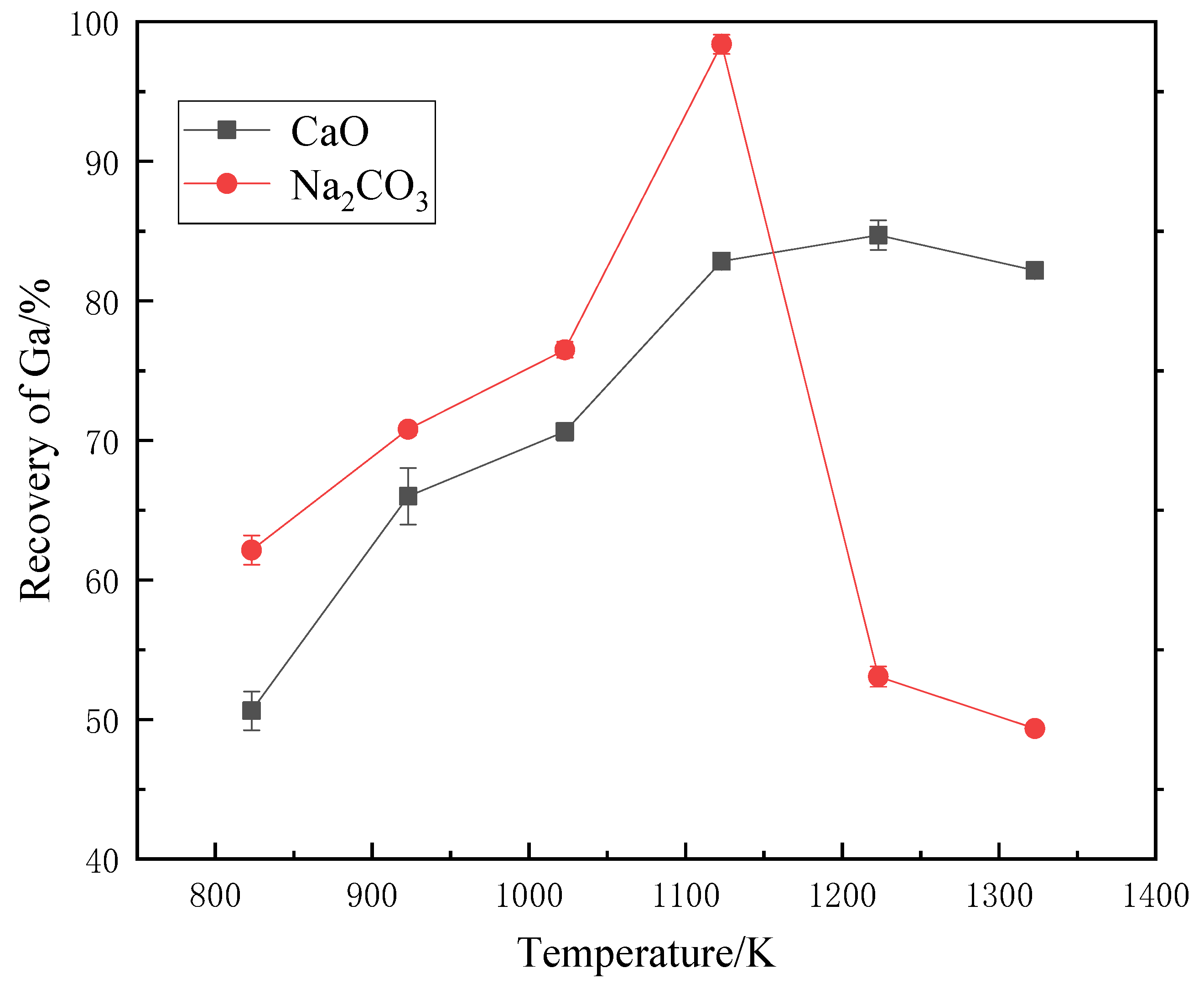
3.1.1. Roasting Temperature
Since the gallium component was embedded in the amorphous silicate and corundum in the dust, CaO and Na
2CO
3 were used as roasting additives, with the aim of reacting with the silicates and improving the acid solubility of the gallium-containing components. The effect of roasting temperature on the recovery of gallium is shown in
Figure 5. The recovery of gallium first increased and then decreased sharply with the increase in roasting temperature from 823 K to 1323 K, with the maximum at 1123 K. It is known that the melting point of Na
2CO
3 is around 1124 K and most sodium salts soften or melt below 1273 K. Hence, when the temperature was over 1123 K, the liquid sodium salt phase was produced. In fact, we found that the samples were obviously sintered, and the sintering phenomenon became more serious as the temperature increased from 1123 K to 1223 K. These lower-melting substances, especially the silicates, surrounding other higher-melting phases that contain gallium, made gallium difficult to extract by acid leaching. Additionally, these lower-melting substances could have filled pores within and between the sample particles, hindering the internal transfer of the leaching agent. Hence, the sintering was not beneficial to the subsequent leaching process. As displayed by the curve, the recovery of gallium declined rapidly from more than 98% to less than 55% in this temperature range. Compared with sodium carbonate, calcium oxide exhibited lower activation efficiency, and the corresponding recovery of gallium was lowered by 5%–12% at temperatures ranging from 823 K to 1123 K. However, unlike the trend in gallium recovery in sodium carbonate roasting, the recovery of gallium did not decrease but rather tended to level off when the roasting temperature was raised from 1123 K to 1323 K, and a maximum of 82.83% recovery was achieved. This was attributed to the higher melting point of calcium salts. In addition, no obvious sintering occurred during roasting within the chosen temperature range.
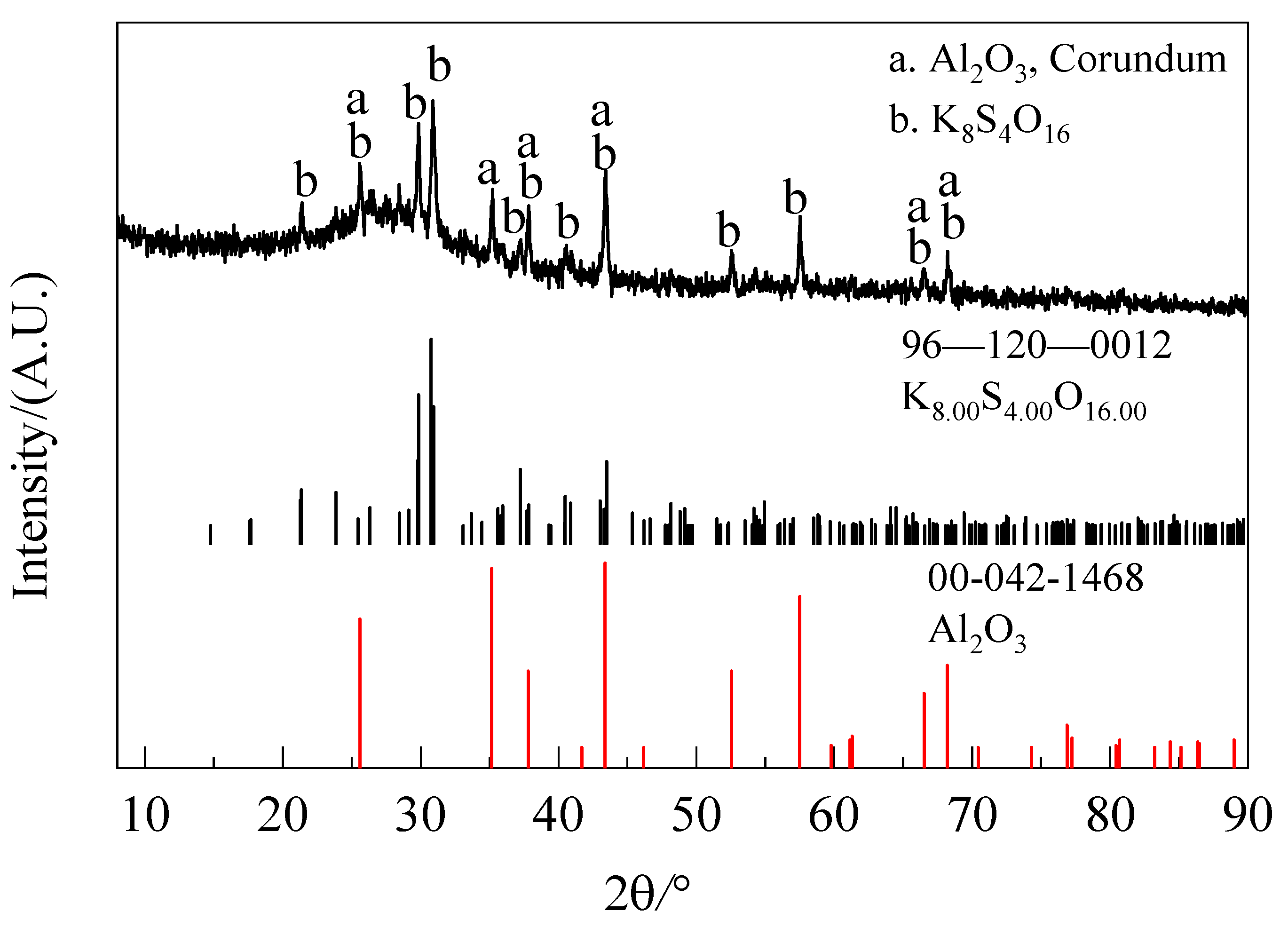
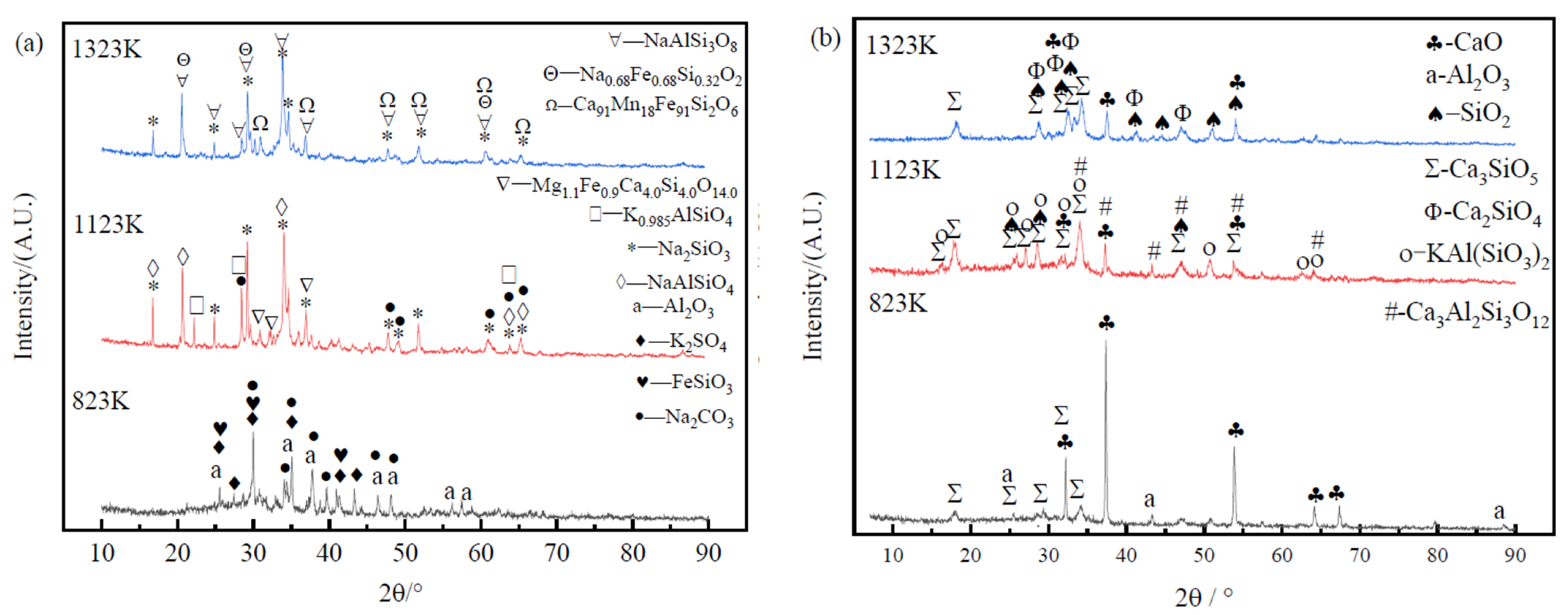
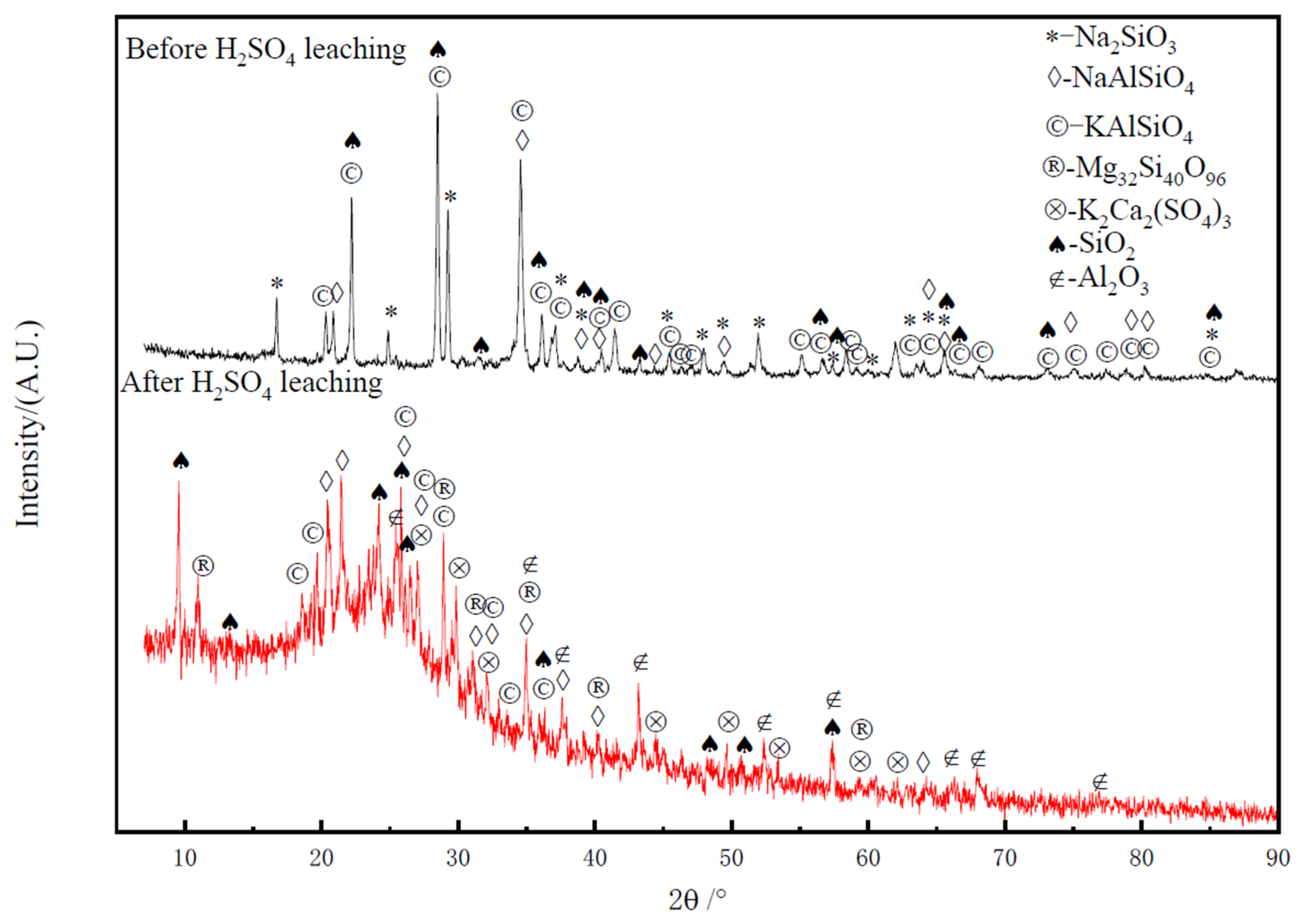
Figure 6a,b display the XRD patterns of samples roasted at 823 K, 1123 K, and 1323 K. As shown in
Figure 6a, after roasting at 823 K for 2 h, the corundum and potassium sulfate were still present, and peaks for the sodium carbonate additive appeared, indicating that sodium carbonate was stable at this temperature and that the reactions between the additive and the dust were not sufficient. When roasted at 1123 K, most of the amorphous silicates and corundum in the original brown corundum dust reacted with sodium carbonate and formed new silicates (Na
2SiO
3 and Mg
1.
1Fe
0.
9Ca
4Si
4O
14) and aluminosilicates (NaAlSiO
4, K
0.
985AlSiO
4). The characteristic peaks of Na
2CO
3 were still found, showing that there may have been an excess of the roasting additive. When increasing the temperature to 1323 K, the sodium carbonate disappeared and more sodium elements participated in the formation of silicates, such as Na
2SiO
3, NaAlSi
3O
8 (albite), and Na
0.
68Fe
0.
68Si
0.
32O
2. Compared with the XRD patterns for 1123 K, no peaks related to the potassium components were observed.
When CaO was used as the roasting activation additive, after roasting at 823 K for 2 h some corundum still existed, as shown in
Figure 6b. The characteristic peak intensity of calcium oxide was strong, suggesting that there was plenty of unreacted calcium oxide in the roasted sample. However, obviously, reactions between the additive and the dust had started and Ca
3SiO
5 was produced. After raising the temperature to 1123 K, the peak strength of calcium oxide decreased significantly, indicating that more calcium oxide took part in the reactions. Apart from Ca
3SiO
5, aluminosilicate (KAl(SiO
3)
2, Ca
3Al
2Si
3O
12) and SiO
2 were generated. When the roasting temperature reached 1323 K, as in the sodium carbonate roasting, no peaks in the potassium-containing phase were found. The phase composition of the roasted sample changed at this temperature and included Ca
3SiO
5, Ca
2SiO
4, SiO
2, and excess CaO. However, as illustrated in
Figure 5, the recovery of gallium was not improved further when the temperature rose from 1123 K to 1323 K.
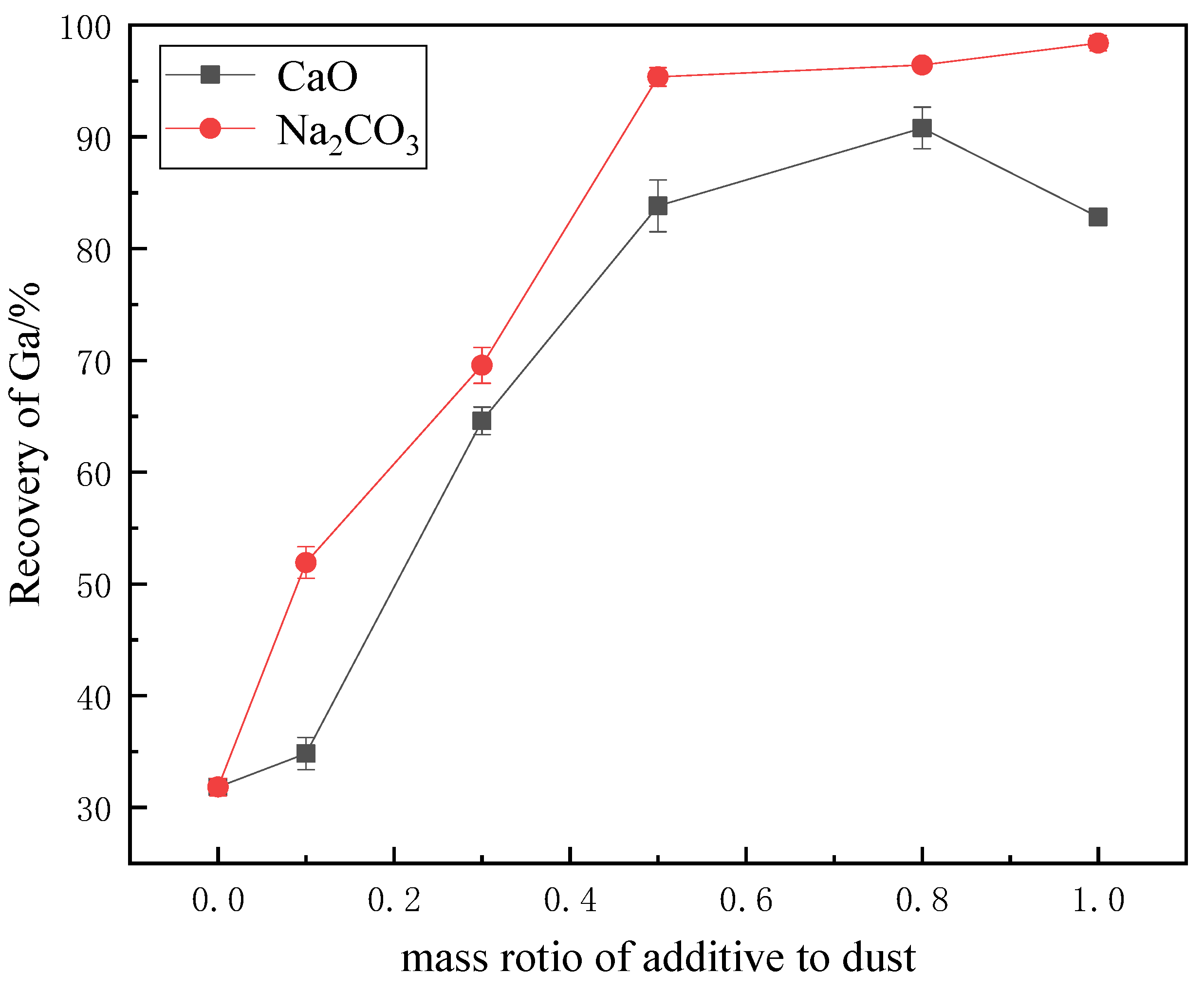
3.1.2. Additive Dosage
As mentioned above, an excess of additive was found in the roasted sample when the mass ratio of additive to dust was 1.0.
Figure 7 shows the change in gallium recovery against the additive dosage. The recovery of gallium increased with an increasing amount of Na
2CO
3, and it tended to level off when the mass ratio was over 0.5. This was lower than the theoretical stoichiometric value (0.72) for transforming all the amorphous silicate into sodium silicate (Na
2SiO
3) but within the stoichiometric value range from NaAlSiO
4 to Na
2SiO
3. When CaO was used as additive, the recovery of gallium increased when increasing the additive dosage and the highest recovery occurred at a mass ratio of 0.8, which was close to the theoretical value of 0.76 for CaO and SiO
2, forming Ca
2SiO
4. This is in agreement with the XRD analysis, namely, that Ca
2SiO
4 was more stable than Ca
3SiO
5. When the mass ratio was increased to 1.0, the extraction percentage of gallium decreased. This may have resulted from the decrease in the leaching kinetic rate caused by the solid layer of Ca
2SO
4 produced by the reaction between the excess CaO and H
2SO
4.
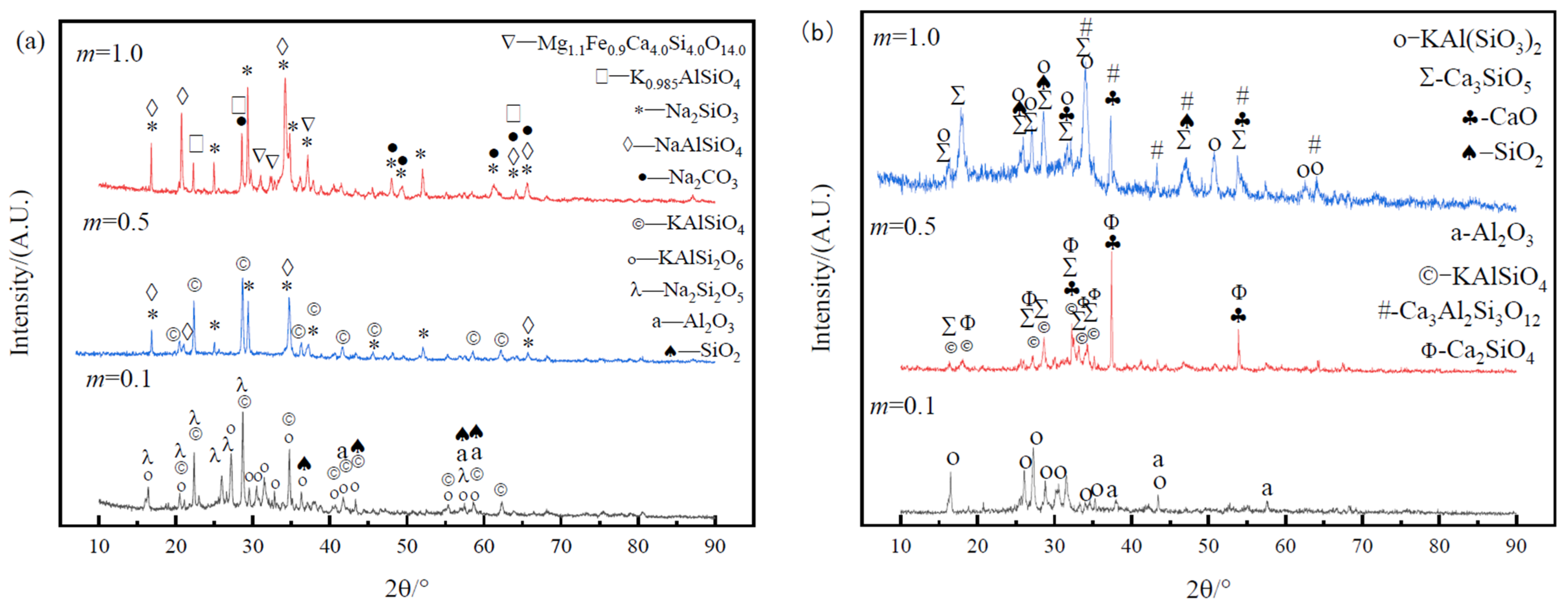
Figure 8 shows the XRD patterns of roasted products with different dosages of additives. When the mass ratio was 0.1, there was some unreacted corundum (Al
2O
3) in the roasted dust, and Na
2Si
2O
5, SiO
2, and some potassium aluminosilicate salts (KAlSiO
4, KAlSi
2O
6) were produced. As the dosage of Na
2CO
3 was increased to 0.5, the characteristic peaks of Al
2O
3 and SiO
5 disappeared and the occurrence of sodium silicate changed from Na
2Si
2O
5 to Na
2SiO
3 because more sodium participated in the reactions. Some potassium elements were replaced with the sodium, and then sodium aluminosilicate (NaAlSiO
4) was formed. When the mass ratio of additive to dust equaled 1.0, clearly there was an excess of sodium carbonate and its characteristic peaks appeared in the roasted dust. The phase composition of the dust was thoroughly changed. The original amorphous silicate and corundum were completely invisible and new silicates (Na
2SiO
3 and Mg
1.
1Fe
0.
9Ca
4.
0Si
4.
0O
14.
0) and aluminosilicates (NaAlSiO
4 and K
0.
985AlSiO
4) were generated.
Similarly, when the CaO additive was insufficient, there was no calcium silicate found, as shown in
Figure 8b, and the main silicate phase was potassium aluminosilicate (KAl(SiO
3)
2). When increasing the mass ratio to 0.5, the extent of the reaction between the dust and activation additive became greater; dicalcium silicate (Ca
2SiO
3) and tricalcium silicate (Ca
3SiO
5) coexisted. By further raising the dosage of CaO, the dicalcium silicate was converted into tricalcium silicate. Additionally, calcium aluminosilicate (Ca
3Al
2Si
3O
12) appeared. Although the characteristic peaks of calcium oxide appeared in both patterns of additive mass ratios of 0.5 and 1.0, the reason for the mass ratio of 0.5 was attributed to reaction kinetic limitation; consequently, the reactions between the additive and the dust were insufficient. The remaining calcium oxide in the sample with a mass ratio of 1.0 predominantly resulted from dosing more of the additive than was required for the reactions.
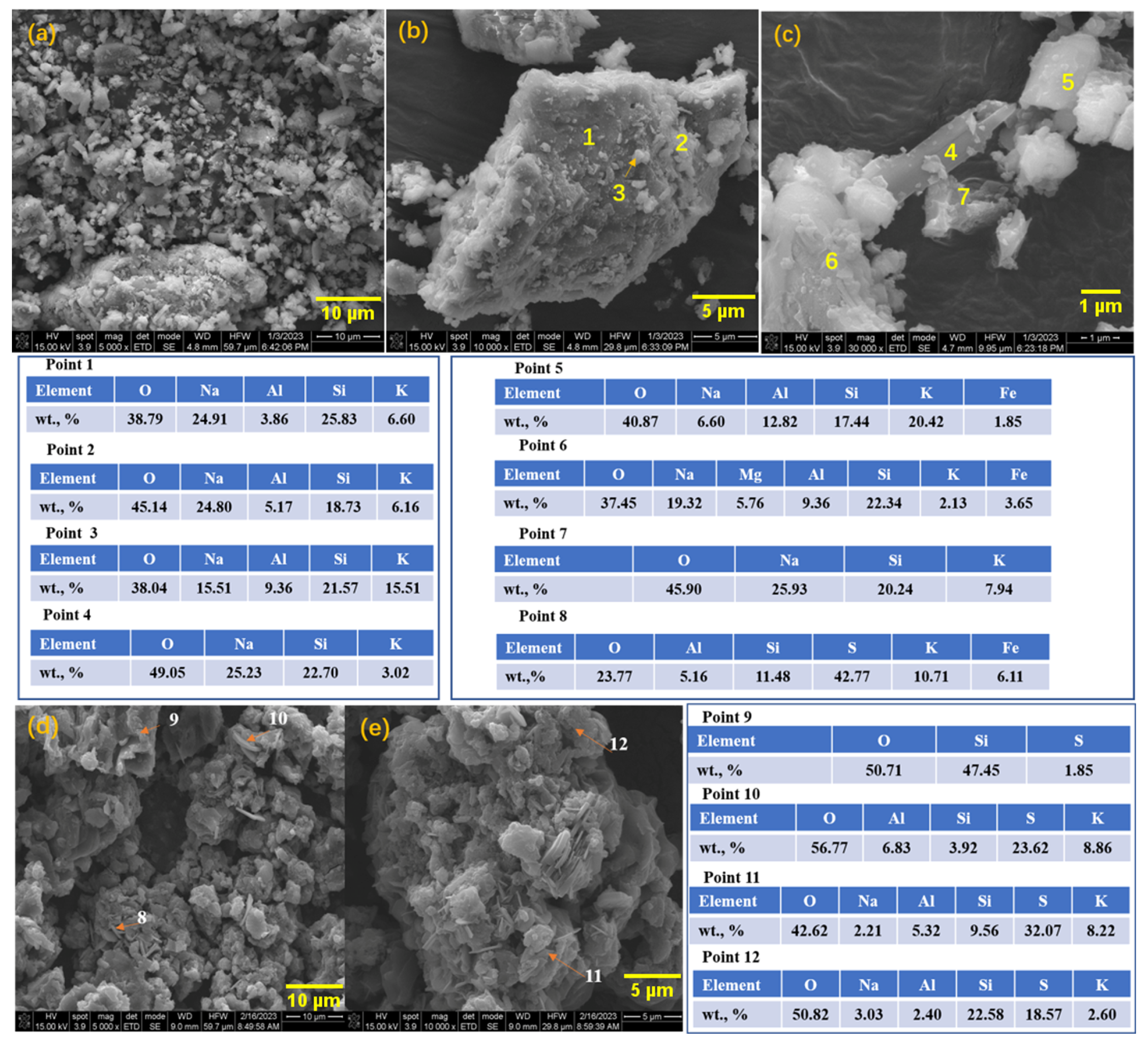
The effect of additive dosage on activation roasting was further studied by SEM–EDS, and the results for roasted dust with a mass ratio (Na
2CO
3/dust) of 0.1 and 1.0 are shown in
Figure 9 and
Table 3.
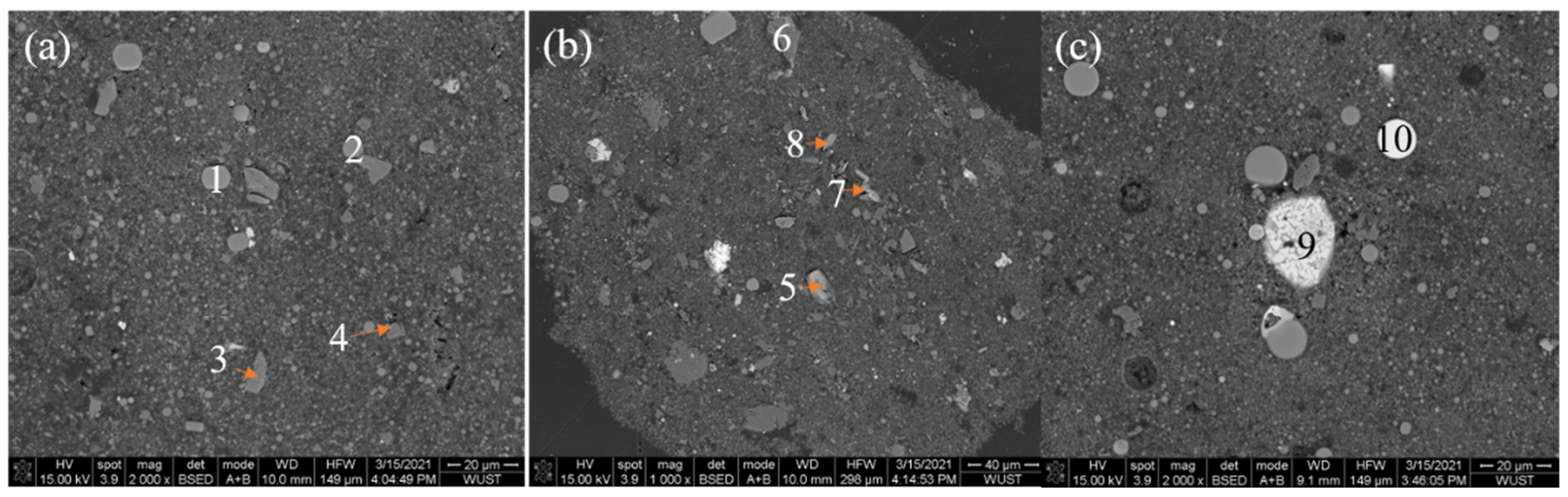
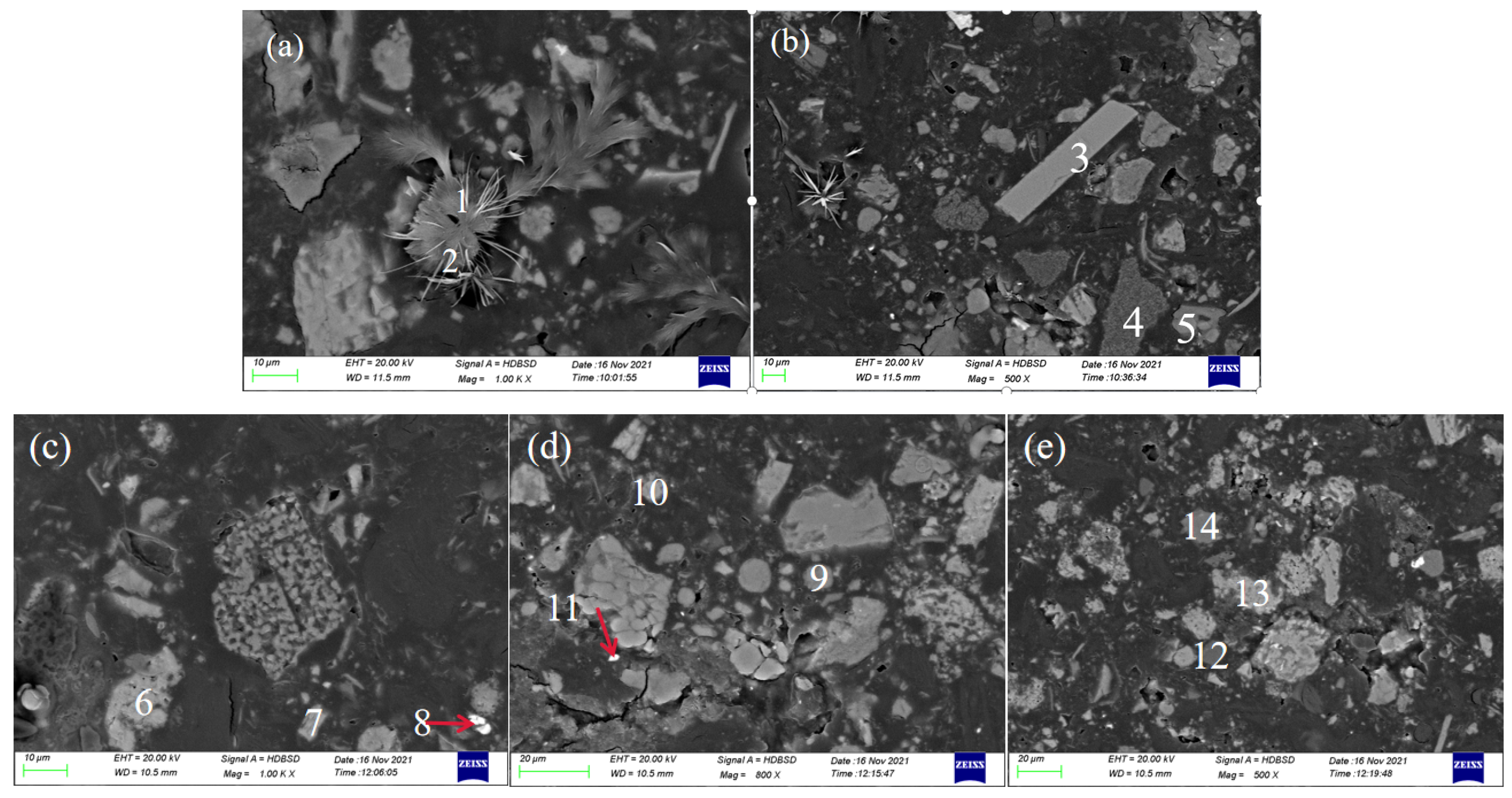
By comparing the images in
Figure 9, it can be seen that there was a surplus of sodium carbonate when the additive was added at a mass ratio of 1.0. Multiple feather-like and needle-like substances appeared in the roasted sample. Based on the chemical composition in
Table 3, we speculated that these were sodium oxide (point 1) and sodium carbonate (point 2). This is in agreement with the XRD analysis shown in
Figure 8a. Although the thermodynamic calculation results show that sodium carbonate was stable at this roasting temperature and at a pressure of 1 atm, the decomposition of sodium carbonate occurred due to the far lower partial pressure of the produced CO
2 gas, which promoted the decomposition reaction [
27]. Besides, the thermodynamic calculations were based on a simplification of the reactants contained in the dust. In fact, the components involved in the reaction were complex in the real reaction system and some substance may have accelerated the decomposition of sodium carbonate. Point 3 is calcium aluminosilicate, point 4 contains magnesium oxide, and points 5 and 9 consist of sodium aluminosilicate. Points 6, 10, and 13 in
Figure 9c–e are potassium aluminosilicates. Point 7 is composed of calcium aluminosilicate. Point 8 indicates iron oxide. Points 11 and 12 are mainly composed of magnesium oxide, calcium oxide, and sodium oxide. Point 14 is silicon oxide. These results are consistent with the XRD patterns. The simple oxides (MgO, CaO, FeO) were present in the roasted dust with low dosages of Na
2CO
3, meaning that the amorphous silicate was not completely activated with roasting, and these oxides did not transfer to the silicates.
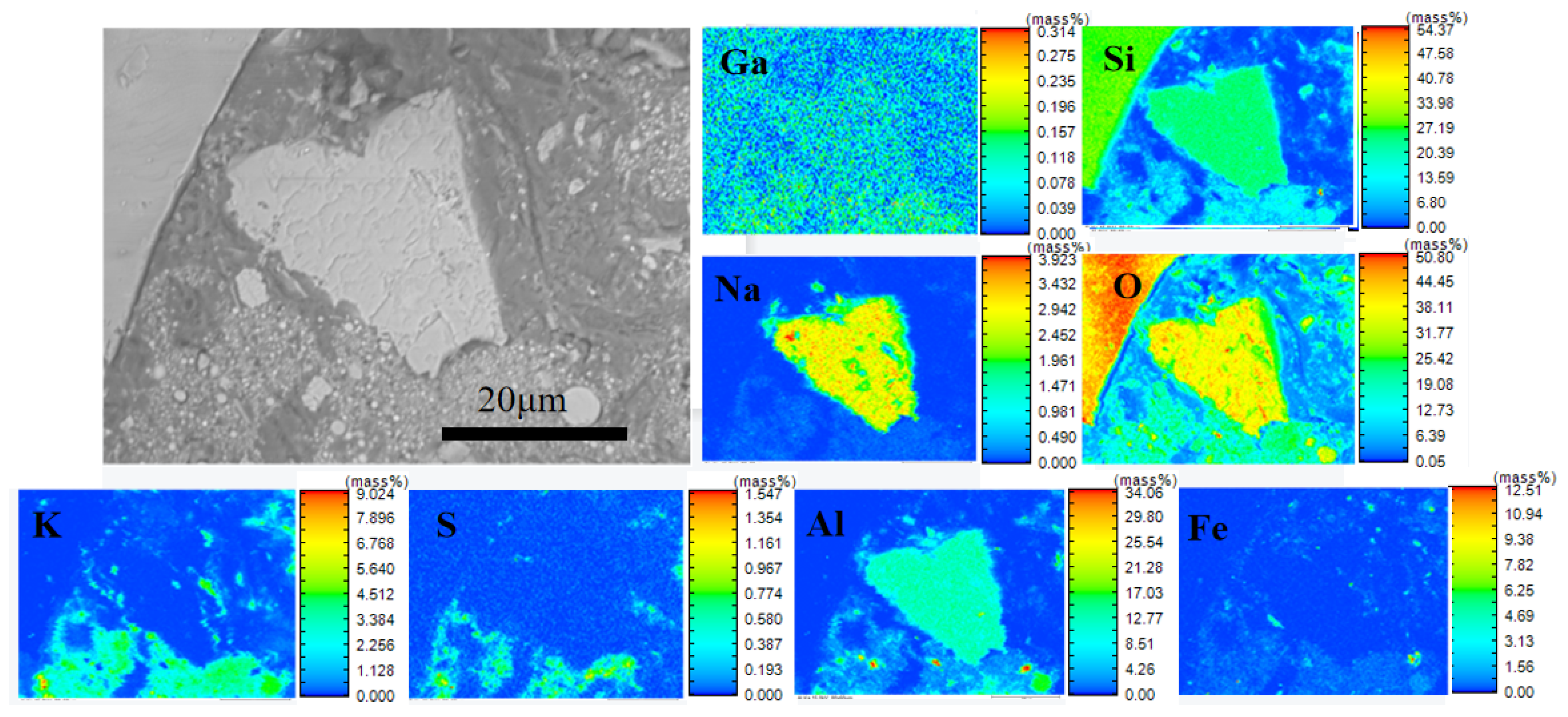
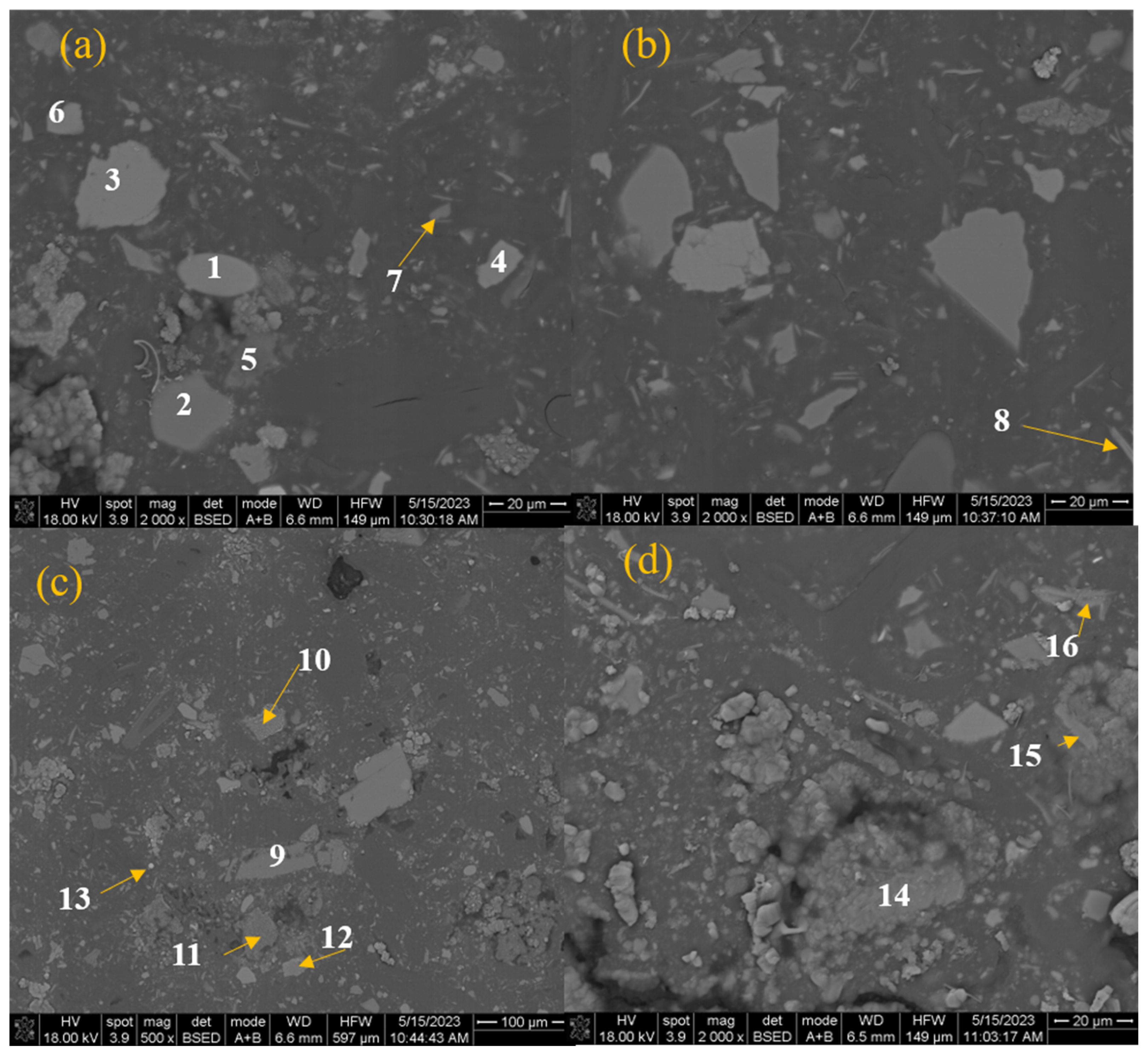
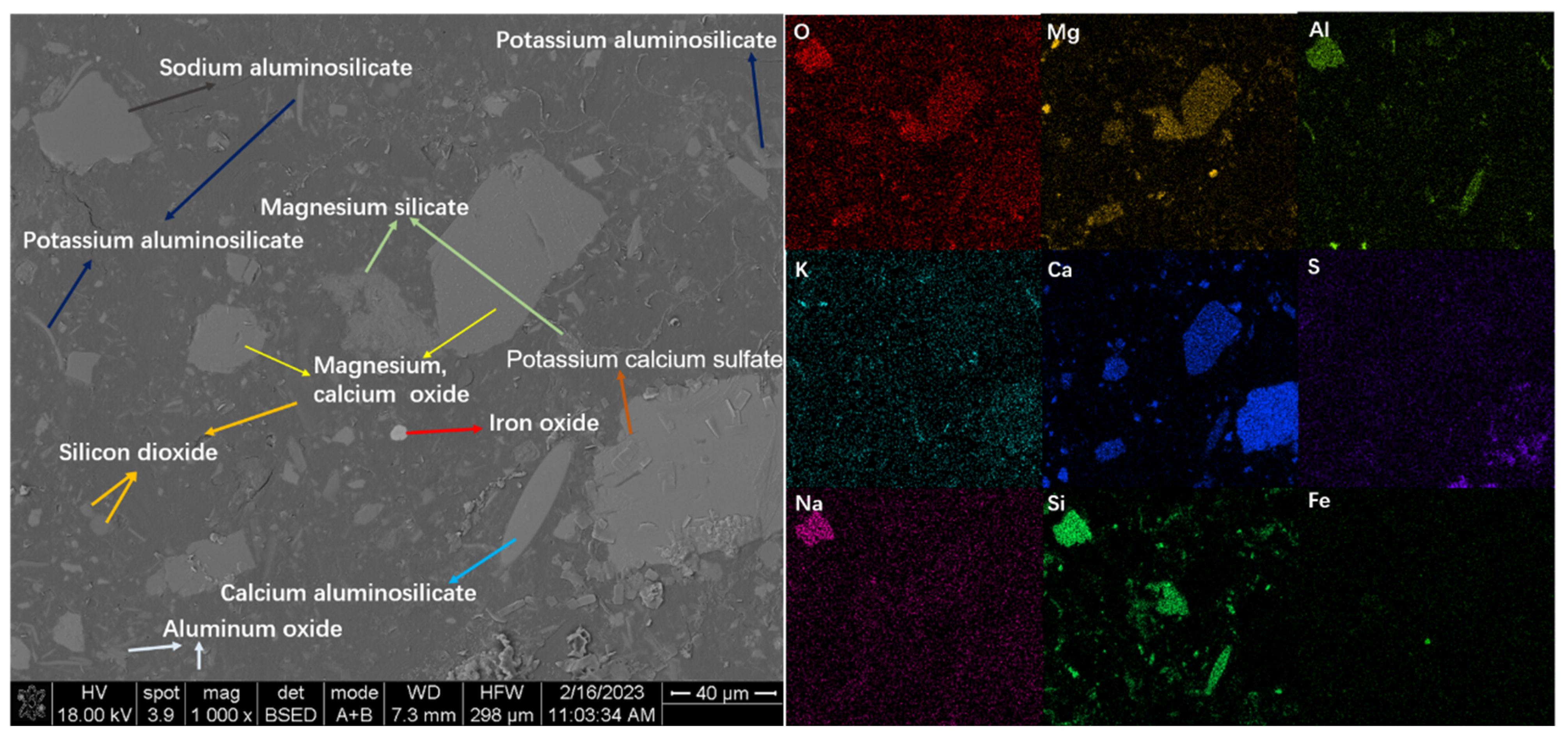
The BSE–EDS analysis for the dust roasted with CaO as the additive are shown in
Figure 10 and
Table 4. Although the maximum recovery of gallium occurred at a CaO dosage of 0.8, as displayed in
Figure 7, the surplus CaO additive was detected in the roasted samples (points 3, 4, and 6 in
Figure 10). Calcium aluminosilicate (point 1), potassium aluminosilicate (points 8, 16), calcium silicate (point 12), and silicon dioxide (points 2, 7, and 9) were generated after roasting activation, which is consistent with the XRD analytical results in
Figure 8b. The metallic iron and ferrous iron were oxidized as ferric oxide (point 13). Points 5 and 11 in
Figure 10a,c had high contents of silicon and sulfur, suggesting that the potassium sulfates were not completely decomposed and that some of them transformed into aluminosilicates.
3.1.3. Roasting Time
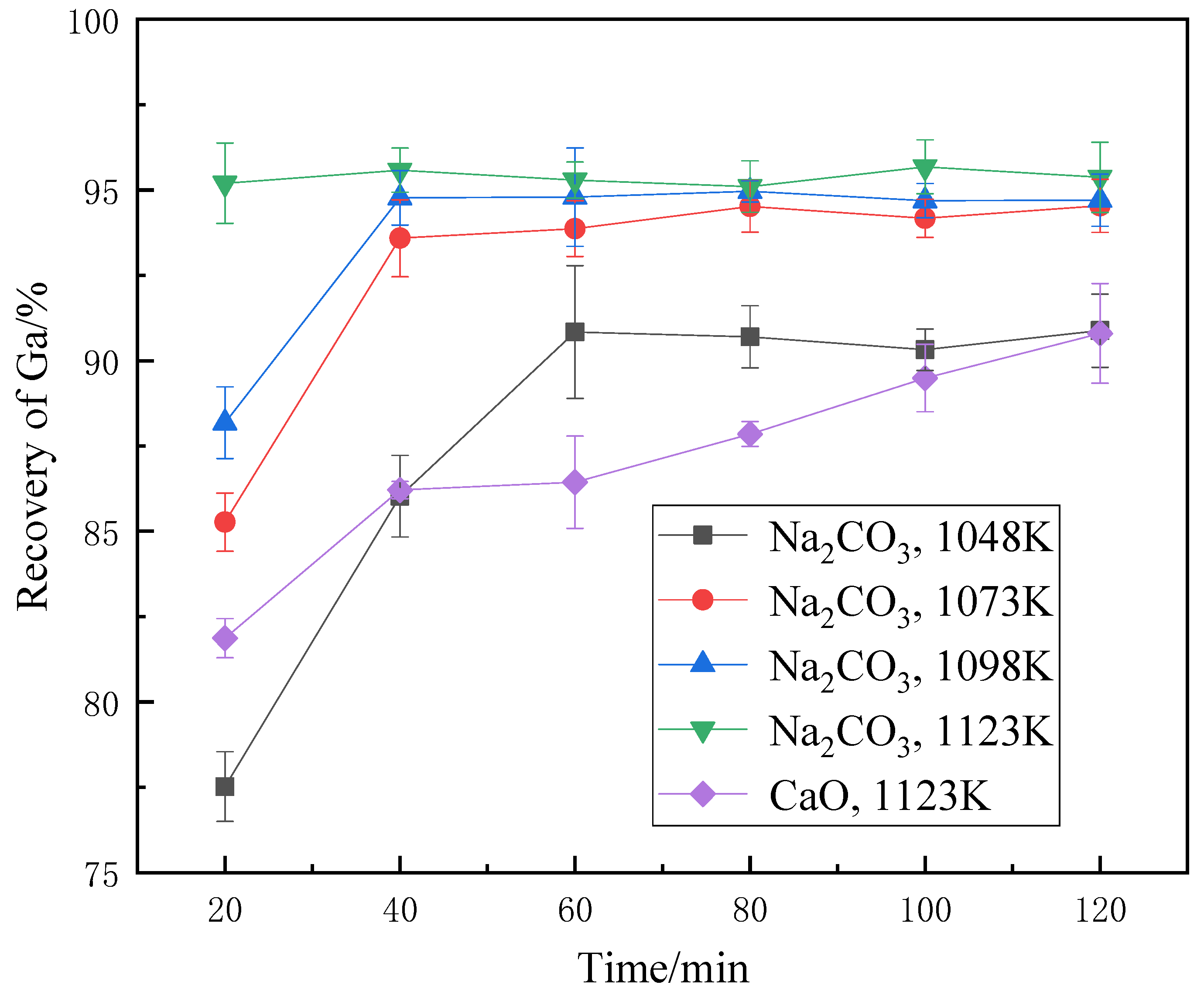
Figure 11 shows that when the additive was sodium carbonate, there was no significant change in gallium recovery within the time range from 40 min to 120 min at temperatures over 1098 K; the recoveries were higher than 93%. In particular, at the higher temperature of 1123 K, the activation reactions reached equilibrium within 20 min. For the CaO additive, the gallium extraction percentage increased with the extended time and a recovery of 90.8% was reached after 120 min. The continuously increasing trend in recovery demonstrates that calcium oxide reacted more slowly with the dust than sodium carbonate did. This further proves that the remaining unreacted calcium oxide existed in the dust after roasting for 120 min with the additive mass ratio of 0.5. Overall, in comparison with calcium oxide roasting, a higher recovery of gallium was obtained with sodium carbonate roasting at a lower temperature, a lower dosage, and within a shorter roasting time. Hence, sodium carbonate performed better than calcium oxide in the activation of raw brown corundum dust.
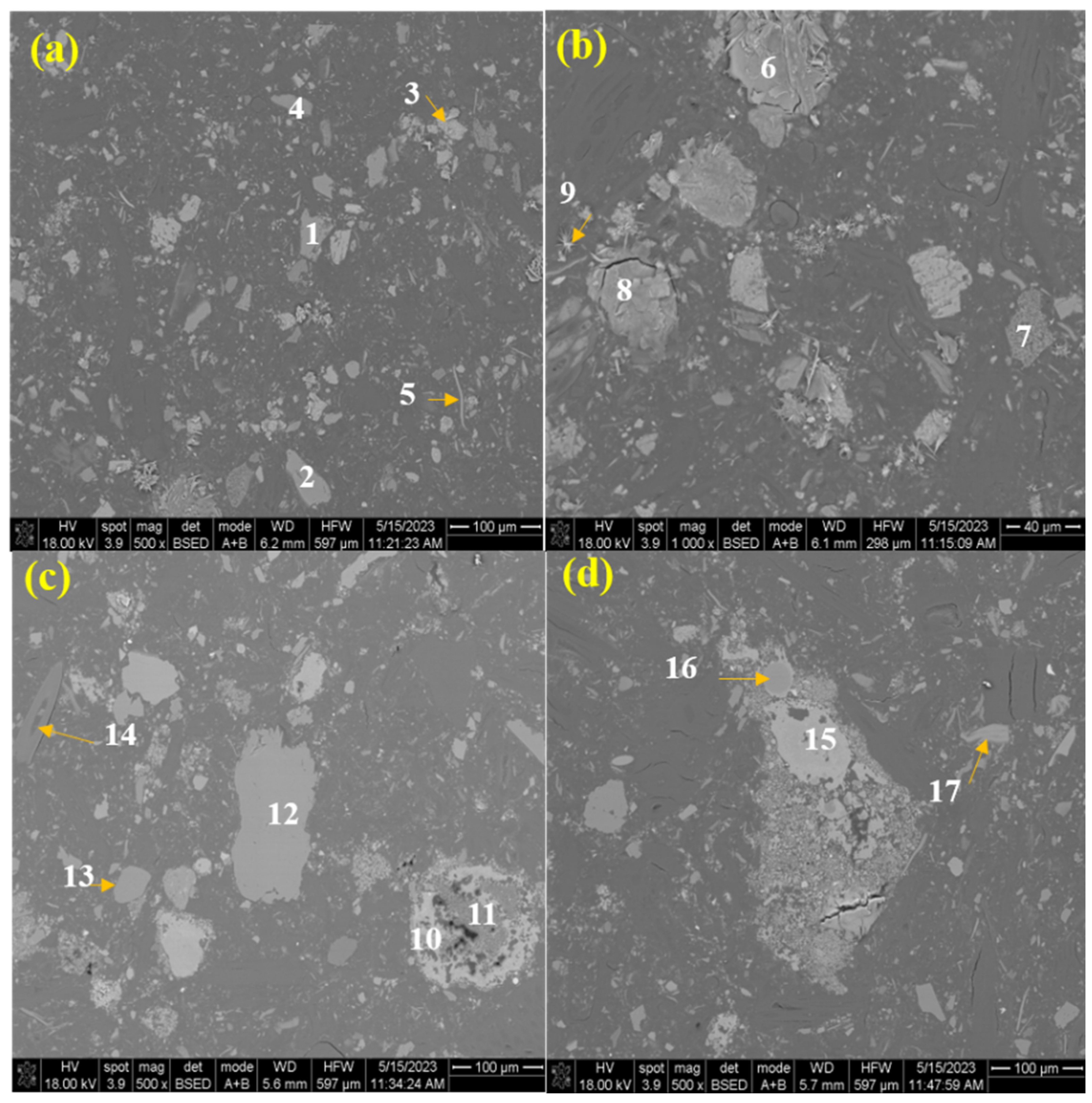
Figure 12 presents the BSE images of the brown corundum dust roasted at 1123 K and 1073 K. The EDS analysis results for different points marked in
Figure 12 are shown in
Table 5. The unreacted sodium carbonate additive (point 9), with a feathery shape, still appeared in
Figure 12b after roasting for 120 min with the additive dosage of 0.5. Evidently, the original potassium sulfate, corundum, and amorphous silicate were converted into sodium silicate (points 6 and 8), sodium aluminosilicate (point 3), and potassium aluminosilicate (point 5) after reacting with the sodium carbonate. The magnesium oxide and calcium oxide (points 1 and 7) were relatively stable and only a certain amount of them was transformed into silicates (point 4), although free silicon oxide (point 2) was present at the same time. Furthermore, other elements, such as iron, titanium, manganese, and phosphorus, mainly occurred in aluminosilicates. Compared with the sample roasted at 1123 K, the sample roasted at 1073 K for 40 min was also effectively activated. Many of the potassium aluminosilicates (points 10, 11, 15, and 17) were included in
Figure 12c,d, and some of the magnesium oxide was converted into the magnesium silicate (point 13). However, the corundum was not completely reacted, and the phase with high aluminum and oxygen content was discovered in the roasted dust (
Figure 12d, point 16). In general, after roasting at 1073 K for 40 min, the reactions between the additive and the dust proceeded to a high degree, which explains why the recovery of gallium was as high as 93.11%.























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}