With the application of complex surface structural parts in aerospace, automobile, shipbuilding, energy, and power industries, five-axis CNC machining has become an essential method of high-efficiency and quality machining of complex surface parts. As one of the critical technologies of five-axis NC machining, kinematic transformation is to determine the relationship between the tool path and the feeding axis according to the structural form and parameters of the machine tool. At the same time, to realize high-order continuous smoothing of the machining trajectory and further improve the machining accuracy and efficiency, the direct interpolation of dual NURBS curves has become the focus research topic in five-axis machining [
1,
2]. The tool orientation vector is changed from the original discrete vector to a high-order continuous vector in the representation of the tool path using dual NURBS curves. The CNC system needs to calculate the rotation angles corresponding to the tool orientation vector and the derivatives of the rotation angles with respect to the curve parameter, which becomes the difficulty and emphasis in five-axis kinematic transformation [
3]. Therefore, it is of great significance to study five-axis linkage kinematic models with different structural forms and to realize the method of solving the rotation angles for direct interpolation of dual NURBS curves.
The solution of the rotation angles of a five-axis machine tool is generally a part of the solution of the five-axis inverse kinematics. For five-axis CNC machine tools with different structural forms, kinematic solving methods mainly include the following three types: (1) a model based on mechanism and homogeneous coordinate transformation [
4,
5,
6,
7,
8,
9]; (2) a generic model based on multi-body kinematics theory [
10,
11]; (3) a general kinematic solution method based on a decoupling and differential method [
12,
13,
14]. Although the above methods can realize the solution of the rotation angles, they may lead to an abrupt rotation angle at the singular point [
15,
16]. Scholars have also researched the smoothing of the rotation axis and the optimization of singular points of five-axis machine tools. Farouki, R.T. et al. [
17] studied the inverse kinematic solution problem to minimize the orientation change between the tool axis and the surface normal under the constraint of constant cutting speed, while the solution is dependent upon the surface normal along the toolpath. Lin, T.K. et al. [
18] proposed a general method to convert the tool position (CL) data into NC data for the non-orthogonal worktable type five-axis machine tool. The rotation angles of two rotation axes can be directly derived from the tool orientation vector. Yu, D. et al. [
19] proposed a method of integrating corner selection, optimization, and singular region processing to solve the problems of the collision. Although this method is effective in solving the problems of rotation-angle optimization of linear segments and singularity processing, it cannot be used in curve direct interpolation. Hong, X.Y. et al. [
20] proposed a singularity optimization method based on the rotation change rate which adjusts the tool orientation vector by controlling the rotation change rate to avoid the singular problem in five-axis machining. Beudaert, X. et al. [
21] proposed a decoupling method for separating the geometric processing of the programmed tool path from the feedrate interpolation, and the algorithm is complicated to calculate. Through the iterative algorithm, the motion parameters of each axis are solved. In addition, scholars also realized smoothing by adjusting the discrete tool direction change of the tool path [
22]. Li, Z. [
11] improved the calculation method of the rotation angle by defining the “minimum movement circle” to improve the rotation continuity of the
C-axis workbench effectively, and the method is limited to the five-axis orthogonal machine tools with a C turntable. Castagnetti, C. et al. [
23] confirmed that the kinematic performance of five-axis machining can be improved by sliding the rotation axes in the machine coordinate system rather than adjusting the tool orientation in the workpiece coordinate system. Wang, Q.R. et al. [
24] constructed a discrete domain of feasible directions at the tool path points and optimized the tool direction sequence with the shortest path, bypassing the singularity by changing the tool directions. Hu, P.C. et al. [
25] established the angular acceleration function according to the numerical solution of the inverse kinematic equations, which realized the directional constraint optimization of the tool axis.
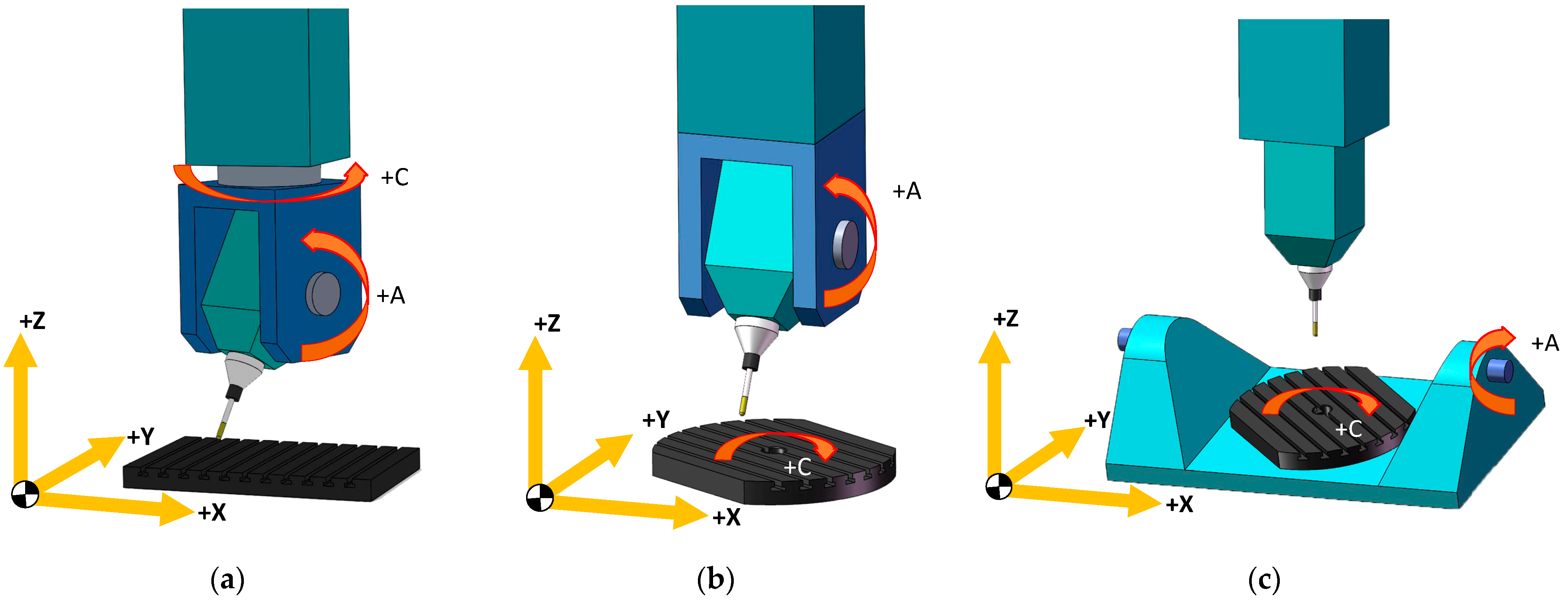
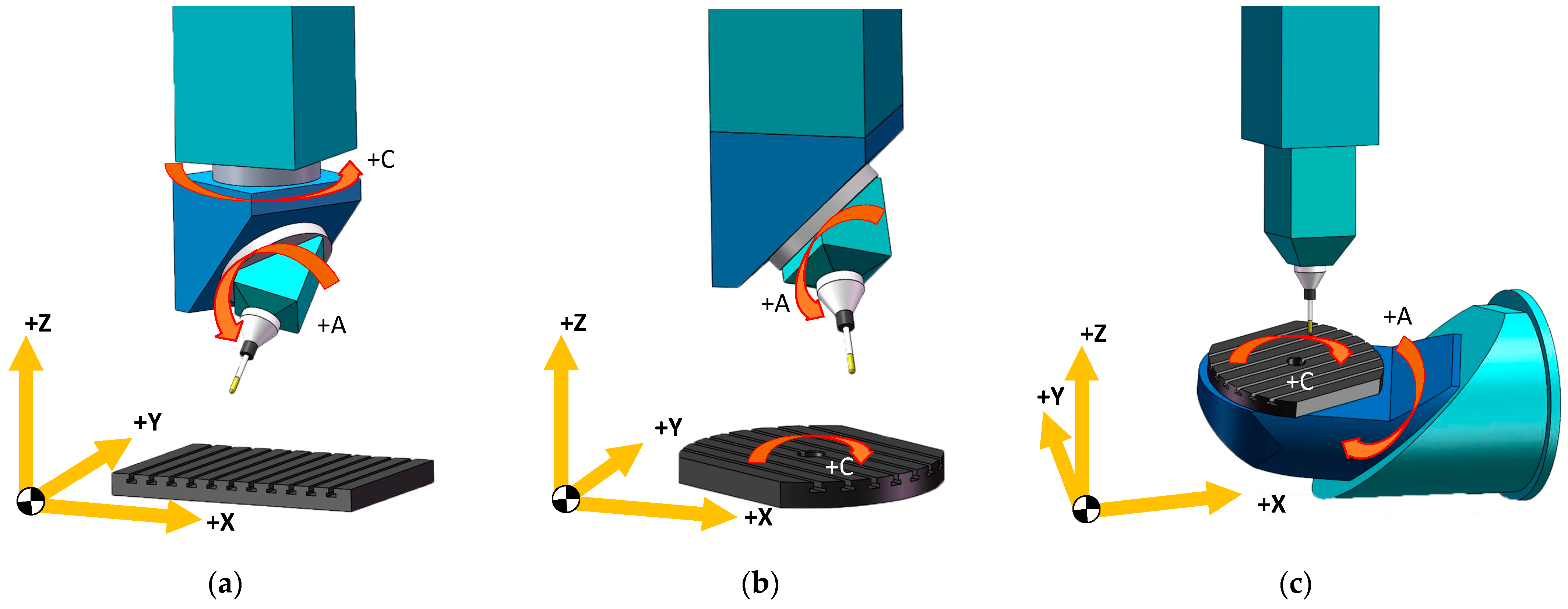
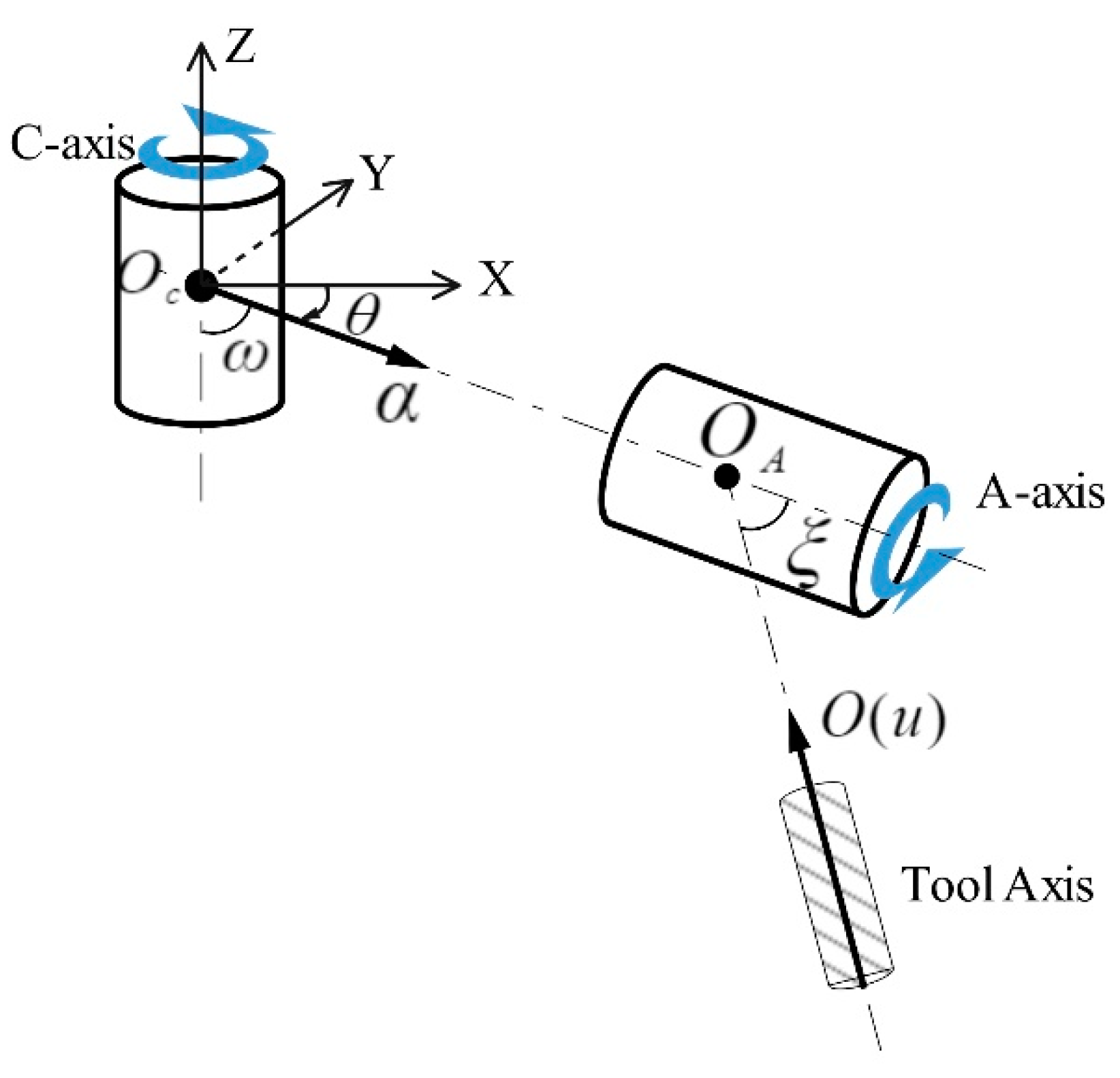
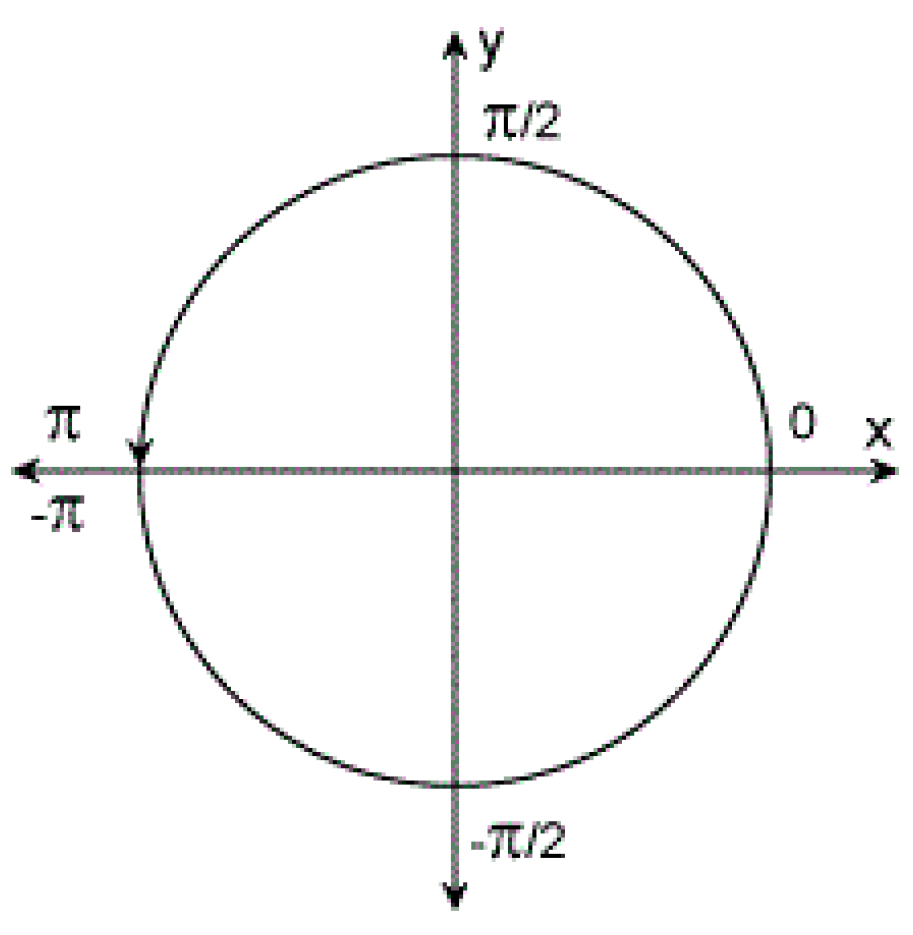
To solve the above problems, this paper focuses on the generic solution of the rotation angles of five-axis machine tools for dual NURBS direct interpolation, and a singularity handling method is given. The organization of the rest of this paper is as follows: In chapter 2, the direct interpolation model of dual NURBS curves is given, and rotation motion characteristics of the typical dual rotation axes layout are studied. The generic method for solving the rotation angles of five-axis machine tools based on the vector inner product is proposed, and the rotation-angle solution space and singularity handling are analyzed. In chapter 3, the effectiveness and superiority of the method are verified and compared. In chapter 4, the research contents and experimental results are summarized.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}











