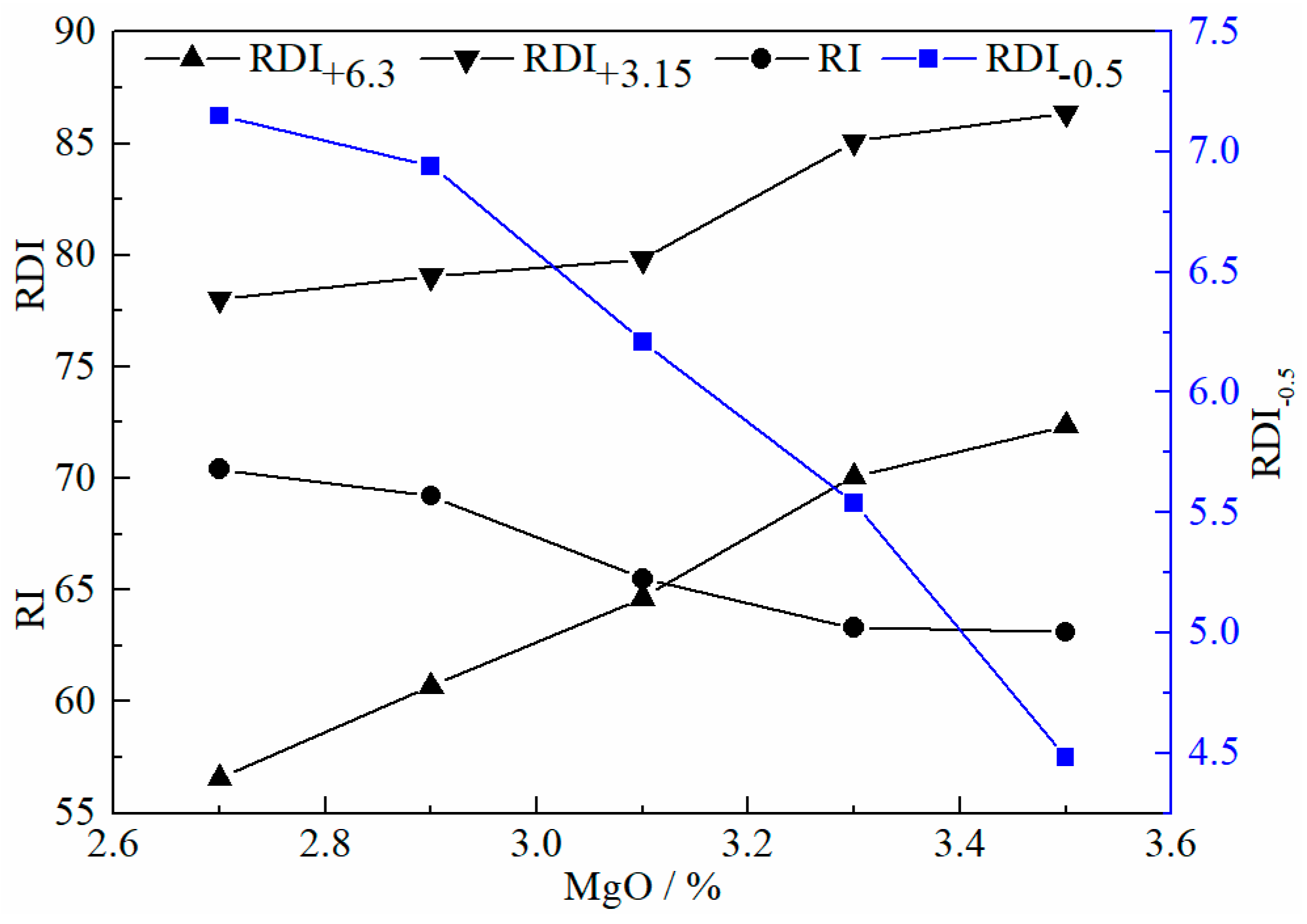
Figure 7 shows the influence of MgO on the RDI calculated by Equations (3)–(5). The RDI
+3.15 and the RDI
+6.3 increased, while RDI
−0.5 decreased with increased MgO content. There were two reasons for the improvement of the RDI. First, the rhombohedral hematite in HCVTM underwent crystal transformation during the reduction process, causing volume expansion and fragmentation [
26]. The generation of the secondary skeleton hematite phase improved the reduction disintegration of the HCVTM sinter. Moreover, the titanohematite and the titanomagnetite were multicomponent solid solutions—they were not only solid solutions of TiO
2, but also solid solutions of Al
2O
3, MgO, and the like [
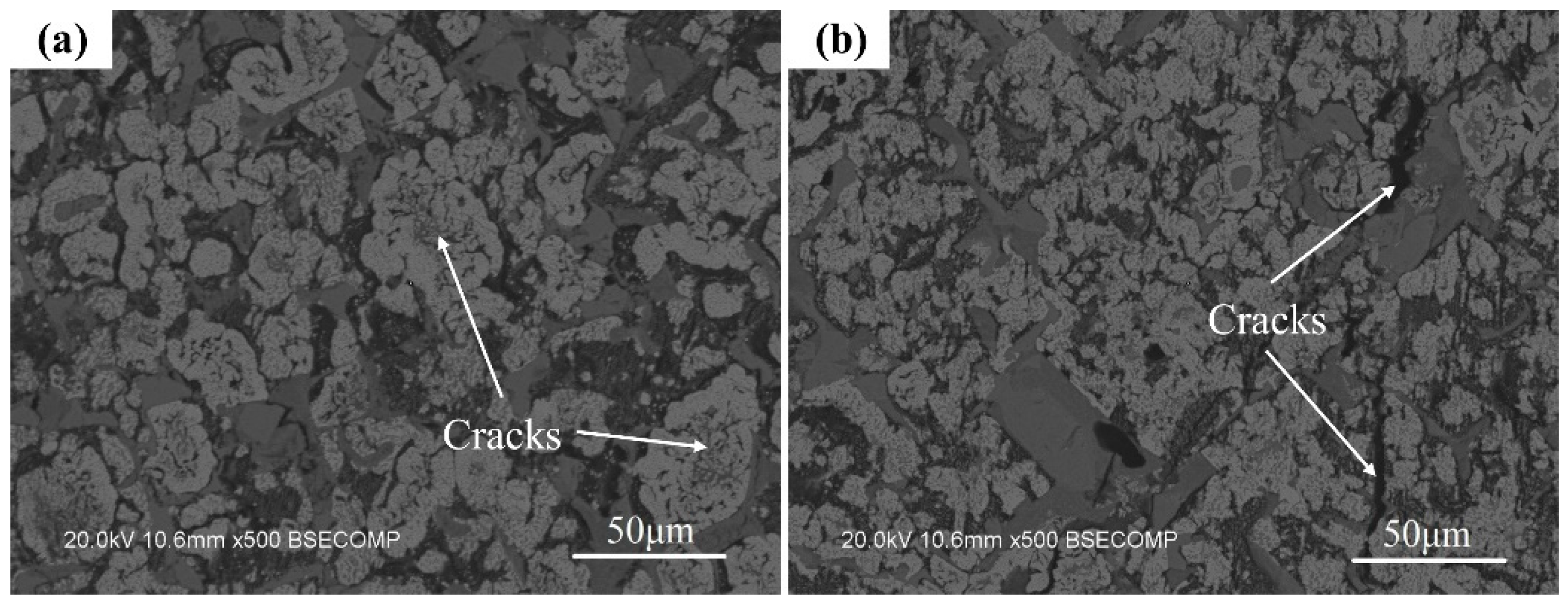
20]. Due to their different crystal systems, solid solution elements, contents, and expansion coefficients, the stresses and the directions generated during the reduction were diverse, which caused reduction cracks in the sintered ore and quickly formed a network of fractured bands (
Figure 8a). The RDI
+3.15 increased to 86.4% with 3.5% MgO addition, and the reason was that the reduction disintegration was restrained because the hard-reduced magnetite phase reacted with MgO to form a magnetite solid solution ((Fe, Mg)O·Fe
2O
3). Yang [
18] and Zhou [
28] all considered that the RDI of sinter would increase when the MgO content increased due to the increase of magnetite and Mg-bearing phases with a lower reduction index. Second, TiO
2 and Al
2O
3, which were dissolved in the silicate phases, including the glass phase and the titanium garnet, could significantly destroy the fracture toughness [
20]. In the titanium garnet accumulation area, especially the large-grain titanium garnet accumulation area, there were coarse cracks, which were further expanded by the stress during the reduction process to cause the sinter to be pulverized (
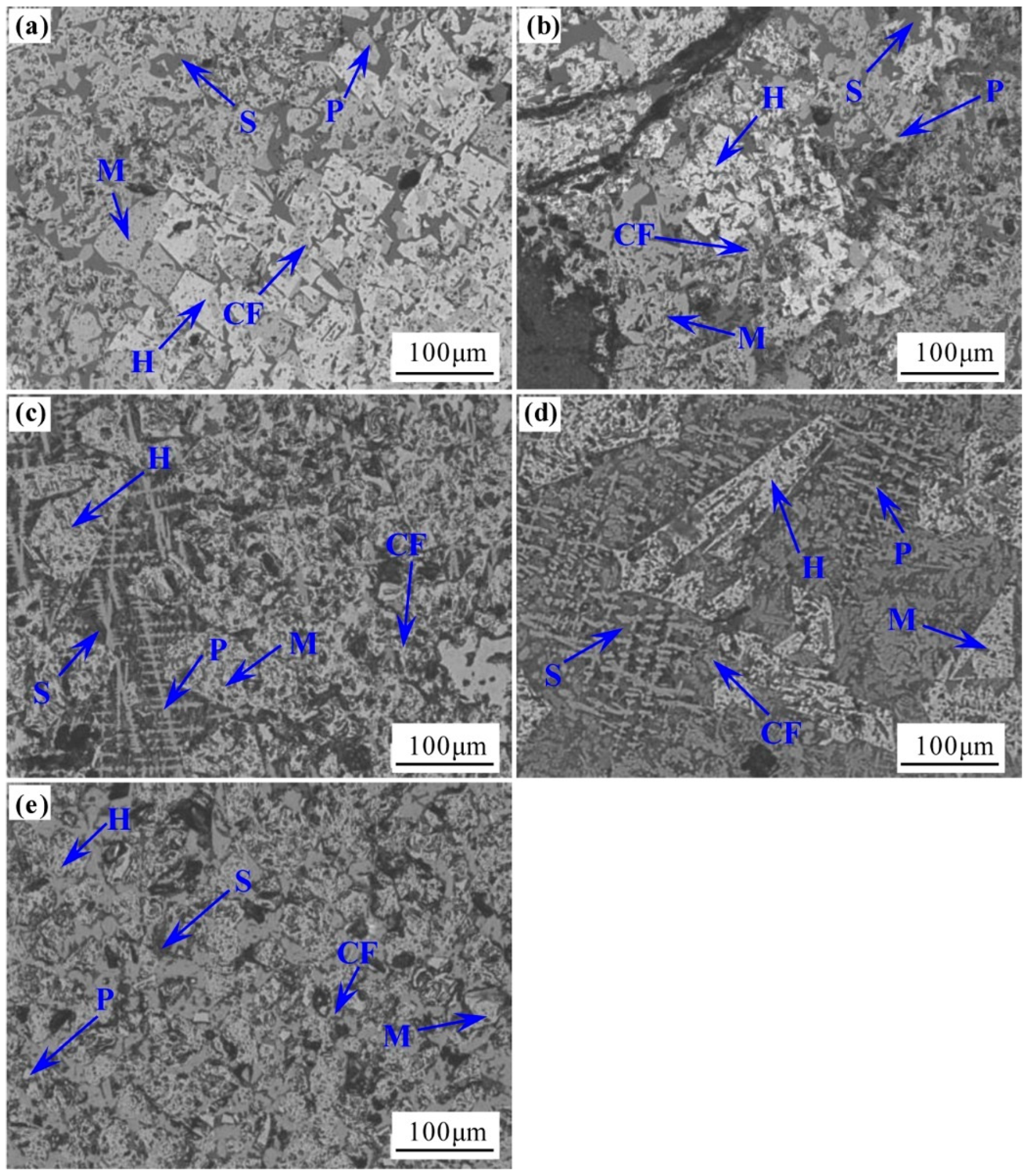
Figure 8b). With the increase of MgO content, the formation of coarse triangular and incomplete quadrilateral titanium hematite was reduced, the sintered ore formed a microporous thick-wall structure, and the strength was improved. Meanwhile, since MgO could improve the crystallization ability of the silicate melt and reduce the vitreous content, the forsterite and the pyroxene (Ca(Mg,Fe)Si
2O
5) minerals precipitated in the glass phase acted as a skeleton, which enhanced the ability to withstand stress changes and crack propagation. Therefore, as the MgO content increased, the reduction crack of the sinter decreased and became smaller, thus that the pulverization rate decreased.
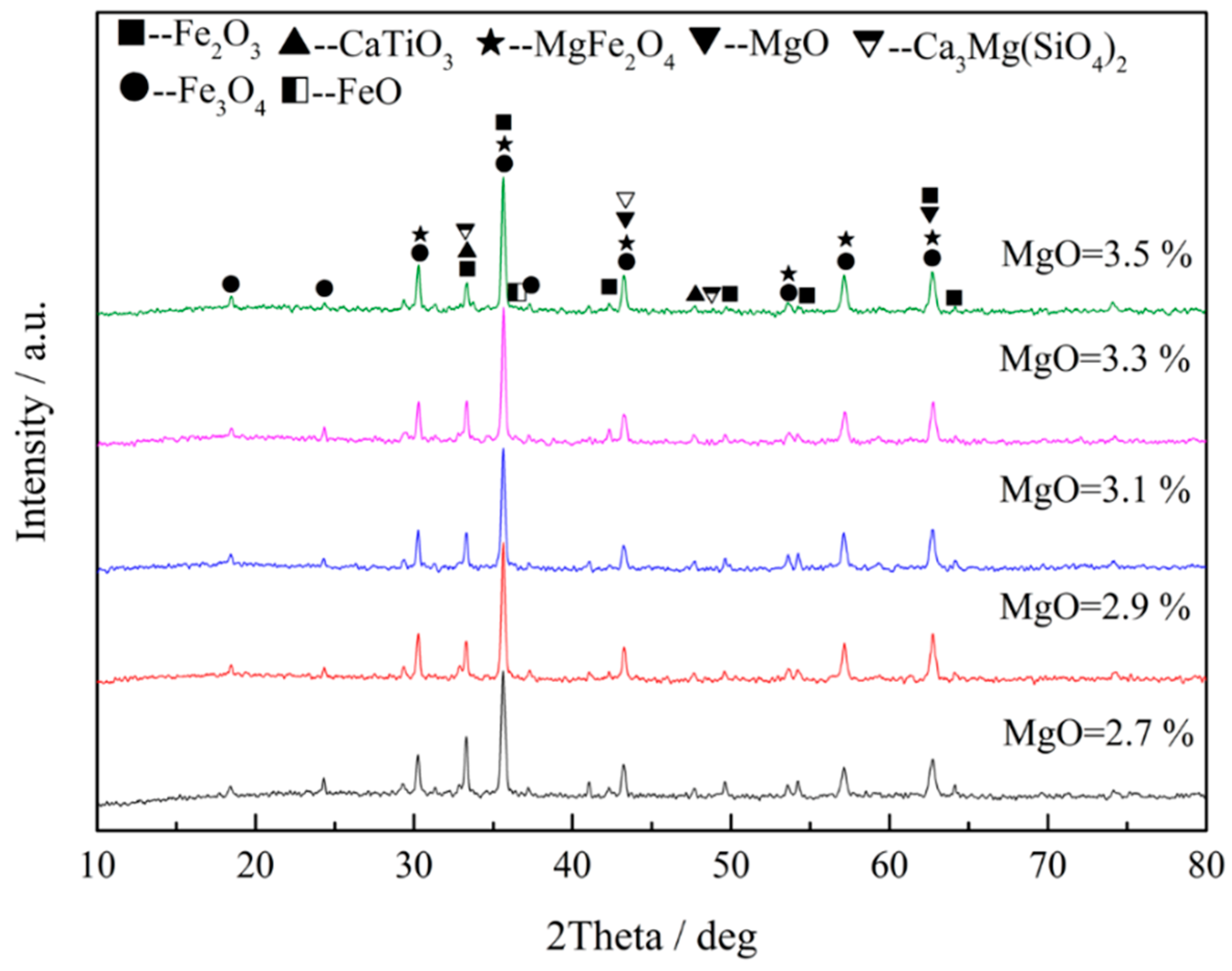
With the increase of MgO content, the RI calculated by Equation (6) decreased from 70.4% to 63.1% (
Figure 7). Moreover, the FeO content decreased from 21.22% to 13.86%. The reduction of iron oxides was restrained due to the refractory minerals with increased MgO content [
18]. When MgO was dissolved in magnetite, it promoted the stable existence of difficult-reducing magnetite and gradually reduced the easily reduced titanium hematite. At the same time, with the increase of MgO, minerals such as calcium-magnesium olivine (difficult to reduce) were formed. These minerals formed an aerobic interweaving structure with magnetite and calcium ferrite, which made the sintered ore denser and more difficult to reduce.
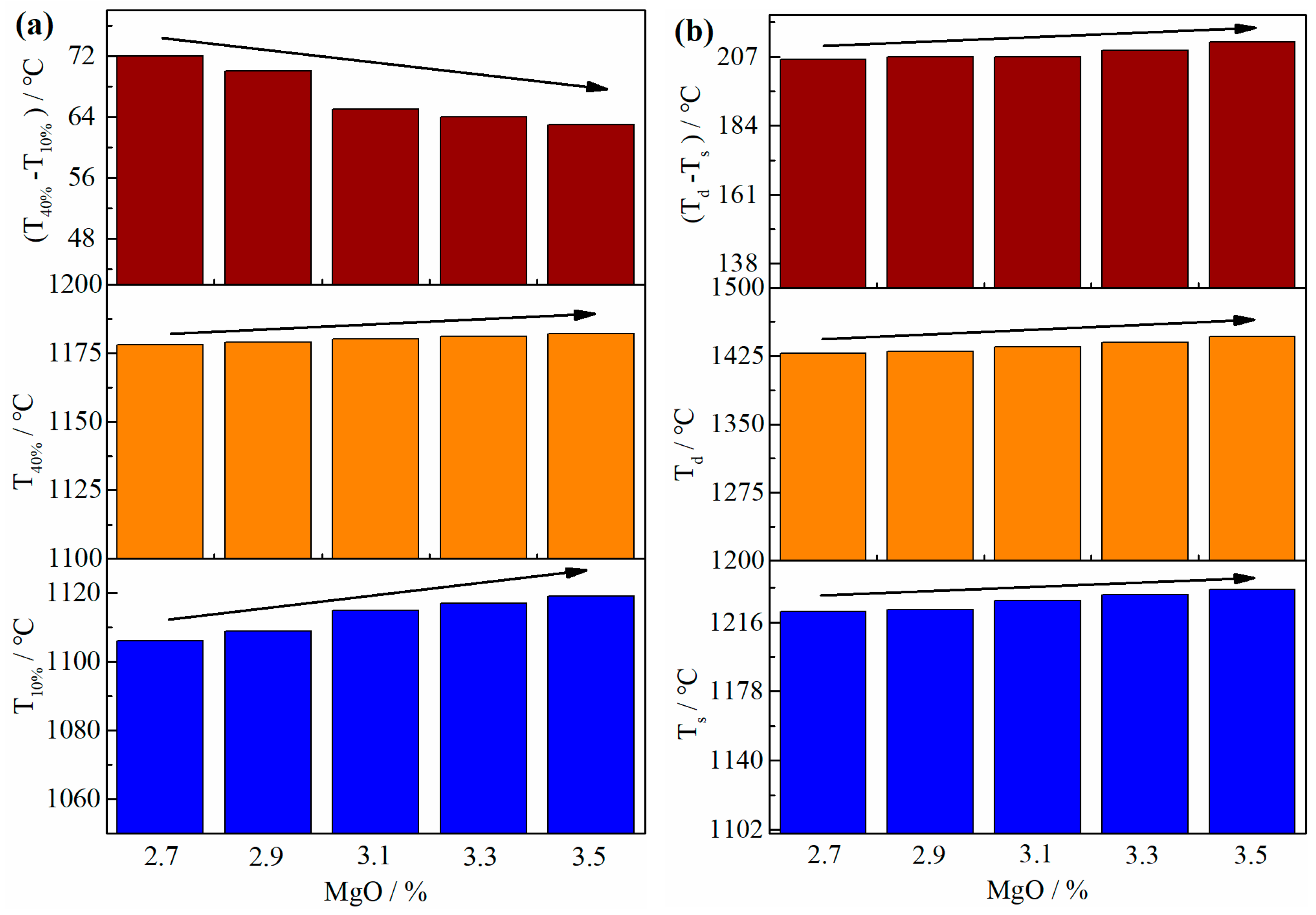
Figure 9 shows the softening-melting properties of the HCVTM sinter with different MgO contents. T
10% increased from 1106 °C to 1119 °C, and T
40% increased from 1178 °C to 1182 °C with the increased MgO content. ΔT
1 increased from 72 °C to 63 °C. T
S increased from 1222 °C to 1234 °C, and T
D decreased from 1428 °C to 1443 °C with the increased of MgO content. ΔT
2 increased from 206 °C to 209 °C.
For smelting of the sinter in the BF, a high T
10% and an applicable scale of ΔT
1 were beneficial to the reduction reactions of iron ore [
29]. Hence, the HCVTM sinter had a better tendency regarding the softening behavior with increased MgO content. The increased MgO content led to the increase of high melting point minerals such as magnesium magnetite and calcium forsterite in the sintering process, which was the reason for the increase of T
10% and T
40%. T
S increased with the decrease of FeO content and the increase of the high-melting liquid phase. The T
D depended on the melting point of the slag phase and the metal carburizing reaction. With the decreased FeO and decreased RI, the T
D increased.
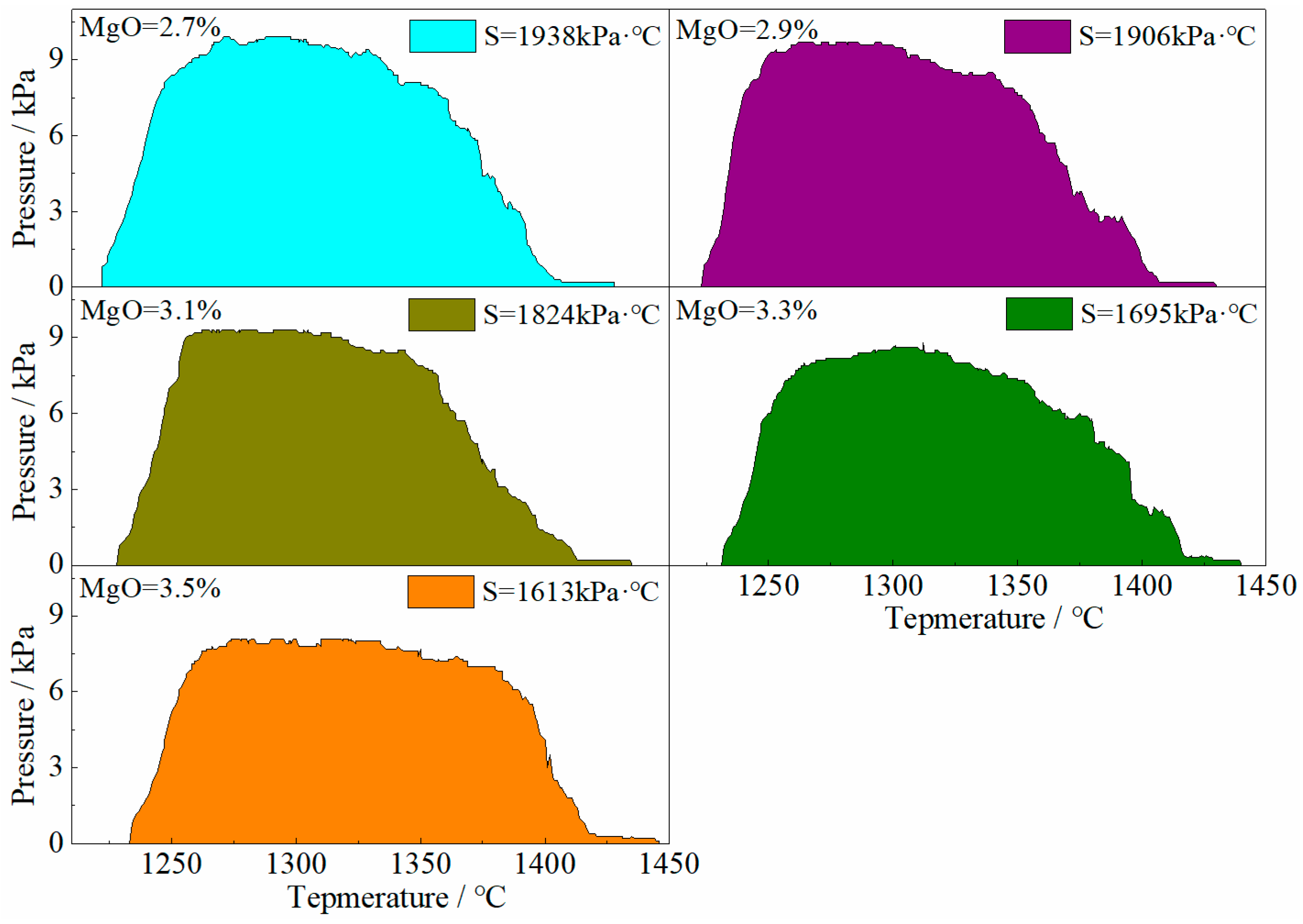
Figure 10 presents the indices, including maximum differential pressure (ΔP
m) and gas permeability index (S). The gas pressure difference (ΔP
m) decreased from 9.9 kPa to 8.1 kPa. In general, the S value of the softening-melting property of sinter is mainly used to evaluate the gas permeability index of sinter. The smaller the S value is, the better the gas permeability index of sinter will be. According to Equation (7), the S decreased from 1938 kPa·°C to 1613 kPa·°C due to the drastic decrease of ΔP
m and a slight increase of ΔT
2, which indicated that the sinter softening-melting properties were improved with the increased MgO content [
30].













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}