
Removal of Iron from Pyrite-Rich Coal Refuse by Calcination and Magnetic Separation for Hydrometallurgical Extraction of Rare Earth Elements

Abstract
:1. Introduction
2. Materials and Methods
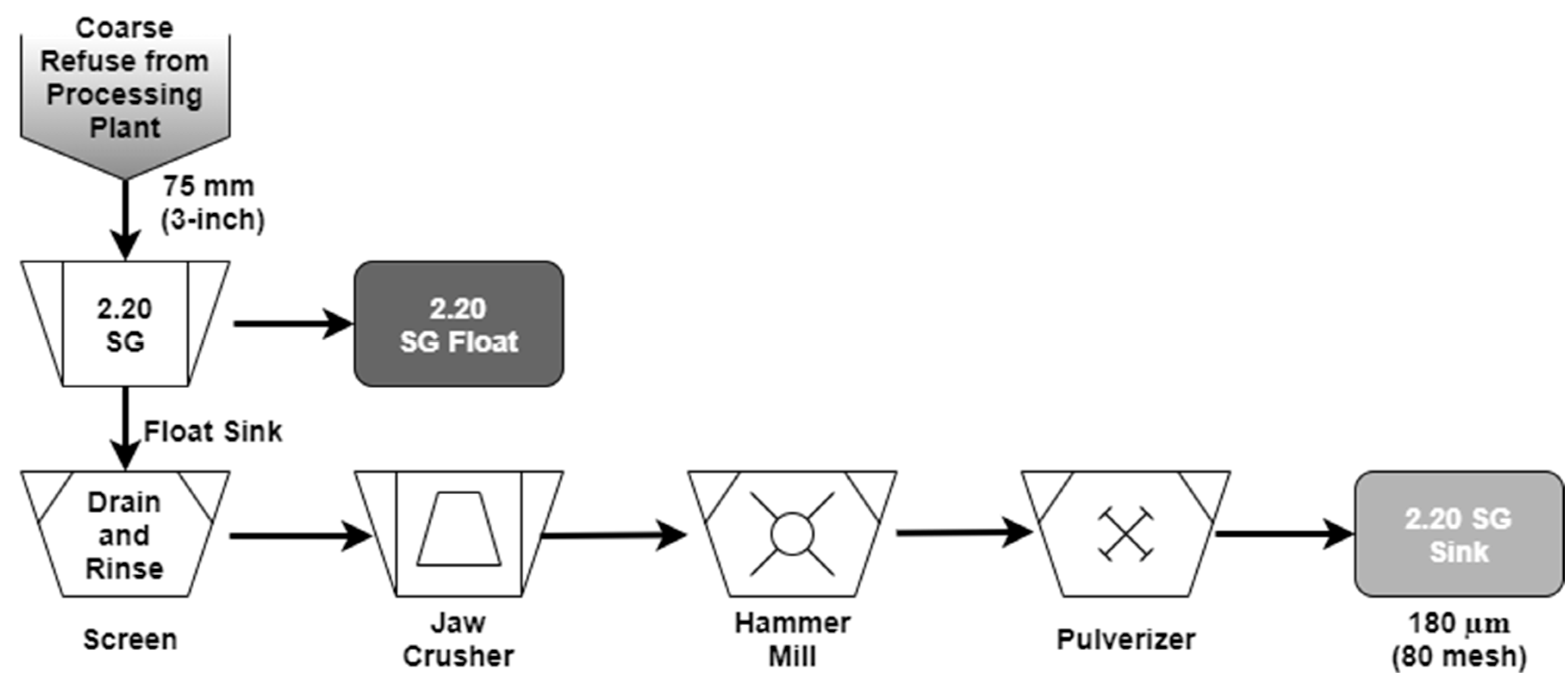
2.1. Materials
2.2. Methods
2.2.1. Calcination Tests
2.2.2. Magnetic Separation Tests
2.2.3. Acid Leaching Tests
2.2.4. ICP-OES Analysis
2.2.5. Scanning Electron Microscope (SEM) Analysis
3. Results and Discussions
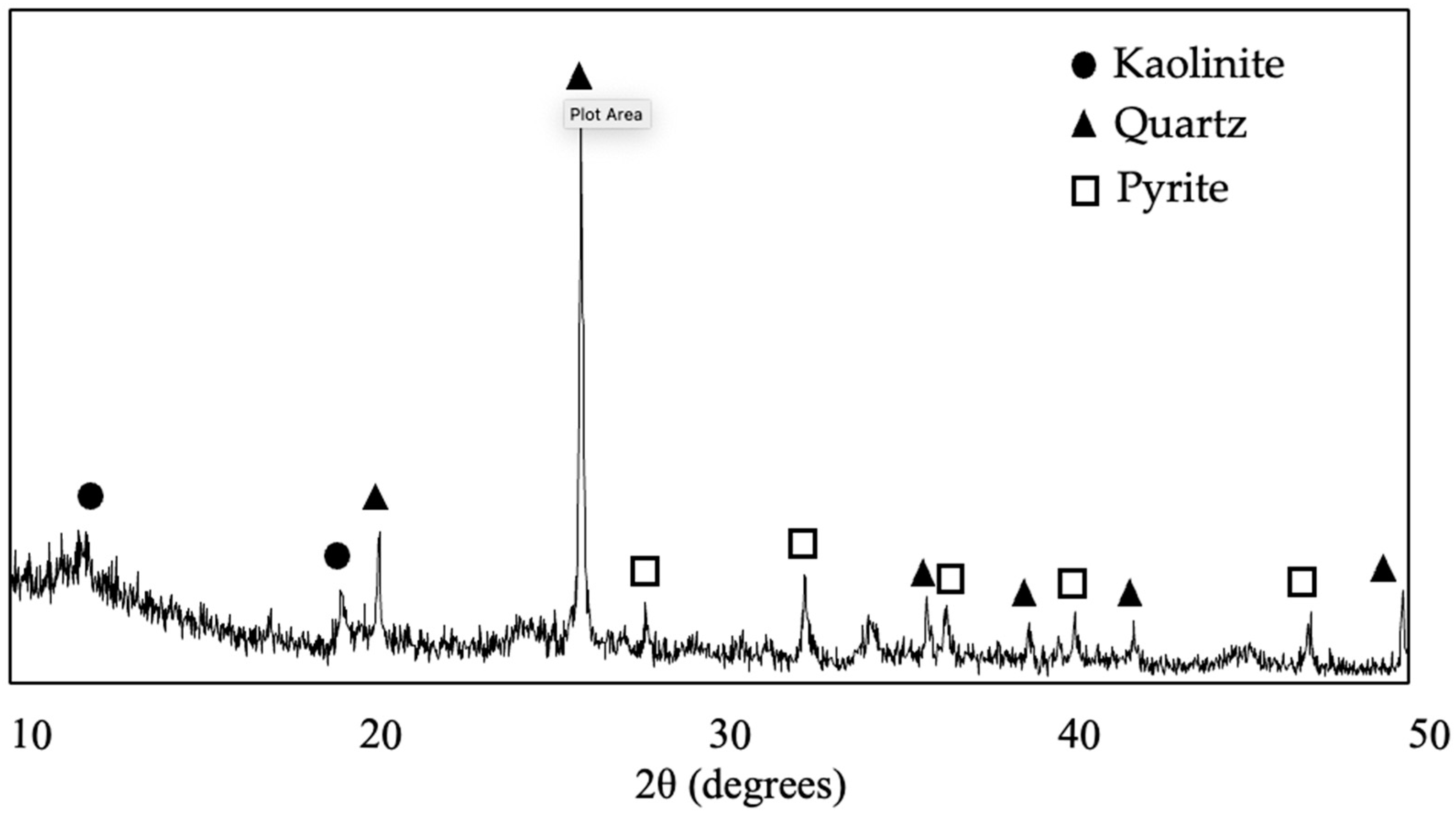
3.1. Pyrite Characterization
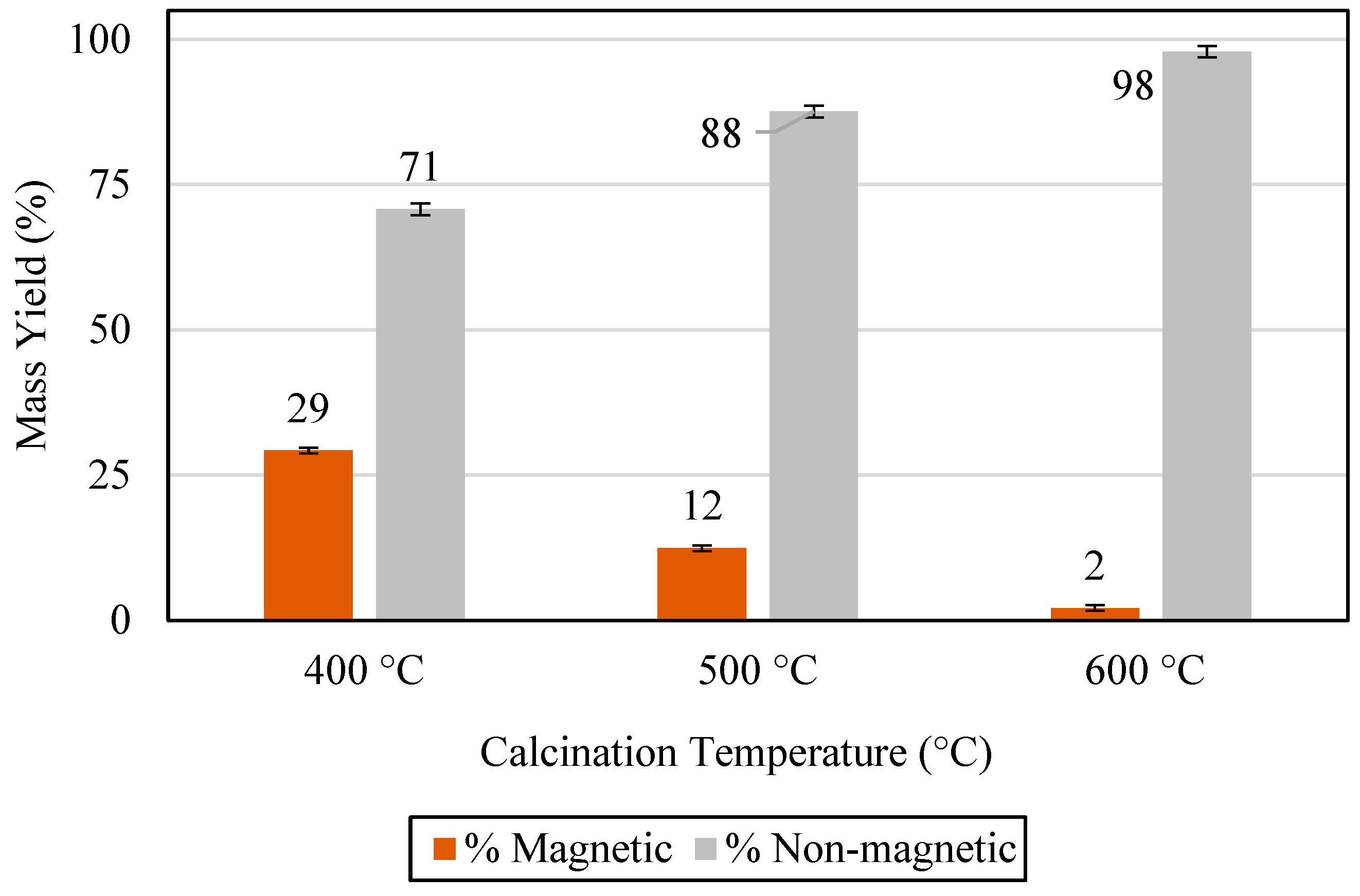
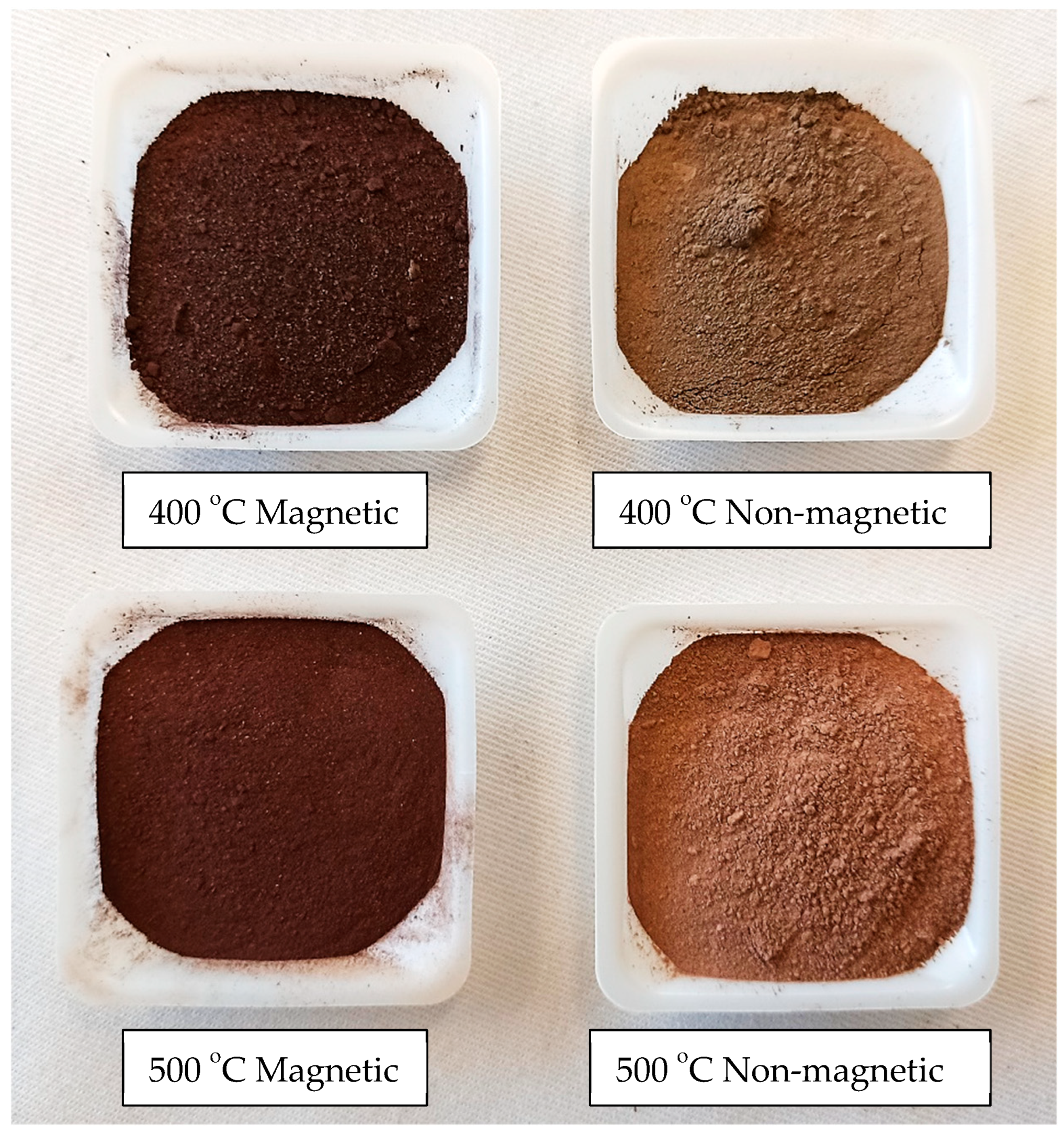
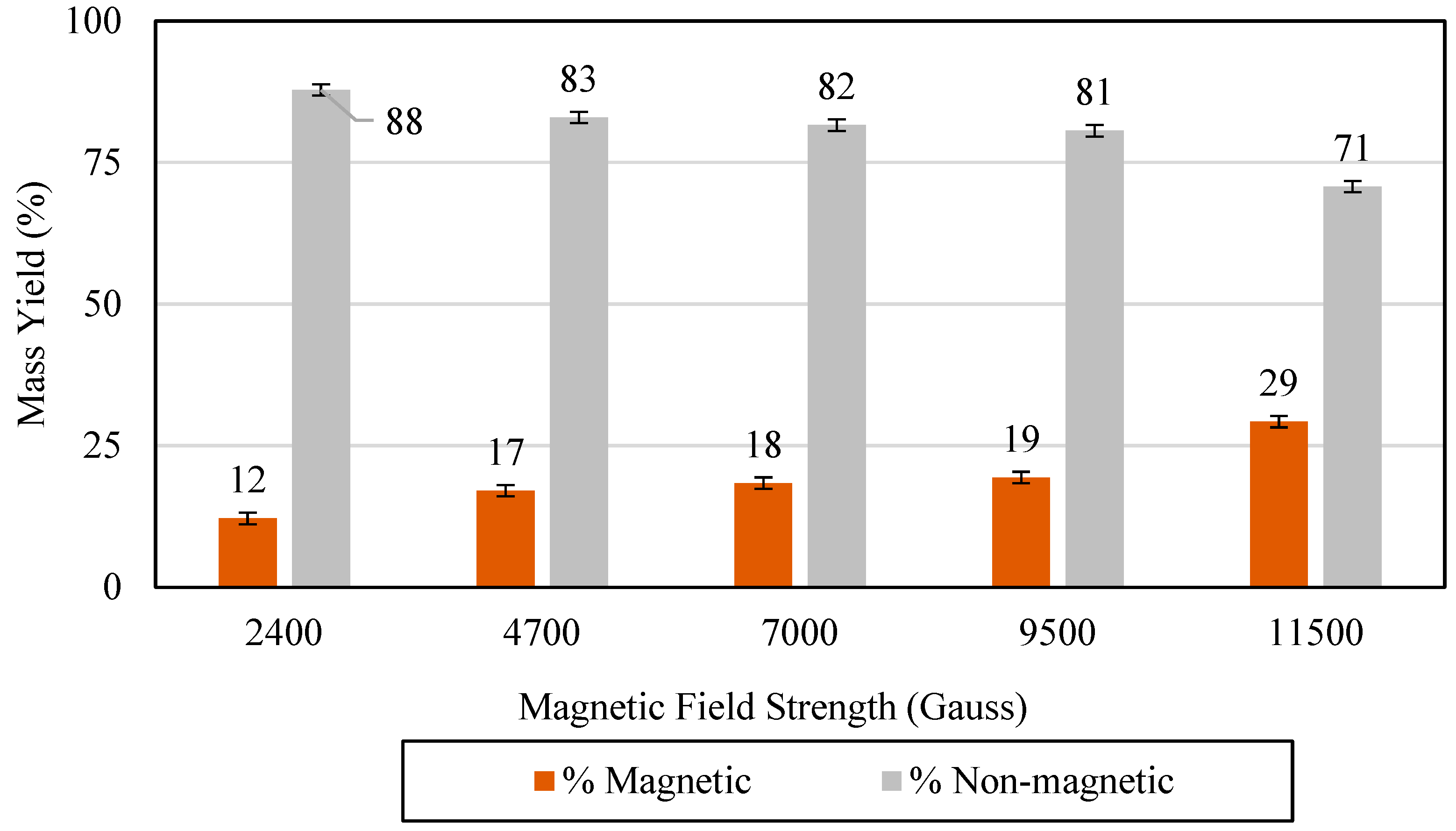
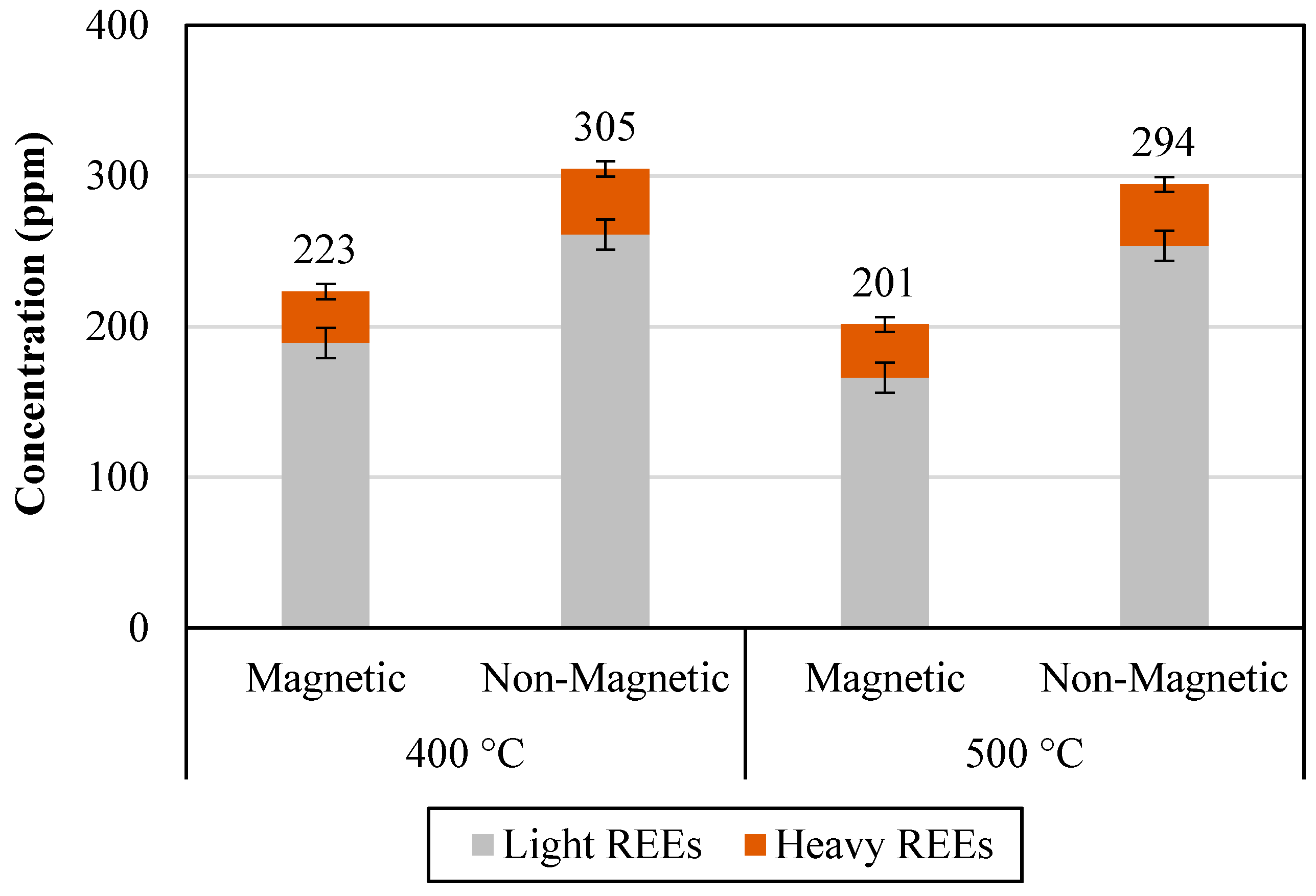
3.2. Magnetic Separation
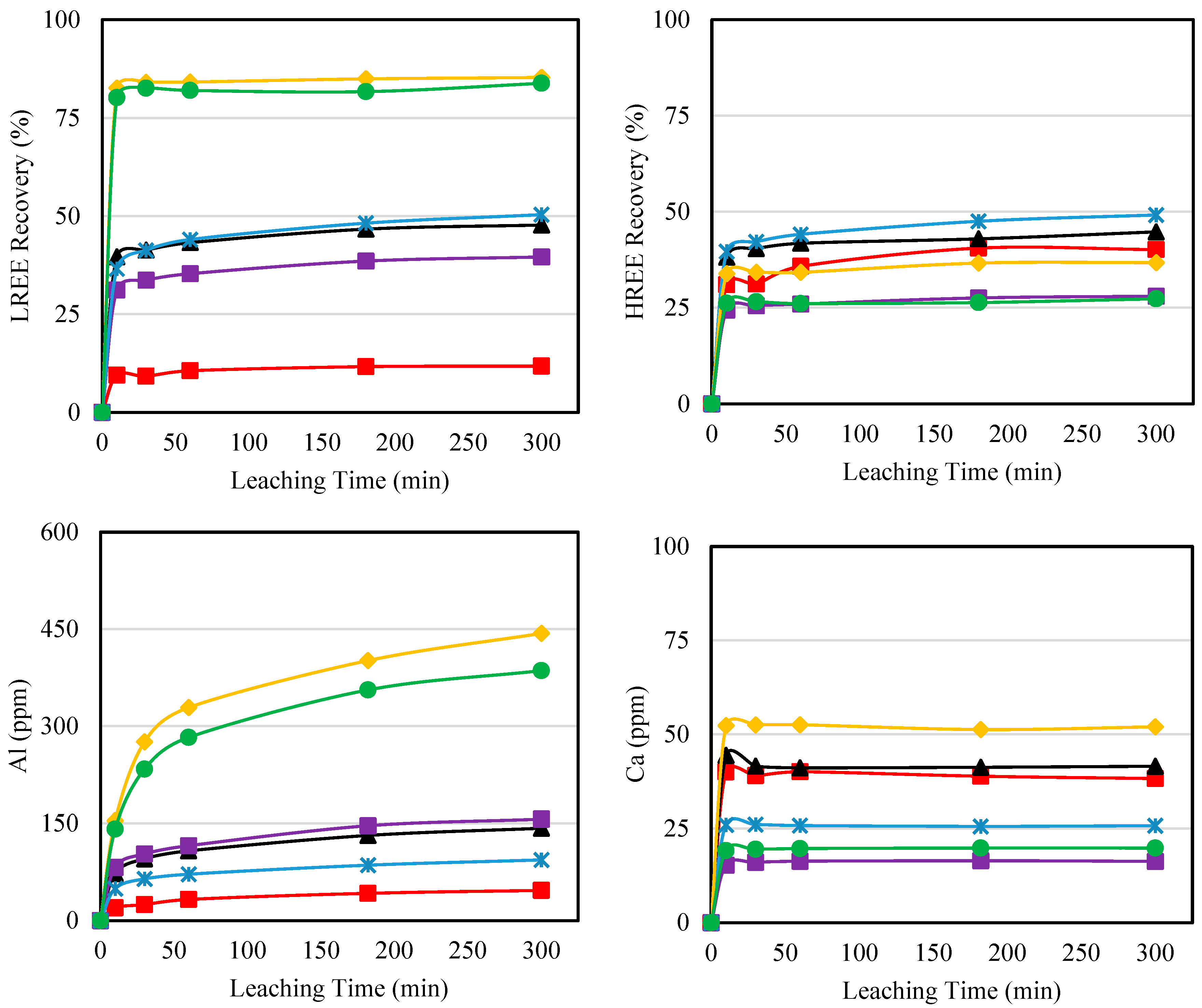
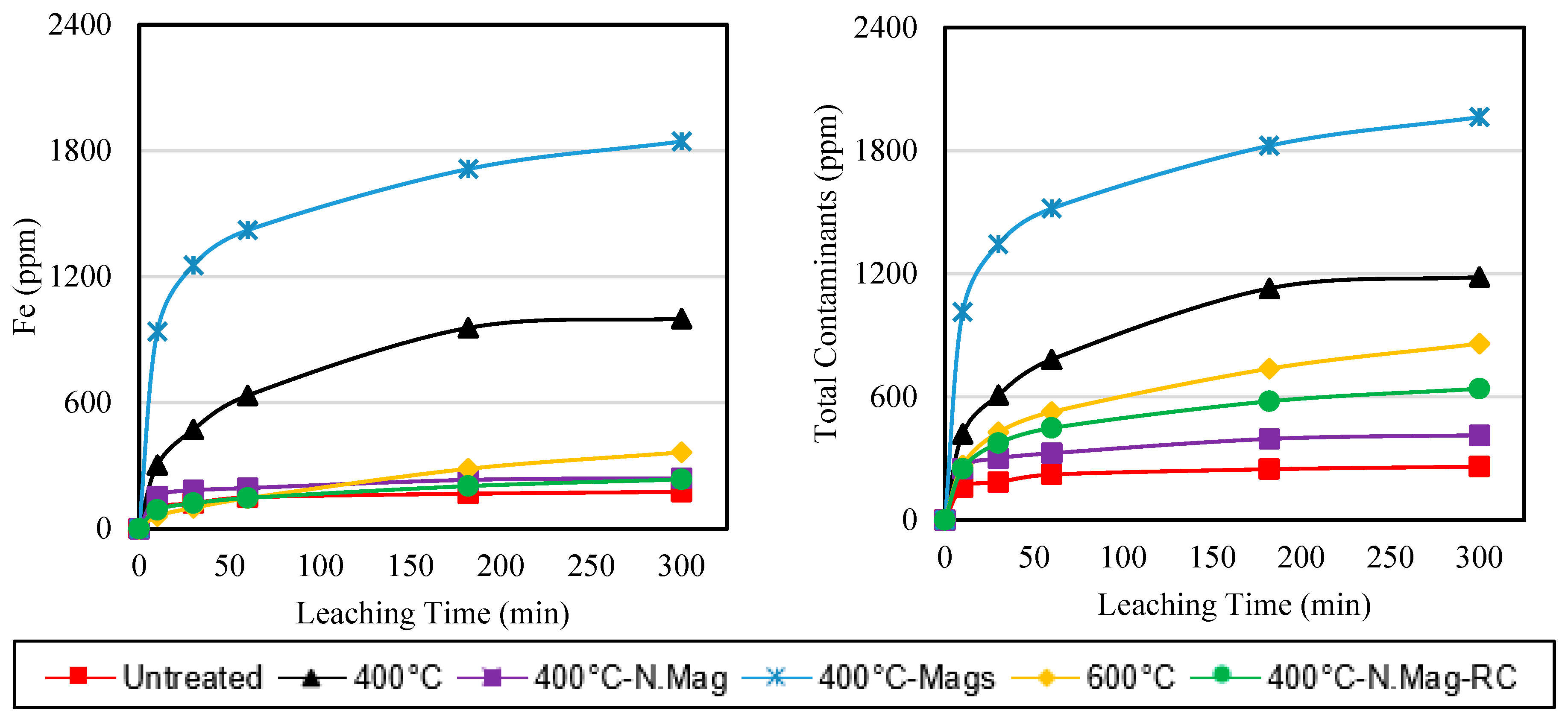
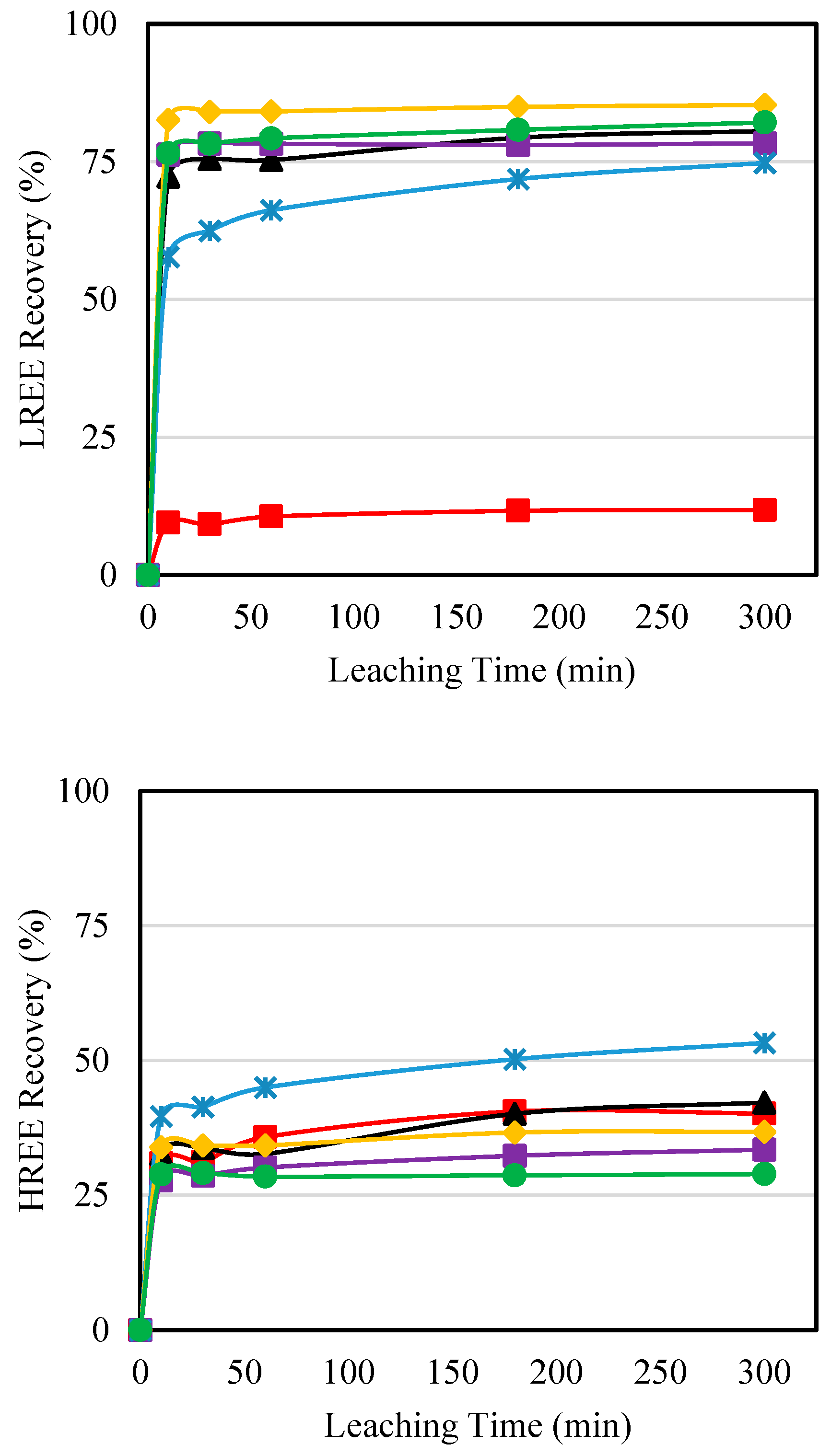
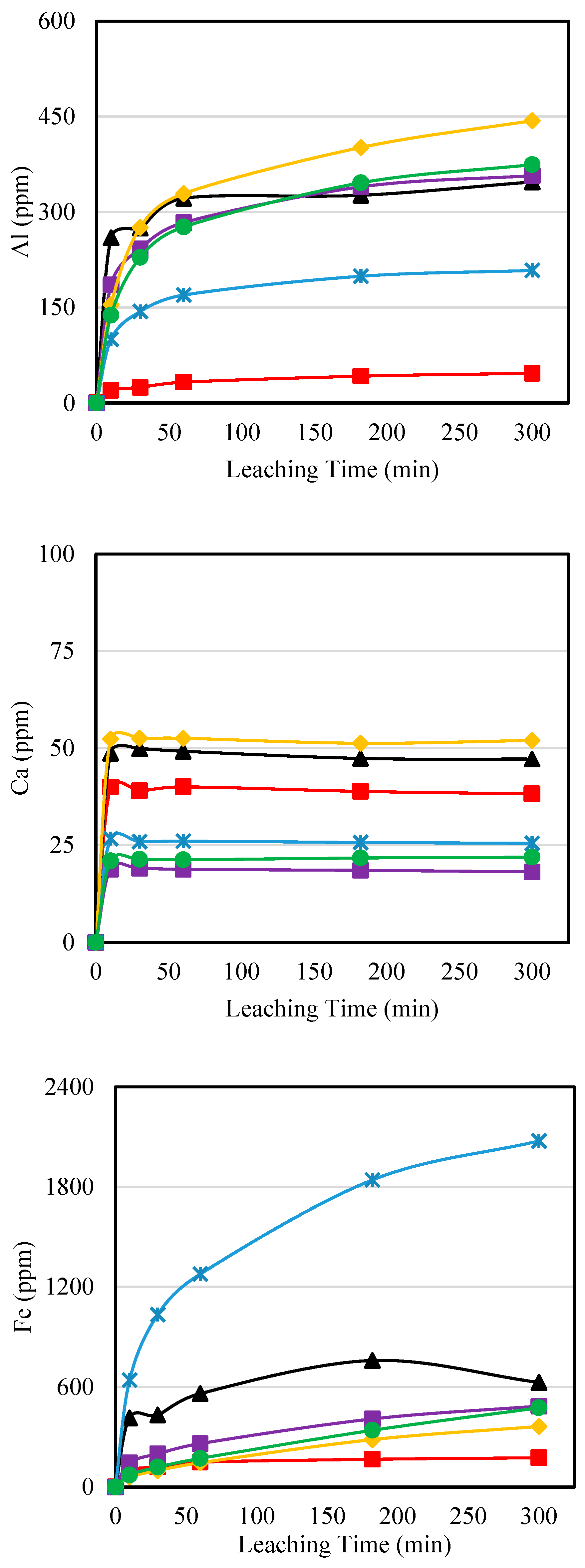
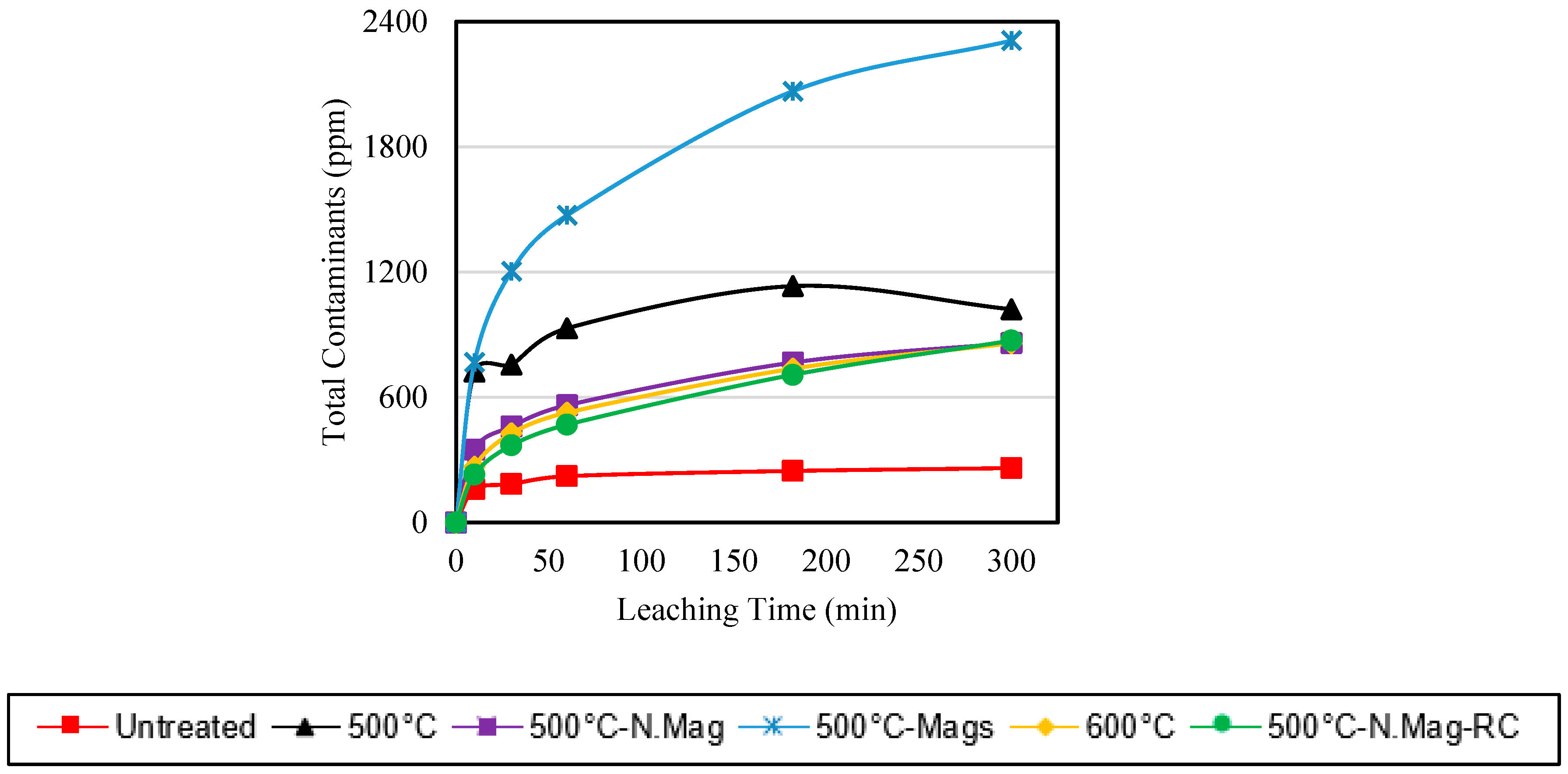
3.3. Leaching Experiments
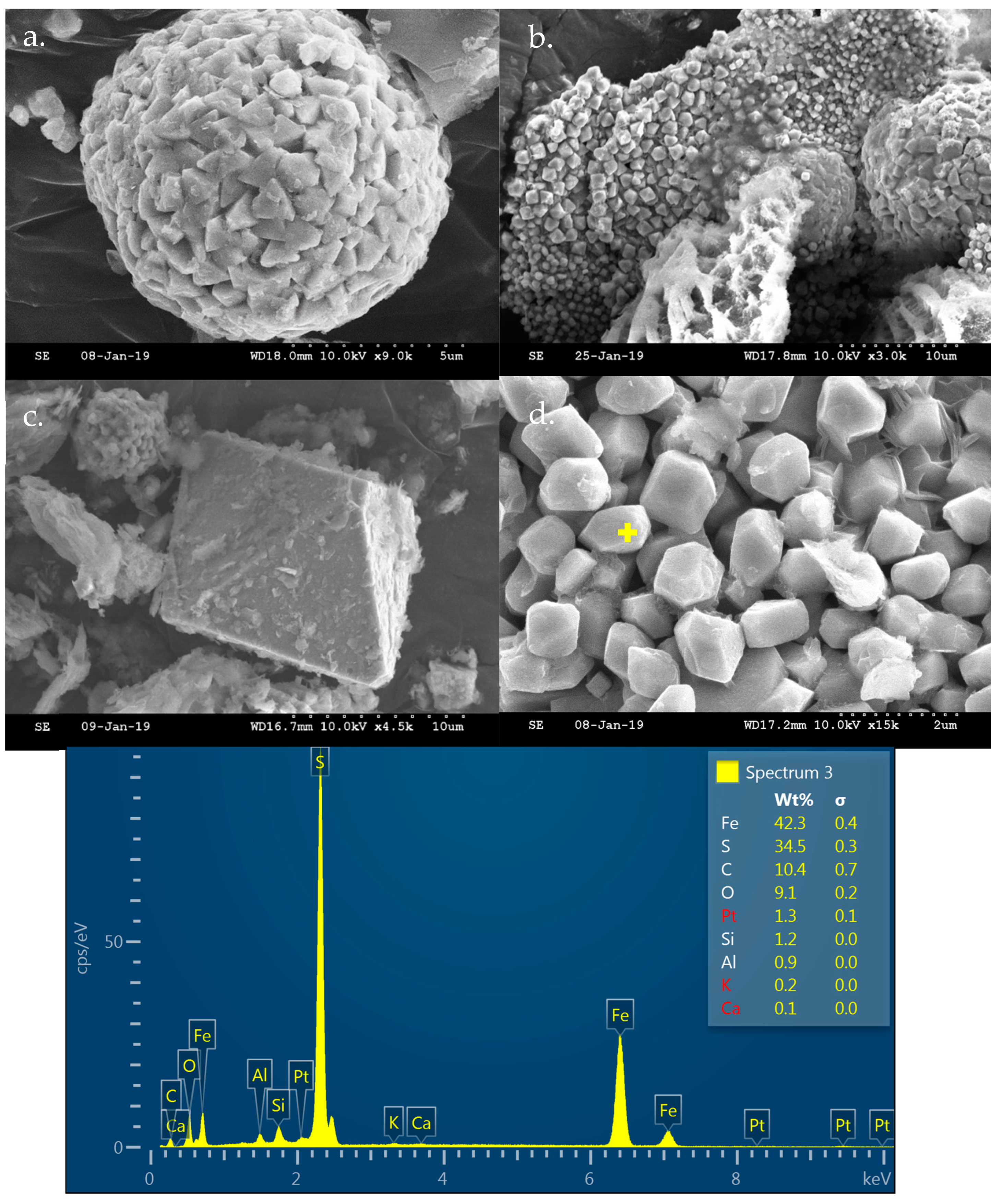
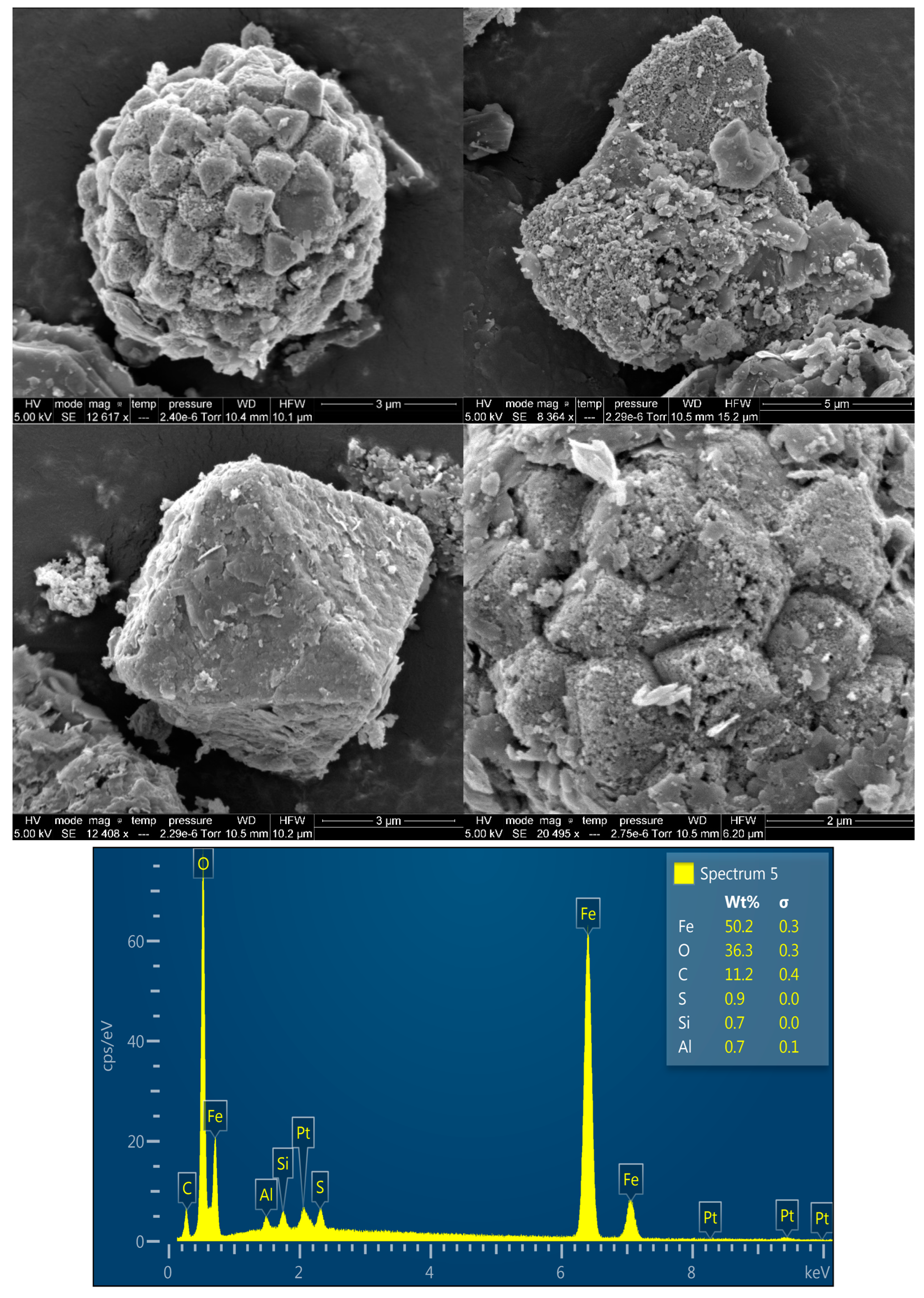
3.4. SEM Characterization:
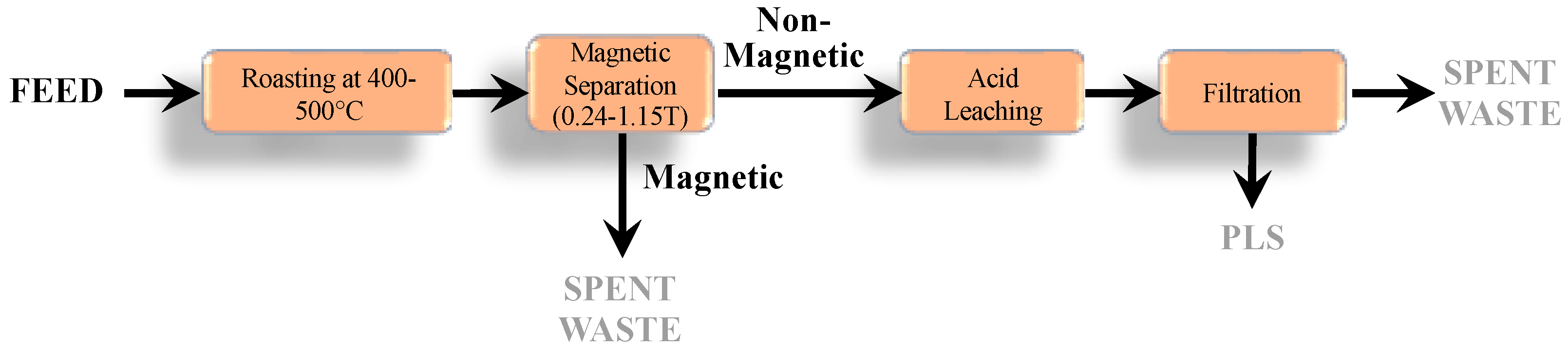
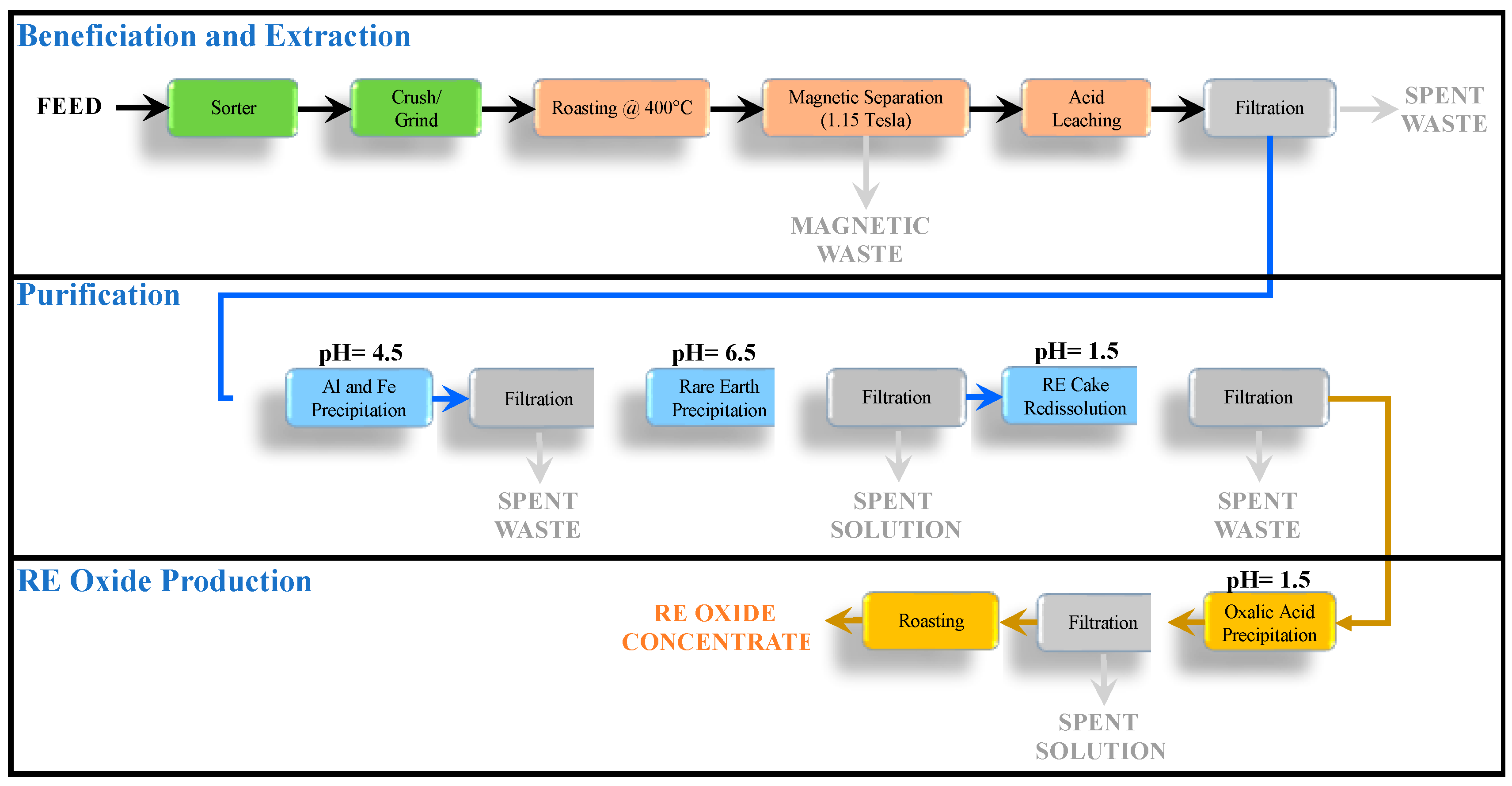
3.5. Flowsheet Development
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Seredin, V.V.; Dai, S.; Sun, Y.; Chekryzhov, I.Y. Coal deposits as promising sources of rare metals for alternative power and energy-efficient technologies. Appl. Geochem. 2013, 31, 1–11. [Google Scholar] [CrossRef]
- Zhang, W.; Rezaee, M.; Bhagavatula, A.; Li, Y.; Groppo, J.; Honaker, R. A review of the occurrence and promising recovery methods of rare earth elements from coal and coal by-products. Int. J. Coal Prep. Util. 2015, 35, 295–330. [Google Scholar] [CrossRef]
- Honaker, R.; Groppo, J.; Bhagavatula, A.; Rezaee, M.; Zhang, W. Recovery of rare earth minerals and elements from coal and coal byproducts. In Proceedings of the International Coal Preparation Conference 2016, Louisville, Kentucky, 20 April 2016; pp. 25–27. [Google Scholar]
- Fu, B.; Hower, J.C.; Zhang, W.; Luo, G.; Hu, H.; Yao, H. A review of rare earth elements and yttrium in coal ash: Content, modes of occurrences, combustion behavior, and extraction methods. Prog. Energy Combust. Sci. 2022, 88, 100954. [Google Scholar] [CrossRef]
- Luttrell, G.H.; Kiser, M.J.; Yoon, R.-H.; Noble, A.; Rezaee, M.; Bhagavatula, A.; Honaker, R.Q. A Field Survey of Rare Earth Element Concentrations in Process Streams Produced by Coal Preparation Plants in the Eastern USA. Min. Metall. Explor. 2019, 36, 889–902. [Google Scholar] [CrossRef]
- Gupta, T.; Ghosh, T.; Akdogan, G.; Bandopadhyay, S. Maximizing REE Enrichment by Froth Flotation of Alaskan Coal Using Box-Behnken Design. Min. Metall. Explor. 2019, 36, 571–578. [Google Scholar] [CrossRef]
- Krishnamurthy, N.; Gupta, C.K. Extractive Metallurgy of Rare Earths; CRC press: Boca Raton, FL, USA, 2004. [Google Scholar]
- Wang, M.H.; Zeng, M.; Wang, L.S.; Zhou, J.H.; Cui, D.L.; Wang, Q.; Weng, R.; Chen, X. Catalytic leaching process of bastnaesite with hydrochloric acid after oxidation roasting pretreatment. J. Chin. Soc. Rare Earths 2013, 31, 148. [Google Scholar]
- Feng, X.-L.; Long, Z.-Q.; Cui, D.-L.; Wang, L.-S.; Huang, X.-W.; Zhang, G.-C. Kinetics of rare earth leaching from roasted ore of bastnaesite with sulfuric acid. Trans. Nonferrous Met. Soc. China 2013, 23, 849–854. [Google Scholar] [CrossRef]
- Peelman, S.; Kooijman, D.; Sietsma, J.; Yang, Y. Hydrometallurgical Recovery of Rare Earth Elements from Mine Tailings and WEEE. J. Sustain. Metall. 2018, 4, 367–377. [Google Scholar] [CrossRef] [Green Version]
- Nawab, A.; Yang, X.; Honaker, R. An acid baking approach to enhance heavy rare earth recovery from bituminous coal-based sources. Miner. Eng. 2022, 184, 107610. [Google Scholar] [CrossRef]
- Zhang, W.; Honaker, R.; Groppo, J. Concentration of rare earth minerals from coal by froth flotation. Miner. Metall. Process. 2017, 34, 132–137. [Google Scholar] [CrossRef]
- Yang, X. Leaching Characteristics of Rare Earth Elements from Bituminous Coal-Based Sources. Ph.D. Thesis, University of Kentucky, Lexington, KY, USA, 2019. Available online: https://orcid.org/0000-0002-5306-7597 (accessed on 5 January 2023).
- Honaker, R.; Groppo, J.; Yoon, R.-H.; Luttrell, G.; Noble, A.; Herbst, J. Process evaluation and flowsheet development for the recovery of rare earth elements from coal and associated byproducts. Miner. Metall. Process. 2017, 34, 107–115. [Google Scholar] [CrossRef]
- Honaker, R.; Zhang, W.; Werner, J. Acid leaching of rare earth elements from coal and coal ash: Implications for using fluidized bed combustion to assist in the recovery of critical materials. Energy Fuels 2019, 33, 5971–5980. [Google Scholar] [CrossRef]
- Zhang, W.; Honaker, R. Calcination pretreatment effects on acid leaching characteristics of rare earth elements from middlings and coarse refuse material associated with a bituminous coal source. Fuel 2019, 249, 130–145. [Google Scholar] [CrossRef]
- Zhang, W.; Honaker, R. Characterization and recovery of rare earth elements and other critical metals (Co, Cr, Li, Mn, Sr, and V) from the calcination products of a coal refuse sample. Fuel 2020, 267, 117236. [Google Scholar] [CrossRef]
- Ji, B.; Li, Q.; Zhang, W. Leaching Recovery of Rare Earth Elements from Calcination Product of a Coal Coarse Refuse Using Organic Acids. J. Rare Earths 2020, 40, 318–327. [Google Scholar] [CrossRef]
- Zhang, W.; Noble, A.; Ji, B.; Li, Q. Effects of contaminant metal ions on precipitation recovery of rare earth elements using oxalic acid. J. Rare Earths 2020, 40, 482–490. [Google Scholar] [CrossRef]
- Cheremisina, O.; Sergeev, V.; Fedorov, A.; Alferova, D.; Lukyantseva, E. Study of iron stripping from DEHPA solutions during the process of rare earth metals extraction from phosphoric acid. ARPN J. Eng. Appl. Sci. 2019, 8, 1591–5. [Google Scholar]
- Li, Q.; Ji, B.; Honaker, R.; Noble, A.; Zhang, W. Partitioning behavior and mechanisms of rare earth elements during precipitation in acid mine drainage. Colloids Surf. A Physicochem. Eng. Asp. 2022, 641, 128563. [Google Scholar] [CrossRef]
- Nawab, A.; Yang, X.; Honaker, R. Parametric study and speciation analysis of rare earth precipitation using oxalic acid in a chloride solution system. Miner. Eng. 2022, 176, 107352. [Google Scholar] [CrossRef]
- Lauf, R.J.; Harris, L.A.; Rawlston, S.S. Pyrite framboids as the source of magnetite spheres in fly ash. Environ. Sci. Technol. 1982, 16, 218–220. [Google Scholar] [CrossRef]
- Schweinfurth, S.P.; Finkelman, R.B. Coal—A complex natural resource: An overview of factors affecting coal quality and use in the United States. Report 1143, 2002. [Google Scholar]
- Finkelman, R.B. Modes of occurrence of potentially hazardous elements in coal: Levels of confidence. Fuel Process. Technol. 1994, 39, 21–34. [Google Scholar] [CrossRef]
- Wang, L.; Pan, Y.; Li, J.; Qin, H. Magnetic properties related to thermal treatment of pyrite. Sci. China Ser. D: Earth Sci. 2008, 51, 1144–1153. [Google Scholar] [CrossRef]
- Hu, G.; Dam-Johansen, K.; Wedel, S.; Hansen, J.P. Decomposition and oxidation of pyrite. Prog. Energy Combust. Sci. 2006, 32, 295–314. [Google Scholar] [CrossRef]
- Moldoveanu, G.A.; Papangelakis, V.G. Recovery of rare earth elements adsorbed on clay minerals: I. Desorption mechanism. Hydrometallurgy 2012, 117, 71–78. [Google Scholar] [CrossRef]
- Honaker, R.; Zhang, W.; Werner, J.; Noble, A.; Luttrell, G.; Yoon, R. Enhancement of a process flowsheet for recovering and concentrating critical materials from bituminous coal sources. Min. Metall. Explor. 2020, 37, 3–20. [Google Scholar] [CrossRef]
- Valian, A. Characterization of Rare Earth Elements in the Illinois Basin Coals. Ph.D. Thesis, University of Kentucky, Lexington, KY, USA, 2020. Available online: https://orcid.org/0000-0002-7289-4213 (accessed on 18 December 2022).
- Karunadasa, K.S.P.; Manoratne, C.H.; Pitawala, H.M.T.G.A.; Rajapakse, R.M.G. Thermal decomposition of calcium carbonate (calcite polymorph) as examined by in-situ high-temperature X-ray powder diffraction. J. Phys. Chem. Solids 2019, 134, 21–28. [Google Scholar] [CrossRef]
- Zhang, W.; Honaker, R.Q. Rare earth elements recovery using staged precipitation from a leachate generated from coarse coal refuse. Int. J. Coal Geol. 2018, 195, 189–199. [Google Scholar] [CrossRef]

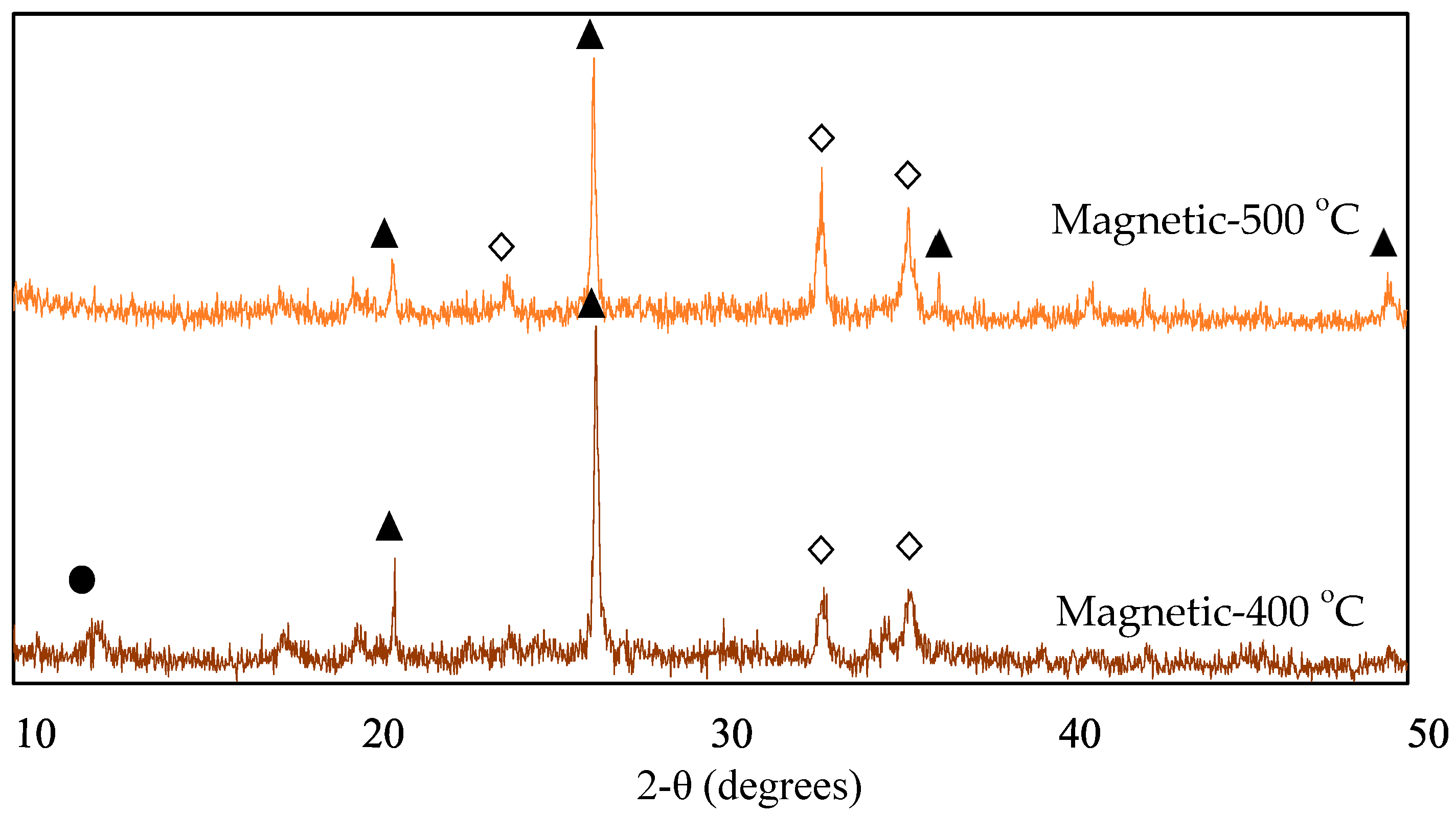
 -Kaolinite;
-Kaolinite;  -Quartz;
-Quartz;  -Pyrite).
-Kaolinite; -Quartz; -Pyrite).
-Pyrite).
-Kaolinite; -Quartz; -Pyrite).




 -Kaolinite;
-Kaolinite;  -Quartz;
-Quartz;  -Hematite).
-Kaolinite; -Quartz; -Hematite).
-Hematite).
-Kaolinite; -Quartz; -Hematite).










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sc | Y | La | Ce | Pr | Nd | Sm | Eu | Gd |
|---|---|---|---|---|---|---|---|---|
| 18.39 | 24.13 | 48.44 | 97.25 | 12.74 | 48.09 | 10.80 | 1.98 | 8.87 |
| Tb | Dy | Ho | Er | Tm | Yb | Lu | LREE | HREE |
| 0.65 | 5.59 | 1.18 | 4.38 | 0.58 | 3.50 | 1.06 | 246.56 | 41.06 |
| Sample | SiO2 | Al2O3 | Fe2O3 | CaO | MgO | Na2O | K2O | P2O5 | BaO | SrO | MnO |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 2.20 Sink | 51.74 | 22.21 | 18.13 | 0.92 | 1.20 | 0.44 | 3.21 | 0.29 | 0.13 | 0.08 | 0.06 |
| Temperature | Gauss | Fraction | LREEs | HREEs | Al | Ca | Fe |
|---|---|---|---|---|---|---|---|
| 400 °C | 2400 | Mag | 6.8 | 10.1 | 5.2 | 10.3 | 56.4 |
| Non-Mag | 93.2 | 89.9 | 94.8 | 89.7 | 43.6 | ||
| 4700 | Mag | 11.0 | 14.2 | 8.6 | 19.9 | 71.0 | |
| Non-Mag | 89.0 | 85.8 | 91.4 | 80.1 | 29.0 | ||
| 7000 | Mag | 13.2 | 16.0 | 10.1 | 20.9 | 72.5 | |
| Non-Mag | 86.8 | 84.0 | 89.9 | 79.1 | 27.5 | ||
| 9500 | Mag | 13.6 | 16.1 | 10.3 | 24.6 | 76.7 | |
| Non-Mag | 86.4 | 83.9 | 89.7 | 75.4 | 23.3 | ||
| 11,500 | Mag | 23.4 | 25.4 | 19.1 | 40.4 | 81.3 | |
| Non-Mag | 76.6 | 74.6 | 80.9 | 59.6 | 18.7 | ||
| Gauss | Fraction | LREEs | HREEs | Al | Ca | Fe | |
| 500 °C | 2400 | Mag | 2.0 | 3.0 | 1.5 | 2.1 | 17.2 |
| Non-Mag | 98.0 | 97.0 | 98.5 | 97.9 | 82.8 | ||
| 4700 | Mag | 3.1 | 4.4 | 2.4 | 5.5 | 23.2 | |
| Non-Mag | 96.9 | 95.6 | 97.6 | 94.5 | 76.8 | ||
| 7000 | Mag | 4.9 | 6.3 | 3.7 | 6.8 | 31.1 | |
| Non-Mag | 95.1 | 93.7 | 96.3 | 93.2 | 68.9 | ||
| 9500 | Mag | 6.1 | 7.7 | 4.9 | 13.2 | 35.8 | |
| Non-Mag | 93.9 | 92.3 | 95.1 | 86.8 | 64.2 | ||
| 11500 | Mag | 8.8 | 9.2 | 6.5 | 13.0 | 34.8 | |
| Non-Mag | 91.2 | 90.8 | 93.5 | 87.0 | 65.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gupta, T.; Nawab, A.; Honaker, R. Removal of Iron from Pyrite-Rich Coal Refuse by Calcination and Magnetic Separation for Hydrometallurgical Extraction of Rare Earth Elements. Minerals 2023, 13, 327. https://doi.org/10.3390/min13030327
Gupta T, Nawab A, Honaker R. Removal of Iron from Pyrite-Rich Coal Refuse by Calcination and Magnetic Separation for Hydrometallurgical Extraction of Rare Earth Elements. Minerals. 2023; 13(3):327. https://doi.org/10.3390/min13030327
Chicago/Turabian StyleGupta, Tushar, Ahmad Nawab, and Rick Honaker. 2023. "Removal of Iron from Pyrite-Rich Coal Refuse by Calcination and Magnetic Separation for Hydrometallurgical Extraction of Rare Earth Elements" Minerals 13, no. 3: 327. https://doi.org/10.3390/min13030327