1. Introduction
In parallel with technological development, critical elements are used on a large scale in high-technology sectors. This situation requires the selective processing of minerals containing rare earth elements (REEs) in much higher amounts. The lanthanide group of elements in the periodic table is named REE, and the atomic numbers of these 15 elements range from 57 (La) to 71 (Lu). Sc and Y are included in this group due to chemical properties similar to those of the lanthanides, which are divided into two sub-groups, called light REE (LREE) and heavy REE (HREE) [
1]. In nature, there are more than 250 rare earth minerals (REMs) in the form of carbonatites, oxides, phosphates, silicates, and halides. Bastnaesite ((Ce, La)CO
3F) and Monazite ((Ce, La, Nd, Th)PO
4) are the main REE-bearing ores, and about 95% of the world’s rare earth resources are associated with these minerals [
2].
Supply security, discovery and development of new deposits, substitute materials, recycling, economic policies, technical knowledge and experience (R&D and mining practice), waste management culture, and individual global power and influence are important factors that shape the REE strategies of many countries [
3]. In recent years, REEs have become extremely important worldwide due to their unique magnetic, phosphor, and catalytic properties. They contribute to many technical aspects such as lower energy consumption, higher efficiency, durability, and thermal stability. Computers, mobile phones, televisions, energy-saving lamps, and wind turbines all contain REEs in certain amounts. They are an indispensable resource for high-tech equipment such as lasers, superconducting magnets, and hybrid car batteries. For this reason, the enrichment possibilities of rare earth deposits discovered in recent years with various processing technologies have attracted a great deal of scientific and industrial interest. The use of REEs in magnets and catalysts accounts for almost 50% of total demand, and China dominated the market with 84% of production in 2016. Similarly, China continues this dominance according to the USGS (2023), and accounts for 70% of global production and 34% of global reserves [
4]. Therefore, the exploration and development of new REE deposits have gained importance to providing supply security and diversification of the deposits globally. Especially after the export restrictions by China in 2010, the evaluation of alternative and domestic REE resources gained importance across the world. Turkiye is one of the countries starting exploration and beneficiation studies for REE production. With the research and studies of the sole nationwide REE Institute (TENMAK, NATEN), the General Directorate of Mineral Research and Exploration (MTA) and the General Directorate of ETİMADEN are contributing to these studies to unearth these valuable and strategically important elements. The Eskişehir/Beylikova REE deposit has been studied in terms of beneficiation possibilities, and a pilot-scale plant construction project was started to process this important REE deposit. Many new deposits that are being explored are poorly processed but contain very valuable minerals. One of these deposits is Kuluncak, and it is Turkiye’s second largest REE source after Beylikova.
REE ores can occur in carbonatite, alkaline complexes and pegmatites, felsic volcanic deposits, granites and granitic pegmatites, iron oxide copper gold (IOCG) deposits, granite-related skarns, carbonatite-related skarns, hydrothermal deposits, heavy mineral sands, laterite/soil/clays, shale hosted deposits, alluvial/placer deposits, sedimentary deposits and tailings [
5]. The only three main REE-bearing minerals currently in commercial use are bastnaesite, monazite, and xenotime. Of these three minerals, monazite and xenotime are found in heavy mineral sand deposits where they require little or no comminution, and their economic beneficiation processes are well-developed. Bastnaesite is economically extracted on a large scale in Mountain Pass, USA and Bayan Obo, China.
The Hekimhan-Hasançelebi-Kuluncak region in Turkiye is located within the Anatolide-Tauride Belt and contains Cretaceous-Paleocene alkaline magmatic and volcanic rocks [
6]. Özgenç et al. [
7] classified Başören carbonatites as early-phase aegirine-fluorite-apatite carbonatites (C1) and late-phase fluorite-apatite carbonatites (C2); C1 and C2 are economic fluorite-bearing and britholite-bearing type carbonatites, respectively. They stated that economic britholite occurrences are in nepheline syenites and contain 57% REEs, while LREEs generally occur in carbonatites. As reported by Akıska et al. [
8] carbonatite is the last stage of intrusion in Başören, which caused the fenitization of syenites and the occurrence of britholite and fluorite in low quantities. According to their study, the main Th- and REE-bearing minerals were identified as bastnaesite, britholite, and thorite containing high amounts of Th and REEs.
Within the project area, Early Cretaceous–Late Paleocene aged Kuluncak-Hasançelebi feldspathic lava is dominant within the area encircling Kuluncak, Darılı, and Başören villages. Nephelinitic lava is represented by nephelinite syenite, sodalite syenite, alkyl syenite, syenite, micro syenite, and nephelinite syenite pegmatite with coarse albite and aegirine type of rocks. Syenitic rocks cover an area of 4 km
2 and have equal size, medium grain, and holocrystalline texture. The rock consists of alkaline feldspar, plagioclase, pyroxene crystals, and pseudomorphs with holocrystalline texture [
9]. Feldspathic rocks and carbonatitic lava related to these rocks are REE-bearing rocks, in which REEs occurred across contact pneumatolytic activity and skarn zones following contact metamorphism, contact metasomatic alteration zones, and fenitization zones in the pegmatitic period and are also associated with fluorite through hydrothermal activity.
Many minerals contain REEs; however, they are typically found in small-scale deposits where data are difficult to obtain and the task of determining general separation characteristics is even more difficult. The enrichment of REE-bearing minerals is a topic that requires much more research to fill the knowledge gaps in emerging rare earth studies. Regarding the recovery of REEs from primary sources, many variables need to be investigated depending on the ore, method, and equipment. Physical and physicochemical enrichment processes of REEs can be performed using gravity, magnetic, electrostatic separation, and flotation methods [
10]. The most important ore-related factors affecting the success of the beneficiation processes are the REE mineral type, particle liberation size, and the structure of the gangue minerals. Although REE-bearing minerals occur in the same deposit, their properties may differ. In other words, each deposit can be approached with a different process and method.
In hydrometallurgical processes, the presence of impurities such as iron increases inorganic acid consumption and associated operating costs. In addition, there are environmental disadvantages and energy costs caused by the use of high temperatures in pyrometallurgical processes. Physical enrichment methods have a very important place in the ore processing industry due to their various advantages, such as low cost, easy operation, and lower environmental impact compared to physicochemical and chemical methods. For this reason, physical methods are generally applied before chemical processes to produce a pre-concentrate with a high recovery rate and a rejectable waste with a low metallic quality. Gravity separation has been widely used for a long time in the mineral processing industry for the separation of valuable minerals from the host rock. Low capital and operating costs draw increased attention to these methods [
11,
12]. REE enrichment from heavy mineral sands is common in gravity separation processes, where spirals and shaking tables are widely used. This is quite successful with conventional gravity equipment due to the relatively high specific gravity of REEs (up to 7 g/cm
3) and the low specific gravity of silicate gangue (2.5 g/cm
3) [
13]. Apart from heavy mineral sand beneficiation, gravity separation methods (shaking tables, spiral concentrators, and conical separators) have been used to separate bastnaesite and monazite from the iron-bearing and silicate gangue material before flotation in the world’s largest REE mine (Bayan Obo, China) [
14,
15]. However, one of the difficulties with the gravitational separation of Bayan Obo ore is that gangue minerals (e.g., barite) escape into the heavy product because they have a specific gravity similar to that of the REE-bearing minerals.
Processing fine particles by conventional gravity methods is challenging because the buoyancy of water reduces the gravity difference between the particles to be separated, reducing selectivity in separation. Despite their high specific gravity, particles that are liberated in very fine sizes (especially below 75 µm) cannot be concentrated in heavy products using conventional gravity separators such as shaking tables and spirals, and very fine heavy-metal particles are lost with the light fraction. Centrifugal gravity separators such as the multi gravity separator (MGS) [
16], Knelson [
17], and Falcon [
18] operating at high rotational speeds and exerting enormous G forces (G-force) on the particles can be used effectively to eliminate this negative situation caused by very fine liberated particles in classical gravity separation systems and to capture the minerals with high specific gravity escaping into the light fraction.
Since many REEs are strongly paramagnetic, magnetic separation is a highly effective technique for REM enrichment. Gd, Tb, Dy, and Tm show ferromagnetic properties, while Sc, Y, La, and Lu are diamagnetic REEs, and the others paramagnetic [
19]. Magnetic separation is commonly applied to separate diamagnetic minerals such as fluorite and quartz from ferromagnetic (such as siderite) and paramagnetic minerals (such as monazite, bastnaesite, and xenotime) [
20,
21]. A low magnetic density can be used to capture ferromagnetic particles, while a high magnetic density must be preferred for paramagnetic minerals with lower magnetic susceptibility. There are many studies in the literature on gravity separation combined with magnetic separation [
22,
23]. Magnetic separators are very effective in monazite enrichment from beach sands. In the first stage, strong magnetic minerals such as magnetite are removed, and then monazite is separated from non-magnetic heavy mineral gangue material, zircon, and rutile. Jordens et al. [
22] performed a pre-concentration process including Knelson and Falcon centrifugal concentrators followed by high-intensity wet drum magnetic separation steps as well as dry-induced roll magnetic separation and wet high-intensity magnetic separation steps. Characterization tests and analysis identified several silicates including biotite, plagioclase, quartz, K-feldspar, Fe-oxides (both magnetite and hematite), lesser proportions of muscovite/clays, chlorite, amphibole, carbonates, and trace proportions of other minerals (e.g., fluorite). They reported that REM recovery from this ore using centrifugal equipment was effective, but the recovery decreased as the particle size decreased. Thompson et al. [
24] reported that neither the shaking table nor the Falcon concentrator provided a preferential upgrading of REE-bearing minerals, even at −38 µm [
24]. Mineralogical analysis showed that composite particles containing higher proportions of dolomite and quartz resulted in higher REE losses. Lab-scale gravity separations have been successfully performed on Turkiye’s largest deposit with finely grained mineralization. The pre-concentration of Beylikova ore with an average REO content of 3.42% was provided by attrition and scrubbing. Rough concentrate was upgraded using MGS, and as a result, a bastnaesite concentrate with 35.5% REO grade and 48% recovery was produced [
16]. One of the most important findings of this study is that the liberation size of REEs is below 5 µm. The use of Knelson or Falcon concentrators, which can apply more G force on the grain, may provide a solution for the enrichment of finely dispersed REE ores. Hedrick et al. [
25] produced a pre-concentrate by performing a series of physical enrichment processes (gravity and electromagnetic separation) for the recovery of loparite (Ce, NA, Sr, Ca)(Ti, Nb, Ta, Fe
+3)O from igneous feldspathic ore located in Lovozero Alkali Massif, Russia [
25]. Loparite is hosted with aegirine, apatite, eudialyte, feldspar, nepheline, ramsayite, and titanite. The primary ores contain 2 to 3% loparite, and the REO content of the loparite ranges between 30 and 36%. The ore is concentrated to 95% loparite through a combination of gravitational and electromagnetic separation techniques. As by-products, an average of 97% pure aegirine concentrate and a nepheline-syenite concentrate containing 20.7% nepheline and 31.7% feldspar were produced. Thus, an economic contribution is provided not only from REEs but also from other by-products.
Today, flotation is the most important pre-enrichment method used to concentrate bastnaesite, monazite, xenotime, parisite, and other REMs by using different hydroxamic acids and fatty acids as collectors. However, these reagents can also float some gangue minerals such as iron oxide minerals [
26]. Physical separation methods such as gravity and magnetic separation are preferred to remove these gangue minerals before or after flotation. Due to the high investment, the complexity of the process, and the use of a large number of reagents, flotation mainly follows physical beneficiation; thus, a high REE-containing concentrate can be obtained in this way. Yang et al. [
2] studied the enrichment of a complex rare earth element (REE) ore containing carbonates, silicates, oxides, and other REEs (e.g., zircon and pyrochlore) by flotation and high gradient magnetic separation (HGMS) [
2]. SEM images of REE-bearing minerals showed fine grains of bastnaesite, synchisite, parisite, britolite, pyrochlore, and zircon. Compared to flotation, HGMS was significantly less selective for the recovery of La and Ce. Therefore, more than one separation process must be preferred for the enrichment of this type of ore with a complex structure.
The beneficiation of REE minerals can involve many different beneficiation unit operations, but the final process selection typically depends on the natural mineral properties [
27]. Xu et al. [
28] used the mineral liberation analysis (MLA) technique to provide and evaluate the liberation characteristics of the Weishan REE ore. According to the mineralogical study results, the major REE minerals were bastnaesite, monazite, xenotime, and a small amount of parisite. The degree of release of bastnaesite and monazite was 79.65% and 75.67%, respectively, below the 75 µm fraction. In another study, Baştürkcü et al. [
29] utilized MLA to reveal the effects of mechanical attrition on Eskişehir-Beylikova REE ore. Mechanical attrition has notable effects from the point of enhancement of liberated particles and the decrement of binary and ternary associations. More than 10% free surface was achieved in this way. A detailed report on the process mineralogy and physical enrichment process of Malatya/Kuluncak rare earth minerals has not yet been presented or published. According to a limited number of studies in the literature, REEs in Malatya-Kuluncak ore are accumulated in very fine size fractions. Process parameters such as mineral composition, element formation status, mineral particle size distribution, mineral association, and liberation size were analyzed by MLA to provide detailed primary theoretical data for further improvement of the physical beneficiation process for Malatya/Kuluncak rare earth ore.
2. Material and Methods
2.1. Material
A drill core sample of around 200 kg supplied from the Kuluncak region of Malatya province was transferred to Istanbul Technical University, Mineral Processing Engineering Department Pilot Plant Laboratory. Before the characterization and enrichment studies, a multi-stage crushing process was applied using jaw, cone, and roller crushers to provide sufficient liberation of particles. The representative ore samples and the location map of the projected field are presented in
Figure 1.
2.2. Methods
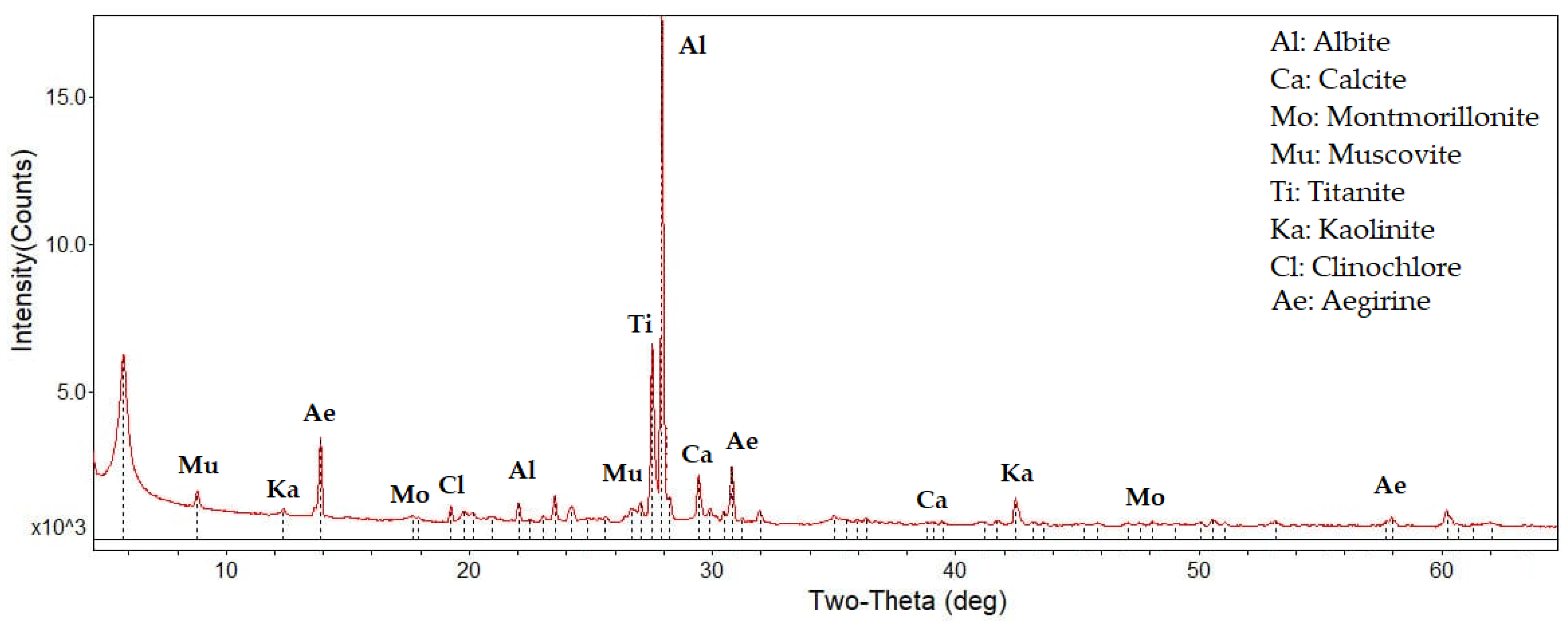
Ore characterization was carried out through particle size distribution (PSD), X-ray diffraction (XRD), mineral liberation analysis (MLA), ICP-MS (mass spectrometry), and X-ray fluorescence (XRF) analysis. After the gradual size reduction process was completed, representative ore samples were prepared by the quartering method. Wet sieve analyses were carried out to determine the size distribution characteristics of the comminuted ore samples. The REE contents of the representative ore sample and products were determined using inductively coupled plasma mass spectrometry (ICP-MS) (Agilent 7800 model) following lithium metaborate/tetraborate fusion and solubilization in nitric acid. The main oxide components were analyzed using the XRF equipment (Panalytical Axios max). The XRD (Bruker D8 Advance Powder X-ray Diffractometer) analysis was carried out at the geology department of Istanbul Technical University for the identification of the crystal structure of the material.
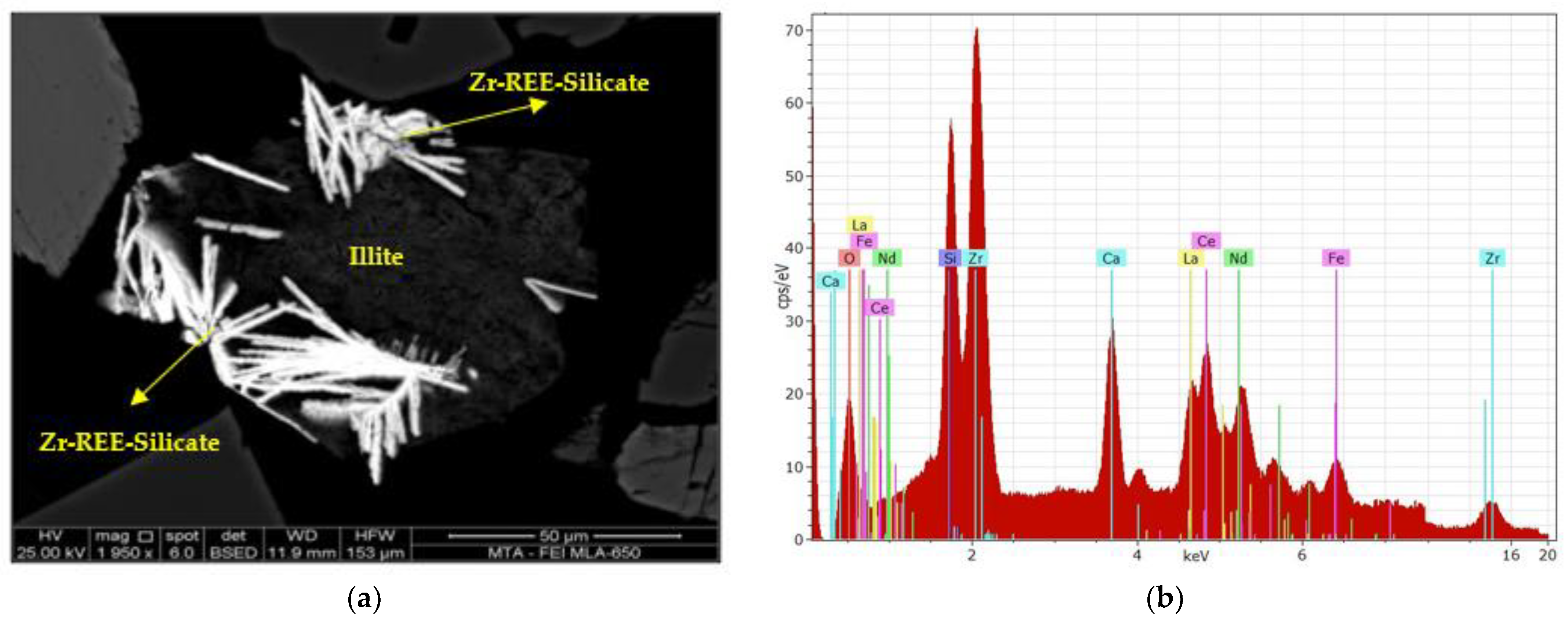
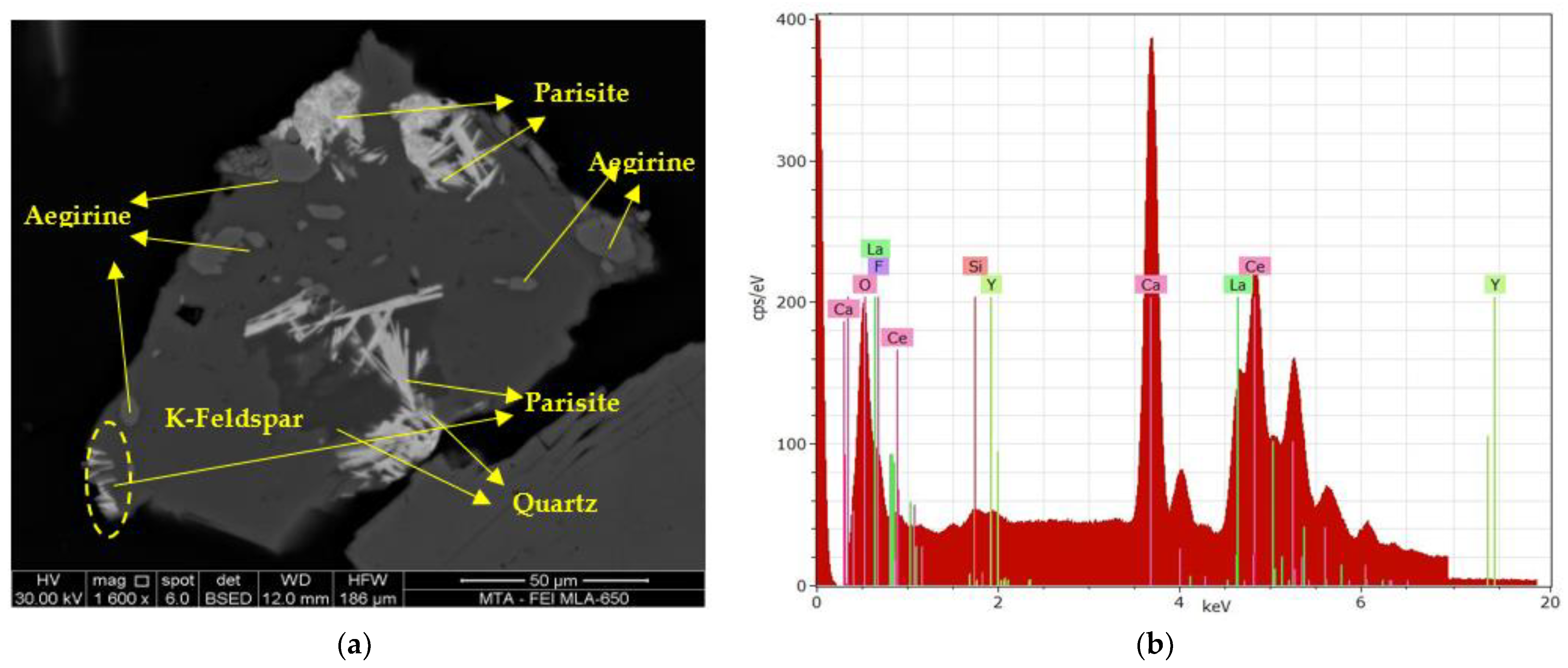
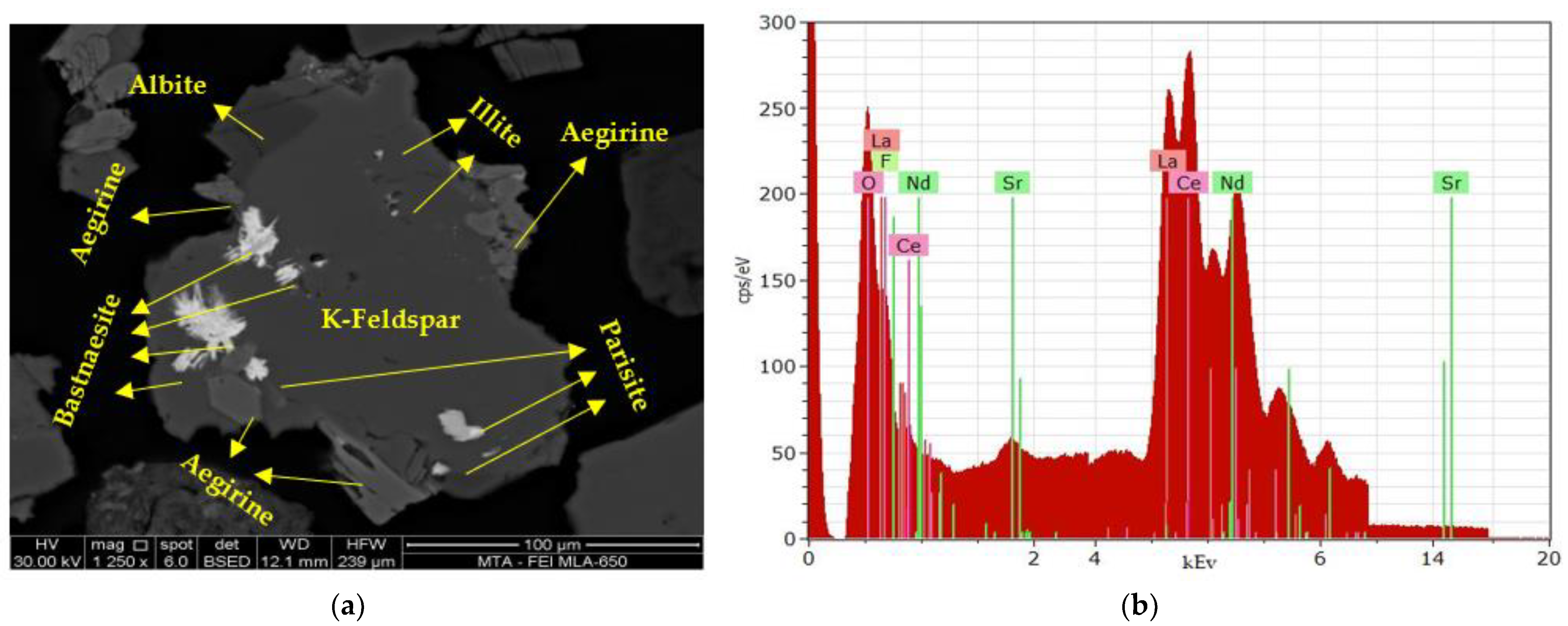
MLA studies were completed on the run-of-mine ore sample to determine the mineral boundaries with a combination of scanning electron microscope (SEM), energy dispersive X-ray spectra (EDS), and advanced MLA software for obtaining, processing, and analyzing images in terms of particle sizes and mineral identification. MLA was performed using FEI MLA 650 and FEI Quanta 400 MLA instruments with a Bruker X-Flash dual EDS system. The analyses were conducted in the MTA (General Directorate of Mineral Exploration and Research) Mineralogy-Petrography Research Laboratory. The representative sample ground below 150 µm and cold molding rosin (4 units of rosin + 1 unit of hardener) were poured into 30 mm molds, mixed, and left to turn into solid. Entirely solidified samples were removed from the molds, and their surfaces were polished in approximately eight stages through an automatic abrading-polishing machine. Following this process, the surfaces of the polished samples were covered up with carbon before being placed in the MLA device. Following control and calibrations, the device was run for analysis. Backscatter electron (BSE) images were taken automatically for all particles (minerals) in all fractions at this stage, and chemical analysis (EDS) data of points consisting of different compositions on each particle were collected. After the data were collected automatically, mineral definition, mineral classification, and separation of artificially locked particles were carried out, respectively. Finally, mineral reference, modal mineralogy, calculated assay, elemental distribution, mineral liberation, and other data were derived, produced, and reported.
2.3. Beneficiation Methods
In the experimental studies, separation processes were carried out according to specific gravity and magnetic susceptibility differences to obtain an REE concentrate. The methods applied in this study were not final, since the main purpose of this study was to characterize this ore in detail, which has not previously been studied in the literature for beneficiation purposes, and to examine the possibility of producing a high-metal-content pre-concentrate before hydro/pyrometallurgical processes. A material composed of two or more components having a marked specific gravity difference between them is generally enriched in sizes ranging between 3 and 0.1 mm using a shaking table. In this context, the crushed material below 1 mm was classified as −1 + 0.3 mm, −0.3 + 0.074 mm, and −0.074 mm and subjected to the gravity separation experiments. While the −1 + 0.3 mm and −0.3 + 0.074 mm size fractions were fed into the shaking table, the fine fraction, −0.074 mm, was fed to the centrifugal separators. The laboratory-type Wilfley shaking table used in the enrichment studies is manufactured of a fiberglass deck with a rectangular shape (800 mm in length and 400 mm in width). The inclination of the table can be adjusted easily. Thus, with this differential movement, the particles in contact with the surface of the table are moved by friction from the feeding zone on the right to the left. The riffles, which are 6 mm high on the right side of the deck (the feed section), decrease toward the left side (the concentrate section). Two water sources are placed on the deck as feed and wash water. With the water current moving from top to bottom, the light and coarse grains are caught by the drag force of the water and leave the table faster by crossing the riffles. Heavy and fine grains, on the other hand, are taken from the farthest point on the left of the table by not passing over the riffles. The test conditions were as follows: 10 L/min wash water, 2 mm stroke length, 300 cycles per min frequency, 3° lateral angle for coarse and 2° for fine fraction, 30 kg/h feed rate. At the end of the experiments, three products, namely concentrate (heavy), middling, and tailing (light), were obtained using two splitters.
Two different types of centrifugal separators, MGS and Knelson concentrator, which have different operating parameters and structures, were chosen to concentrate REEs. MGS tests were performed with a Mozley C900 model lab/pilot-scale concentrator. It rotates at different speeds (90–250 rpm) and enables the generation of 5–15 G-force on the particle surface. A scraper assembly is mounted inside of the drum, driven in the same direction, and slightly faster than the drum. Solids with high specific gravity (concentrate) accumulating on the inner wall of the drum are scraped off toward the opposite direction of flow. Materials with lower specific gravity (tailings) move toward the rear of the drum. Secondly, a laboratory-type Knelson concentrator (KC-MD3 model) that can reach up to 80 times G-force was used. The lighter particles overflow from the upper part of the bowl, and heavy fractions stick to the bowl liner. The bowl liner of this equipment has some rings to trap the heavy particles. The fluidization water can be adjusted between 0 and 8 psi. Thus, heavy and light products with different amounts and contents can be obtained.
Magnetic separation experiments were employed using a laboratory-type dry high-gradient rare earth magnetic separator (REMs) with a magnetic field of 4000 Gauss (G). For the coarse fraction, −1 + 0.3 mm, the band speed and splitter angles were chosen at 100 rpm and 95°–110°, respectively. The optimum parameters were determined as 110 rpm band speed and 90°–110° splitter angles for the −0.3 + 0.074 mm size fraction. The recovery rate used to evaluate and discuss the experimental results was calculated with the following Equation (1).
where C is the weight of the concentrate, c is the metal content of the concentrate, F is the weight of the feed, and f is the metal content of the feed.
4. Conclusions
In this study, the detailed characterization of Malatya/Kuluncak REE ore was completed by performing PSD, chemical, MLA, XRD, and SEM-EDS analyses. Physical beneficiation equipment such as a shaking table, centrifugal (MGS and Knelson) and magnetic separation were used for the beneficiation of REEs. Based on the characterization and descriptive enrichment studies, the obtained results are summarized as follows:
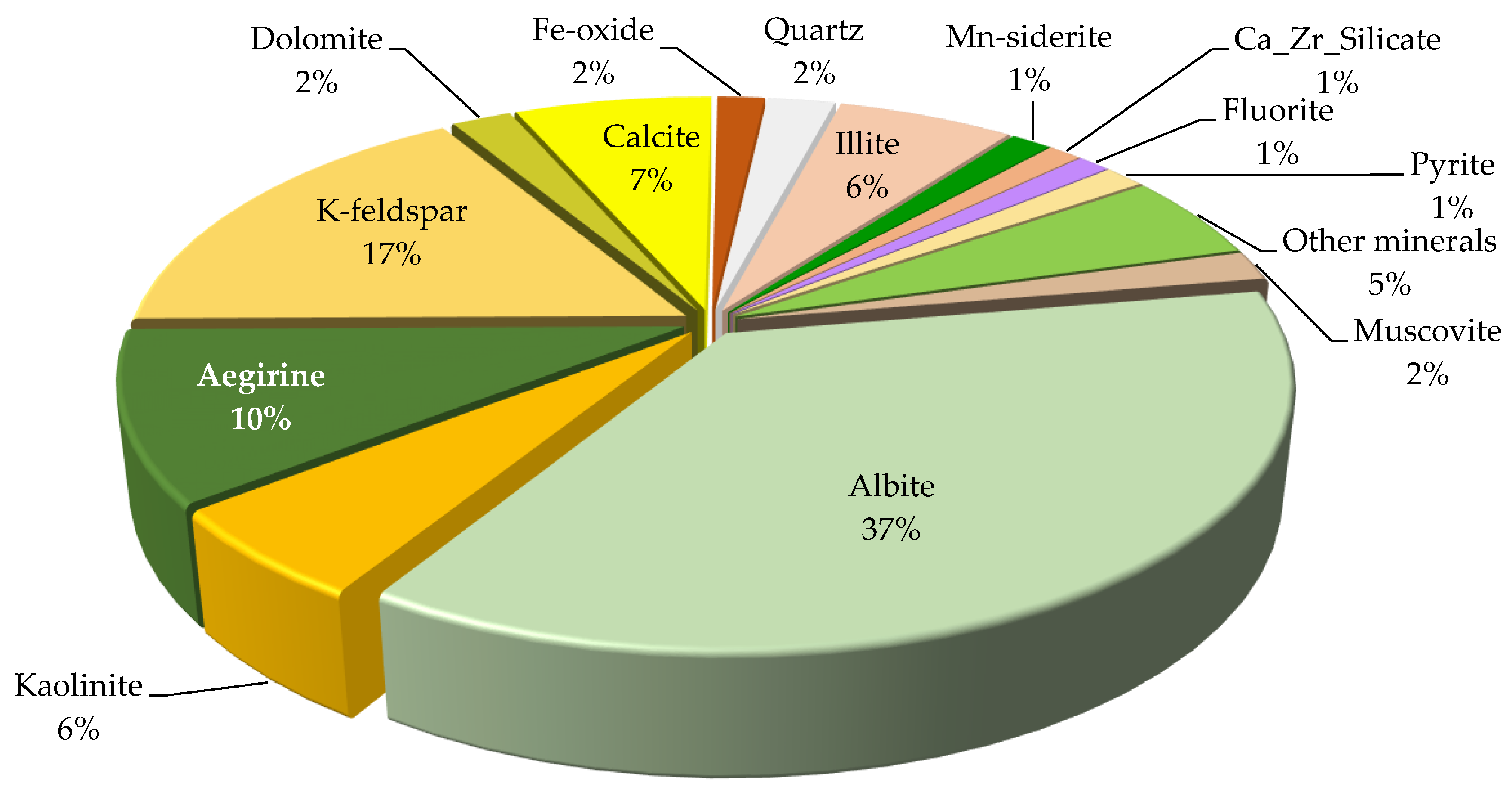
Malatya/Kuluncak ore contained 2932 g/t LREO and 696 g/t HREO, which means light REEs were more dominant. Approximately 237 g/t ThO2 and 272 g/t U3O8 were detected as radioactive elements. The XRD studies indicated that the ore was mostly composed of albite, calcite, montmorillonite, muscovite, titanite, kaolinite, clinochlore, and aegirine. The modal mineralogical composition was defined through MLA, and the dominant gangue minerals in the ore composition were alumina-silicates and iron-silicates such as albite, K-feldspar, and aegirine.
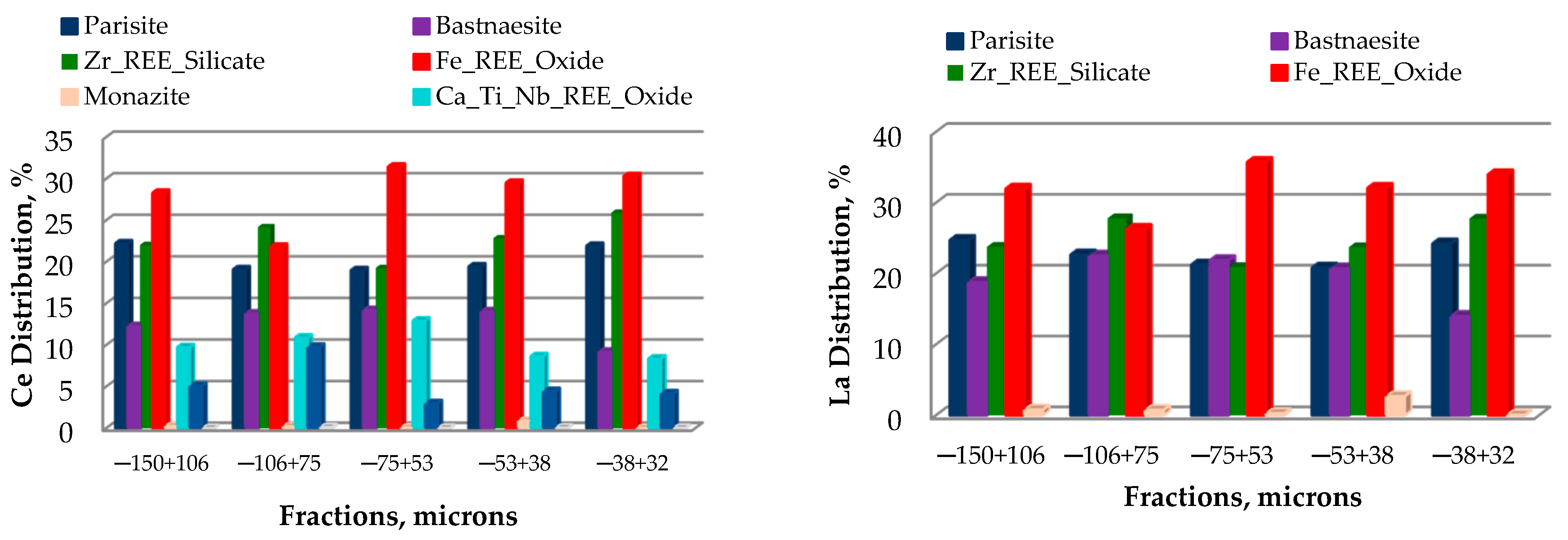
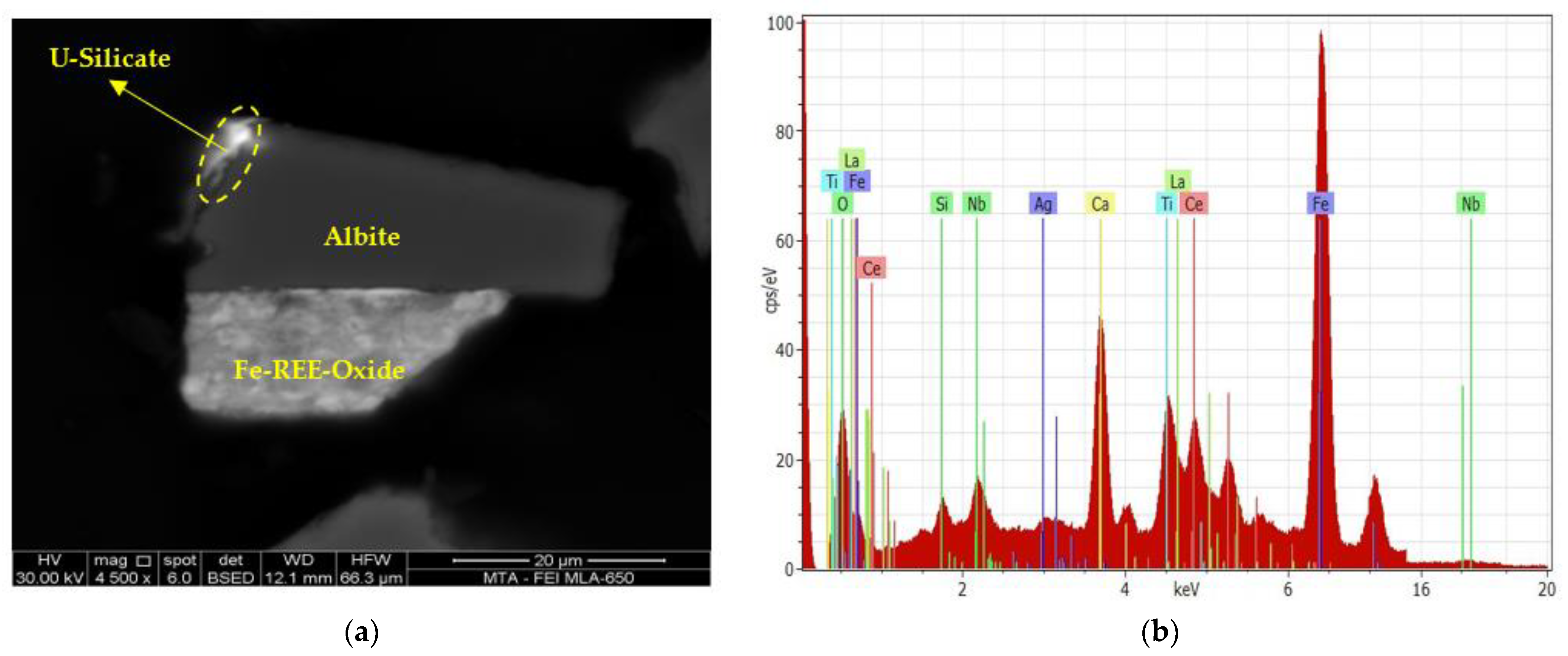
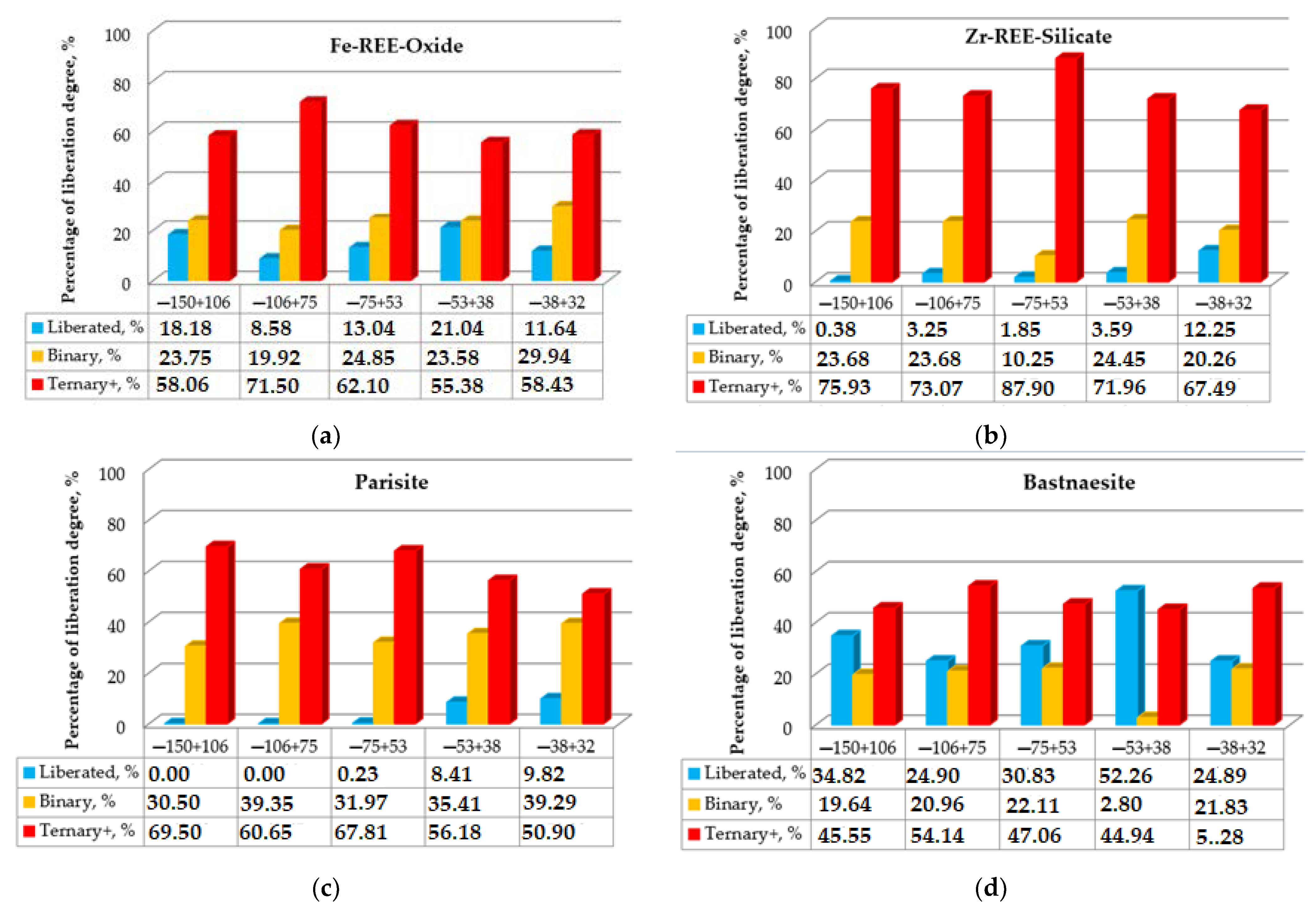
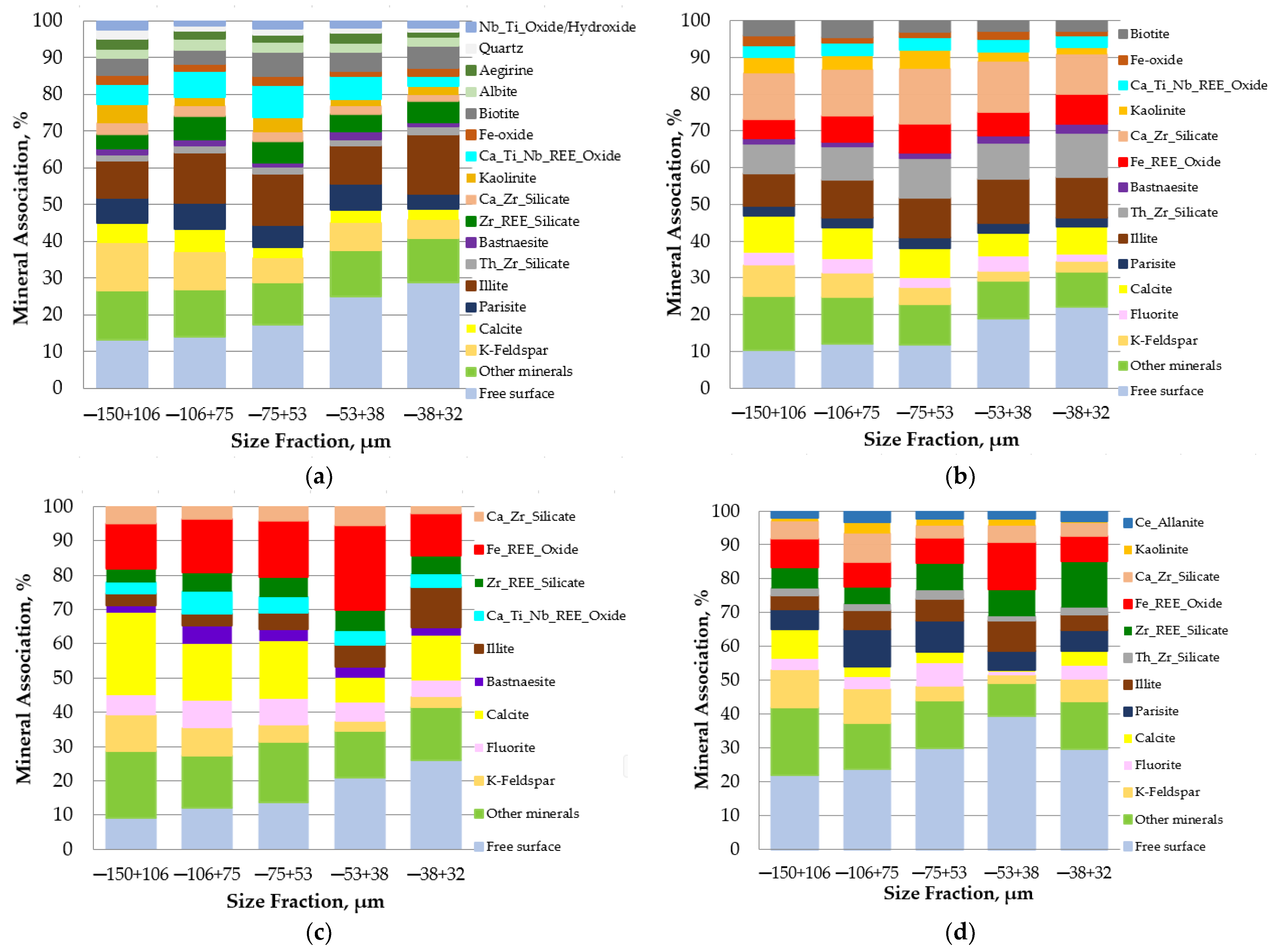
The novel part of the characterization studies was that from the EDS results, Fe-REE-Oxide, Zr-REE-Silicate, Bastnaesite, Parisite, and Ca-Ti-Nb-REE-Oxide were identified as the main REE-bearing minerals. According to the SEM-BSE analysis, while Fe-REE-Oxides were locked with albite, Zr-REE-Silicates were associated with illite. Parisite and Bastnaesite were mostly observed together with K-feldspar. MLA detected that free REE-bearing mineral particles were present in low percentages even in the size fraction of −38 + 32 µm. SEM-BSE images contributed to this finding and showed that the liberation size of the abovementioned REE-bearing minerals was around −20 µm. The complex structure is thought to be liberated by grinding down to about 30 µm, which means enrichment tests should be carried out at fine-ultrafine particle sizes.
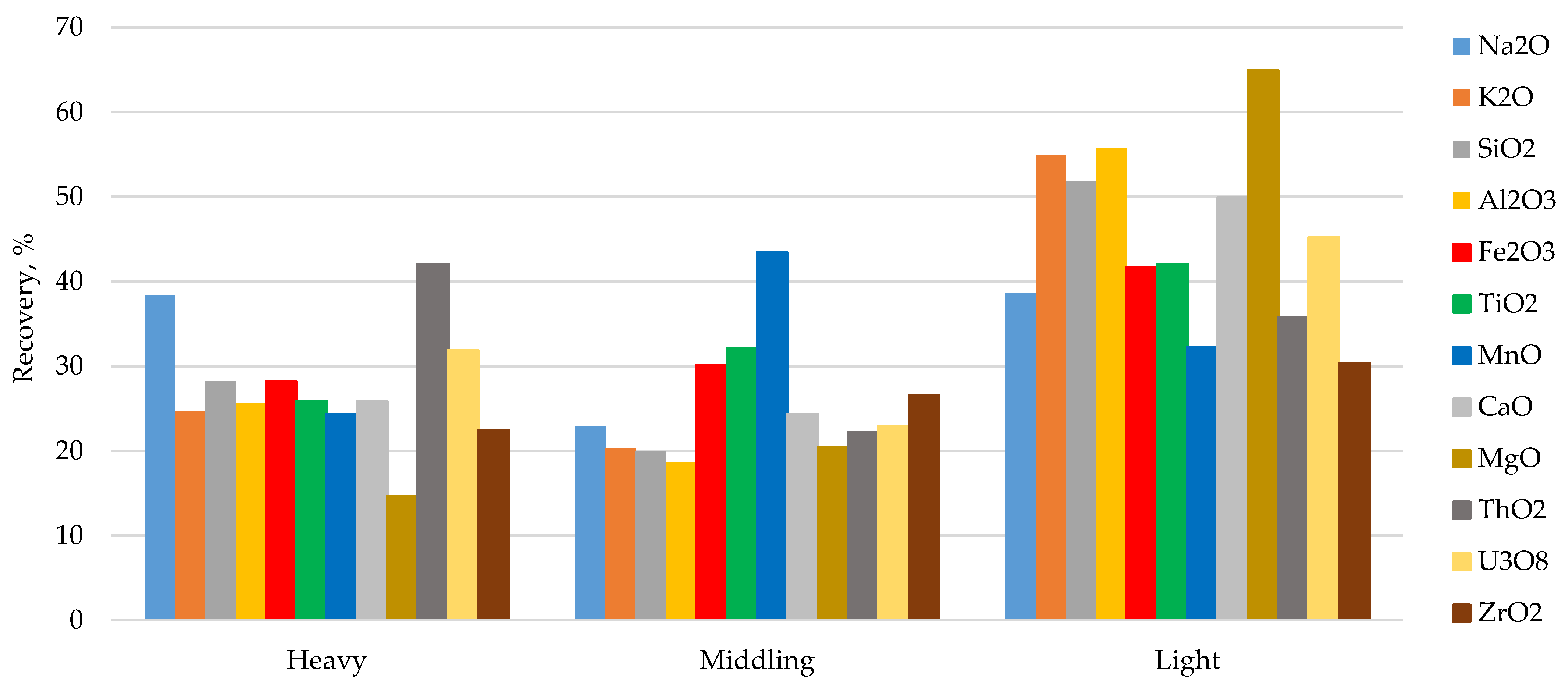
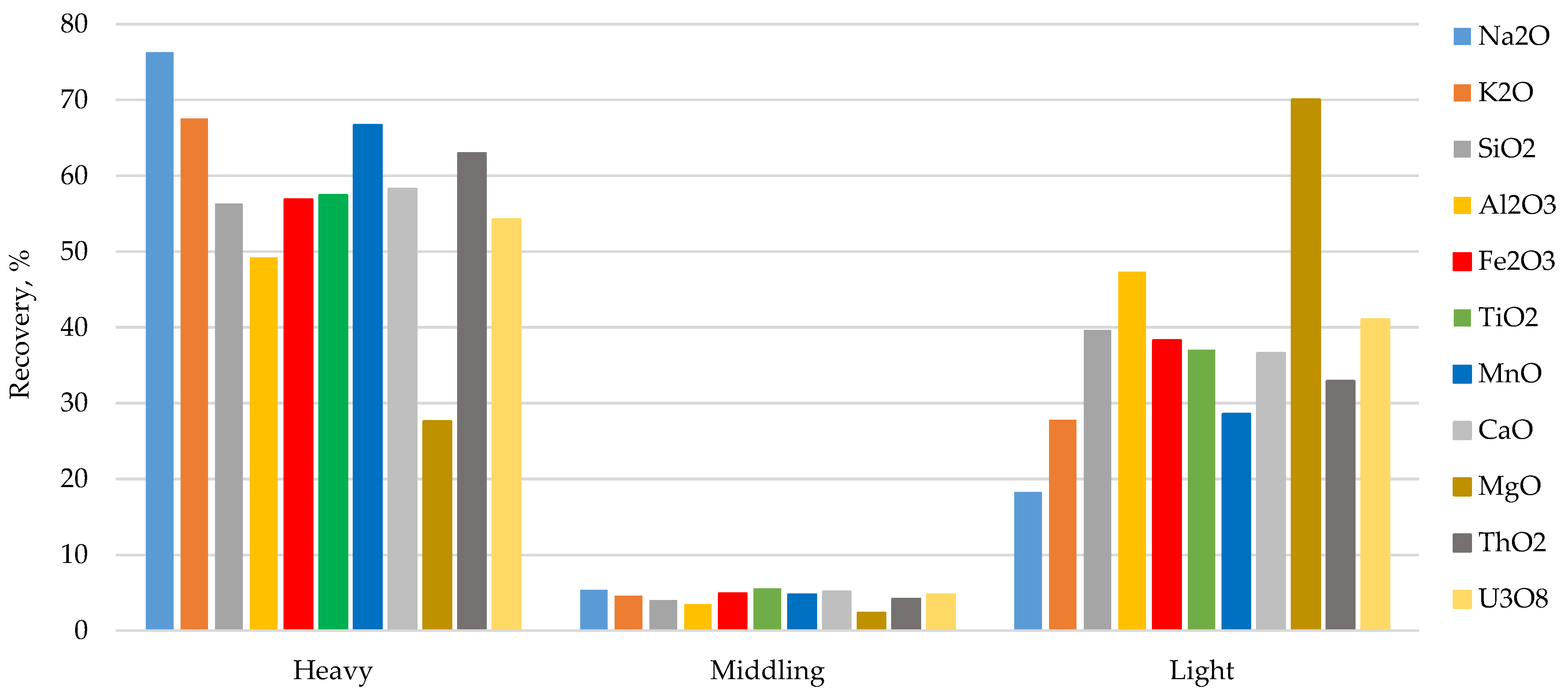
After shaking table separation, a final heavy product weighing about 28% of the feed was obtained, whereas Na2O and ThO2 were distributed in the heavy product at a rate of 40% compared to other oxides. Fe-REE-Oxide and Uranium silicate associated with the albite particle could explain the high Na2O and REO content in the heavy product. In the light product, the high content of MgO, K2O, SiO2, and Al2O3 indicated the fine-sized clay and mica particles with a layered structure were mainly discharged to the light product. After centrifugal separation tests, the ∑REO grade of the heavy product increased to 6424 g/t; however, the light product of the Knelson concentrator in particular contained a high amount of REO. These results showed that selective separation was not even possible below 75 µm size.
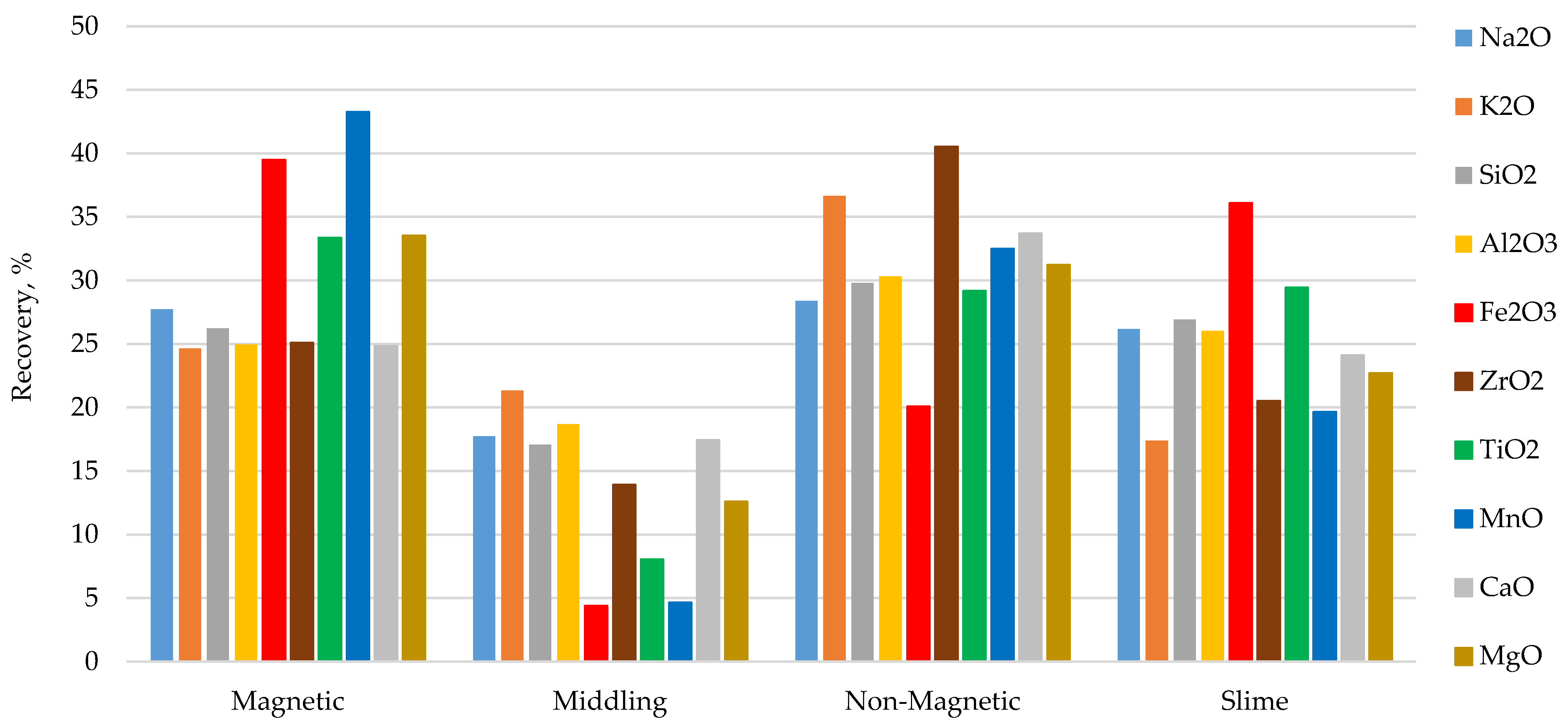
About 20.6% by weight of the total feed was obtained as a magnetic product with a ∑REO content of 5561 g/t. With the increased liberation of REE-bearing minerals with magnetic properties, the content of nonmagnetic product decreased to around 1800 g/t, and a magnetic product containing 6013 g/t ∑REO was obtained. Fe2O3, MnO, TiO2, and MnO showed significant recovery peaks in the magnetic product. This trend is important since Fe and Ti oxides are associated with REE-bearing minerals in the ore composition. Zr had the highest peak in the non-magnetic product; thus, magnetic separation remained limited for REO enrichment.
In conclusion, the physical enrichment results for Malatya/Kuluncak REE ore showed that the production of a pre-concentrate with high REO content would be very limited. The biggest challenge here was that there was more than one REE-bearing mineral structure having different physical and chemical properties with a very low liberation size. However, mineralogy parameters obtained by MLA provided good guidance for further improvement of the enrichment process. It is recommended that future studies should be carried out with physicochemical enrichment or direct chemical treatments using very fine fractions.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}