

Predicting the Release and Migration of Potentially Harmful Elements (PHEs) during the Lightweight Ceramsite Preparation from Carbide Slag
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Pretreatment of Materials
2.2. Analytical Methods
2.3. Raw Material Formulas and Analysis
3. Results and Discussion
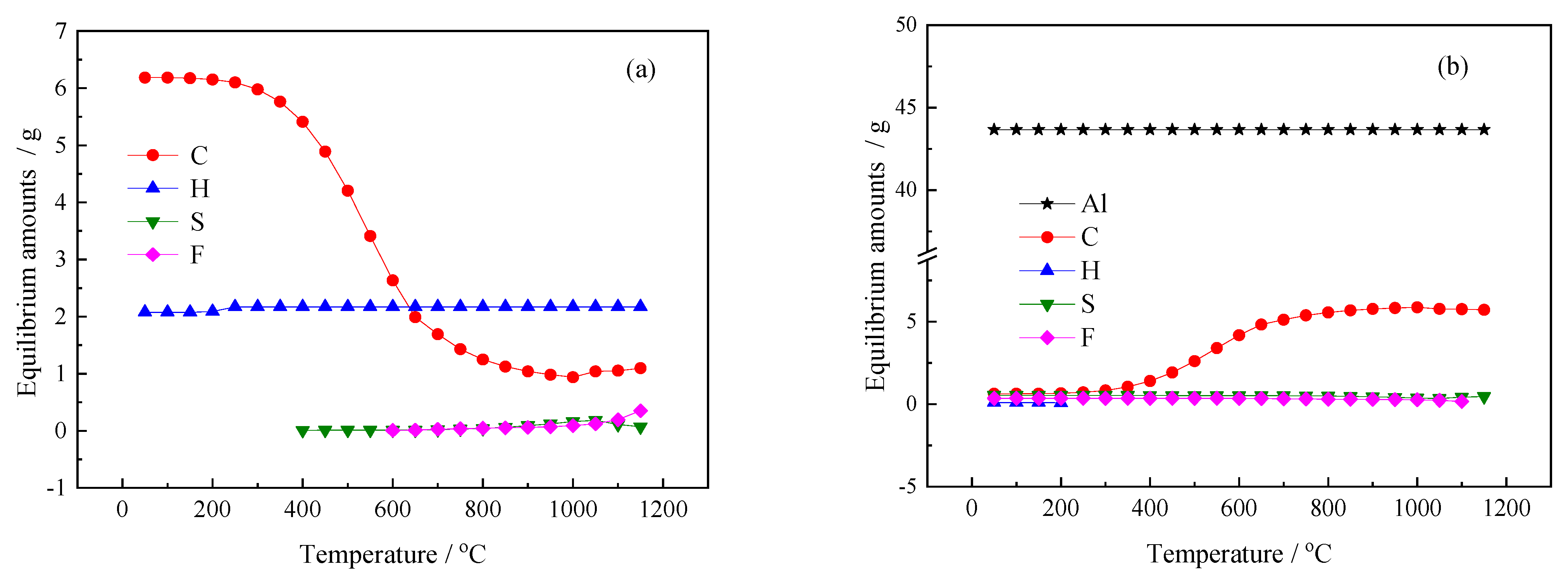
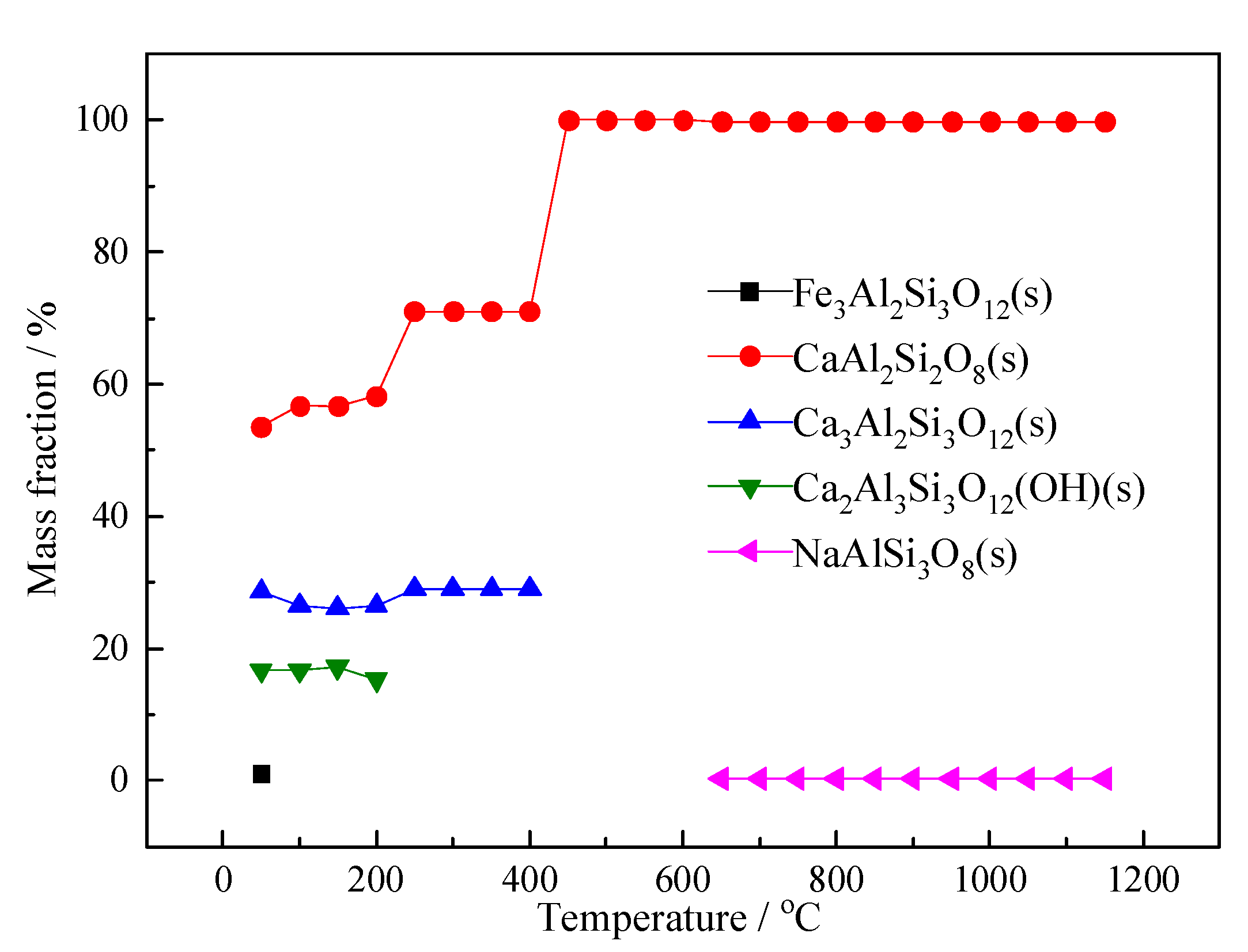
3.1. Equilibrium Product Production of Each Phase
3.2. Migration and Transformation of Aluminum
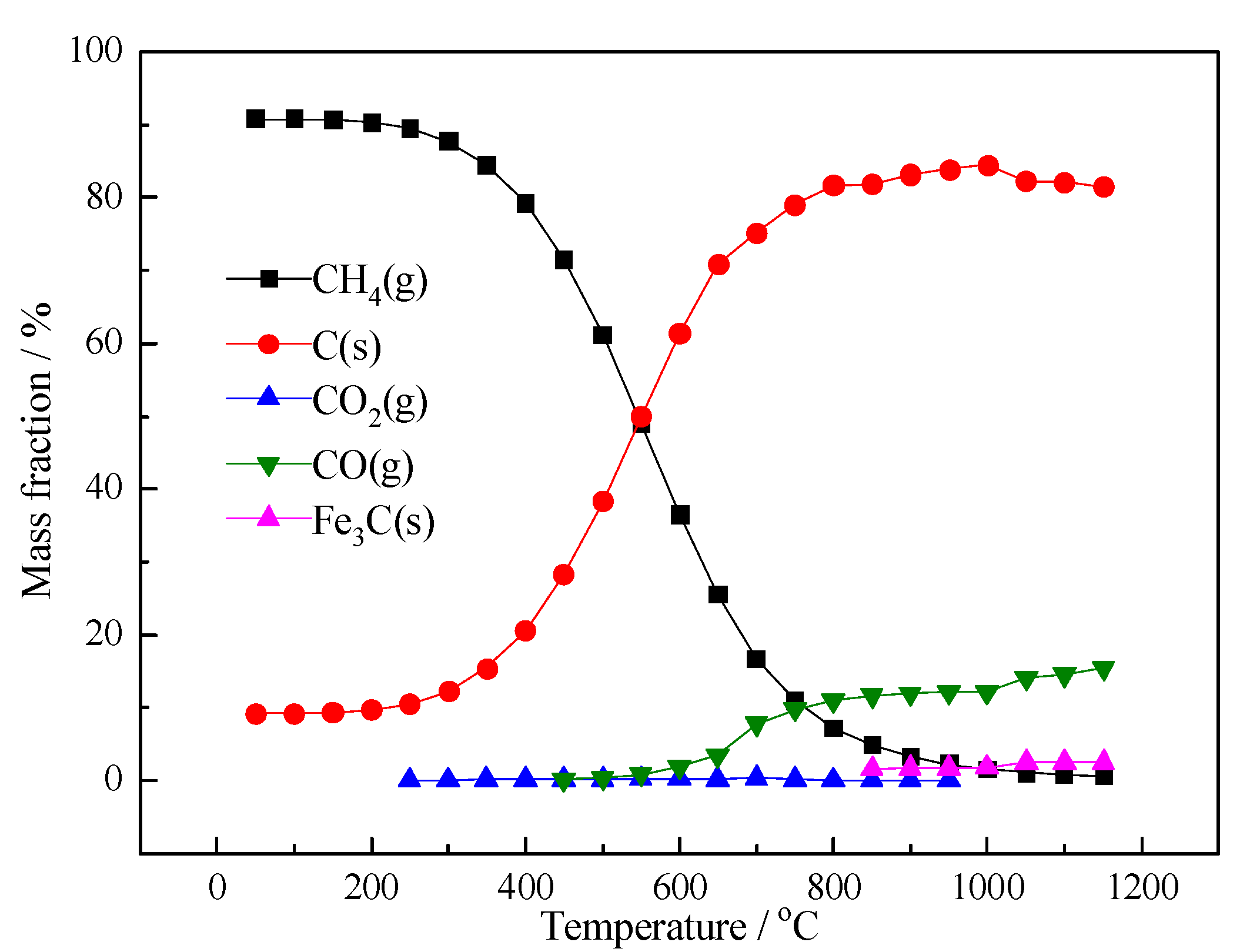
3.3. Migration and Transformation of Carbon
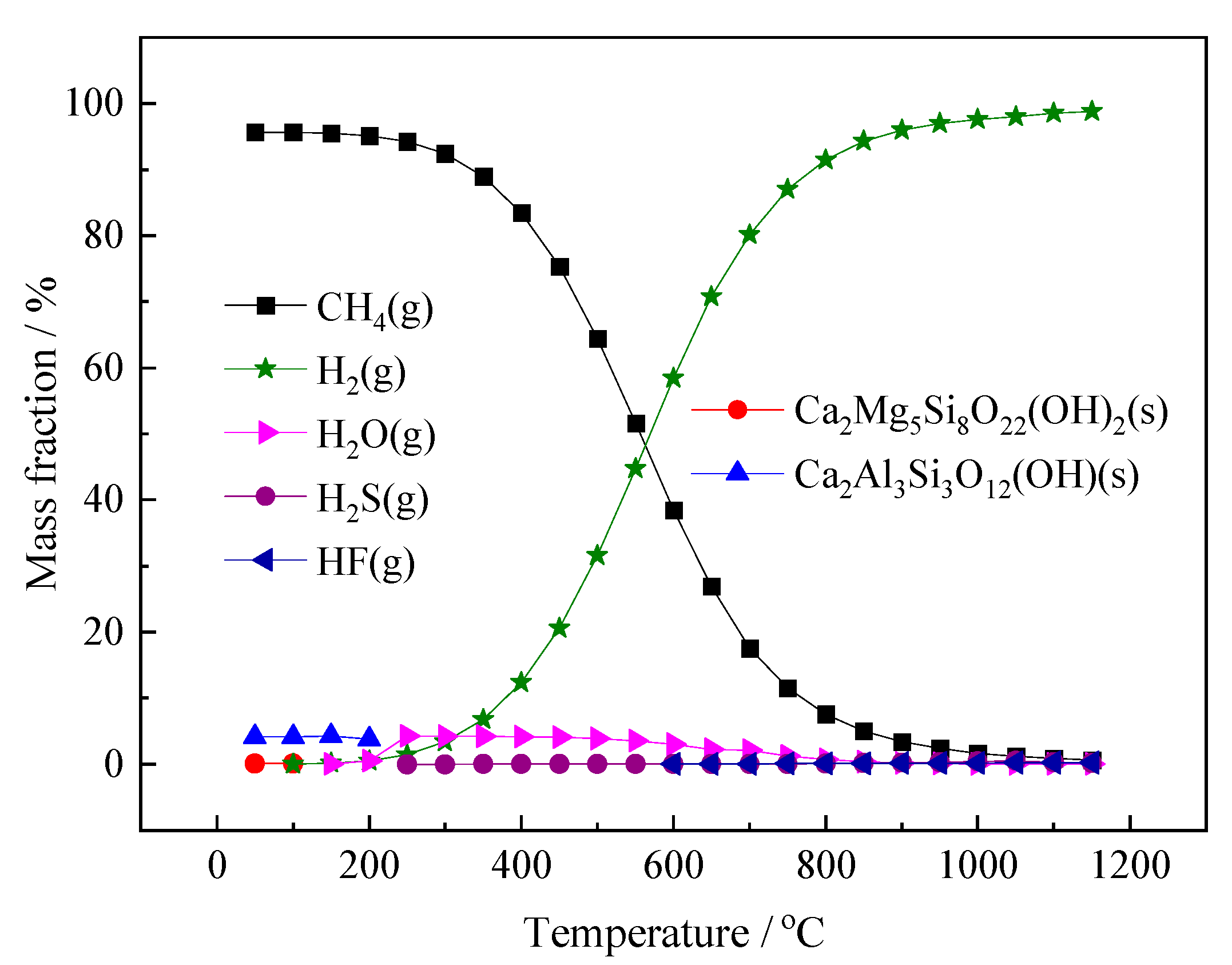
3.4. Migration and Transformation of Hydrogen
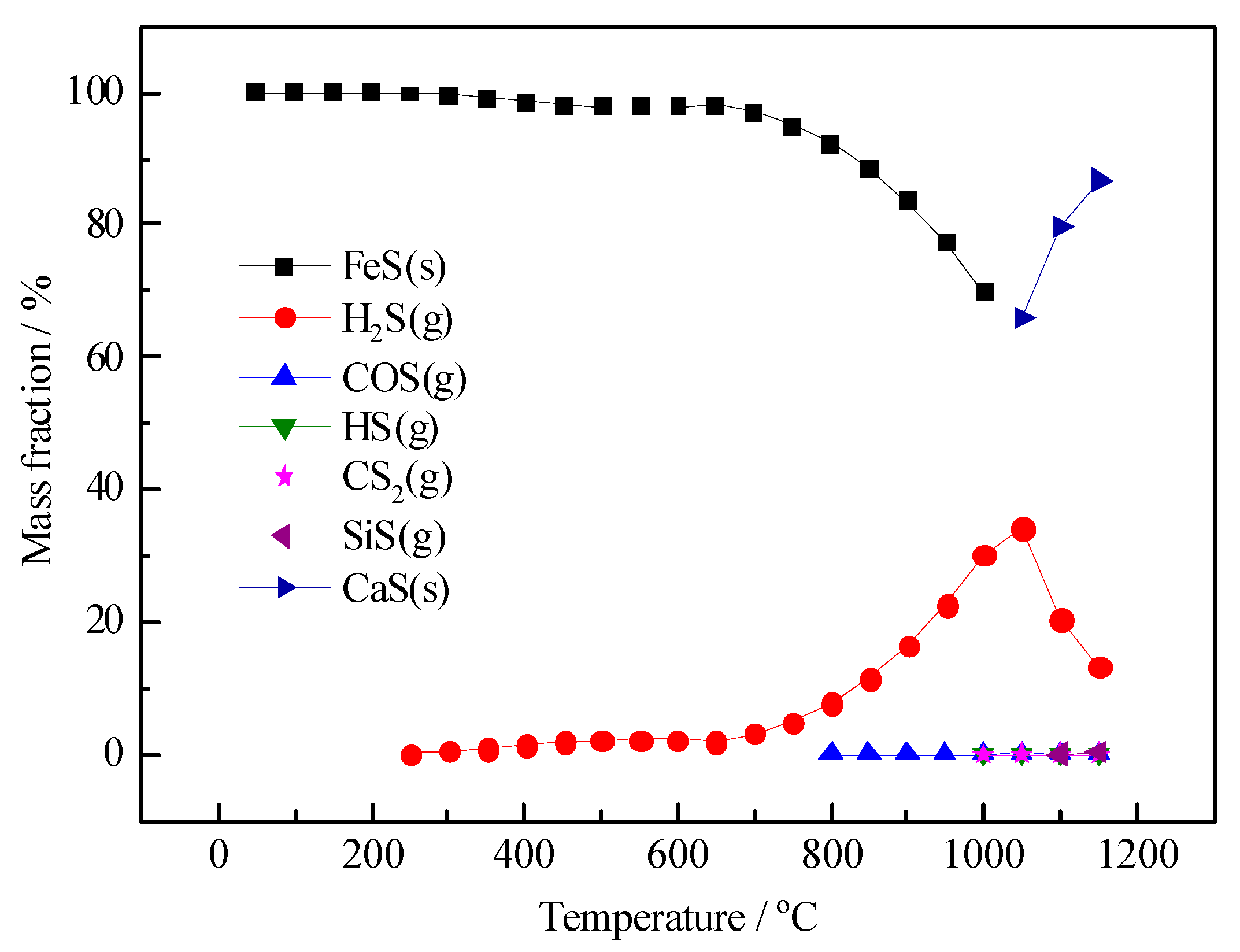
3.5. Migration and Transformation of Sulfur
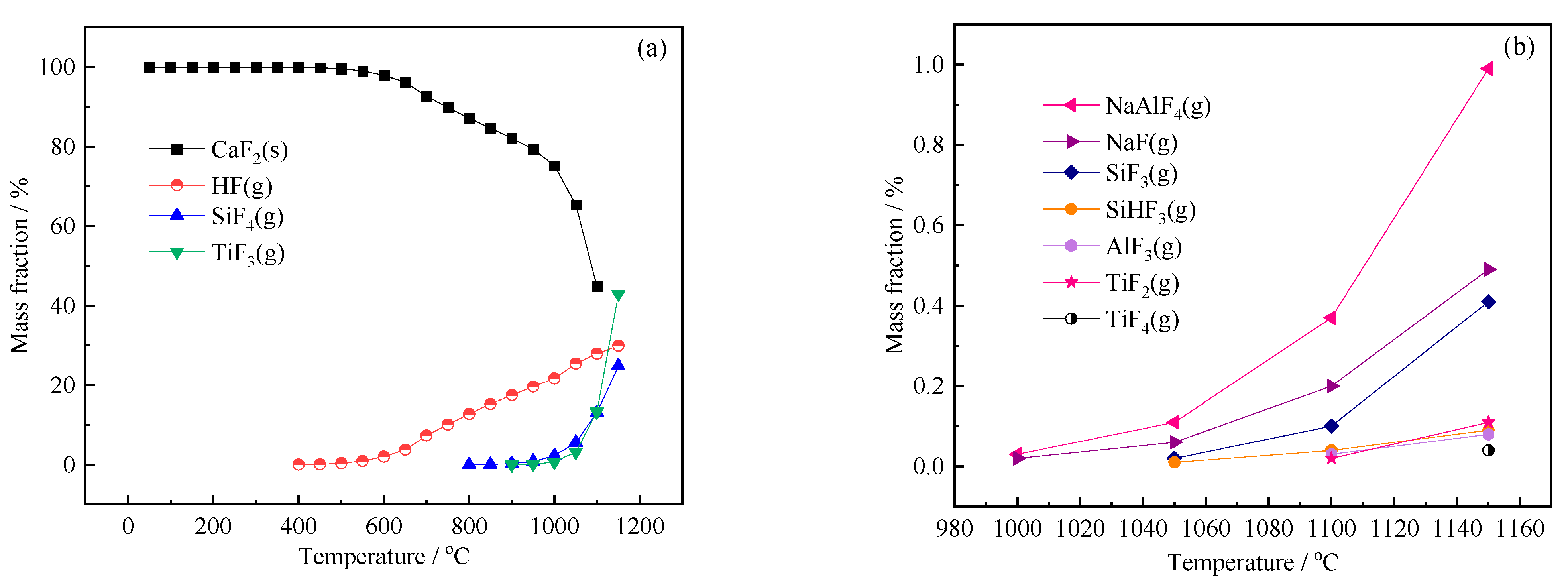
3.6. Migration and Transformation of Fluorine
4. Environmental Impact Assessment and Management
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Feng, Y.S.; Du, Y.J.; Zhou, A.; Zhang, M.; Li, J.S.; Zhou, S.J.; Xia, W.Y. Geoenvironmental properties of industrially contaminated site soil solidified/stabilized with a sustainable by-product-based binder. Sci. Total Environ. 2021, 765, 142778. [Google Scholar] [PubMed]
- Sun, Z.; Chen, S.Y.; Ma, S.W.; Xiang, W.G.; Song, Q.B. Simulation of the calcium looping process (CLP) for hydrogen, carbon monoxide and acetylene poly-generation with CO2 capture and COS reduction. Appl. Energy 2016, 169, 642–651. [Google Scholar] [CrossRef]
- Wang, N.; Mao, M.; Mao, G.Y.; Yin, J.B.; He, R.X.; Zhou, H.C.; Li, N.; Liu, Q.S.; Zhi, K.D. Investigation on carbide slag catalytic effect of Mongolian bituminous coal steam gasification process. Chemosphere 2021, 264, 128500. [Google Scholar] [CrossRef] [PubMed]
- Yang, H.; Cao, J.W.; Wang, Z.; Chen, H.H.; Gong, X.Z. Discovery of impurities existing state in carbide slag by chemical dissociation. Int. J. Miner. Process. 2014, 130, 66–73. [Google Scholar] [CrossRef]
- Wang, Y.L.; Cui, S.P.; Wang, H.; Dong, S.J.; Yao, Y. Effects of preparation of cement raw meal with carbide slag on the environment and equipments. Mater. Sci. Forum 2014, 787, 123–127. [Google Scholar] [CrossRef]
- Siyal, A.N.; Memon, S.Q.; Parveen, S.; Soomro, A.; Khaskheli, M.I.; Khuhawar, M.Y. Chemical recycling of expanded polystyrene waste: Synthesis of novel functional polystyrene-hydrazone surface for phenol removal. J. Chem. 2013, 2013, 842435. [Google Scholar] [CrossRef]
- Maheswari, P.; Venilamani, N.; Madhavakrishnan, S.; Syed Shabudeen, P.S.; Venckatesh, R.; Pattabhi, S. Utilization of sago waste as an adsorbent for the removal of Cu(II) ion from aqueous solution. J. Chem. 2007, 5, 376839. [Google Scholar] [CrossRef]
- Kizilkaya, B.; TekJnay, A.A. Utilization to remove Pb (II) ions from aqueous environments using waste fish bones by ion exchange. J. Chem. 2014, 2014, 739273. [Google Scholar]
- Wang, Y.Q.; Li, Y.C.; Yuan, A.; Yuan, B.; Lei, X.R.; Ma, Q.; Han, J.; Wang, J.X.; Chen, J.Y. Preparation of calcium sulfate whiskers by carbide slag through hydrothermal method. Cryst. Res. Technol. 2014, 49, 800–807. [Google Scholar] [CrossRef]
- Lv, S.Z.; Zhao, S.Y.; Liu, M.M.; Wu, P.P. Preparation of calcium carbonate by calcium carbide residue. Adv. Mater. Res. 2013, 864, 1963–1967. [Google Scholar] [CrossRef]
- Altiner, M. Study of using calcium carbide slag to prepare calcium oxide briquettes by molding and calcination processes through Taguchi method. Çukurova Univ. J. Fac. Eng. Archit. 2008, 31, 179188. [Google Scholar]
- Fan, J.J.; Cao, D.G.; Jing, Z.Z.; Zhang, Y.; Pu, L.; Jing, Y.N. Synthesis and microstructure analysis of autoclaved aerated concrete with carbide slag addition. J. Wuhan Univ. Technol.-Mat. Sci. Edit. 2014, 5, 1005–1010. [Google Scholar] [CrossRef]
- Fang, D.X.; Huang, L.P.; Fang, Z.Y.; Zhang, Q.; Shen, Q.S.; Li, Y.M.; Xu, X.Y.; Ji, F.Y. Evaluation of porous calcium silicate hydrate derived from carbide slag for removing phosphate from wastewater. Chem. Eng. J. 2018, 354, 1–11. [Google Scholar] [CrossRef]
- Jia, J.L.; Hu, L.; Zheng, J.X.; Zhai, Y.J.; Yao, P.; Zhao, S.W.; Shi, S.H.; Zhai, X.B.; Zhang, D.Y. Environmental toxicity analysis and reduction of ceramsite synthesis from industrial coal gasification coarse cinder waste. Pol. J. Environ. Stud. 2017, 26, 147–153. [Google Scholar] [CrossRef]
- Sun, J.; Yang, M.; Zeng, L.; Wang, M.; He, S.; Cai, S.; Li, L.; Liu, X.; Zhang, H. Adsorption Performance on sediment nutrients by different proportions of zeolite and shale ceramsite (ZSC). Pol. J. Environ. Stud. 2020, 29, 2365–2372. [Google Scholar] [CrossRef]
- Zhang, X.Y.; Li, X.; Han, Q.J.; Ju, K.; Wei, D.Y.; Sun, Y.Q.; Wan, Q. Effects of hydraulic retention time (HRT) and packing height on the performance of homemade ceramsite-soil constructed wetland for rural domestic wastewater treatment. Pol. J. Environ. Stud. 2021, 30, 4845–4854. [Google Scholar] [CrossRef]
- Shi, Y.X.; Guo, W.C.; Jia, Y.L.; Xue, C.H.; Qiu, Y.X.; Zhao, Q.X.; Wang, D.L. Preparation of non-sintered lightweight aggregate ceramsite based on red mud-carbide slag-fly ash: Strength and curing method optimization. J. Clean. Prod. 2022, 372, 133788. [Google Scholar] [CrossRef]
- Yao, S.W.; Zhang, W.B.; Xia, C.K. Process feasibility study for using quarry tailing for light granular. Min. Eng. 2018, 16, 60–63. (In Chinese) [Google Scholar]
- Bale, C.W.; Chartrand, P.; Degterov, S.A.; Eriksson, G.; Hack, K.; Mahfoud, R.B.; Melançon, J.; Pelton, A.D.; Petersen, S. FactSage thermochemical software and databases, 2010–2016. Calphad 2016, 54, 35–53. [Google Scholar] [CrossRef]
- Harvey, J.P.; Lebreux-Desilets, F.; Marchand, J. On the application of the Factsage thermochemical software and databases in materials science and pyrometallurgy. Processes 2020, 8, 1156. [Google Scholar] [CrossRef]
- Junior, A.B.B.; Espinosa, D.C.R.; Tenório, J.A.S. The use of computational thermodynamic for yttrium recovery from rare earth elements-bearing residue. J. Rare Earths 2020, 39, 201–207. [Google Scholar] [CrossRef]
- Fan, Y.Q.; Lyu, Q.G.; Zhu, Z.P.; Zhang, H.X. The impact of additives upon the slagging and fouling during Zhundong coal gasification. J. Energy Inst. 2020, 93, 1651–1665. [Google Scholar] [CrossRef]
- Li, Y.; Li, F.H.; Ma, M.J.; Yu, B.; Zhao, C.Y.; Fang, Y.T. Prediction of ash flow temperature based on liquid phase mass fraction by FactSage. J. Energy Inst. 2020, 93, 2228–2231. [Google Scholar] [CrossRef]
- Das, K.; Agrawal, A.; Reddy, A.S.; Ramna, R.V. Factsage studies to identify the optimum slag regime for blast furnace operation. T. Indian. I. Metals. 2021, 74, 419–428. [Google Scholar] [CrossRef]
- Li, H.X.; Yoshihiko, N.; Dong, Z.B.; Zhang, M.X. Application of the FactSage to predict the ash melting behavior in reducing conditions. Chin. J. Chem. Eng. 2006, 14, 784–789. [Google Scholar] [CrossRef]
- Tan, Y.D.; Wang, S.; Li, L.Z. Application of microwave heating for methane dry reforming catalyzed by activated carbon. Chem. Eng. Process. 2019, 145, 107662. [Google Scholar] [CrossRef]
- Benchiheub, O.; Mechachti, S.; Serrai, S.; Khalifa, M.G. Elaboration of iron powder from mill scale. J. Mater. Environ. Sci. 2010, 1, 267–276. [Google Scholar]
- Sun, W.Q.; Cai, J.J.; Zhang, D.W.; Guan, D.J. Advanced low-carbon technologies for steel manufacturing process. Appl. Mech. Mater. 2010, 44–47, 8–12. [Google Scholar] [CrossRef]
- Chen, C.; Li, H.J.; Bai, Y.; Feng, F.X.; Tian, L.; Yang, Y.; Liu, Y.; Guo, Q. Effect of sulfidation temperature on component transformation and catalytic performance of direct coal liquefaction catalyst. J. Fuel Chem. Technol. 2022, 50, 54–62. [Google Scholar] [CrossRef]
- Yang, S.T.; Zhou, M.; Jiang, T.; Guan, S.F.; Zhang, W.J.; Xue, X.X. Application of a water cooling treatment and its effect on coal-based reduction of high-chromium vanadium and titanium iron ore. Int. J. Min. Met. Mater. 2016, 23, 1353–1359. [Google Scholar] [CrossRef]
- Jiang, M.; Liu, H.P.; Fan, X.D.; Wang, Z.H. Predicting gaseous pollution of sintered brick preparation from yellow phosphorus slag. Pol. J. Environ. Stud. 2019, 28, 1719–1725. [Google Scholar] [CrossRef]
- Dowaki, K.; Kuroda, S.; Saruya, H. A LCA on the H2S and HCl removal procedures using in HAS-Clays. J. Jpn. Inst. Energy 2018, 97, 160–170. [Google Scholar] [CrossRef]
- Fetisov, E.O.; Shah, M.S.; Knight, C.; Tsapatsis, M.; Siepmann, J.I. Understanding the reactive adsorption of H2S and CO2 in sodium-exchanged zeolites. ChemPhysChem 2017, 19, 512–518. [Google Scholar] [CrossRef]
- Zhang, T.L.; Yang, C.; Feng, X.K.; Wang, Z.Q.; Wang, R.; Liu, Q.L.; Zhang, P.; Wen, L. Theoretical study on the atmospheric reaction of HS with HO2: Mechanism and rate constants of the major channel. Acta Phys-Chim Sin. 2016, 32, 701–710. [Google Scholar] [CrossRef]
- Li, P.; Li, H.; Jie, W. Stabilization of lanthanum sulfides with different dopants. J. Wuhan Univ. Technol.-Mat. Sci. Edit. 2012, 27, 529–533. [Google Scholar] [CrossRef]
- Chang, H.Q.; Wang, H.Y.; Zhang, G.H.; Chou, K.C. Controllable syntheses of Mo5Si3 and Mo3Si by silicothermic reduction of MoS2 in the presence of lime. Ceram. Int. 2022, 48, 7815–7826. [Google Scholar] [CrossRef]
- Nakagawa, M.; Matsuya, S.; Shiraishi, T.; Ohta, M. Effect of fluoride concentration and pH on corrosion behavior of titanium for dental use. J. Dent. Res. 1999, 78, 1568–1572. [Google Scholar] [CrossRef]
- Baccarin, L.I.P.; Bielefeldt, W.V.; Bragança, S.R. Evaluation of thermodynamic simulation (FactSage) for the interpretation of the presence of phases and the firing behavior of triaxial ceramics. Ceram. Int. 2021, 47, 21522–21529. [Google Scholar] [CrossRef]
- Du, C.; Lu, P.; Tsubaki, N. Efficient and new production methods of chemicals and liquid fuels by carbon monoxide hydrogenation. ACS Omega 2020, 5, 49–56. [Google Scholar] [CrossRef]
- Hansell, A.; Oppenheimer, C. Health hazards from volcanic gases: A systematic literature review. Arch. Environ. Health 2004, 59, 628–639. [Google Scholar] [CrossRef]
- Guo, W.; Xi, B.; Huang, C.; Li, J.; Wu, W. Solid waste management in China: Policy and driving factors in 2004–2019. Resour. Conserv. Recycl. 2021, 173, 105727. [Google Scholar] [CrossRef]
- Yang, J.; Ma, L.P.; Liu, H.P.; Wei, L.; Keomounlath, B.; Dai, Q.X. Thermodynamics and kinetics analysis of Ca-looping for CO2 capture: Application of carbide slag. Fuel 2019, 242, 1–11. [Google Scholar] [CrossRef]
- Wang, H.; Xu, W.; Sharif, M.; Cheng, G.; Zhang, Z. Resource utilization of solid waste carbide slag: A brief review of application technologies in various scenes. Waste Dispos. Sustain. Energy 2022, 4, 1–16. [Google Scholar] [CrossRef]
- Zhao, L.N.; Hu, M.; Muslim, H.; Hou, T.Y.; Bian, B.; Yang, Z.; Yang, W.B.; Zhang, L.M. Co-utilization of lake sediment and blue-green algae for porous lightweight aggregate (ceramsite) production. Chemosphere 2022, 287, 132145. [Google Scholar] [CrossRef]
- Parrish, C.F.; Barile, R.G.; Gamble, P.H. A new process and equipment for waste minimization: Conversion of No(X) scrubber liquor to fertilizer. In Proceedings of the Joint Army, Navy, NASA, Air Force (JANNAF) Conference, Tampa, FL, USA, 4–8 December 1995; p. 19960011436. Available online: https://ntrs.nasa.gov/citations/19960011436 (accessed on 6 September 2013).
- Shae, S.Y.; Lee, S.Y.; Han, S.G.; Kim, H.; Ko, J.; Park, S.; Joo, O.-S.; Kim, D.; Kang, Y.; Lee, U.; et al. A perspective on practical solar to carbon monoxide production devices with economic evaluation. Sustain. Energy Fuels 2020, 4, 199. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | SiO2 | Al2O3 | CaO | Fe2O3 | TiO2 | MgO | Na2O | C | H | S | F |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Content | 5.67 | 4.63 | 75.03 | 3.34 | 0.87 | 0.31 | 0.13 | 6.81 | 2.17 | 0.53 | 0.35 |
| Raw Material Composition | SiO2 | Al2O3 | CaO | Fe2O3 | K2O | Na2O | MgO | Other |
|---|---|---|---|---|---|---|---|---|
| Tail mud | 61.69 | 20.83 | 3.58 | 3.71 | 3.14 | 1.64 | 0.79 | 2.80 |
| Carbide slag | 2.95 | 1.07 | 62.45 | 0.84 | - | - | 0.23 | 21.33 |
| Total | 49.94 | 16.88 | 15.35 | 3.14 | 2.51 | 0.31 | 0.68 | 6.51 |
| Composition | SiO2 | Al2O3 | CaO | Fe2O3 | TiO2 | MgO | Na2O | C | H | S | F |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Carbide slag/g | 5.67 | 4.63 | 75.03 | 3.34 | 0.87 | 0.31 | 0.13 | 6.81 | 2.17 | 0.53 | 0.35 |
| Additive (SiO2/Al2O3)/g | 238.46 | 77.87 | 0 | ||||||||
| Composite/g | 244.13 | 82.50 | 75.03 | 3.34 | 0.87 | 0.31 | 0.13 | 6.81 | 2.17 | 0.53 | 0.35 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, Q.; He, Y.; Wu, Y.; Li, T.; Li, C.; Liu, H.; Wang, Z.; Jiang, M. Predicting the Release and Migration of Potentially Harmful Elements (PHEs) during the Lightweight Ceramsite Preparation from Carbide Slag. Minerals 2023, 13, 216. https://doi.org/10.3390/min13020216
Jiang Q, He Y, Wu Y, Li T, Li C, Liu H, Wang Z, Jiang M. Predicting the Release and Migration of Potentially Harmful Elements (PHEs) during the Lightweight Ceramsite Preparation from Carbide Slag. Minerals. 2023; 13(2):216. https://doi.org/10.3390/min13020216
Chicago/Turabian StyleJiang, Qi, Yongmei He, Yonglin Wu, Tianguo Li, Chengxue Li, Hongpan Liu, Zhonghua Wang, and Ming Jiang. 2023. "Predicting the Release and Migration of Potentially Harmful Elements (PHEs) during the Lightweight Ceramsite Preparation from Carbide Slag" Minerals 13, no. 2: 216. https://doi.org/10.3390/min13020216