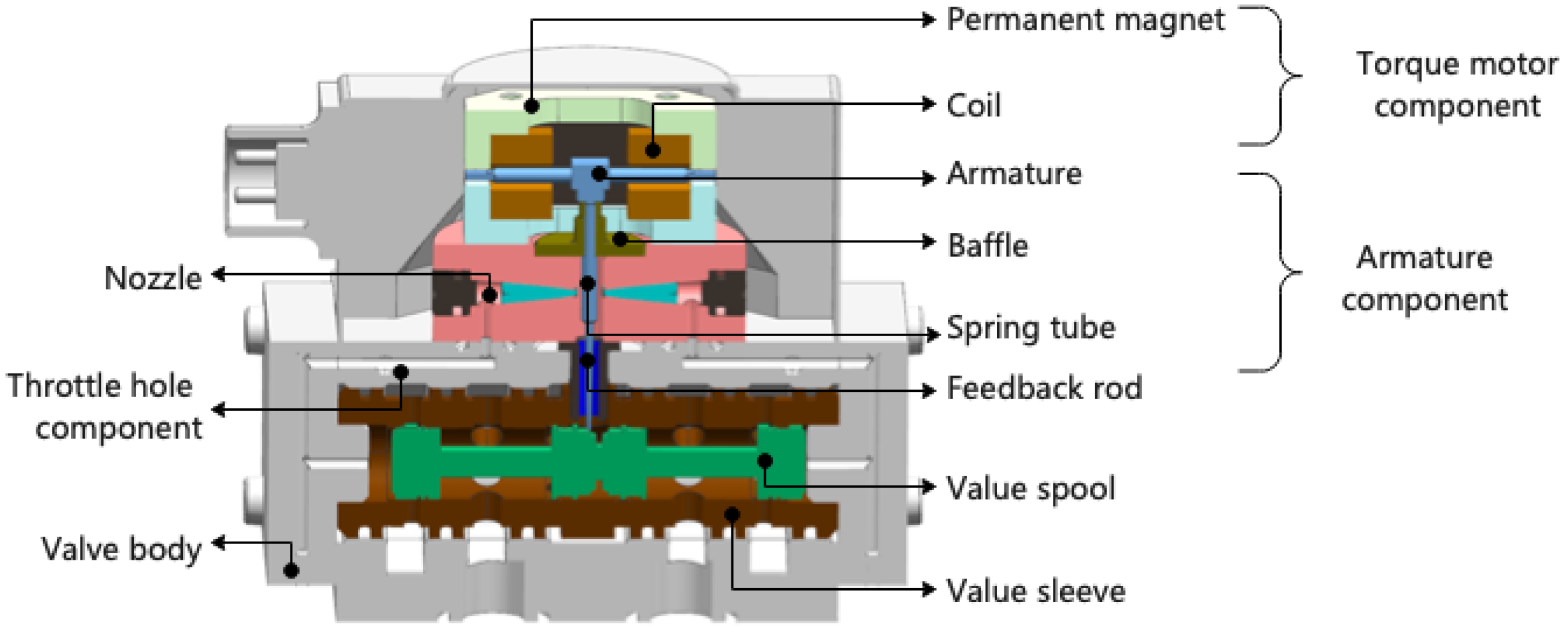
4.1. Servo Valve Assembly-Commissioning Process Description
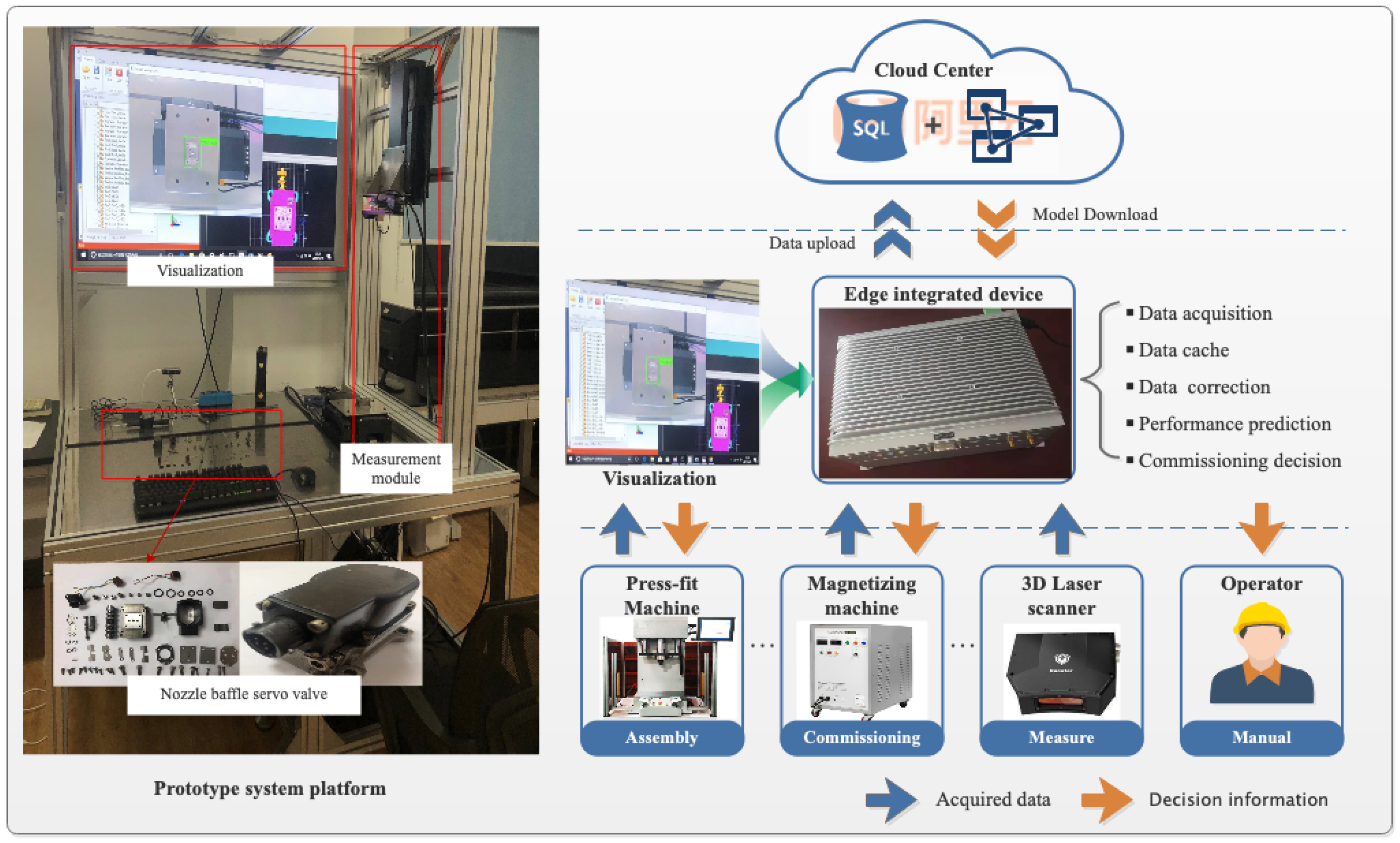
4.2. Network Deployment of Digital Twin Prototype System
4.3. Method Implementation
4.3.1. Selection of KAFPs
4.3.2. Measurement Data Correction
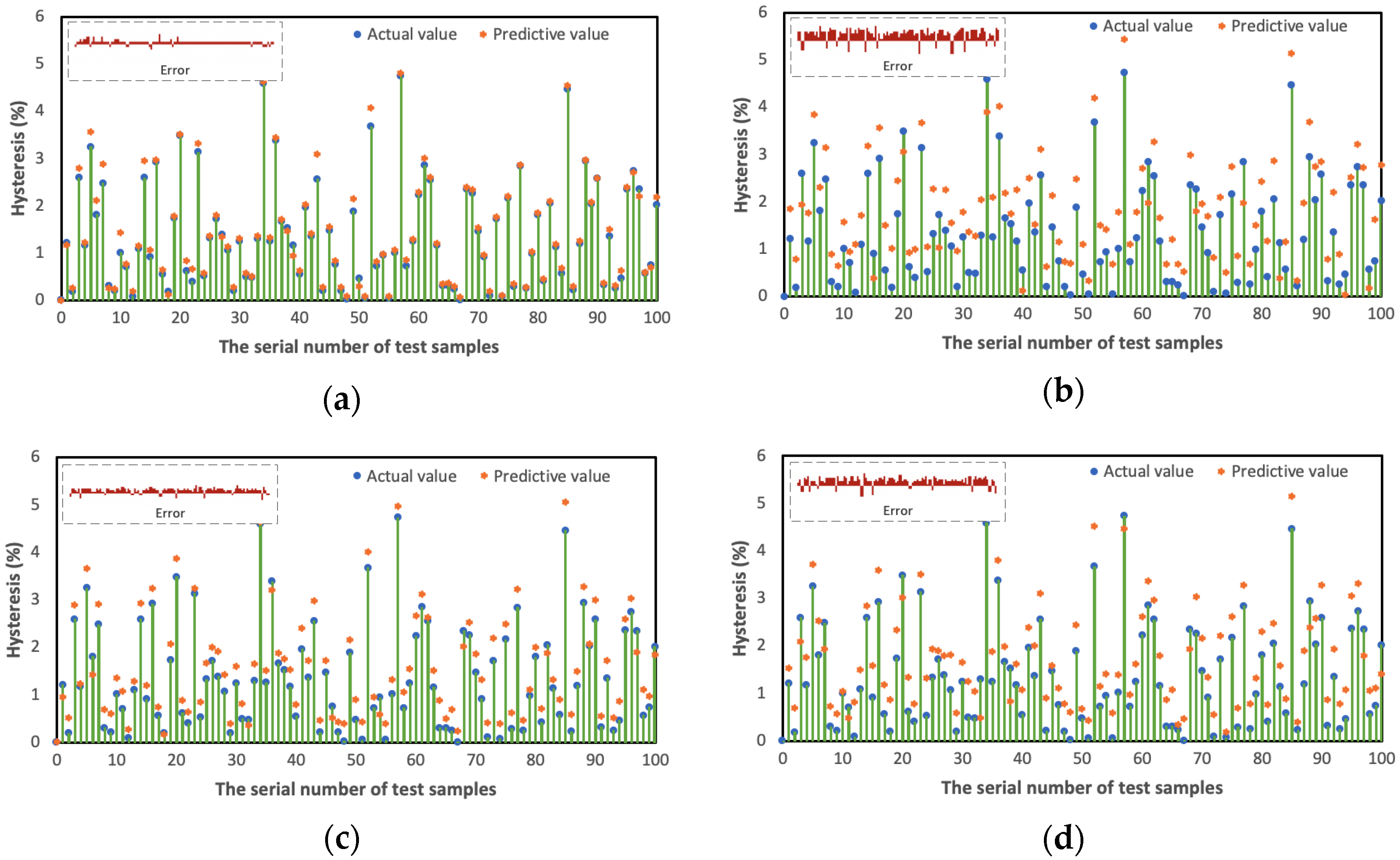
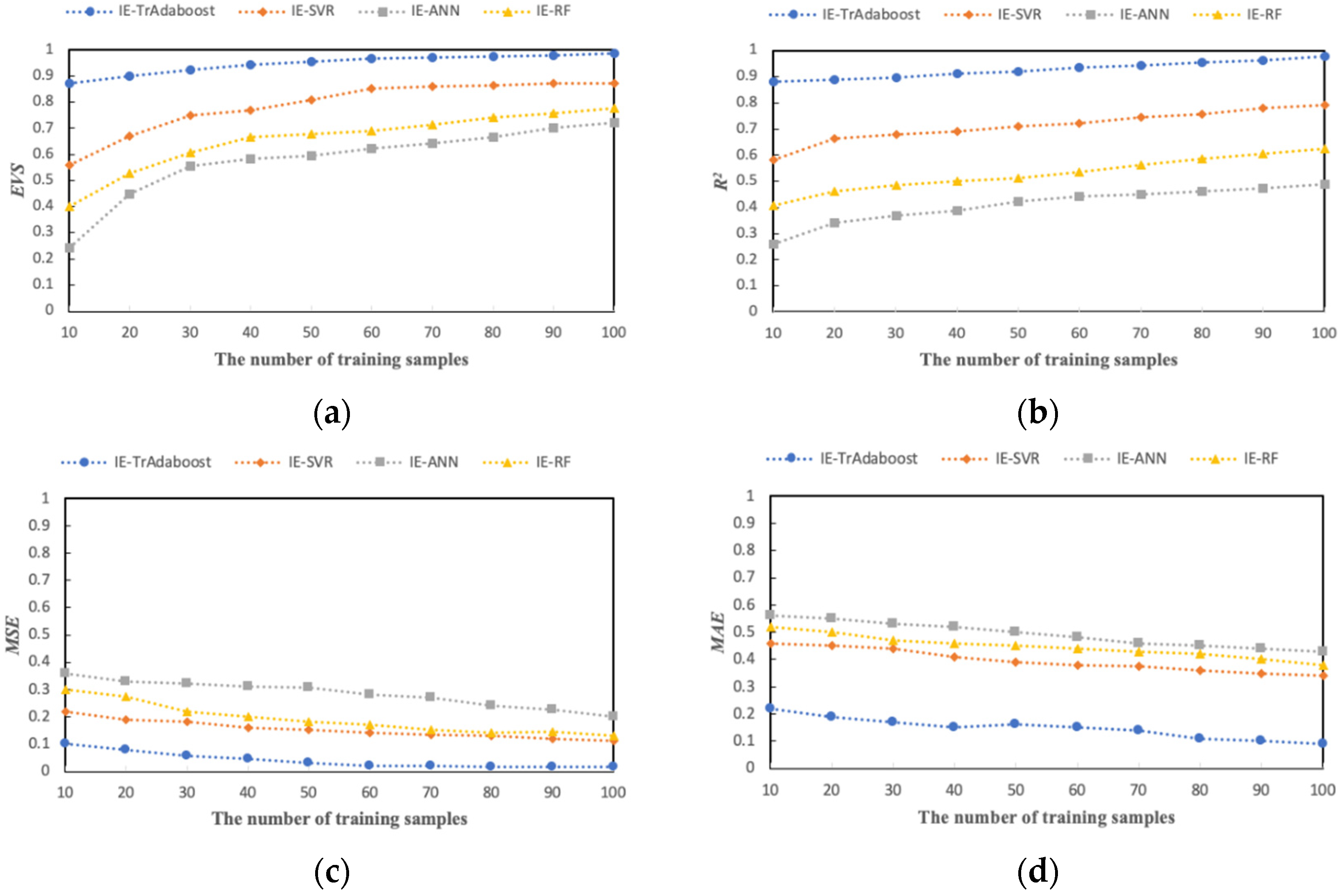
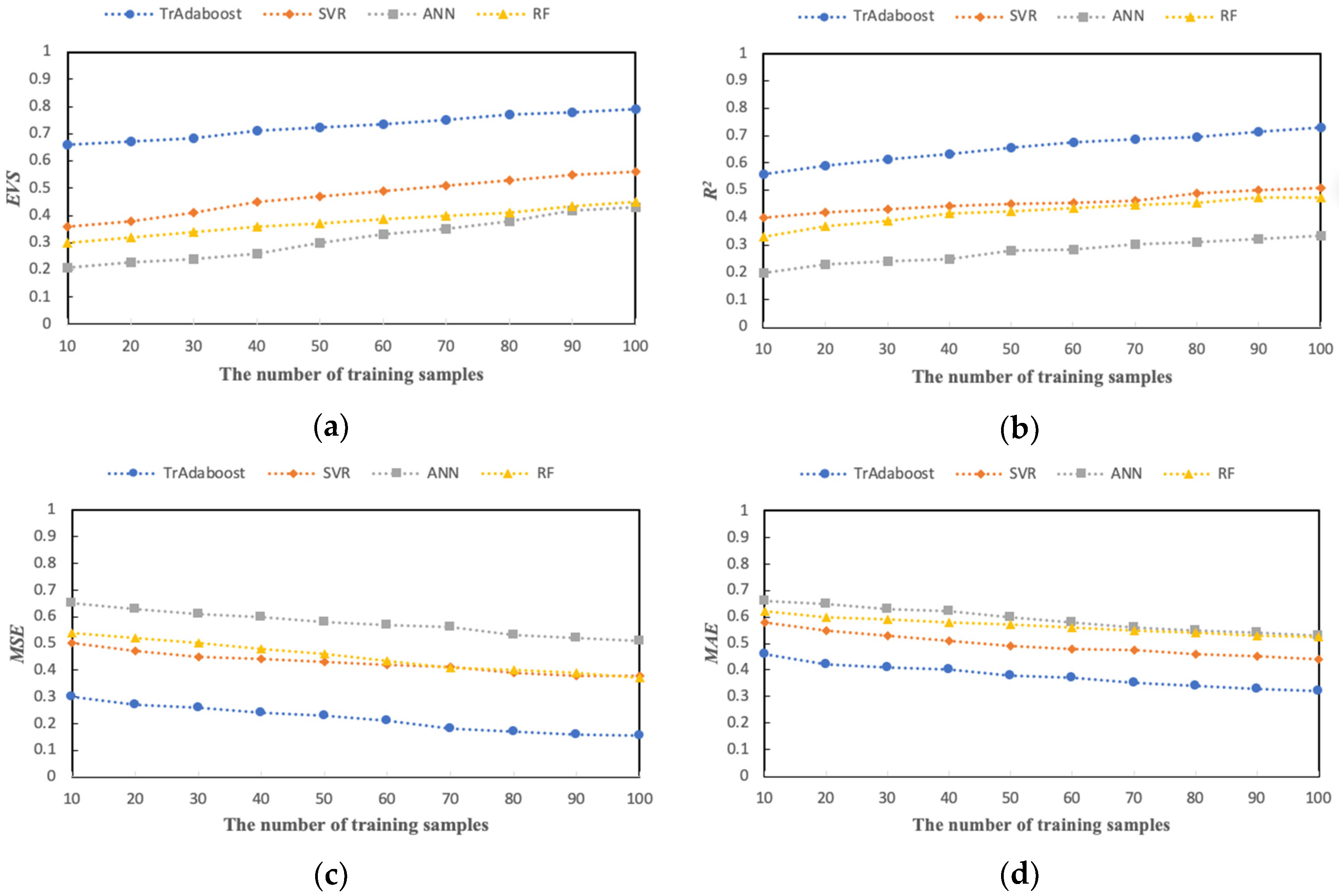
4.3.3. Prediction of Hysteresis Characteristic
4.3.4. Commissioning Decision
4.4. Discussion
5. Conclusions and Future Work
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Luo, W.C.; Hu, T.L.; Ye, Y.X.; Zhang, C.R.; Wei, Y.L. A hybrid predictive maintenance approach for CNC machine tool driven by digital twin. Robot. Comput.-Integr. Manuf. 2020, 65, 101974. [Google Scholar] [CrossRef]
- Feng, Y.X.; Wang, T.Y.; Hu, B.T.; Yang, C.; Tan, J.R. An integrated method for high-dimensional imbalanced assembly quality prediction supported by edge computing. IEEE Access 2020, 8, 71279–71290. [Google Scholar] [CrossRef]
- Diao, G.Z.; Zhao, L.P.; Yao, Y.Y. A dynamic quality control approach by improving dominant factors based on improved principal component analysis. Int. J. Prod. Res. 2015, 53, 4287–4303. [Google Scholar] [CrossRef]
- Wei, Z.; Feng, Y.X.; Hong, Z.X.; Qu, R.X.; Tan, J.R. Product quality improvement method in manufacturing process based on kernel optimisation algorithm. Int. J. Prod. Res. 2017, 55, 5597–5608. [Google Scholar] [CrossRef]
- Bouzidi, Z.; Terrissa, L.S.; Zerhouni, N.; Ayad, S. An efficient cloud prognostic approach for aircraft engines fleet trending. Int. J. Comput. Appl. 2020, 5, 514–529. [Google Scholar] [CrossRef]
- Tao, F.; Zhang, M. Digital twin shop-floor: A new shop-floor paradigm towards smart manufacturing. IEEE Access 2017, 5, 20418–20427. [Google Scholar] [CrossRef]
- Sun, X.M.; Bao, J.S.; Li, J.; Zhang, Y.M.; Liu, S.M. A digital twin-driven approach for the assembly-commissioning of high precision products. Robot. Comput.-Integr. Manuf. 2020, 61, 1–14. [Google Scholar] [CrossRef]
- Sun, X.M.; Zhang, R.; Liu, S.M.; Lv, Q.B.; Bao, J.S.; Li, J. A digital twin-driven human–robot collaborative assembly-commissioning method for complex products. Int. J. Adv. Manuf. Technol. 2021, 1–14, early access. [Google Scholar] [CrossRef]
- Huang, H.Y.; Yang, L.; Wang, Y.B.; Xu, X.; Lu, Y.Q. Digital twin-driven online anomaly detection for an automation system based on edge intelligence. J. Manuf. Syst. 2021, 59, 138–150. [Google Scholar] [CrossRef]
- Grieves, M.W. Virtually Perfect: Driving Innovative and Lean Products through Product Lifecycle Management; Space Coast Press: Cocoa Beach, FL, USA, 2011. [Google Scholar]
- Grieves, M.W.; Vickers, J. Digital Twin: Mitigating Unpredictable, Undesirable Emergent Behavior in Complex Systems; Springer: Cham, Switzerland, 2017; pp. 85–113. [Google Scholar]
- Tao, F.; Liu, W.R.; Liu, J.H.; Liu, X.J.; Liu, Q. Digital twin and its potential application exploration. Comput. Integr. Manuf. Syst. 2018, 24, 1–18. [Google Scholar]
- Zhuang, C.B.; Liu, J.H.; Xiong, H. Digital twin-based smart production management and control framework for the complex product assembly shop-floor. Int. J. Adv. Manuf. Technol. 2018, 96, 1149–1163. [Google Scholar] [CrossRef]
- Perez, L.; Rodriguez-Jimenez, S.; Rodriguez, N.; Usamentiaga, R.; Garcia, D.F. Digital twin and virtual reality based methodology for multi-robot manufacturing cell commissioning. Appl. Sci. 2020, 10, 3633. [Google Scholar] [CrossRef]
- Guo, D.Q.; Zhong, R.Y.; Lin, P.; Lyu, Z.Y.; Rong, T.M.; Huang, G.Q. Digital twin-enabled graduation intelligent manufacturing system for fixed-position assembly islands. Robot. Comput.-Integr. Manuf. 2020, 63, 101917. [Google Scholar] [CrossRef]
- Yi, Y.; Yan, Y.H.; Liu, X.J.; Ni, Z.H.; Feng, J.D. Digital twin-based smart assembly process design and application framework for complex products and its case study. J. Manuf. Syst. 2020, 58, 94–107. [Google Scholar] [CrossRef]
- Gregorio, J.L.; Lartigue, C.; Thiebaut, F.; Lebrun, R. A digital twin-based approach for the management of geometrical deviations during assembly processes. J. Manuf. Syst. 2021, 58, 108–117. [Google Scholar] [CrossRef]
- Polini, W.; Corrado, A. Digital twin of composite assembly manufacturing process. Int. J. Prod. Res. 2020, 58, 5238–5252. [Google Scholar] [CrossRef]
- Sierla, S.; Kyrki, V.; Aarnio, P.; Vyatkin, V. Automatic assembly planning based on digital product descriptions. Comput. Ind. 2018, 97, 34–46. [Google Scholar] [CrossRef]
- Shi, W.; Cao, J.; Zhang, Q.; Li, Y.; Xu, L. Edge computing: Vision and challenges. IEEE Internet Things J. 2016, 3, 637–646. [Google Scholar] [CrossRef]
- Tao, F.; Zhang, M.; Nee, A.Y.C. Digital Twin and Cloud, Fog, Edge Computing. Digital Twin Driven Smart Manufacturing; Elsevier: Amsterdam, The Netherlands, 2019; pp. 171–181. [Google Scholar]
- Zhang, P.N.; Li, X.F.; Wu, D.P.; Wang, R.Y. Edge-cloud collaborative entity state data caching strategy toward networking search service in CPSs. IEEE Trans. Ind. Inform. 2021, 17, 6906–6915. [Google Scholar] [CrossRef]
- Xu, S.H.; Zhang, Z.J.; Kadoch, M.; Cheriet, M. A collaborative cloud-edge computing framework in distributed neural network. EURASIP J. Wirel. Commun. Netw. 2020, 1, 211. [Google Scholar] [CrossRef]
- Ding, K.; Chan, T.S.; Wang, Y.; Zhu, X.K.; Zhang, F.Q. Industrial Internet of things architecture and autonomous production control technologies for smart factories based on cloud-edge interplay. Comput. Integr. Manuf. Syst. 2019, 25, 3127–3138. [Google Scholar]
- Song, C.H.; Xu, W.X.; Han, G.J.; Zeng, P.; Wang, Z.F. A cloud edge collaborative intelligence method of insulator string defect detection for power IIoT. IEEE Internet Things J. 2021, 8, 7510–7520. [Google Scholar] [CrossRef]
- Jamshidi, J.; Owen, G.W.; Mileham, A.R. A new data fusion method for scanned models. J. Comput. Inf. Sci. Eng. 2006, 6, 340–348. [Google Scholar] [CrossRef]
- Jamshidi, J.; Kayani, A.; Iravani, P.; Maropoulos, P.G.; Summers, M.D. Manufacturing and assembly automation by integrated metrology systems for aircraft wing fabrication. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2010, 224, 25–36. [Google Scholar] [CrossRef]
- Maropoulos, P.G.; Muelaner, J.E.; Summers, M.D.; Martin, O.C. A new paradigm in large-scale assembly-research priorities in measurement assisted assembly. Int. J. Adv. Manuf. Technol. 2014, 70, 621–633. [Google Scholar] [CrossRef] [Green Version]
- Cui, Z.Z.; Du, F.Z. A coordination space model for assemblability analysis and optimization during measurement-assisted large-scale assembly. Appl. Sci. 2020, 10, 3331. [Google Scholar] [CrossRef]
- Bao, J.S.; Li, Z.Q.; Xiang, Q.; Wu, D.L.; Zheng, X.H. The modeling, evolutionary and application of quasi-physical virtual assembly. J. Mech. Eng. 2018, 54, 61–69. [Google Scholar] [CrossRef]
- Chen, Z.H.; Du, F.Z.; Tang, X.Q. Position and orientation best-fitting based on deterministic theory during large scale assembly. J. Intell. Manuf. 2015, 29, 827–837. [Google Scholar] [CrossRef]
- Wang, Q.; Dou, Y.D.; Li, J.X.; Ke, Y.L.; Keogh, P. An assembly gap control method based on posture alignment of wing panels in aircraft assembly. Assem. Autom. 2017, 37, 422–433. [Google Scholar] [CrossRef] [Green Version]
- Liu, J.H.; Sun, Q.C.; Cheng, H.; Liu, X.K.; Ding, X.Y. The State-of-the-art, Connotation and Developing Trends of the Products Assembly Technology. J. Mech. Eng. 2018, 54, 2–28. [Google Scholar] [CrossRef]
- Wang, J.L.; Zhang, J. Big data driven key factor identification for cycle-time forecasting of wafer lots in semiconductor wafer fabrication system. J. Mech. Eng. 2018, 54, 185–191. [Google Scholar] [CrossRef]
- Schleich, B.; Anwer, N.; Mathieu, L.; Wartzack, S. Shaping the digital twin for design and production engineering. CIRP Ann. 2017, 66, 141–144. [Google Scholar] [CrossRef] [Green Version]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Indexes | Calculation |
|---|---|
| EVS | |
| MSE | |
| MAE | |
| R2 |
| Assembly Process Steps | Control Parameters | |
|---|---|---|
| Component assembly | Assembly of valve sleeve component | Return oil damper hole size |
| Assembly of throttle hole component | Interference fit between throttle hole and oil filter | |
| Blockage of pressure nozzle seal | Sealing plugging and interference fit of nozzle tail hole | |
| Assembly of torque motor component | Armature clearance; Median moment; Pure steel degree; Hysteresis band | |
| Assembly- commissioning | Pre-pressure nozzle | Spacing between nozzle and baffle |
| Preinstall valve sleeve, spool, throttle hole component, armature component, moment motor on valve body | Geometric dimensions | |
| Fine assembly and commissioning: comprehensive commissioning of resolution, hysteresis, static characteristics, phase bandwidth, bias, non-linearity, degree of asymmetry, zero position leakage, etc. | Geometric dimensions; The performance of the front stage is stable; Pre-stage pressure gain; Remaining magnetism of shell; Hydraulic zero position; Mechanical zero position; Electromagnetic zero position; etc. | |
| Number | Assembly Feature Parameters | Sample 1 | Sample 2 | Sample 3 | Sample 4 | Sample 5 |
|---|---|---|---|---|---|---|
| x1 | Clearance between valve core and valve sleeve hole (mm) | 0.0032 | 0.0035 | 0.0033 | 0.0030 | 0.0033 |
| x2 | Clearance between valve sleeve and valve body (mm) | 0.0012 | 0.0022 | 0.0017 | 0.0019 | 0.0016 |
| x3 | Interference between spring tube and baffle (mm) | 0.0141 | 0.0122 | 0.0131 | 0.0145 | 0.0134 |
| x4 | Parallelism between spring tube base and armature pole shoe (mm) | 0.0200 | 0.0180 | 0.0220 | 0.0270 | 0.0300 |
| x5 | Parallelism between spring tube base and armature pole shoe (mm) | 0.0127 | 0.0143 | 0.0129 | 0.0138 | 0.0121 |
| x6 | Clearance of bushing 1 (mm) | 0.0050 | 0.0049 | 0.0057 | 0.0062 | 0.0055 |
| x7 | Clearance of bushing 2 (mm) | 0.0060 | 0.0055 | 0.0058 | 0.0054 | 0.0048 |
| x8 | Clearance of bushing 3 (mm) | 0.0053 | 0.0045 | 0.0067 | 0.0041 | 0.0066 |
| x9 | Clearance of bushing 4 (mm) | 0.0066 | 0.0071 | 0.0054 | 0.0057 | 0.0072 |
| x10 | Shell left end face runout (mm) | 0.0182 | 0.0128 | 0.0112 | 0.0145 | 0.0162 |
| x11 | Shell right end face runout (mm) | 0.0119 | 0.0138 | 0.0123 | 0.0120 | 0.0155 |
| x12 | Thickness of left gasket (mm) | 0.7710 | 0.7120 | 0.7910 | 0.7890 | 0.7540 |
| x13 | Thickness of right gasket (mm) | 0.7740 | 0.7310 | 0.7720 | 0.7610 | 0.7580 |
| x14 | Spring tube stiffness (106 N/m) | 0.557 | 0.507 | 0.593 | 0.482 | 0.524 |
| x15 | Stiffness of feedback rod (106 N/m) | 3.667 | 3.642 | 3.779 | 3.841 | 3.476 |
| x16 | Left nozzle flow (L/min) | 138 | 142 | 136 | 133 | 147 |
| x17 | Right nozzle flow (L/min) | 134 | 139 | 141 | 133 | 135 |
| x18 | Demagnetization voltage (V) | 39 | 42 | 37 | 40 | 41 |
| P | Hysteresis (%) | 0.221 | 0.381 | 0.260 | 0.228 | 0.293 |
| Number | KAFPs |
|---|---|
| x1 | Clearance between the valve core and valve sleeve hole (mm) |
| x2 | Clearance between valve sleeve and valve body (mm) |
| x3 | Interference between spring tube and baffle (mm) |
| x4 | The parallelism between spring tube base and armature pole shoe (mm) |
| x5 | Interference between spring tube and armature (mm) |
| x8 | Clearance of bushing 3 (mm) |
| x9 | Clearance of bushing 4 (mm) |
| x14 | Spring tube stiffness (106 N/m) |
| x15 | Stiffness of feedback rod (106 N/m) |
| x16 | Left nozzle flow (L/min) |
| x17 | Right nozzle flow (L/min) |
| Number | 1 | 2 | 3 | 4 | 5 | 6 | 7 | Correction Value |
|---|---|---|---|---|---|---|---|---|
| x1 | 0.0032 | 0.0033 | 0.0032 | 0.0035 | 0.0033 | 0.0034 | 0.0036 | 0.0033 |
| x2 | 0.0022 | 0.0020 | 0.0017 | 0.0019 | 0.0018 | 0.0019 | 0.0017 | 0.0018 |
| x3 | 0.0141 | 0.0142 | 0.0141 | 0.0142 | 0.0143 | 0.0146 | 0.0143 | 0.0142 |
| x4 | 0.0209 | 0.0211 | 0.0210 | 0.0204 | 0.0208 | 0.0207 | 0.0208 | 0.0209 |
| x5 | 0.0127 | 0.0133 | 0.0129 | 0.0128 | 0.0127 | 0.0128 | 0.0129 | 0.0128 |
| x8 | 0.0061 | 0.0064 | 0.0063 | 0.0061 | 0.0065 | 0.0064 | 0.0063 | 0.0063 |
| x9 | 0.0066 | 0.0070 | 0.0062 | 0.0067 | 0.0065 | 0.0069 | 0.0066 | 0.0067 |
| x14 | 0.559 | 0.524 | ||||||
| x15 | 3.669 | 3.641 | ||||||
| x16 | 138 | 135 | 136 | 135 | 137 | 138 | 134 | 136 |
| x17 | 136 | 142 | 135 | 137 | 137 | 138 | 131 | 137 |
| Algorithm Model | Parameters |
|---|---|
| IE-TrAdaboost | Weak learner: 4-layer neural network model; Hidden neuron: 21 × 2; α: 0.05; N: 10 |
| IE-ANN | 4-layer neural network model; Hidden neuron: 23 × 2; α: 0.05; |
| IE-SVR | Kernel: rbf, C: 1e3; Gamma = 0.01 |
| IE-RF | Max_depth: 80; Max_features: 3; Min_samples_leaf: 4; Min_samples_split: 10; N_eatimators: 200 |
| Correction + IE + TrAdaboost | IE + TrAdaboost | TrAdaboost | |
|---|---|---|---|
| Relative error | 0.35% | 1.83% | 5.26% |
| Traditional method | Proposed method | ||
| Cycle | 20 min | 1.6 min | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, X.; Liu, S.; Bao, J.; Li, J.; Liu, Z. A Performance Prediction Method for a High-Precision Servo Valve Supported by Digital Twin Assembly-Commissioning. Machines 2022, 10, 11. https://doi.org/10.3390/machines10010011
Sun X, Liu S, Bao J, Li J, Liu Z. A Performance Prediction Method for a High-Precision Servo Valve Supported by Digital Twin Assembly-Commissioning. Machines. 2022; 10(1):11. https://doi.org/10.3390/machines10010011
Chicago/Turabian StyleSun, Xuemin, Shimin Liu, Jinsong Bao, Jie Li, and Zengkun Liu. 2022. "A Performance Prediction Method for a High-Precision Servo Valve Supported by Digital Twin Assembly-Commissioning" Machines 10, no. 1: 11. https://doi.org/10.3390/machines10010011