
Machine Vision-Based Surface Defect Detection Study for Ceramic 3D Printing
Abstract
:1. Introduction
2. Machine Vision Defect Detection System Design
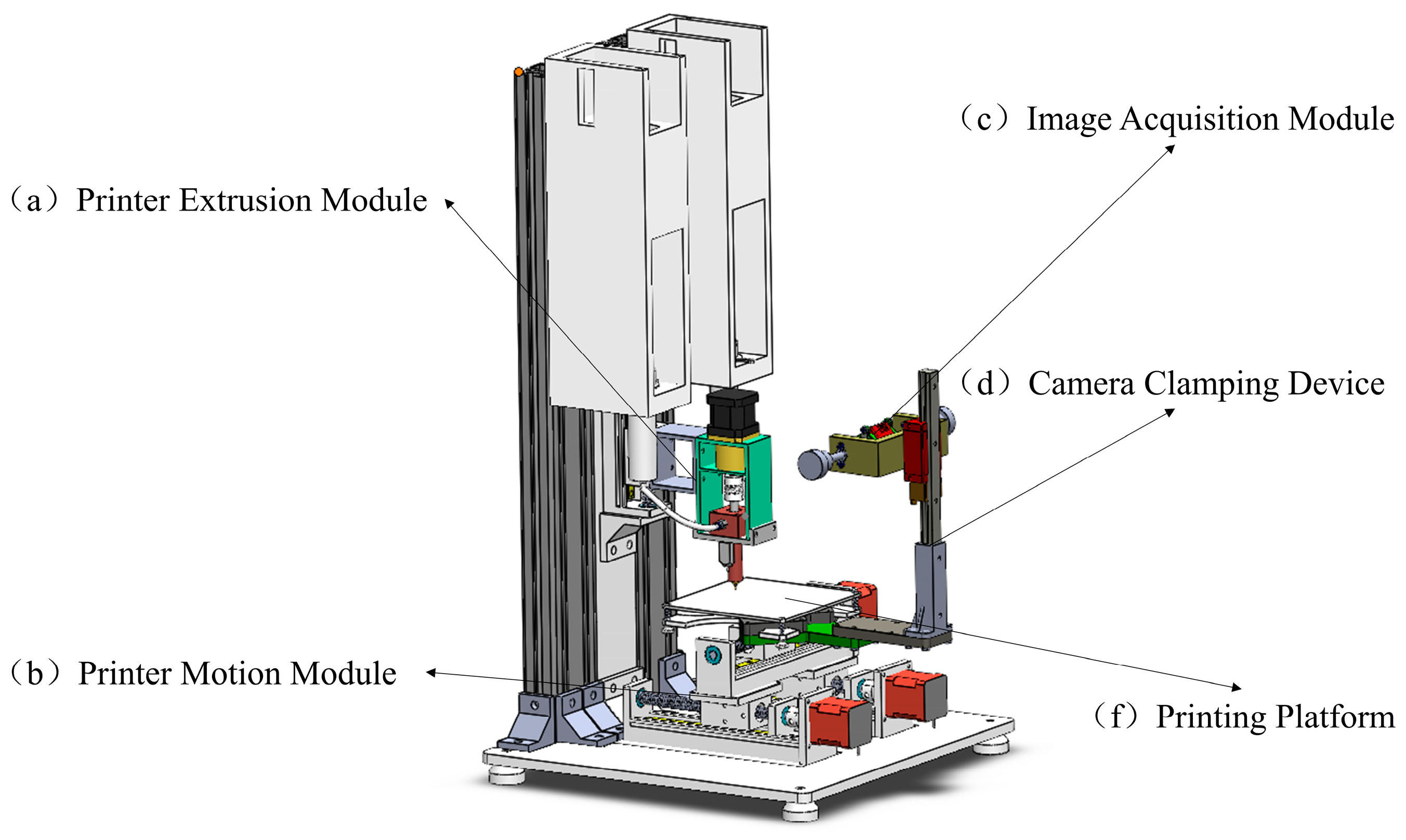
2.1. Overall System Design
2.2. Image Capture Module
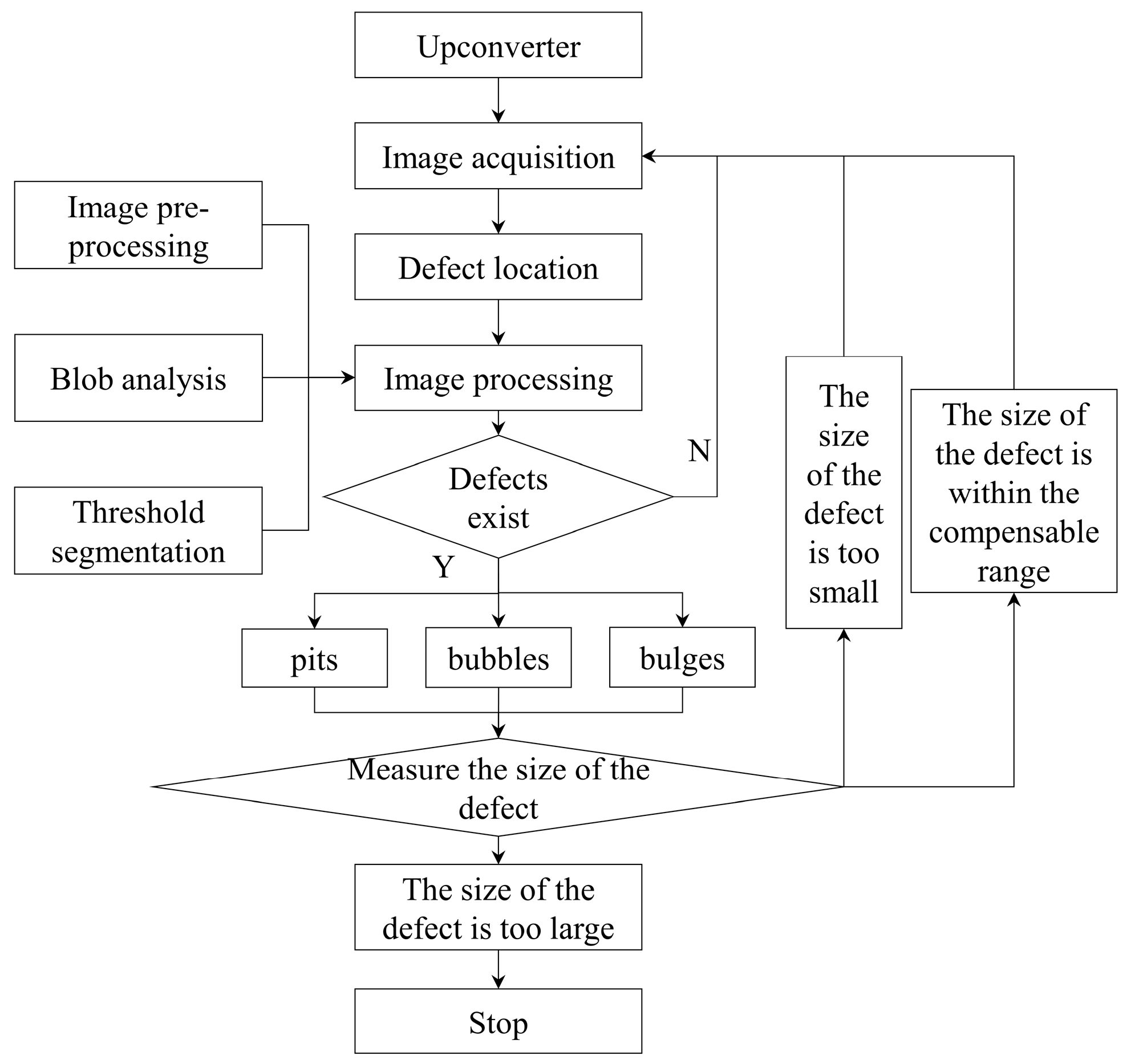
2.3. Image Processing and Defect Detection Module
3. Image Processing and Defect Recognition
3.1. ROI Positioning
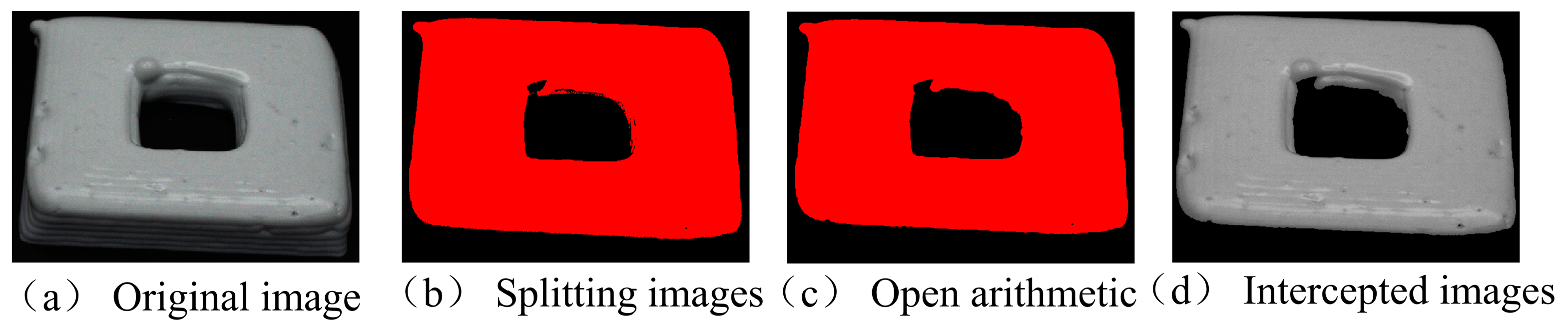
3.2. Image Pre-Processing
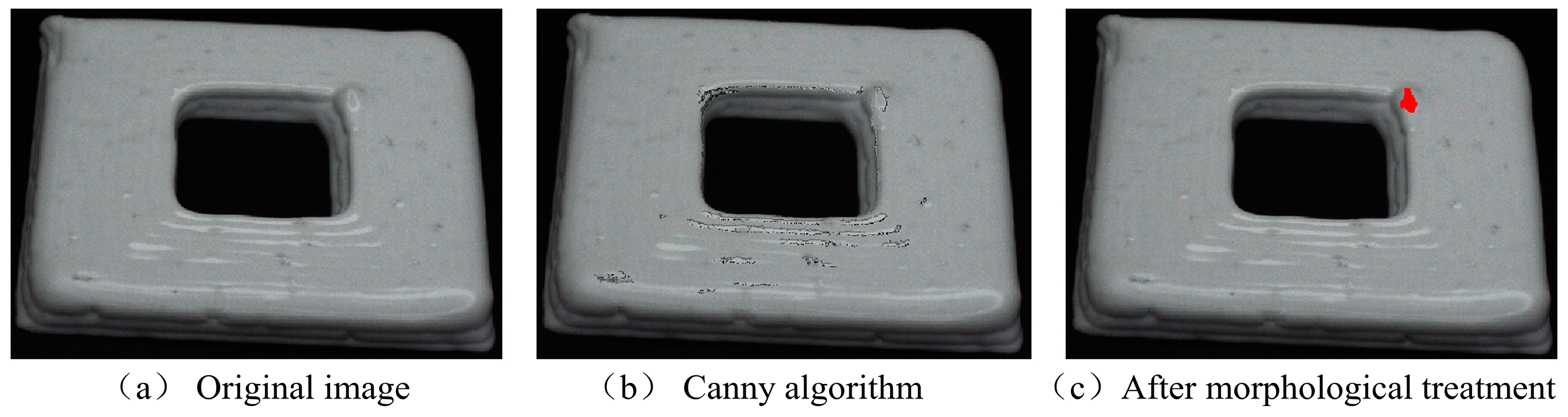
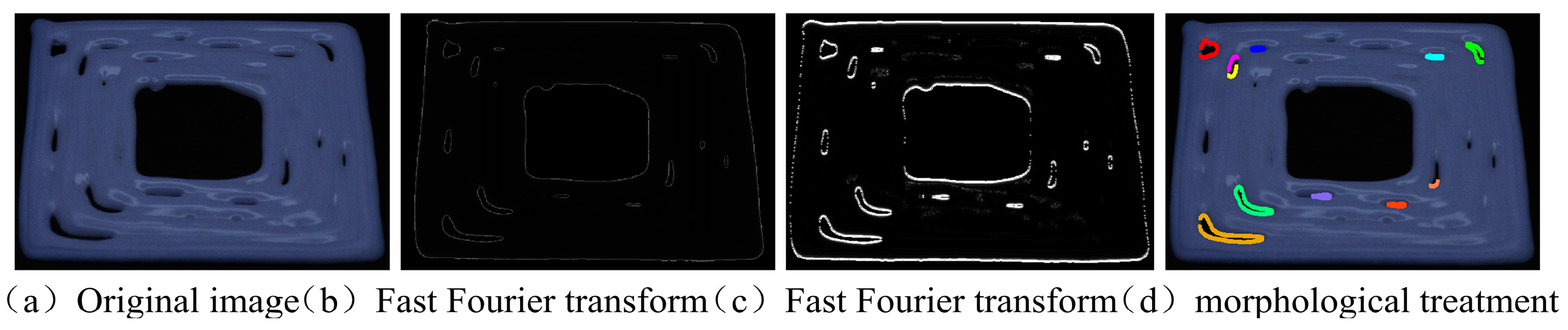
3.3. Threshold Segmentation
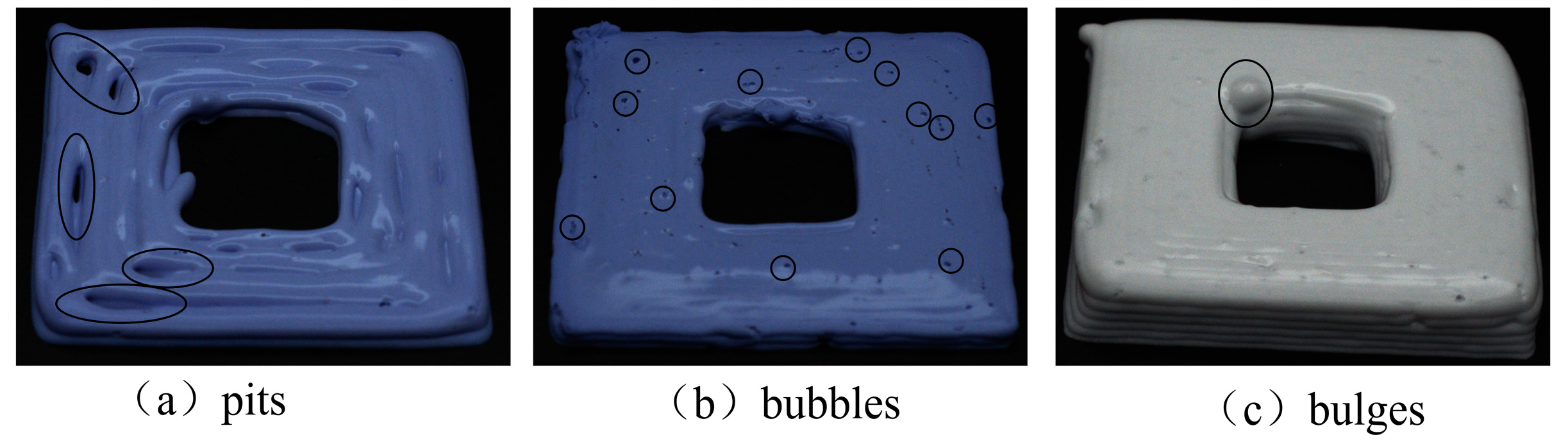
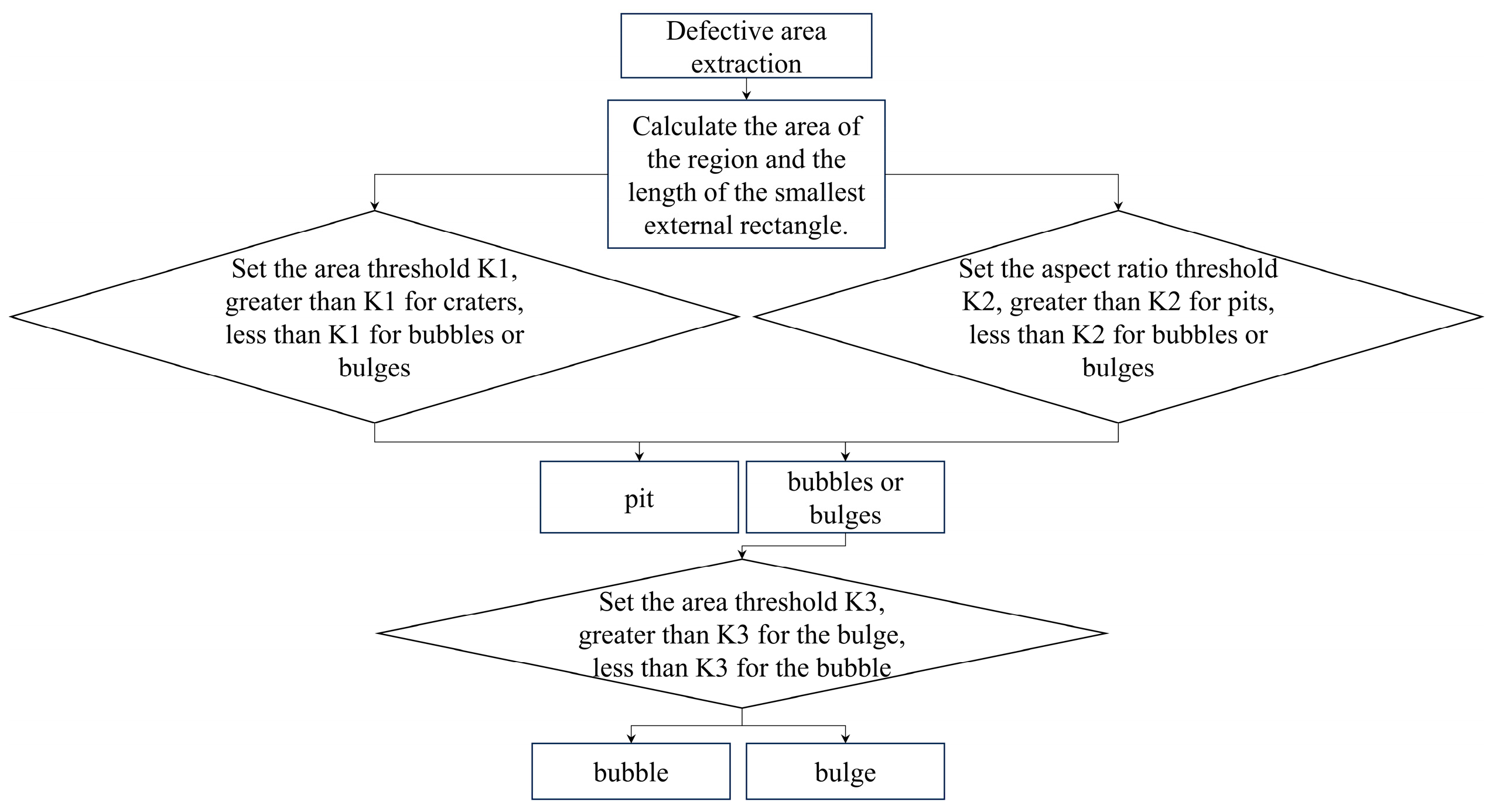
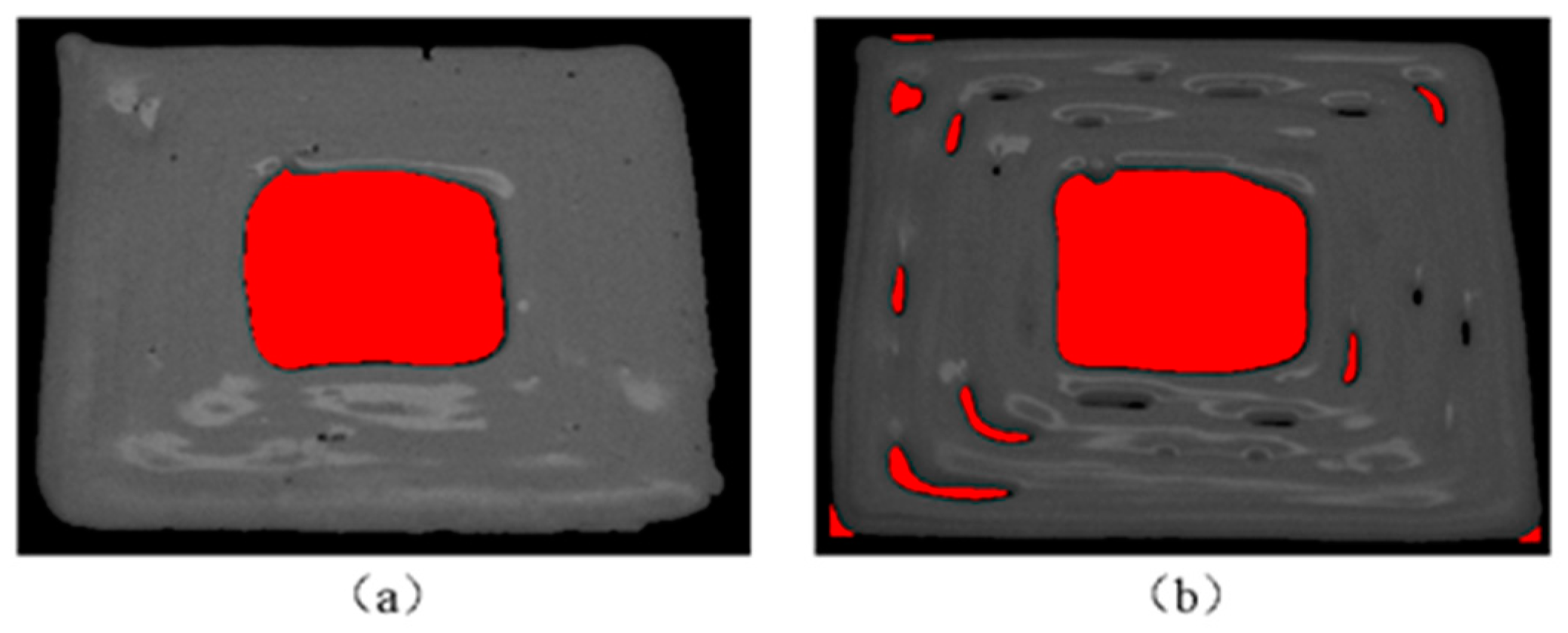
3.4. Defect Identification
3.5. Distortion Correction
3.6. Defect Matching Method Based on Geometric Features
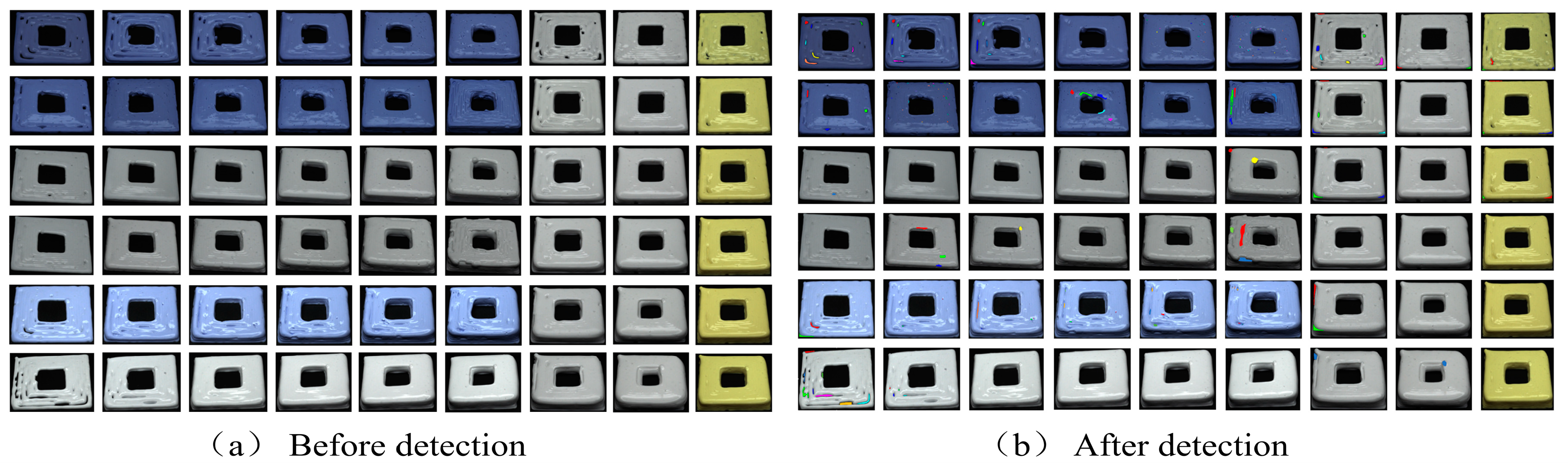
4. Experimentation and Analysis
5. Discussion
6. Conclusions
- In order to ensure that the system captures high-quality images during operation, a machine vision-based defect detection system for ceramic 3D printing and a machine vision clamping device for 3D printers were designed. The system was applied to extrusion molding ceramic 3D printers and can realize real-time detection; in addition, the system can automatically identify the type of defects and feedback to the control system to make different adjustments according to the size of the defects. These are two major differences between this system and other vision inspection equipment used in the industry.
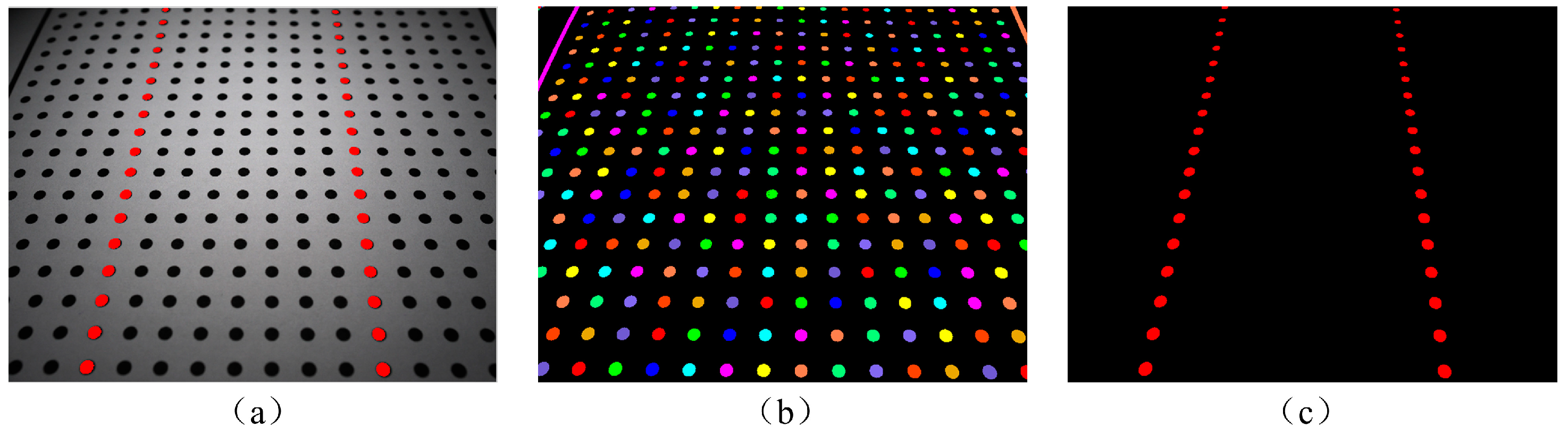
- In this study, the camera in the image acquisition device was placed in a tilted position, which is different from the conventional vertical placement, so when performing the aberration correction, firstly, a diagram full of marking points is placed, and then the distance of the corresponding marking points is measured, and then an analysis is performed with the actual distance. The data fitting method is subsequently carried out to perform the aberration correction, and the results show that this method has a particularly good effect of image correction to account for the tilted placement of the camera.
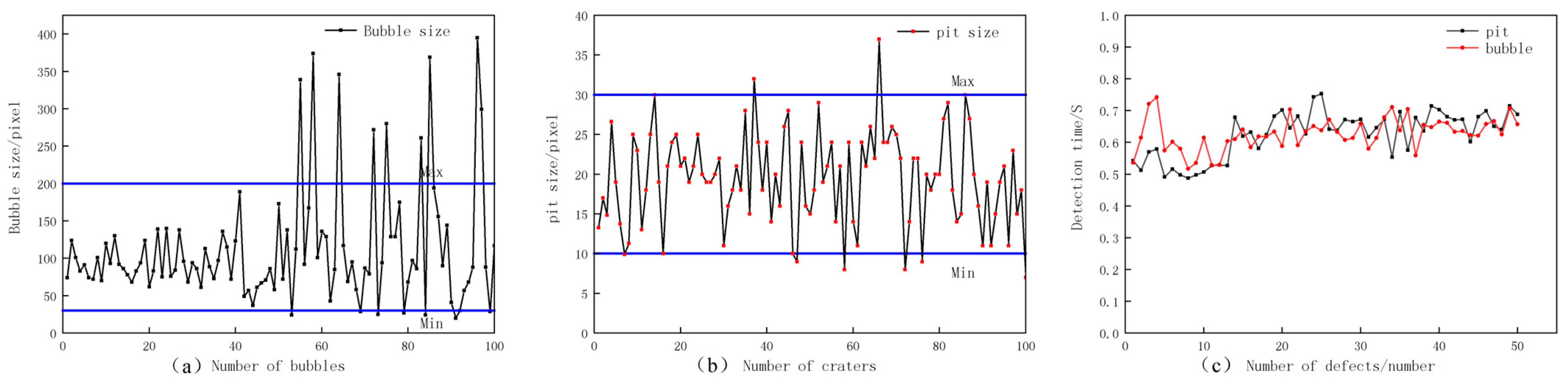
- The experimental verification showed that the system designed in this study had a detection accuracy of 97.2% and could also define the size of defects, and feed back different results based on the size of the defect. At the same time, based on the characteristics of the defects, the evaluation method of the weighting function is introduced to distinguish between the characteristics of the printing blank itself and the printing defects. From the results, it can be seen that this system for 3D printers greatly improves the print quality while reducing the consumption cost. However, due to the limitations of the experiment and the fact that ceramic 3D printing requires numerous steps such as post-processing in addition to printing blanks, the system has not yet been used for industrial production, leaving a large amount of unexplored research space.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Jang, S.; Park, S.; Bae, C.-J. Development of ceramic additive manufacturing: Process and materials technology. Biomed. Eng. Lett. 2020, 10, 493–503. [Google Scholar] [CrossRef]
- Lakhdar, Y.; Tuck, C.; Binner, J.; Terry, A.; Goodridge, R. Additive manufacturing of advanced ceramic materials. Prog. Mater. Sci. 2021, 116, 100736. [Google Scholar] [CrossRef]
- Guan, Z.; Yang, X.; Liu, P.; Xu, X.; Li, Y.; Yang, X. Additive manufacturing of zirconia ceramic by fused filament fabrication. Ceram. Int. 2023, 49, 27742–27749. [Google Scholar] [CrossRef]
- Wang, G.; Wang, S.; Dong, X.; Zhang, Y.; Shen, W. Recent progress in additive manufacturing of ceramic dental restorations. J. Mater. Res. Technol. 2023, 26, 1028–1049. [Google Scholar] [CrossRef]
- Wolf, A.; Rosendahl, P.L.; Knaack, U. Additive manufacturing of clay and ceramic building components. Autom. Constr. 2022, 133, 103956. [Google Scholar] [CrossRef]
- Esteves, A.V.; Martins, M.I.; Soares, P.; Rodrigues, M.; Lopes, M.; Santos, J. Additive manufacturing of ceramic alumina/calcium phosphate structures by DLP 3D printing. Mater. Chem. Phys. 2022, 276, 125417. [Google Scholar] [CrossRef]
- Freudenberg, W.; Wich, F.; Langhof, N.; Schafföner, S. Additive manufacturing of carbon fiber reinforced ceramic matrix composites based on fused filament fabrication. J. Eur. Ceram. Soc. 2022, 42, 1822–1828. [Google Scholar] [CrossRef]
- He, R.; Zhou, N.; Zhang, K.; Zhang, X.; Zhang, L.; Wang, W.; Fang, D. Progress and challenges towards additive manufacturing of SiC ceramic. J. Adv. Ceram. 2021, 10, 637–674. [Google Scholar] [CrossRef]
- Sun, J.; Ye, D.; Zou, J.; Chen, X.; Wang, Y.; Yuan, J.; Liang, H.; Qu, H.; Binner, J.; Bai, J. A review on additive manufacturing of ceramic matrix composites. J. Mater. Sci. Technol. 2023, 138, 1–16. [Google Scholar] [CrossRef]
- Nowicki, M.; Sheward, S.; Zuchowski, L.; Addeo, S.; States, O.; Omolade, O.; Andreen, S.; Ku, N.; Vargas-Gonzalez, L.; Bennett, J. Additive Manufacturing with Ceramic Slurries. In Proceedings of the ASME 2022 International Mechanical Engineering Congress and Exposition, Columbus, Ohio, USA, 30 October–3 November 2022. [Google Scholar] [CrossRef]
- Ou, J.; Huang, M.; Wu, Y.; Huang, S.; Lu, J.; Wu, S. Additive manufacturing of flexible polymer-derived ceramic matrix composites. Virtual Phys. Prototyp. 2022, 18, e2150230. [Google Scholar] [CrossRef]
- Hur, H.; Park, Y.J.; Kim, D.-H.; Ko, J.W. Material extrusion for ceramic additive manufacturing with polymer-free ceramic precursor binder. Mater. Des. 2022, 221, 110930. [Google Scholar] [CrossRef]
- Nefedovaa, L.; Ivkov, V.; Sychov, M.; Diachenko, S.; Gravit, M. Additive manufacturing of ceramic insulators. Mater. Today Proc. 2020, 30, 520–522. [Google Scholar] [CrossRef]
- Alammar, A.; Kois, J.C.; Revilla-León, M.; Att, W. Additive Manufacturing Technologies: Current Status and Future Perspectives. J. Prosthodont. 2022, 31, 4–12. [Google Scholar] [CrossRef]
- Rani, P.; Deshmukh, K.; Thangamani, J.G.; Pasha, S.K. Additive Manufacturing of Ceramic-Based Materials. In Nanotechnology-Based Additive Manufacturing: Product Design, Properties and Applications; Wiley: Hoboken, NJ, USA, 2022; Volume 2, pp. 131–160. [Google Scholar] [CrossRef]
- Rahman, M.A.; Saleh, T.; Jahan, M.P.; McGarry, C.; Chaudhari, A.; Huang, R.; Tauhiduzzaman, M.; Ahmed, A.; Al Mahmud, A.; Bhuiyan, S.; et al. Review of Intelligence for Additive and Subtractive Manufacturing: Current Status and Future Prospects. Micromachines 2023, 14, 508. [Google Scholar] [CrossRef] [PubMed]
- Dadkhah, M.; Tulliani, J.-M.; Saboori, A.; Iuliano, L. Additive manufacturing of ceramics: Advances, challenges, and outlook. J. Eur. Ceram. Soc. 2023, 43, 6635–6664. [Google Scholar] [CrossRef]
- Landgraf, J. Computer vision for industrial defect detection. In Proceedings of the 20th International Conference on Sheet Metal, Erlangen-nürnberg, Germany, 2–5 April 2023. [Google Scholar] [CrossRef]
- Liu, Z.; Qu, B. Machine vision based online detection of PCB defect. Microprocess. Microsyst. 2021, 82, 103807. [Google Scholar] [CrossRef]
- Koubaa, S.; Baklouti, M.; Mrad, H.; Frikha, A.; Zouari, B.; Bouaziz, Z. Defect Detection in Additive Manufacturing Using Computer Vision Monitoring. In Proceedings of the International Conference Design and Modeling of Mechanical Systems, Hammamet, Tunisia, 20–22 December 2021; pp. 285–290. [Google Scholar] [CrossRef]
- Suo, X.; Liu, J.; Dong, L.; Shengfeng, C.; Enhui, L.; Ning, C. A machine vision-based defect detection system for nuclear-fuel rod groove. J. Intell. Manuf. 2021, 33, 1649–1663. [Google Scholar] [CrossRef]
- Ren, Z.; Fang, F.; Yan, N.; Wu, Y. State of the Art in Defect Detection Based on Machine Vision. Int. J. Precis. Eng. Manuf. Technol. 2021, 9, 661–691. [Google Scholar] [CrossRef]
- Zeng, X.; Qi, Y.; Lai, Y. Fuzzy System for Image Defect Detection Based on Machine Vision. Int. J. Manuf. Technol. Manag. 2022, 1, 1. [Google Scholar] [CrossRef]
- Zhang, S.; Chen, Z.; Granland, K.; Tang, Y.; Chen, C. Machine Vision-Based Scanning Strategy for Defect Detection in Post-Additive Manufacturing. In Proceedings of the International Conference on Variability of the Sun and Sun-Like Stars: From Asteroseismology to Space Weather, Melbourne, VIC, Australia, 31 October–2 November. 2022; pp. 271–284. [Google Scholar] [CrossRef]
- Dong, G.; Sun, S.; Wang, Z.; Wu, N.; Huang, P.; Feng, H.; Pan, M. Application of machine vision-based NDT technology in ceramic surface defect detection—A review. Mater. Test. 2022, 64, 202–219. [Google Scholar] [CrossRef]
- Paraskevoudis, K.; Karayannis, P.; Koumoulos, E.P. Real-Time 3D Printing Remote Defect Detection (Stringing) with Computer Vision and Artificial Intelligence. Processes 2020, 8, 1464. [Google Scholar] [CrossRef]
- Khan, M.F.; Alam, A.; Siddiqui, M.A.; Alam, M.S.; Rafat, Y.; Salik, N.; Al-Saidan, I. Real-time defect detection in 3D printing using machine learning. Mater. Today Proc. 2021, 42, 521–528. [Google Scholar] [CrossRef]
- Khandpur, M.S.; Galati, M.; Minetola, P.; Marchiandi, G.; Fontana, L.; Stiuso, V. Development of a low-cost monitoring system for open 3D printing. IOP Conf. Series Mater. Sci. Eng. 2021, 1136, 012044. [Google Scholar] [CrossRef]
- Ishikawa, S.-i.; Tasaki, R. Visual Feedback Control of Print Trajectory in FDM-Type 3D Printing Process. In Proceedings of the 2023 8th International Conference on Control and Robotics Engineering (ICCRE), Niigata, Japan, 21–23 April 2023. [Google Scholar] [CrossRef]
- Bai, R.; Jiang, N.; Yu, L.; Zhao, J. Research on Industrial Online Detection Based on Machine Vision Measurement System. J. Physics Conf. Ser. 2021, 2023, 012052. [Google Scholar] [CrossRef]
- Fang, T.; Jafari, M.A.; Danforth, S.C.; Safari, A. Signature analysis and defect detection in layered manufacturing of ceramic sensors and actuators. Mach. Vis. Appl. 2010, 15, 63–75. [Google Scholar] [CrossRef]
- Sitthi-Amorn, P.; Ramos, J.E.; Wang, Y. MultiFab: A machine vision-assisted platform for multi-material 3D printing. Acm Trans. Graph. 2015, 34, 1–11. [Google Scholar] [CrossRef]
- Wu, M.; Phoha, V.V.; Moon, Y.B. Detecting malicious defects in 3d printing process using machine learning and image classification. In Proceedings of the ASME 2016 International Mechanical Engineering Congress and Exposition, Phoenix, AZ, USA, 11–17 November 2016; pp. 4–10. [Google Scholar]
- Straub, J. Initial Work on the Characterization of Additive Manufacturing (3D Printing) Using Software Image Anlysis. Machines 2015, 3, 55–71. [Google Scholar] [CrossRef]
- Oliver, H.; Dong, L.X. In situ real time defect detection of 3D printed parts. Addit. Manuf. 2017, 17, 135–142. [Google Scholar]
- Dabbagh, S.R.; Ozcan, O.; Tasoglu, S. Machine learning-enabled optimization of extrusion-based 3D printing. Methods 2022, 206, 27–40. [Google Scholar] [CrossRef]
- Sampedro, G.A.R.; Rachmawati, S.M.; Kim, D.-S.; Lee, J.-M. Exploring Machine Learning-Based Fault Monitoring for Polymer-Based Additive Manufacturing: Challenges and Opportunities. Sensors 2022, 22, 9446. [Google Scholar] [CrossRef] [PubMed]
- Bai, T.; Gao, J.; Yang, J.; Yao, D. A Study on Railway Surface Defects Detection Based on Machine Vision. Entropy 2021, 23, 1437. [Google Scholar] [CrossRef] [PubMed]
- Xiao, Z.; Wang, J.; Han, L.; Guo, S.; Cui, Q. Application of Machine Vision System in Food Detection. Front. Nutr. 2022, 9, 888245. [Google Scholar] [CrossRef]
- Huang, Y.-C.; Hung, K.-C.; Lin, J.-C. Automated Machine Learning System for Defect Detection on Cylindrical Metal Surfaces. Sensors 2022, 22, 9783. [Google Scholar] [CrossRef]
- Lin, Y.; Ma, J.; Wang, Q.; Sun, D.-W. Applications of machine learning techniques for enhancing nondestructive food quality and safety detection. Crit. Rev. Food Sci. Nutr. 2023, 63, 1649–1669. [Google Scholar] [CrossRef] [PubMed]
- Yu, N.; Li, H.; Xu, Q. A full-flow inspection method based on machine vision to detect wafer surface defects. Math. Biosci. Eng. 2023, 20, 11821–11846. [Google Scholar] [CrossRef]
- Zhang, D.; Zhou, F.; Yang, X.; Gu, Y. Unleashing the Power of Self-Supervised Image Denoising: A Comprehensive Review. arXiv (Cornell University). arXiv 2023, arXiv:2308.00247. [Google Scholar] [CrossRef]
- Patel, K.K.; Kar, A.; Khan, M.A. Monochrome computer vision for detecting common external defects of mango. J. Food Sci. Technol. 2021, 58, 4550–4557. [Google Scholar] [CrossRef]
- Ooi, A.Z.H.; Embong, Z.; Hamid, A.I.A.; Zainon, R.; Wang, S.L.; Ng, T.F.; Hamzah, R.A.; Teoh, S.S.; Ibrahim, H. Interactive Blood Vessel Segmentation from Retinal Fundus Image Based on Canny Edge Detector. Sensors 2021, 21, 6380. [Google Scholar] [CrossRef]
- Pan, B.; Tao, J.; Bao, X.; Xiao, J.; Liu, H.; Zhao, X.; Zeng, D. Quantitative Study of Starch Swelling Capacity during Gelatinization with an Efficient Automatic Segmentation Methodology. Carbohydr. Polym. 2020, 255, 117372. [Google Scholar] [CrossRef]
- Lin, J.; Guo, T.; Yan, Q.F.; Wang, W. Image segmentation by improved minimum spanning tree with fractional differential and Canny detector. J. Algorithms Comput. Technol. 2019, 13, 1748302619873599. [Google Scholar] [CrossRef]
- Cao, J.; Chen, L.; Wang, M.; Tian, Y. Implementing a Parallel Image Edge Detection Algorithm Based on the Otsu-Canny Operator on the Hadoop Platform. Comput. Intell. Neurosci. 2018, 2018, 3598284. [Google Scholar] [CrossRef] [PubMed]
- Vaibhav, V. Fast inverse nonlinear Fourier transform. Phys. Rev. E 2018, 98, 013304. [Google Scholar] [CrossRef] [PubMed]
- Yang, X.; Bist, R.B.; Subedi, S.; Chai, L. A Computer Vision-Based Automatic System for Egg Grading and Defect Detection. Animals 2023, 13, 2354. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.; Wang, H.; Dang, L.M.; Song, H.-K.; Moon, H. Vision-Based Defect Inspection and Condition Assessment for Sewer Pipes: A Comprehensive Survey. Sensors 2022, 22, 2722. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Hardware | Parameters |
|---|---|
| Industrial cameras | Model: MV-CE120-10UC; Interface: USB3.0; Resolution: 4000 × 3036; Pixel size: 1.85 μm × 1.85 μm; Target size: 1/1.7; Frame rate: 31.9 fps; Camera interface: C-Mount; Sensor chip type: CMOS; Exposure time: 30 μs~0.5 s; Spectrum: color |
| Industrial lenses | Model: MVL-HF0624M-10MP; Focal length: 8 mm; Target size: 1/1.8; Closest shooting distance: 0.1 m; Interface: C; Aperture range: F 2.4~F 16 |
| Toroidal light sources | Model: MV-LRDS-120-70-W; Color temperature: 6000~7000 K; Power: 13.7 W; Outside diameter of luminous surface: 109.8 mm |
| Identification Points (Group) | Row (Pixel) | Measured Distance (Pixel) | Actual Distance (mm) | Theoretical Distance (mm) | Ratio (0.001) |
|---|---|---|---|---|---|
| 1 | 0.849767 | 1392.24 | 52.7419 | 70 | 0.753 |
| 2 | 4.7113 | 1427.5 | 54.0778 | 70 | 0.772 |
| 3 | 8.75867 | 1464.26 | 55.4702 | 70 | 0.792 |
| 4 | 13.0473 | 1503.77 | 56.9672 | 70 | 0.813 |
| 5 | 17.6133 | 1544.87 | 58.524 | 70 | 0.836 |
| 6 | 22.3576 | 1589.56 | 60.217 | 70 | 0.860 |
| 7 | 27.3087 | 1636.19 | 61.9834 | 70 | 0.885 |
| 8 | 32.5668 | 1687.21 | 63.9163 | 70 | 0.913 |
| 9 | 38.0753 | 1740.29 | 65.9271 | 70 | 0.941 |
| 10 | 44.054 | 1797.62 | 68.0988 | 70 | 0.972 |
| 11 | 50.4299 | 1857.17 | 70.355 | 70 | 1.005 |
| 12 | 57.3119 | 1921.91 | 72.8074 | 70 | 1.040 |
| 13 | 64.6159 | 1990.47 | 75.4048 | 70 | 1.077 |
| 14 | 72.5358 | 2066.41 | 78.2814 | 70 | 1.118 |
| 15 | 80.9807 | 2146.83 | 81.328 | 70 | 1.161 |
| 16 | 90.1994 | 2234.95 | 84.6664 | 70 | 1.209 |
| 17 | 100.095 | 2328.84 | 88.2232 | 70 | 1.260 |
| 18 | 110.861 | 2430.37 | 92.0694 | 70 | 1.315 |
| Identification Points (Group) | Actual Distance (mm) | Theoretical Distance (mm) | Error (mm) | Identification Points (Group) | Actual Distance (mm) | Theoretical Distance (mm) | Error (mm) |
|---|---|---|---|---|---|---|---|
| 1 | 69.9631 | 70 | 0.0369 | 10 | 70.0844 | 70 | 0.0844 |
| 2 | 69.9971 | 70 | 0.0029 | 11 | 70.0186 | 70 | 0.0186 |
| 3 | 70.0037 | 70 | 0.0037 | 12 | 69.964 | 70 | 0.036 |
| 4 | 70.019 | 70 | 0.019 | 13 | 69.906 | 70 | 0.094 |
| 5 | 69.972 | 70 | 0.028 | 14 | 69.9096 | 70 | 0.0904 |
| 6 | 69.996 | 70 | 0.004 | 15 | 69.913 | 70 | 0.087 |
| 7 | 70.003 | 70 | 0.003 | 16 | 69.9569 | 70 | 0.0431 |
| 8 | 70.0571 | 70 | 0.0571 | 17 | 70.0244 | 70 | 0.0244 |
| 9 | 70.0819 | 70 | 0.0819 | 18 | 70.1387 | 70 | 0.1387 |
| Theoretical Model | Area (Pixel) | Row (Pixel) | Column (Pixel) | Length 1 (Pixel) | Length 2 (Pixel) |
|---|---|---|---|---|---|
| 1 | 82,492 | 1037 | 2245 | 362 | 256 |
| Actual Category | Test Results | TPR | PPV | |||
|---|---|---|---|---|---|---|
| Bubble | Pit | Bulge | Normal | |||
| Bubble | 25 | 0 | 0 | 1 | 96% | 100% |
| Pit | 0 | 49 | 0 | 2 | 100% | 96% |
| Bulge | 1 | 1 | 13 | 0 | 86% | 93% |
| Normal | 0 | 0 | 0 | 88 | 100% | 100% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, J.; Li, H.; Lu, L.; Cheng, Y. Machine Vision-Based Surface Defect Detection Study for Ceramic 3D Printing. Machines 2024, 12, 166. https://doi.org/10.3390/machines12030166
Zhou J, Li H, Lu L, Cheng Y. Machine Vision-Based Surface Defect Detection Study for Ceramic 3D Printing. Machines. 2024; 12(3):166. https://doi.org/10.3390/machines12030166
Chicago/Turabian StyleZhou, Jing, Haili Li, Lin Lu, and Ying Cheng. 2024. "Machine Vision-Based Surface Defect Detection Study for Ceramic 3D Printing" Machines 12, no. 3: 166. https://doi.org/10.3390/machines12030166