
Residence Time Distribution Measurements and Modeling in an Industrial-Scale Siemens Flotation Cell

 ,
,  ,
,
Abstract
:1. Introduction
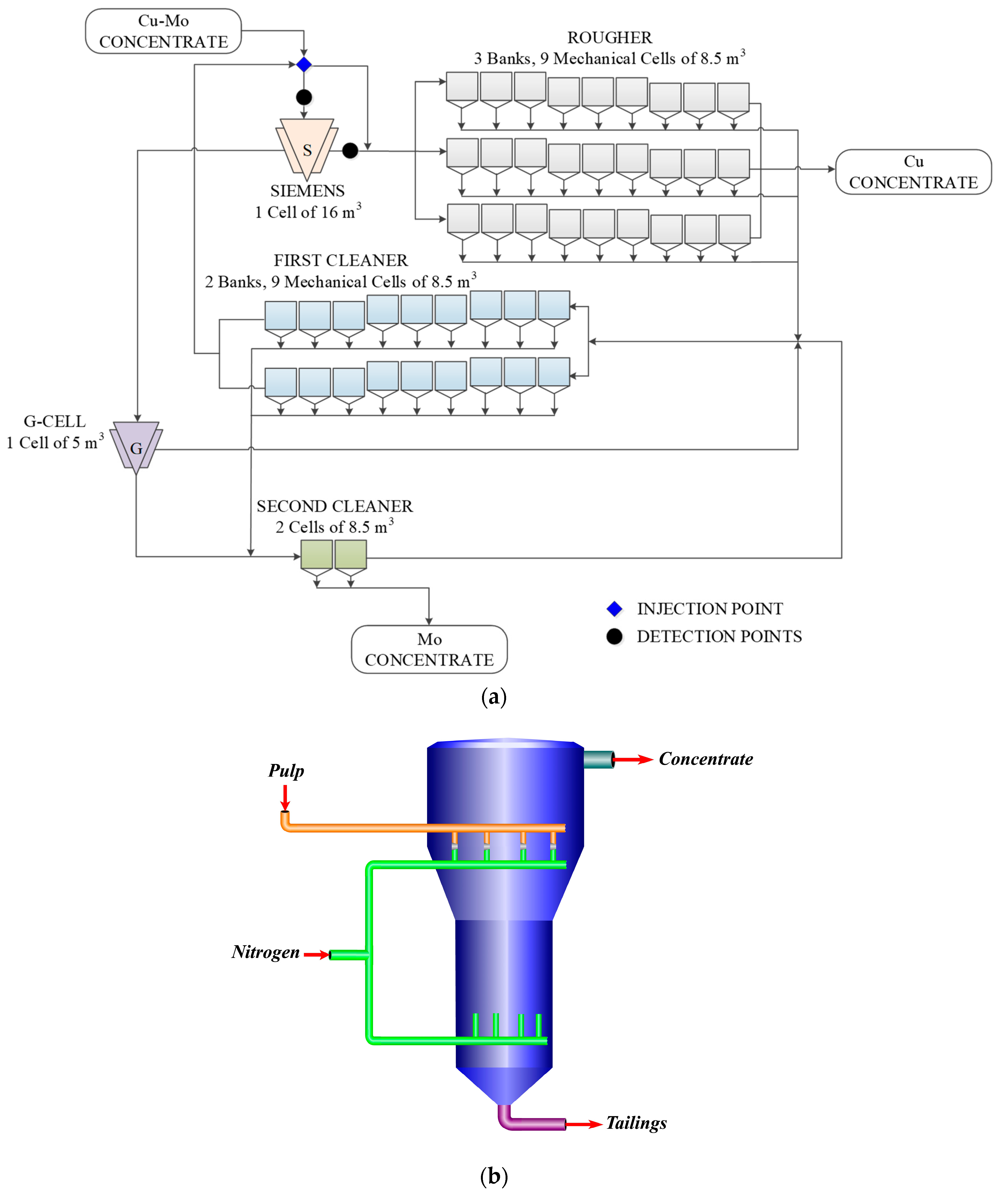
2. Materials and Methods
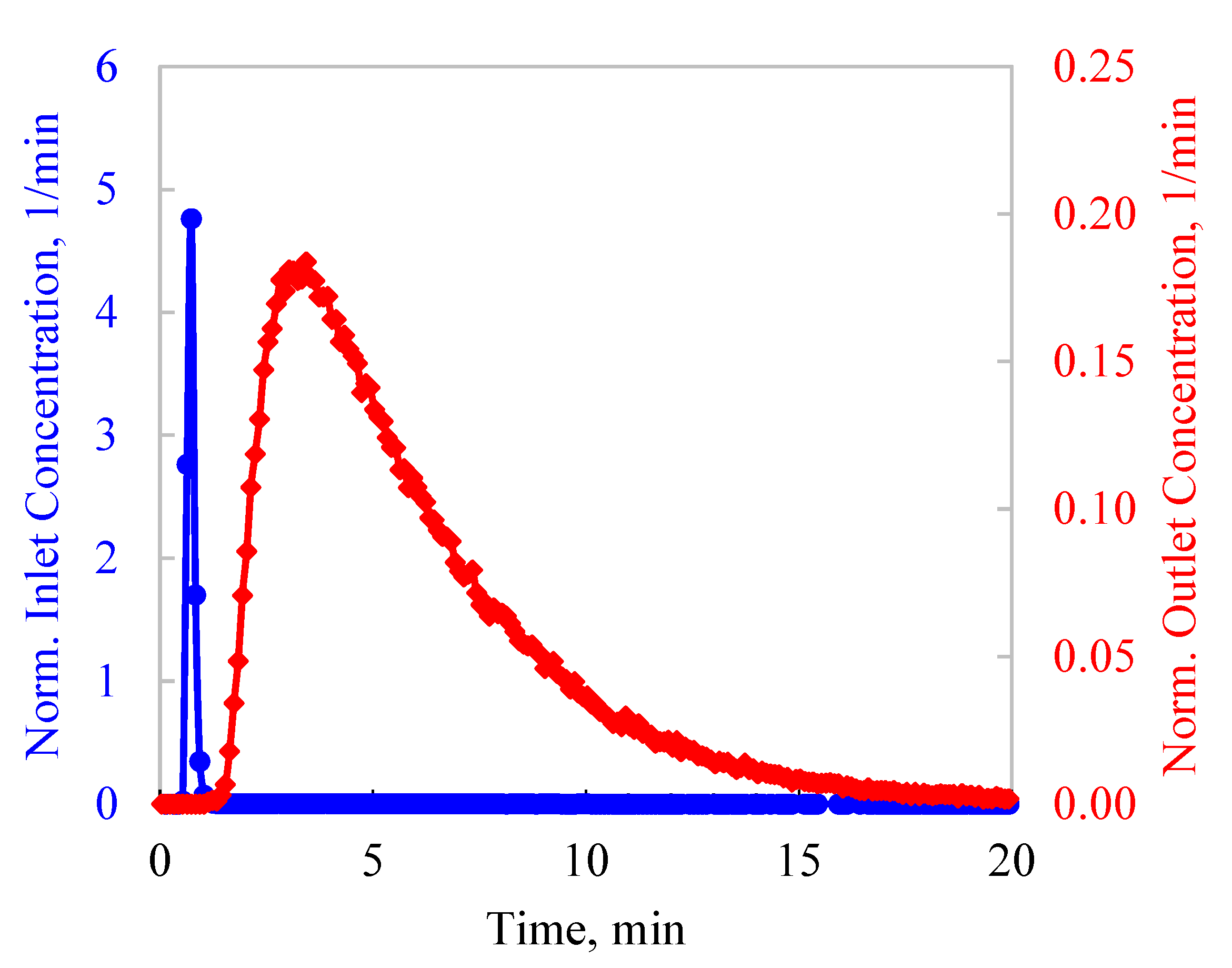
Experimental Procedure and Data Analysis
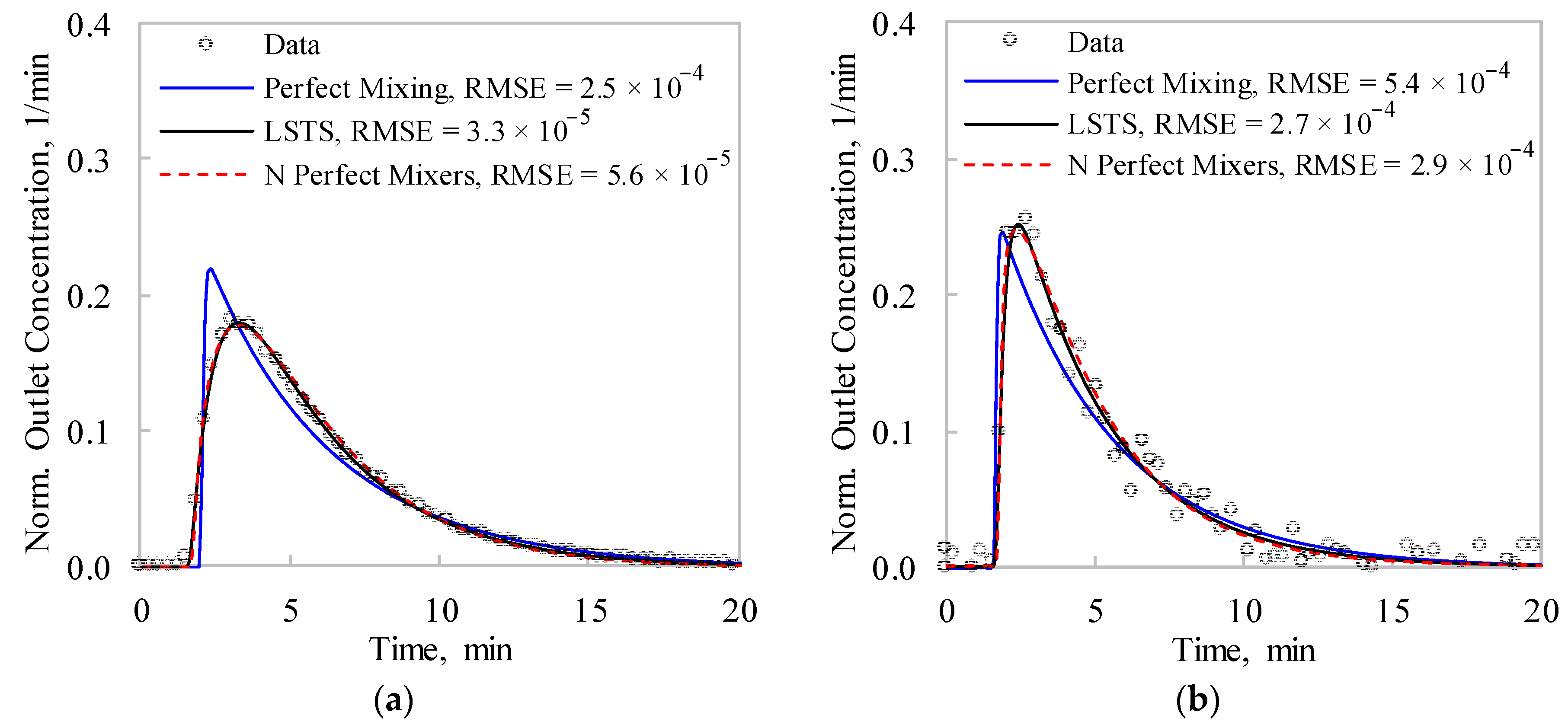
3. Results
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Hassanzadeh, A. A survey on troubleshooting of closed-circuit grinding system. Can. Metall. Q. 2018, 57, 328–340. [Google Scholar] [CrossRef]
- Hassanzadeh, A.; Safari, M.; Hoang, D.H.; Khoshdast, H.; Albijanic, B.; Kowalczuk, P.B. Technological assessments on recent developments in fine and coarse particle flotation systems. Miner. Eng. 2022, 180, 107509. [Google Scholar] [CrossRef]
- Hassanzadeh, A.; Safari, M.; Khoshdast, H.; Güner, M.K.; Hoang, D.H.; Sambrook, T.; Kowalczuk, P.B. Introducing key advantages of intensified flotation cells over conventionally used mechanical and column cells. Physicochem. Probl. Miner. Process 2022, 58, 155101. [Google Scholar] [CrossRef]
- Lima, N.P.; Peres, A.E.C.; Gonçalves, T.A.R. Comparative evaluation between mechanical and pneumatic cells for quartz flotation in the iron ore industry. REM-Internal. Eng. J. 2018, 71, 437–442. [Google Scholar] [CrossRef]
- Safari, M.; Hoseinian, F.S.; Deglon, D.; Leal Filho, L.S.; Souza Pinto, T.C. Investigation of the reverse flotation of iron ore in three different flotation cells: Mechanical, oscillating grid and pneumatic. Miner. Eng. 2020, 150, 106283. [Google Scholar] [CrossRef]
- Dickinson, J.; Dabrowski, B.; Lelinski, D.; Christodoulou, L.; Galvin, K. Pilot Trial of a New High Rate Flotation Machine; Procemin-Geomet: Santiago, Chile, 2019. [Google Scholar]
- Harbort, G.J.; Jackson, B.R.; Manlapig, E.V. Recent advances in Jameson flotation cell technology. Miner. Eng. 1994, 7, 319–332. [Google Scholar] [CrossRef]
- Young, M.; Barnes, K.; Anderson, G.; Pease, J.; Zinc, X. Jameson Cell: The “comeback”in base metals applications using improved design and flow sheets. In Proceedings of the 38th Annual Meeting of the Canadian Mineral Processors, Ottawa, QC, Canada, 17–19 January 2006; pp. 311–322. [Google Scholar]
- Levenspiel, O. Chemical Reaction Engineering, 2nd ed.; Wiley: New York, NY, USA, 1972. [Google Scholar]
- Gao, Y.; Muzzio, F.J.; Ierapetritou, M.G. A review of the Residence Time Distribution (RTD) applications in solid unit operations. Powder Technol. 2012, 228, 416–423. [Google Scholar] [CrossRef]
- Yianatos, J.; Vinnett, L.; Panire, I.; Alvarez-Silva, M.; Díaz, F. Residence time distribution measurements and modelling in industrial flotation columns. Miner Eng. 2017, 110, 139–144. [Google Scholar] [CrossRef]
- Yianatos, J.; Bergh, L.; Vinnett, L.; Panire, I.; Díaz, F. Modelling of residence time distribution of liquid and solid in mechanical flotation cells. Miner Eng. 2017, 78, 69–73. [Google Scholar] [CrossRef]
- Harbort, G.; Murphy, A.; Budod, A. Jameson cell developments at Philex Mining Corporation. In Proceedings of the 6th Mill Operators Conference, Madang, Papua New Guinea, 6–8 October 1997; pp. 105–114. [Google Scholar]
- Huynh, L.; Araya, R.; Seaman, D.; Harbort, G.; Munro, P. Improved cleaner circuit design for better performance using the Jameson cell. In Proceedings of the 12th AUSIMM Mill Operator’s Conference, Townsville, QLD, Australia, 1–3 September 2014; pp. 1–3. [Google Scholar]
- Güner, M.K.; Hassanzadeh, A.; Vinnett, L.; Yianatos, J.; Kowalczuk, P.B. Residence time distribution measurements and modeling of lab-scale Imhoflot™ and REFLUX™ pneumatic flotation cells. In Proceedings of the 17th International Mineral Processing Symposium, Istanbul, Turkey, 15–17 December 2022; pp. 393–401. [Google Scholar]
- Blendinger, S.; Fleck, R.; Franke, G.; Grossmann, L.; Hartmann, W. Flotation Device Comprising a Fluid Distribution Element for Generating a Flow that Is Directed at the Foam Collecting Unit. U.S. Patent Application No. 14/005,204, 2 January 2014. [Google Scholar]
- Flury, M.; Papritz, A. Bromide in the natural environment: Occurrence and toxicity. J. Environ. Qual. 1993, 22, 747–758. [Google Scholar] [CrossRef]
- Vinnett, L.; Contreras, F.; Díaz, F.; Pino-Muñoz, C.; Ledezma, T. Estimating Residence Time Distributions in Industrial Closed-Circuit Ball Mills. Minerals 2022, 12, 1574. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| Model | Formula | Equation Number |
|---|---|---|
| Perfect Mixing (*) | (2) | |
| LSTS (**) | (3) | |
| N Perfect Mixers inSeries (***) | (4) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vinnett, L.; Yianatos, J.; Hassanzadeh, A.; Díaz, F.; Henríquez, F. Residence Time Distribution Measurements and Modeling in an Industrial-Scale Siemens Flotation Cell. Minerals 2023, 13, 678. https://doi.org/10.3390/min13050678
Vinnett L, Yianatos J, Hassanzadeh A, Díaz F, Henríquez F. Residence Time Distribution Measurements and Modeling in an Industrial-Scale Siemens Flotation Cell. Minerals. 2023; 13(5):678. https://doi.org/10.3390/min13050678
Chicago/Turabian StyleVinnett, Luis, Juan Yianatos, Ahmad Hassanzadeh, Francisco Díaz, and Felipe Henríquez. 2023. "Residence Time Distribution Measurements and Modeling in an Industrial-Scale Siemens Flotation Cell" Minerals 13, no. 5: 678. https://doi.org/10.3390/min13050678