
Justification for Criteria for Evaluating Activation and Destruction Processes of Complex Ores


 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
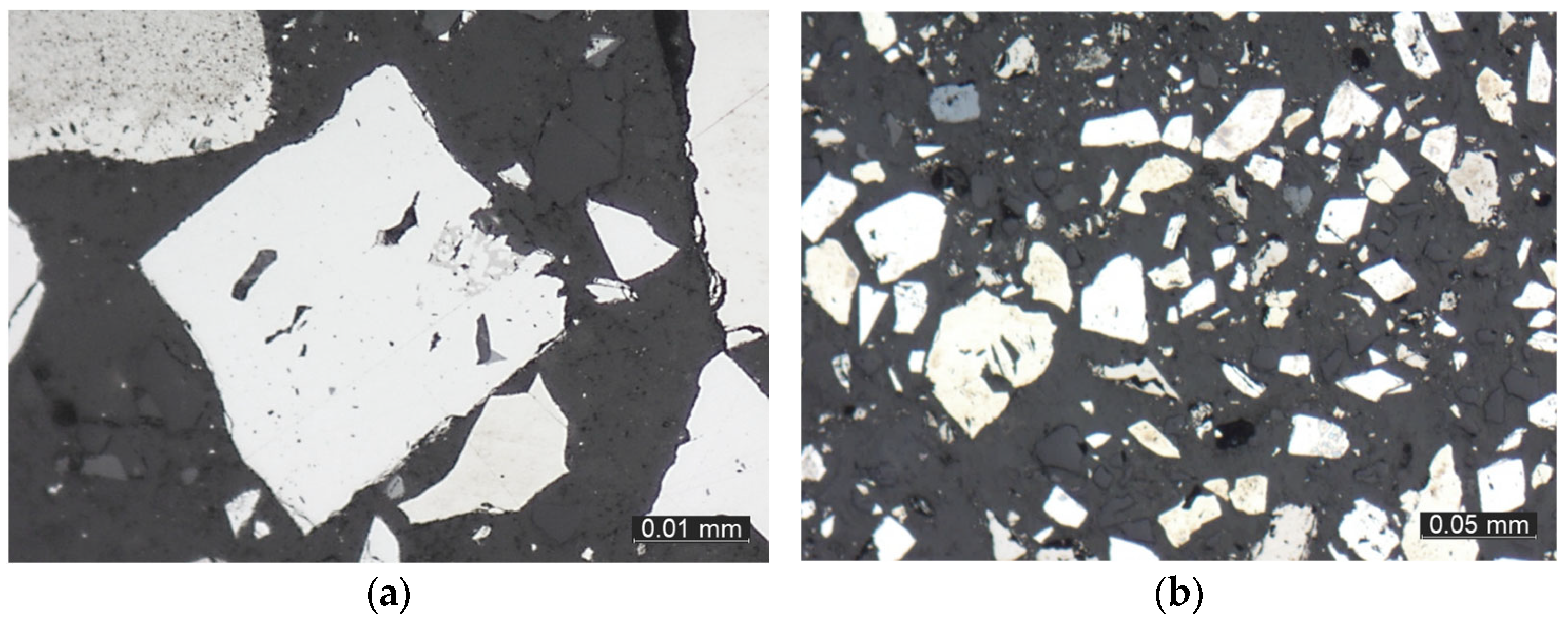
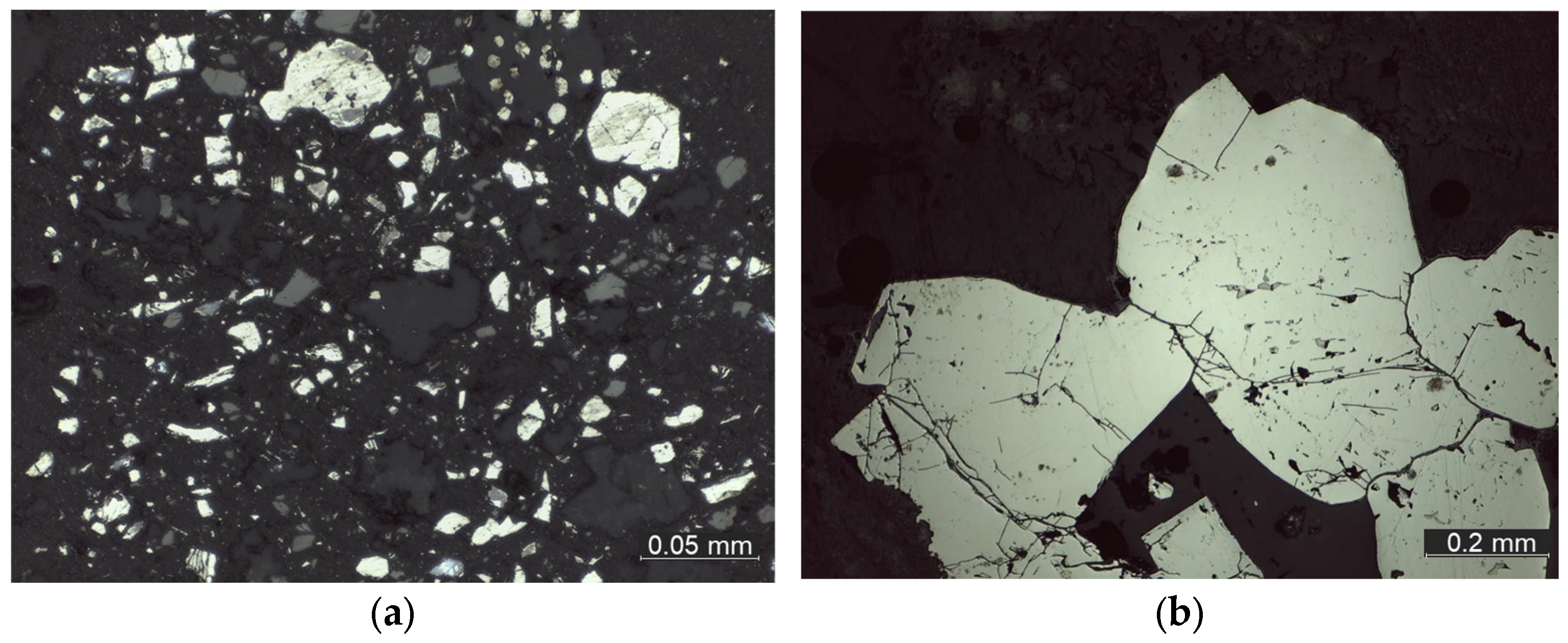
2.1. Characteristics of Ores
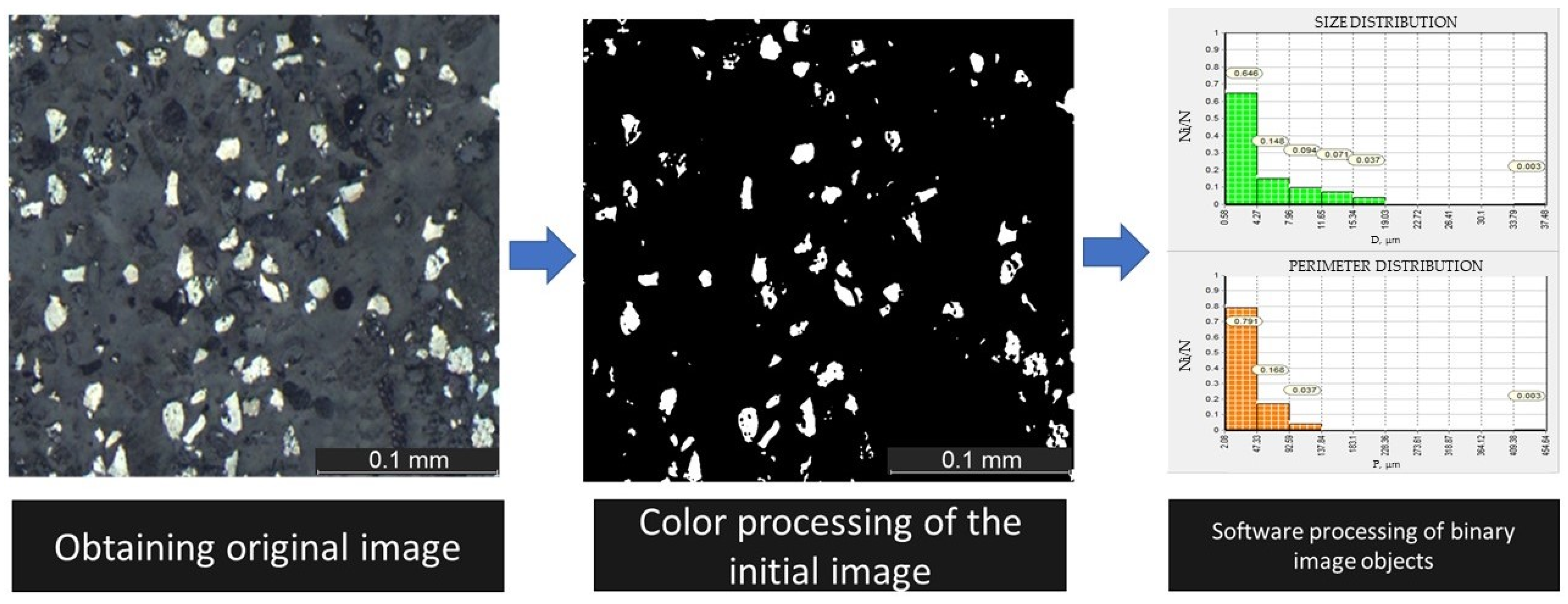
2.2. Research Methodology
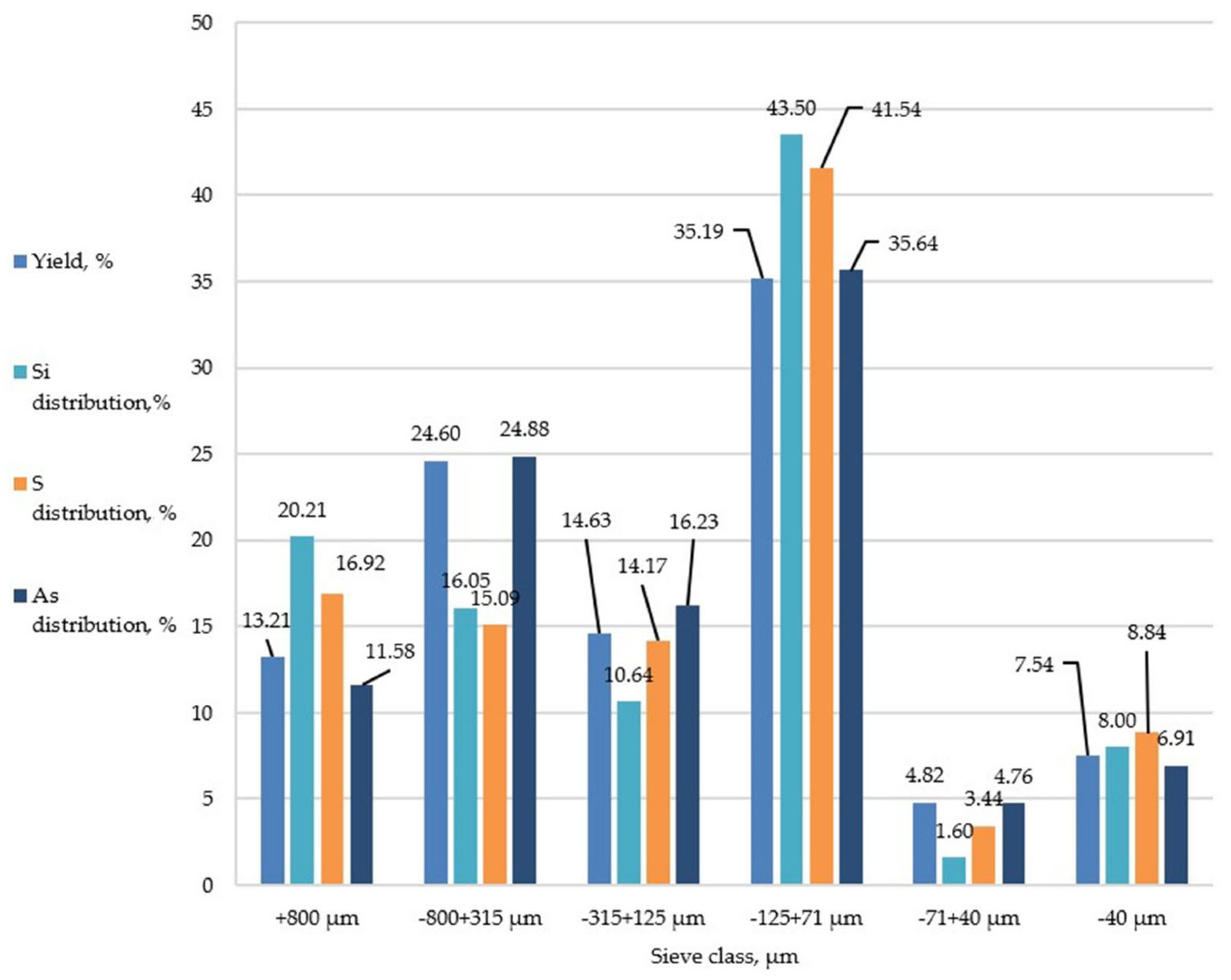
2.2.1. Grinding and Sieve Analysis
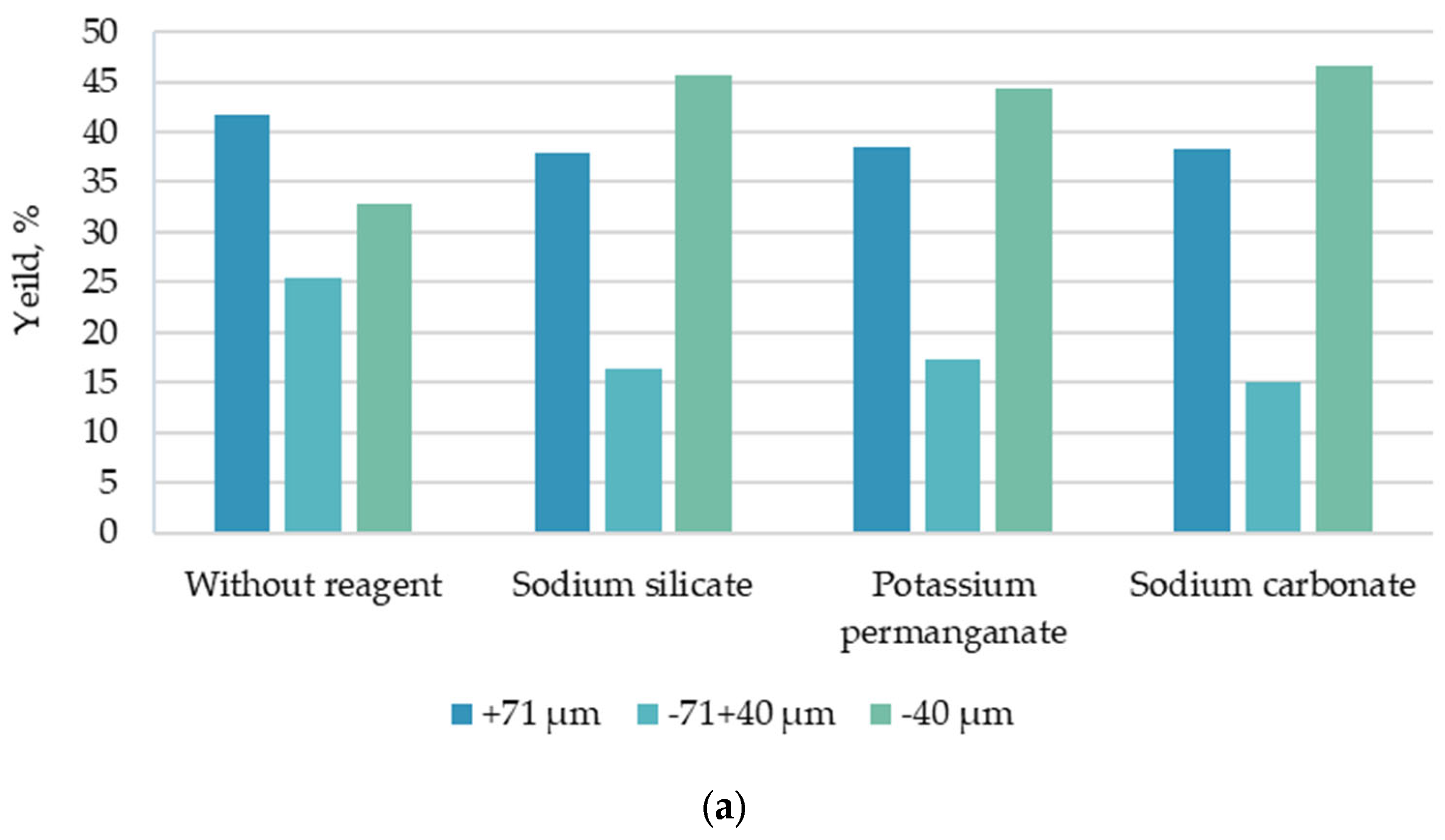
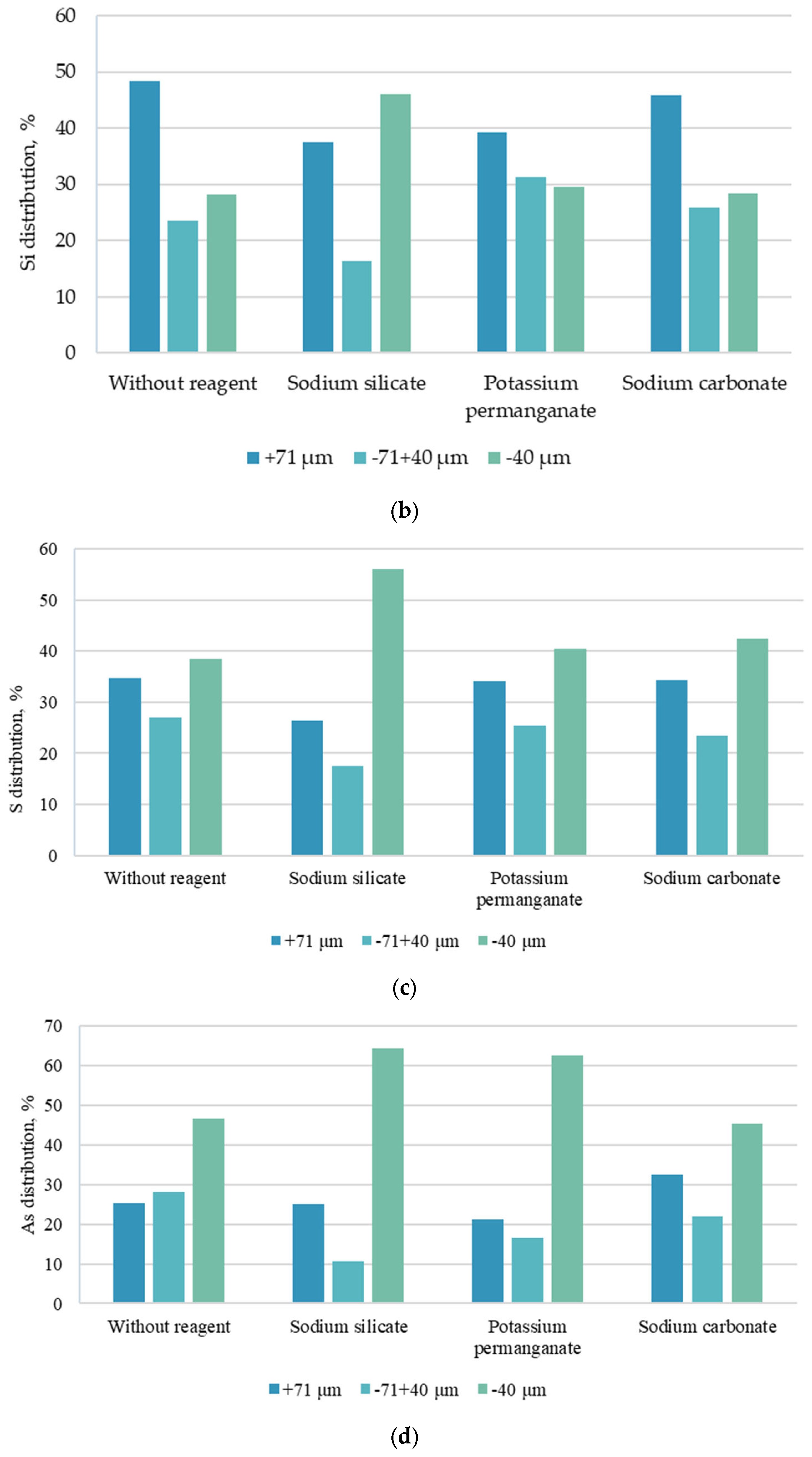
2.2.2. Flotation Experiments
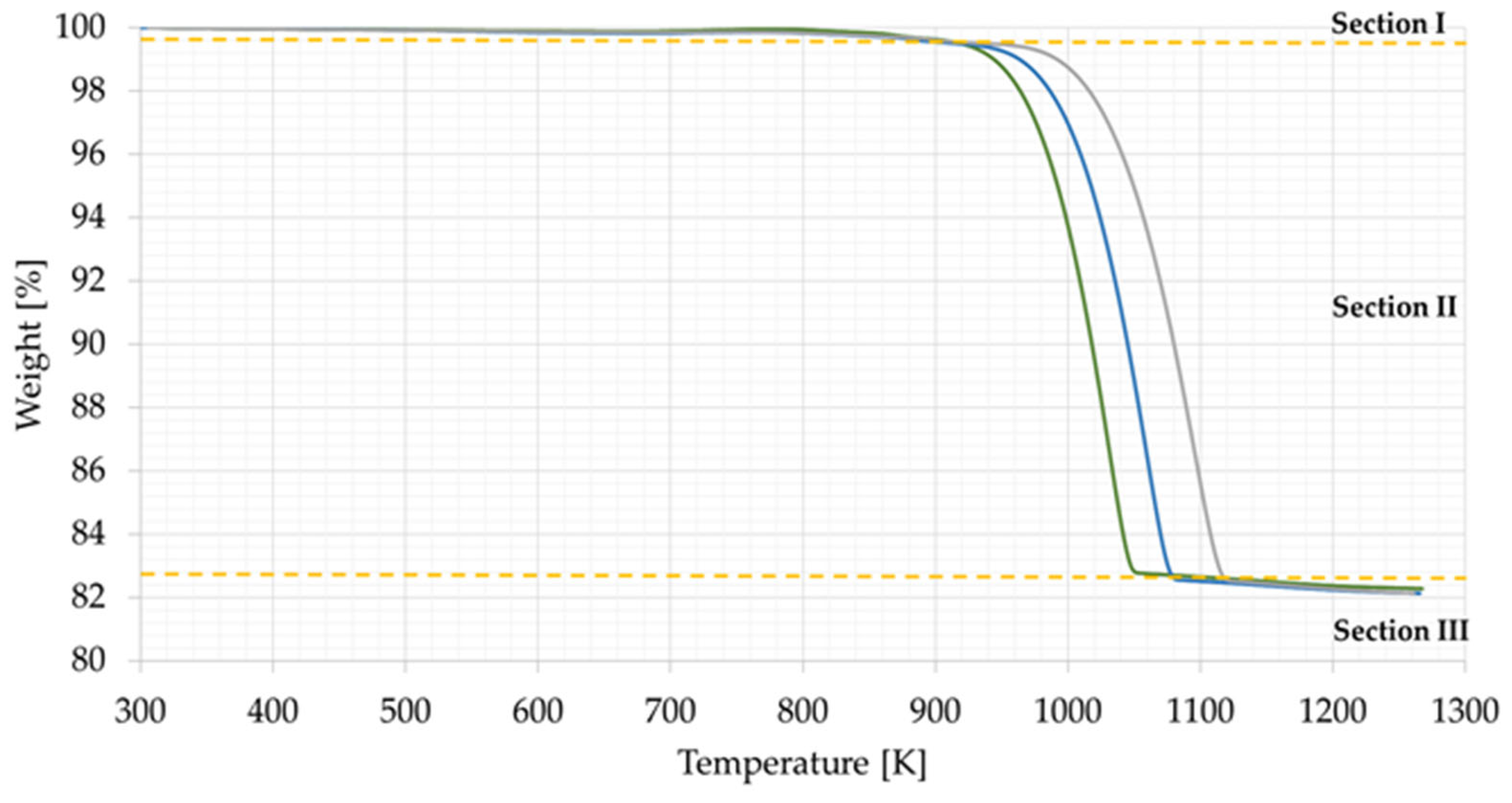
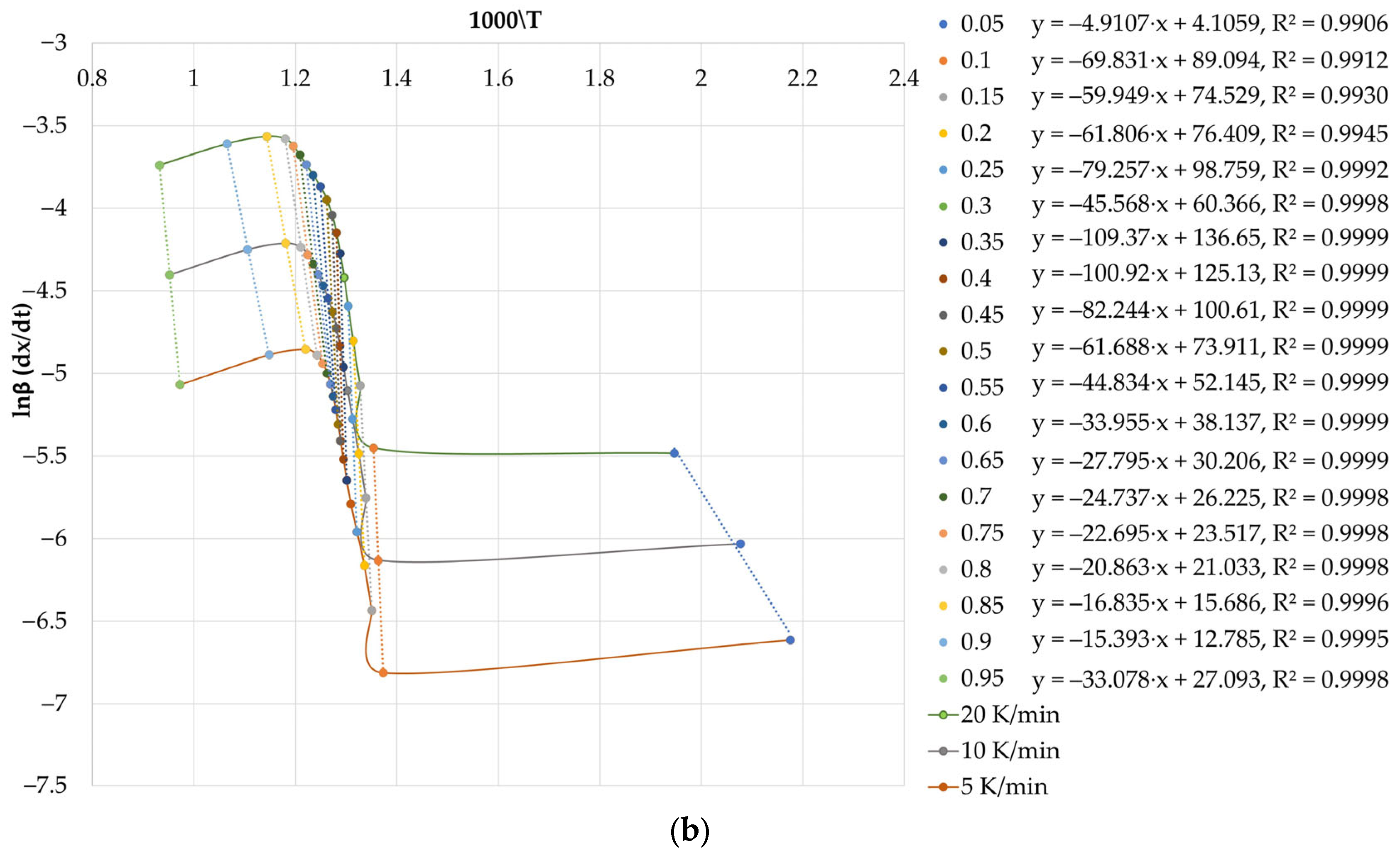
2.2.3. Thermogravimetric Analysis Methodology and Calculation of Activation Energy
3. Result and Discussion
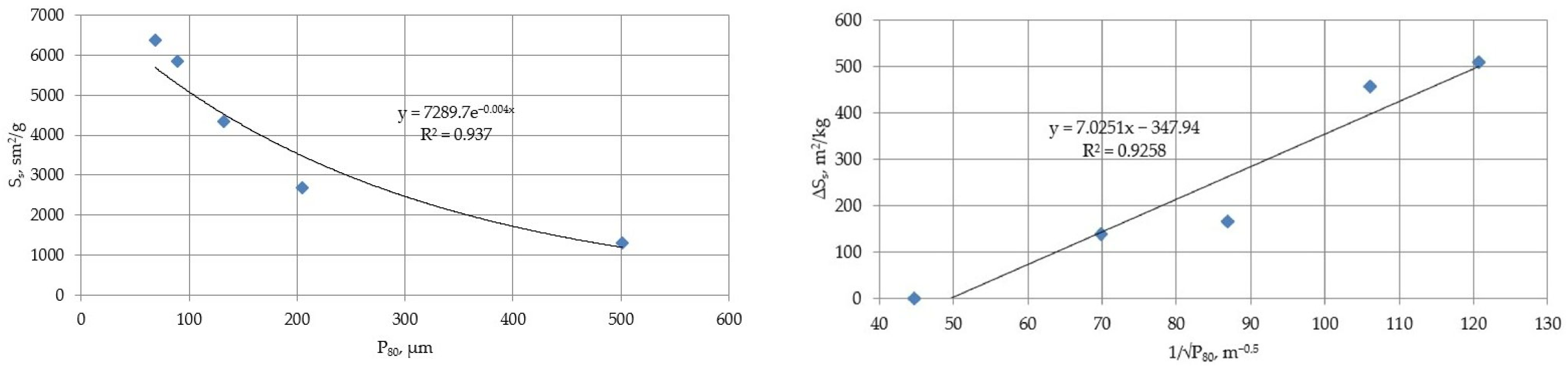
3.1. Studies to Substantiate the Energy Parameter of Fracture Efficiency and Assess the Effect of Intensifiers on the Grinding Process
3.2. Activation Energy Calculation for Crushed Ore and Flotation Concentrates as an Example
- -
- quantification of activation energy on comminuted ore;
- -
- quantifying the energy for flotation concentrates;
- -
- assessment of the application of impacts based on thermogravimetric analysis using the developed criterion.
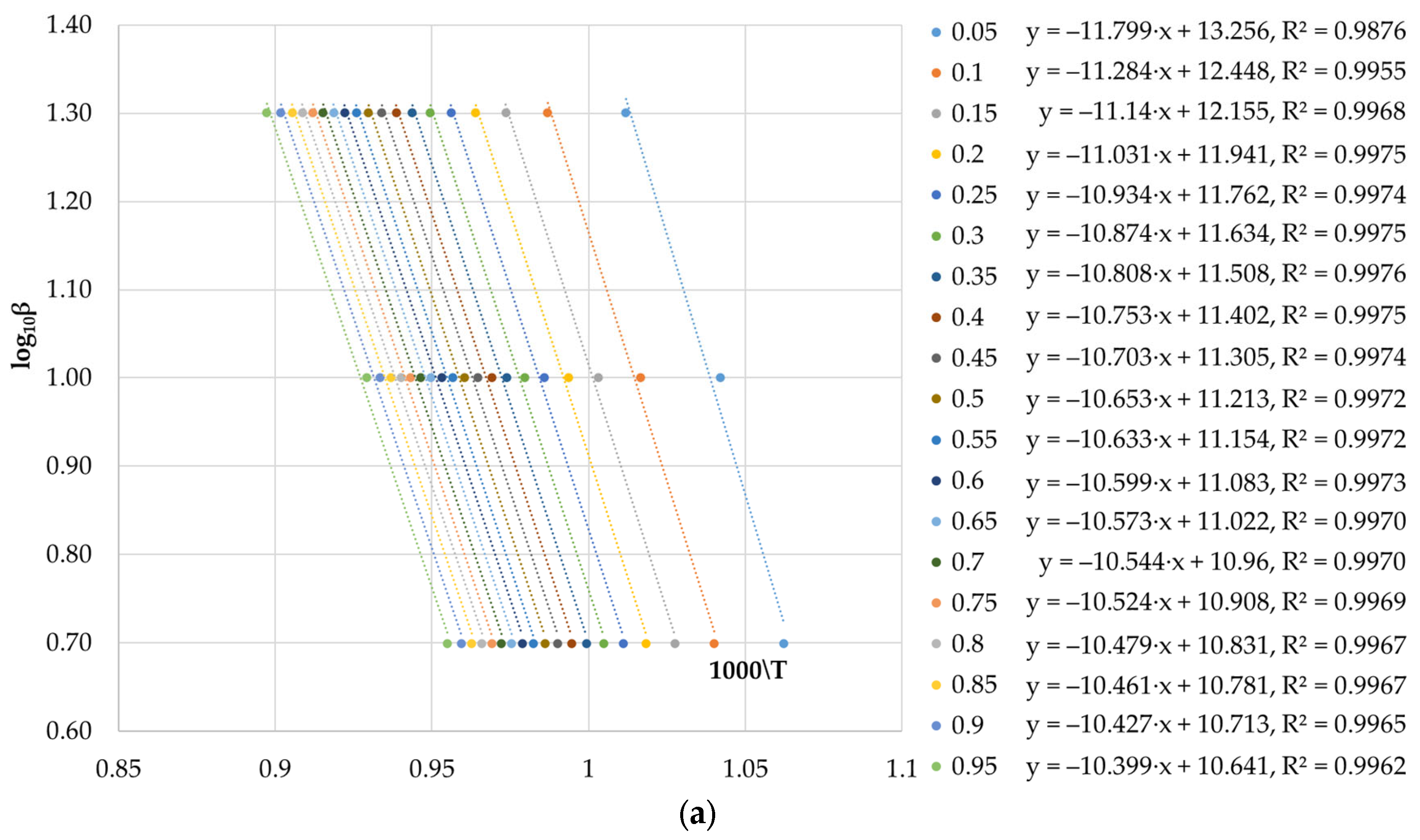
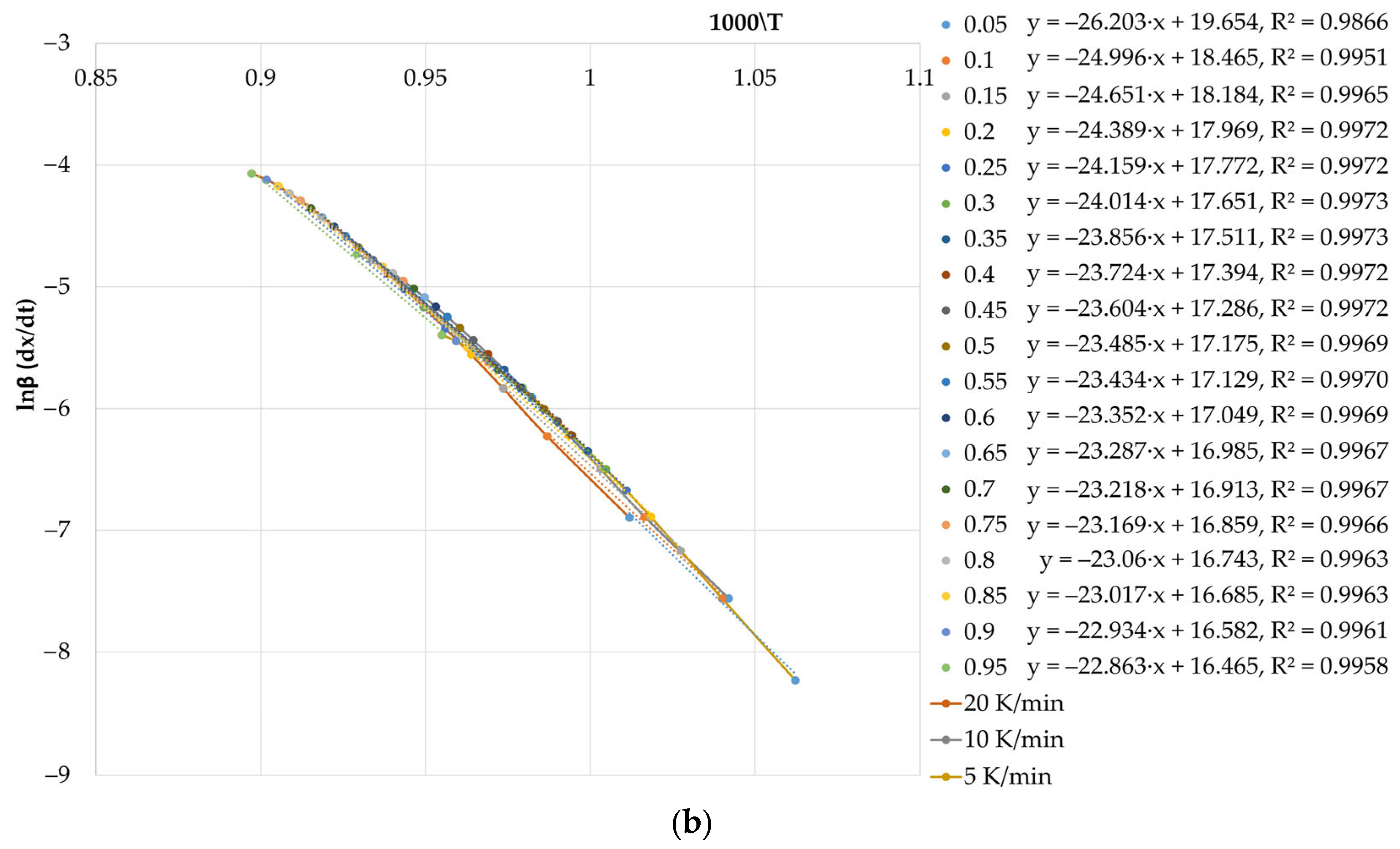
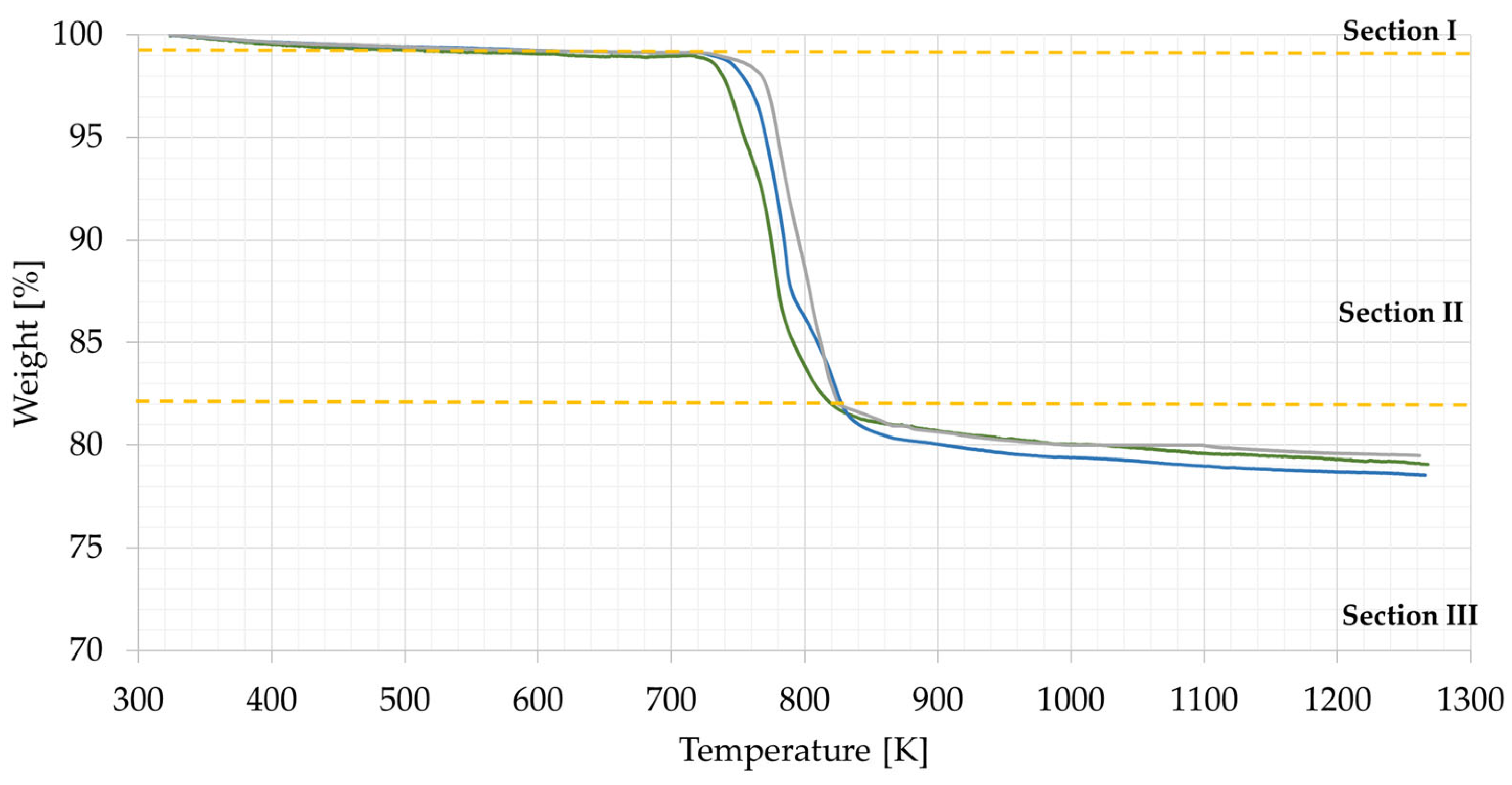
3.2.1. Quantification Based on Thermogravimetric Analysis by Calculating the Activation Energy on Comminuted Ore
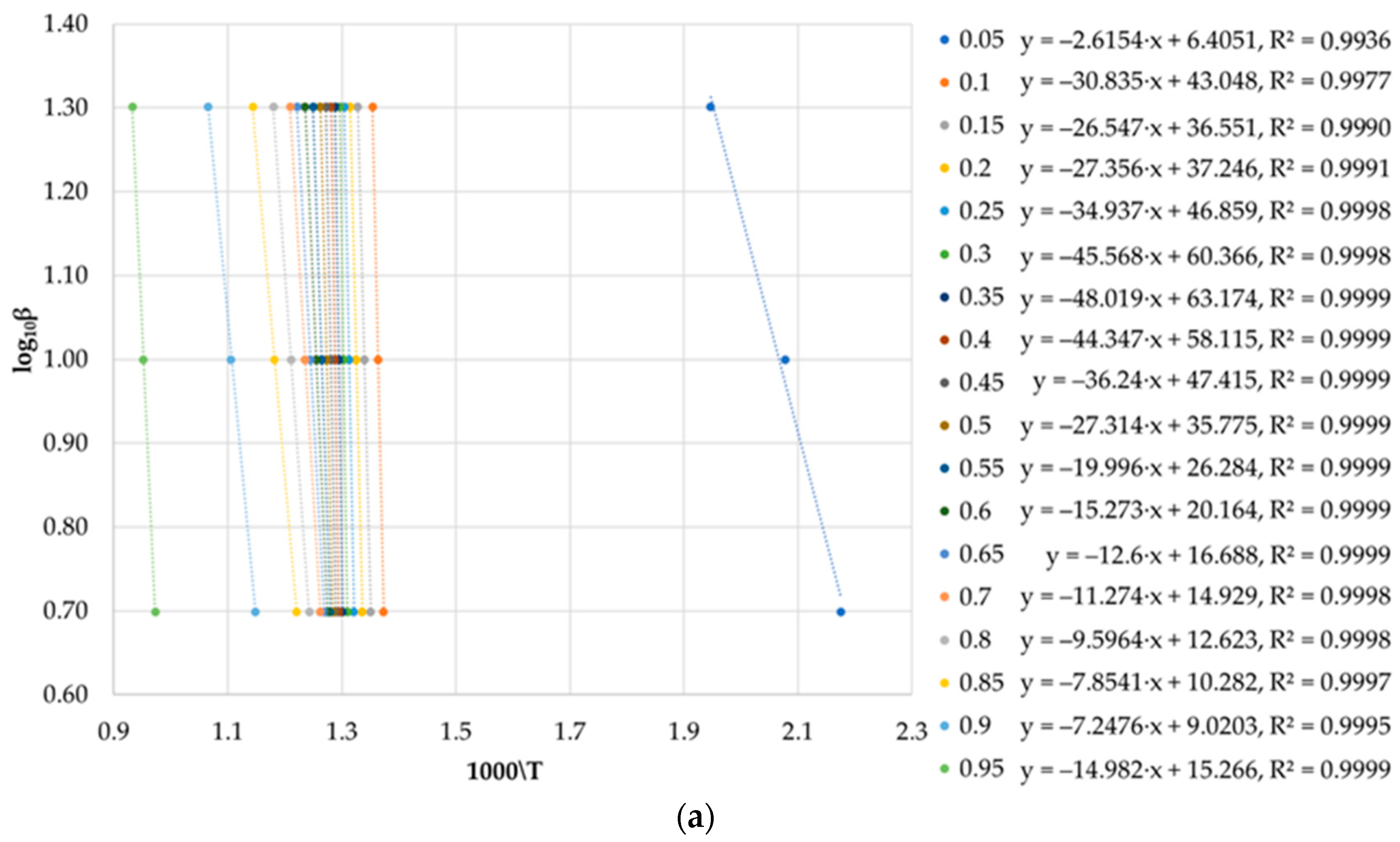
3.2.2. Quantification of the Application of Effects Based on Thermogravimetric Analysis by Calculating the Activation Energy using Sulphide Flotation Concentrates
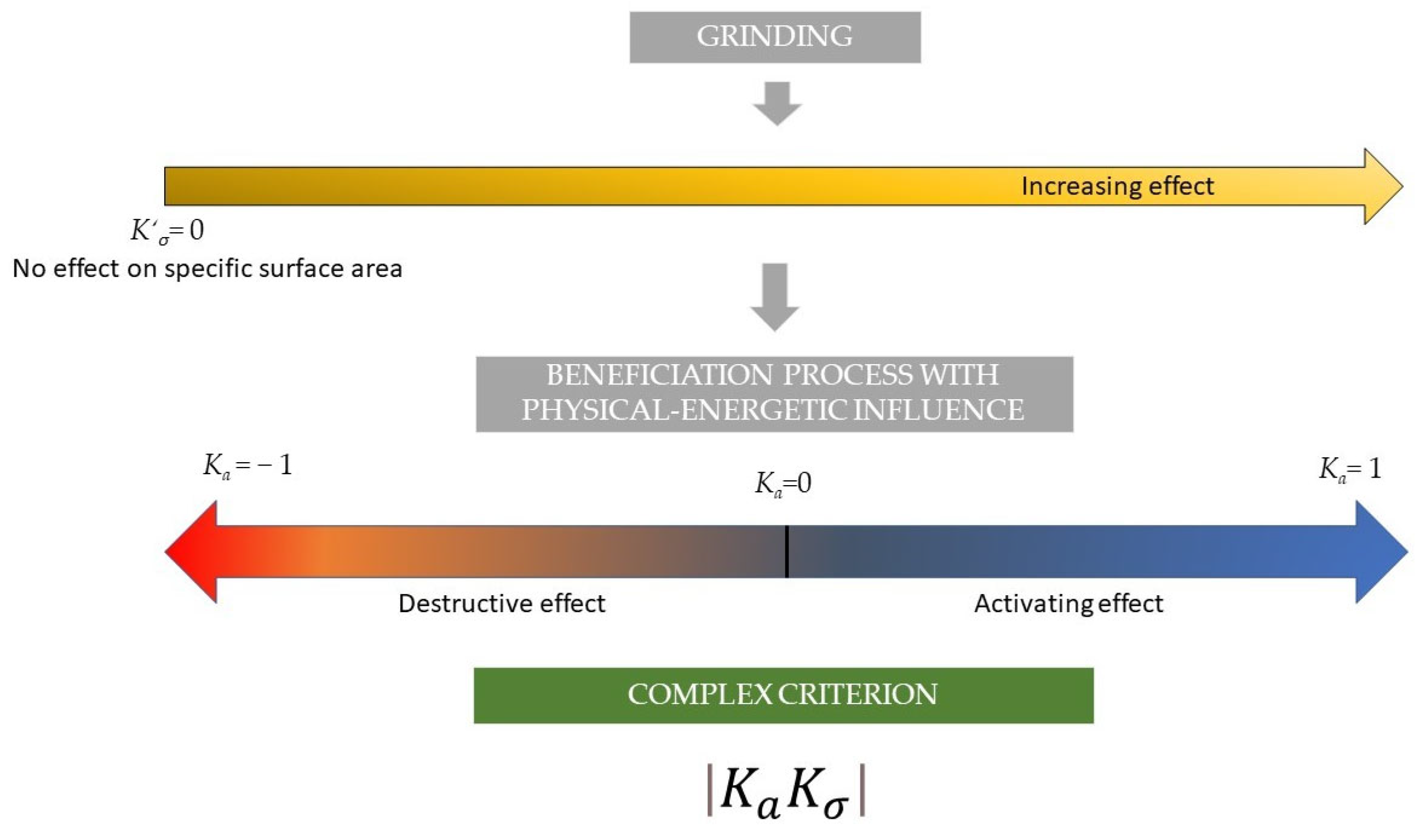
3.2.3. Evaluation of the Application of Impacts Based on Thermogravimetric Data Using the Developed Criterion
- -
- for samples of comminuted ore, the criterion is Ka = −0.73, which corresponds to the value of the proposed criterion for the destruction effect;
- -
- for samples of flotation concentrates, the criterion is Ka = 0.54, which corresponds to the value of the proposed criterion for the activation effect.
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Chanturiya, V.A. Scientific substantiation and development of innovative processes for the extraction of zirconium and rare earth elements in the deep and comprehensive treatment of eudialyte concentrate. J. Min. Inst. 2022, 256, 505–516. [Google Scholar] [CrossRef]
- Litvinenko, V.S. Digital economy as a factor in the technological development of the mineral sector. Nat. Resour. Res. 2020, 29, 1521–1541. [Google Scholar] [CrossRef]
- Litvinenko, V.S.; Sergeev, I.B. Innovations as a Factor in the Development of the Natural Resources Sector. Stud. Russ. Econ. Dev. 2019, 30, 637–645. [Google Scholar] [CrossRef]
- Panayotova, M.; Panayotov, V. Studies on zinc recovery from technogenic waste. E3S Web Conf. 2021, 295, 03008. [Google Scholar] [CrossRef]
- Sohn, H.Y. Nonferrous Metals: Production and History. In Reference Module in Materials Science and Materials Engineering; Elsevier: Amsterdam, The Netherlands, 2017; ISBN 9780128035818. [Google Scholar]
- Espinoza, R.D.; Rojo, J. Towards sustainable mining (Part I): Valuing investment opportunities in the mining sector. Resour. Policy 2017, 52, 7–18. [Google Scholar] [CrossRef]
- Litvinenko, V.S.; Petrov, E.I.; Vasilevskaya, D.V.; Yakovenko, A.V.; Naumov, I.A.; Ratnikov, M.A. Assessment of the Role of the State in the Management of Mineral Resources. J. Min. Inst. 2022, 259, 95–111. [Google Scholar] [CrossRef]
- Romasheva, N.V.; Babenko, M.A.; Nikolaichuk, L.A. Sustainable development of the Russian Arctic region: Environmental problems and ways to solve them. MIAB. Min. Inf. Anal. Bull. 2022, 10, 78–87. [Google Scholar] [CrossRef]
- Panayotova, M.; Panayotov, V. Application of membrane processes in mining and mineral processing. E3S Web Conf. 2021, 280, 08016. [Google Scholar] [CrossRef]
- Duryagina, A.M.; Talovina, I.V.; Lieberwirth, H.; Ilalova, R.K. Morphometric Parameters of Sulphide Ores as a Basis for Selective Ore Dressing. J. Min. Inst. 2022, 256, 527–538. [Google Scholar] [CrossRef]
- Koteleva, N.; Kuznetsov, V.; Vasilyeva, N. A Simulator for Educating the Digital Technologies Skills in Industry. Part One. Dynamic Simulation of Technological Processes. Appl. Sci. 2021, 11, 10885. [Google Scholar] [CrossRef]
- Aleksandrova, T.N.; Aleksandrov, A.V.; Nikolaeva, N.V.; Romashev, A.O. Noble and Rare Metals in Caustobioliths and Prospects of Their Recovery. J. Min. Sci. 2015, 51, 1254–1261. [Google Scholar] [CrossRef]
- Litvinenko, V.S.; Tsvetkov, P.S.; Molodtsov, K.V. The Social and Market Mechanism of Sustainable Development of Public Companies in the Mineral Resource Sector. Eurasian Min. 2020, 2020, 36–41. [Google Scholar] [CrossRef]
- Dzhevaga, N.; Lobacheva, O. Reduction in Technogenic Burden on the Environment by Flotation Recovery of Rare Earth Elements from Diluted Industrial Solutions. Appl. Sci. 2021, 11, 7452. [Google Scholar] [CrossRef]
- Lieberwirth, H.; Kühnel, L. Particle size effects on selectivity in confined bed comminution. Minerals 2021, 11, 342. [Google Scholar] [CrossRef]
- Popov, O.; Talovina, I.; Lieberwirth, H.; Duryagina, A. Quantitative Microstructural Analysis and X-Ray Computed Tomography of Ores and Rocks—Comparison of Results. Minerals 2020, 10, 129. [Google Scholar] [CrossRef]
- Kanda, Y.; Kotake, N. Comminution energy and evaluation in fine grinding. In Handbook of Powder Technology; Elsevier: Amsterdam, The Netherlands, 2007; Volume 12, pp. 529–550. [Google Scholar]
- Austin, L.G.; Klimpel, R.R. The theory of grinding operations. Ind. Eng. Chem. 1964, 56, 18–29. [Google Scholar] [CrossRef]
- Lieberwirth, H.; Hillmann, P.; Hesse, M. Dynamics in double roll crushers. Miner. Eng. 2017, 103–104, 60–66. [Google Scholar] [CrossRef]
- Hesse, M.; Popov, O.; Lieberwirth, H. Increasing efficiency by selective comminution. Miner. Eng. 2017, 103–104, 112–126. [Google Scholar] [CrossRef]
- Boyko, V.F.; Litvinova, N.M.; Melnikova, T.N. Selection of surfactant consumption during ore grinding of the Mnogovershinnoe deposit. Obogashchenie Rud. 2004, 6, 3–5. [Google Scholar]
- Boyko, V.F.; Melnikova, T.N. Natural-Technogenic Free-Dispersed Systems. Origin. Evolution; Khabarovsk State Technical University: Khabarovsk, Russia, 2005; ISBN 5-7389-0366-8. [Google Scholar]
- Litvintsev, V.S.; Melnikova, T.N.; Yatlukova, N.G.; Litvinova, N.M. Mechanical activation in ore dressing processes. Gorny Zhurnal 2006, 6, 95–96. [Google Scholar]
- Melnikova, T.N.; Yatlukova, N.G.; Litvinova, N.M. To a question of optimization of grinding of ores. Obogashchenie Rud. 2006, 4, 5–7. [Google Scholar]
- Khopunov, E.A. The role of surface-active substances in ore destruction under volumetric deformation. Izvestia Vuzov./Min. J. 2017, 2, 93–99. [Google Scholar]
- Golini, D.; Jacobs, S.D. Transition between brittle and ductile mode in loose abrasive grinding. In Advanced Optical Manufacturing and Testing; SPIE: Bellingham, DC, USA, 1990; Volume 1333, pp. 80–91. [Google Scholar]
- Tikhonov, O.N. Energy-averaged particle mixture coarseness and its use in Bond, Rittinger and Kick-Kirpichev formulas. Obogashchenie Rud. 2008, 4, 13–18. [Google Scholar]
- Ip, S.W.; Toguri, J.M. The equivalency of surface tension, surface energy and surface free energy. J. Mater. Sci. 1994, 29, 688–692. [Google Scholar] [CrossRef]
- Menzinger, M.; Wolfgang, R. The meaning and use of the Arrhenius activation energy. Angew. Chem. Int. Ed. Engl. 1969, 8, 438–444. [Google Scholar] [CrossRef]
- Kissinger, H.E. Reaction Kinetics in Differential Thermal Analysis. Anal. Chem. 1957, 29, 1702–1706. [Google Scholar] [CrossRef]
- Ozawa, T. Kinetic analysis of derivative curves in thermal analysis. J. Therm. Anal. 1970, 2, 301–324. [Google Scholar] [CrossRef]
- Flynn, J.H.; Wall, L.A. A Quick, Direct Method for the Determination of Activation Energy from Thermogravimetric Data. Polym. Lett. 1966, 4, 323–328. [Google Scholar] [CrossRef]
- Friedman, H.L. Kinetics of thermal degradation of char-forming plastics from thermogravimetry. Application to a phenolic plastic. J. Polym. Sci. Part C Polym. Symp. 1964, 6, 183–195. [Google Scholar] [CrossRef]
- Alexandrova, T.N.; Nikolaeva, N.V.; Romashev, A.O.; Afanasova, A.V. Low-Dimensional Structures of Noble and Rare Metals in Carbonaceous Rocks and Methods of Their Recovery Using Energy Impacts Based on Big Data; Publishing and Printing Association of Higher Education Institutions: Saint-Petersburg, Russia, 2021; 154p, ISBN 978-5-91155-133-9. [Google Scholar]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Method | Equation | Reference |
|---|---|---|
| Kissinger | [30] | |
| Ozawa–Flynn–Wall (OFW) | [31,32] | |
| Friedman | [33] |
| No. | Experiment’s Conditions | P80, µm | Ss, sm2/g | ΔSs, sm2/g | Kσ, m2.5/kg |
|---|---|---|---|---|---|
| 1 | Initial probe | 501.45 | 1295.54 | - | - |
| 2 | Grinding without reagent | 132.29 | 4342.78 | 3047.24 | 3.513 |
| 3 | Grinding with sodium silicate | 127.31 | 5847.80 | 4552.26 | 5.176 |
| 4 | Grinding with potassium permanganate | 128.17 | 4553.50 | 3257.96 | 3.730 |
| 5 | Grinding with sodium carbonate | 127.91 | 4415.76 | 3120.22 | 3.565 |
| No. | x | Ea, kJ/mol (OFW Method) | Ea, kJ/mol (Fiedman Method) | lnA |
|---|---|---|---|---|
| 1 | 0.05 | 214.79 | 207.08 | 19.654 |
| 2 | 0.10 | 205.43 | 197.54 | 18.465 |
| 3 | 0.15 | 202.80 | 194.81 | 18.184 |
| 4 | 0.20 | 200.81 | 192.75 | 17.969 |
| 5 | 0.25 | 199.05 | 190.93 | 17.772 |
| 6 | 0.30 | 197.96 | 189.79 | 17.651 |
| 7 | 0.35 | 196.75 | 188.53 | 17.511 |
| 8 | 0.40 | 195.75 | 187.49 | 17.394 |
| 9 | 0.45 | 194.84 | 186.54 | 17.286 |
| 10 | 0.50 | 193.93 | 185.60 | 17.175 |
| 11 | 0.55 | 193.57 | 185.20 | 17.129 |
| 12 | 0.60 | 192.94 | 184.55 | 17.049 |
| 13 | 0.65 | 192.47 | 184.04 | 16.985 |
| 14 | 0.70 | 191.95 | 183.50 | 16.913 |
| 15 | 0.75 | 191.59 | 183.11 | 16.859 |
| 16 | 0.80 | 190.76 | 182.24 | 16.743 |
| 17 | 0.85 | 190.44 | 181.90 | 16.685 |
| 18 | 0.90 | 189.82 | 181.25 | 16.582 |
| 19 | 0.95 | 189.30 | 180.69 | 16.465 |
| No. | x | Ea, kJ/mol (OFW Method) | Ea, kJ/mol (Fiedman Method) | lnA |
|---|---|---|---|---|
| Section 2 | ||||
| 1 | 0.10 | 561.33 | 551.88 | 43.05 |
| 2 | 0.15 | 483.27 | 473.78 | 36.55 |
| 3 | 0.20 | 498.00 | 488.46 | 37.25 |
| 4 | 0.25 | 636.00 | 626.37 | 46.86 |
| 5 | 0.30 | 829.54 | 819.80 | 60.37 |
| 6 | 0.35 | 874.16 | 864.37 | 63.17 |
| 7 | 0.40 | 807.32 | 797.54 | 58.11 |
| 8 | 0.45 | 659.73 | 649.98 | 47.41 |
| 9 | 0.50 | 497.24 | 487.53 | 35.78 |
| 10 | 0.55 | 364.02 | 354.33 | 26.28 |
| 11 | 0.60 | 278.04 | 268.35 | 20.16 |
| 12 | 0.65 | 229.37 | 219.66 | 16.69 |
| Section 3 | ||||
| 13 | 0.70 | 205.23 | 195.50 | 14.93 |
| 14 | 0.75 | 189.13 | 179.36 | 13.73 |
| 15 | 0.80 | 174.70 | 164.88 | 12.62 |
| 16 | 0.85 | 142.98 | 133.05 | 10.28 |
| 17 | 0.90 | 131.94 | 121.65 | 9.02 |
| 18 | 0.95 | 272.74 | 261.42 | 15.27 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aleksandrova, T.; Nikolaeva, N.; Afanasova, A.; Romashev, A.; Kuznetsov, V. Justification for Criteria for Evaluating Activation and Destruction Processes of Complex Ores. Minerals 2023, 13, 684. https://doi.org/10.3390/min13050684
Aleksandrova T, Nikolaeva N, Afanasova A, Romashev A, Kuznetsov V. Justification for Criteria for Evaluating Activation and Destruction Processes of Complex Ores. Minerals. 2023; 13(5):684. https://doi.org/10.3390/min13050684
Chicago/Turabian StyleAleksandrova, Tatiana, Nadezhda Nikolaeva, Anastasia Afanasova, Artyem Romashev, and Valentin Kuznetsov. 2023. "Justification for Criteria for Evaluating Activation and Destruction Processes of Complex Ores" Minerals 13, no. 5: 684. https://doi.org/10.3390/min13050684