
On the Cobalt Content Upgrade in Nickeliferous Laterites Using Iron (III) Sulfate: A Study Based on Thermodynamics Simulations

 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Thermodynamic Simulations
2.2. Roast–Leach Experiments
2.3. Materials Characterization
3. Results and Discussion
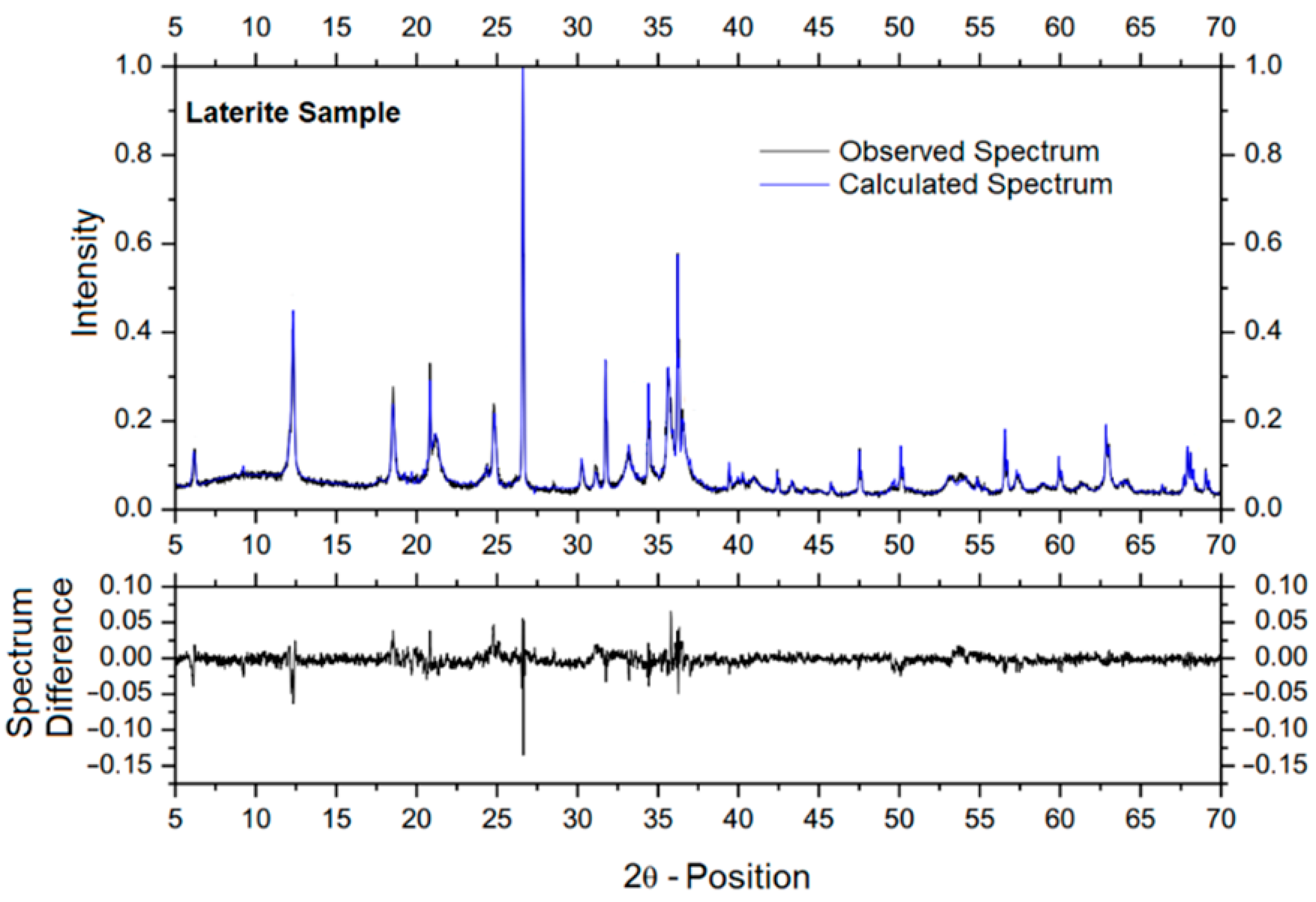
3.1. Laterite Sample Characterization
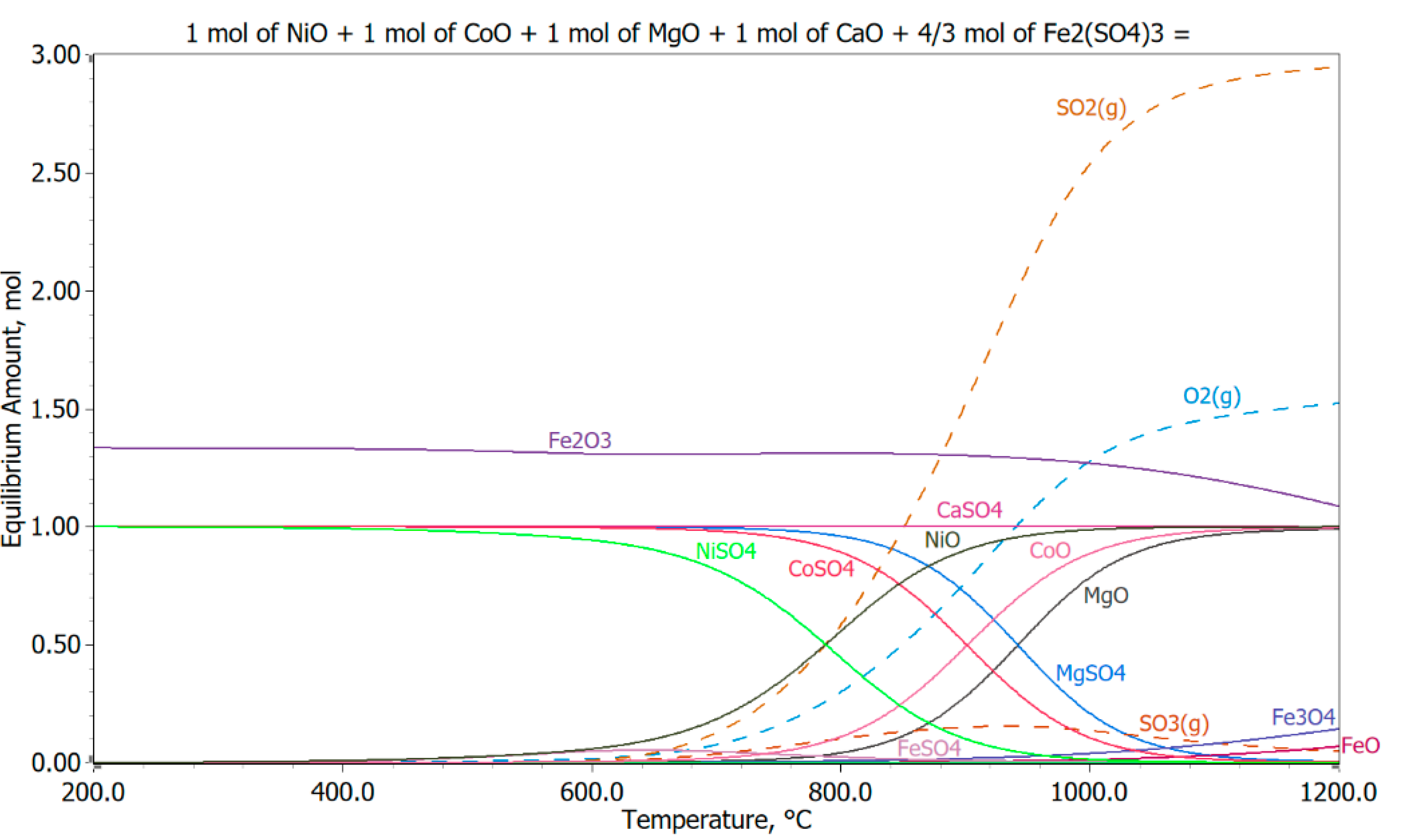
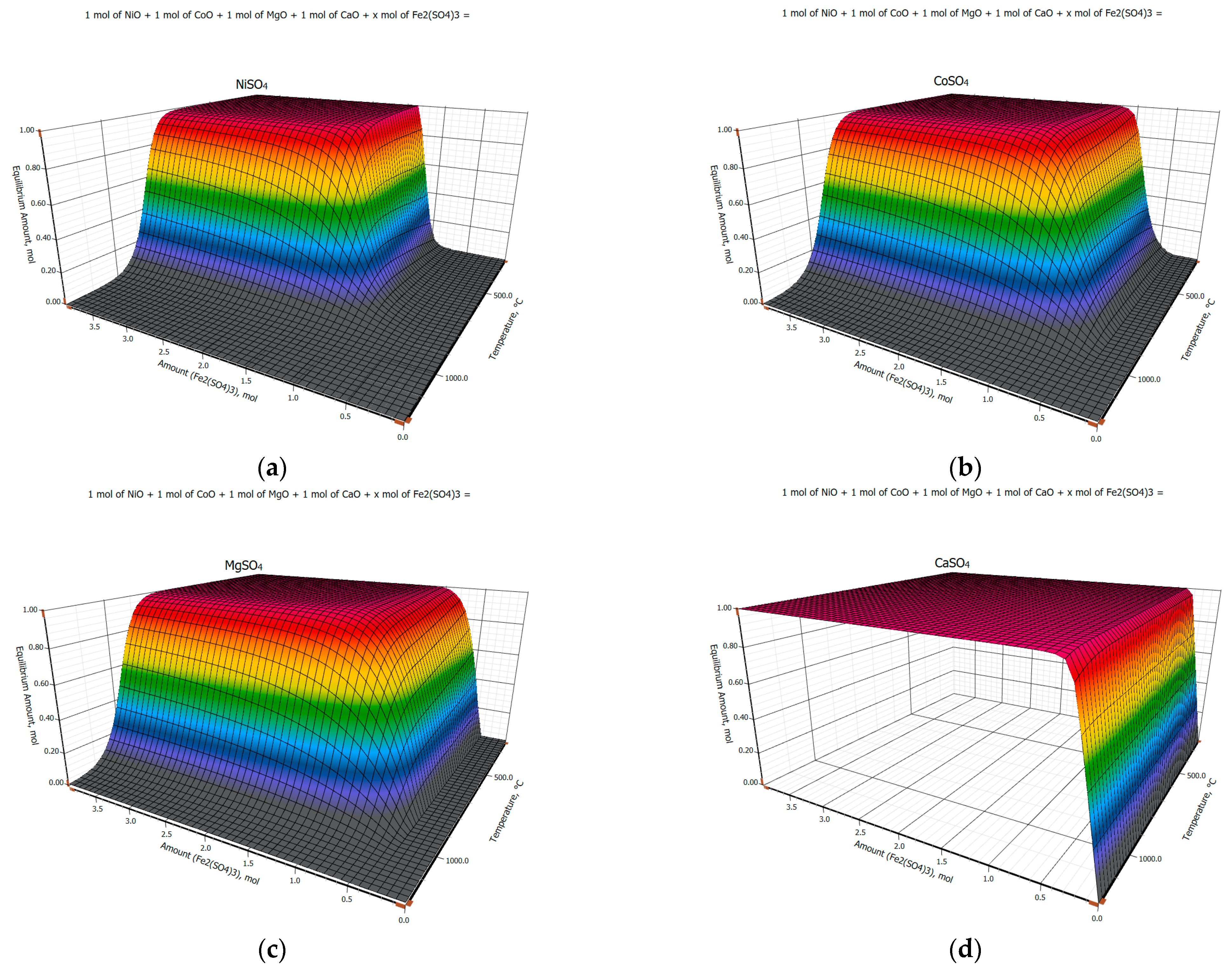
3.2. Thermodynamic Simulations
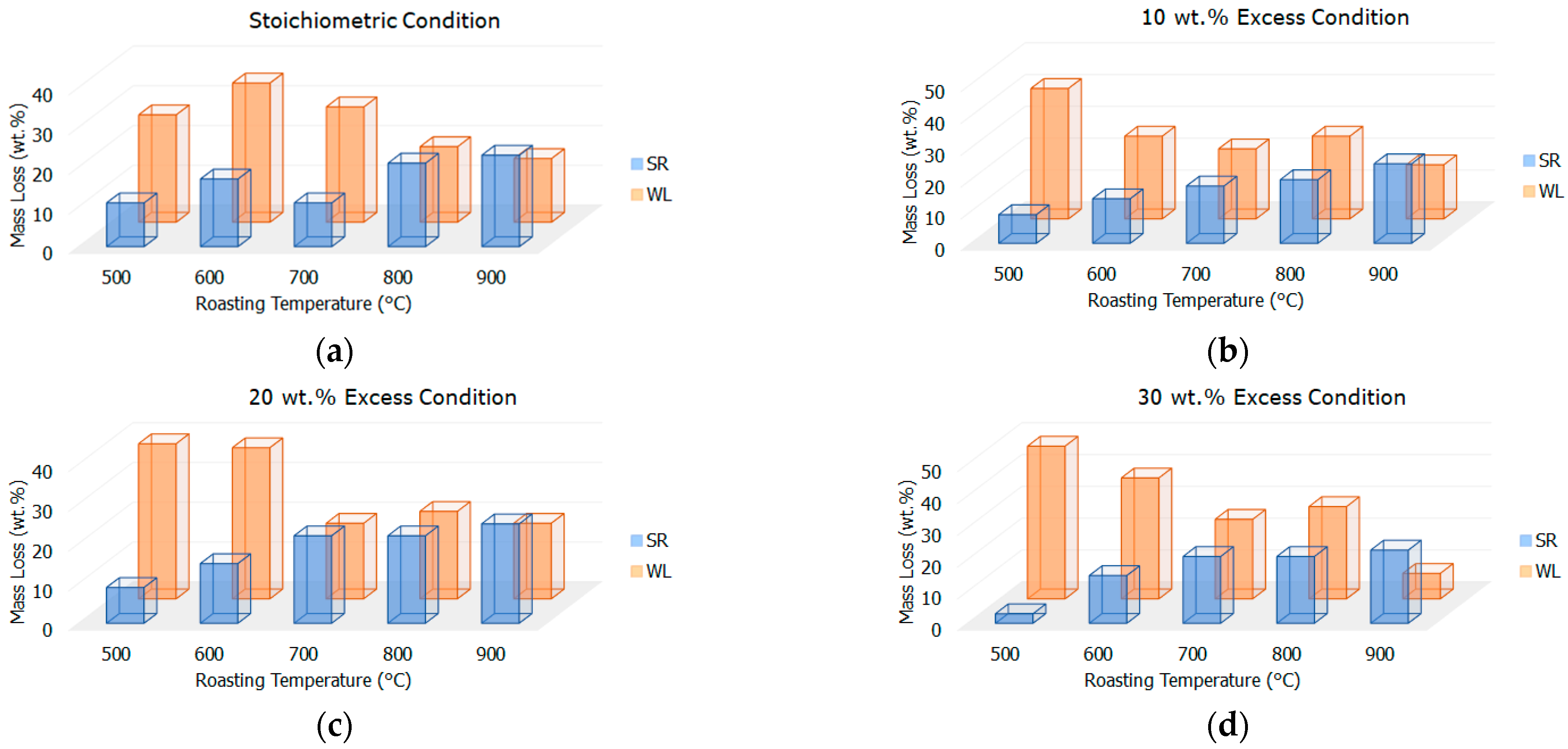
3.3. Roast–Leach Experiments
3.4. Reaction Products Characterization
4. Final Remarks
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Elshkaki, A.; Graedel, T.E.; Ciacci, L.; Reck, B.K. Resource Demand Scenarios for the Major Metals. Environ. Sci. Technol. 2018, 52, 2491–2497. [Google Scholar] [CrossRef] [PubMed]
- Nakajima, K.; Daigo, I.; Nansai, K.; Matsubae, K.; Takayanagi, W.; Tomita, M.; Matsuno, Y. Global distribution of material consumption: Nickel, copper, and iron. Resour. Conserv. Recycl. 2018, 133, 369–374. [Google Scholar] [CrossRef]
- Aznar-Sánchez, J.A.; Velasco-Muñoz, J.F.; García-Gómez, J.J.; López-Serrano, M.J. The Sustainable Management of Metals: An Analysis of Global Research. Metals 2018, 8, 805. [Google Scholar] [CrossRef]
- Watari, T.; McLellan, B.C.; Giurco, D.; Dominish, E.; Yamasue, E.; Nansai, K. Total material requirement for the global energy transition to 2050: A focus on transport and electricity. Resour. Conserv. Recycl. 2019, 148, 91–103. [Google Scholar] [CrossRef]
- Weimer, L.; Braun, T.; vom Hemdt, A. Design of a systematic value chain for lithium-ion batteries from the raw material perspective. Resour. Policy 2019, 64, 101473. [Google Scholar] [CrossRef]
- Turcheniuk, K.; Bondarev, D.; Amatucci, G.G.; Yushin, G. Battery materials for low-cost electric transportation. Mater. Today 2020, 42, 57–72. [Google Scholar] [CrossRef]
- Graedel, T.E. Grand Challenges in Metal Life Cycles. Nat. Resour. Res. 2018, 27, 181–190. [Google Scholar] [CrossRef]
- Dehaine, Q.; Tijsseling, L.T.; Glass, H.J.; Törmänen, T.; Butcher, A.R. Geometallurgy of cobalt ores: A review. Miner. Eng. 2021, 160, 106656. [Google Scholar] [CrossRef]
- Mudd, G.M.; Jowitt, S.M. Global Resource Assessments of Primary Metals: An Optimistic Reality Check. Nat. Resour. Res. 2018, 27, 229–240. [Google Scholar] [CrossRef]
- Dong, X.; An, F.; Dong, Z.; Whang, Z.; Jiangm, M.; Yang, P.; An, H. Optimization of the international nickel ore trade network. Resour. Policy 2021, 70, 101978. [Google Scholar] [CrossRef]
- Aznar-Sánchez, J.A.; Velasco-Muñoz, J.F.; Belmonte-Ureña, L.J.; Manzano-Agugliaro, F. Innovation and technology for sustainable mining activity: A worldwide research assessment. J. Clean. Prod. 2019, 221, 38–54. [Google Scholar] [CrossRef]
- Mudd, G.M. Global trends and environmental issues in nickel mining: Sulfides versus laterites. Ore Geol. Rev. 2010, 38, 9–26. [Google Scholar] [CrossRef]
- Elitok, Ö.; Tavlan, M. Geology and economic potential of Ni deposits. Mod. Approaches Solid Earth Sci. 2019, 16, 635–653. [Google Scholar] [CrossRef]
- Kaya, S.; Topkaya, Y.A. High pressure acid leaching of a refractory lateritic nickel ore. Miner. Eng. 2011, 24, 1188–1197. [Google Scholar] [CrossRef]
- Norgate, T.; Jahanshahi, S. Assessing the energy and greenhouse gas footprints of nickel laterite processing. Miner. Eng. 2011, 24, 698–707. [Google Scholar] [CrossRef]
- Ma, B.; Yang, W.; Pei, Y.; Wang, C.; Jin, B. Effect of activation pretreatment of limonitic laterite ores using sodium fluoride and sulfuric acid on water leaching of nickel and cobalt. Hydrometallurgy 2017, 169, 411–417. [Google Scholar] [CrossRef]
- Oliveira, V.A.; Santos, C.G.; Brocchi, E.A. Assessing the Influence of NaCl on the Reduction of a Siliceous Laterite Nickel Ore Under Caron Process Conditions. Metall. Mater. Trans. B 2019, 50, 1309–1321. [Google Scholar] [CrossRef]
- Butt, C.R.M.; Cluzel, D. Nickel Laterite Ore Deposits: Weathered Serpentinites. Elements 2013, 9, 123–128. [Google Scholar] [CrossRef]
- Tupaz, C.A.; Watanabe, Y.; Sanematsu, K.; Echigo, T. Mineralogy and geochemistry of the Berong Ni-Co laterite deposit, Palawan, Philippines. Ore Geol. Rev. 2020, 125, 103686. [Google Scholar] [CrossRef]
- Basturku, H.; Acarkan, N.; Gock, E. The role of mechanical activation on atmospheric leaching of a lateritic nickel ore. Int. J. Miner. Proc. 2017, 163, 1–8. [Google Scholar] [CrossRef]
- Quast, K.; Connor, J.N.; Skinner, W.; Robinson, D.J.; Addai-Mensah, J. Preconcentration strategies in the processing of nickel laterite ores, Part 1: Literature review. Miner. Eng. 2015, 79, 261–268. [Google Scholar] [CrossRef]
- Stankovic, S.; Stopic, S.; Sokic, M.; Markovic, B.; Friedrich, B. Review of the Past, Present, and Future of the Hydrometallur-gical Production of Nickel and Cobalt from Lateritic Ores. Metall. Mater. Eng. 2020, 26, 199–208. [Google Scholar] [CrossRef]
- Keskinkilic, E. Nickel Laterite Smelting Processes and Some Examples of Recent Possible Modifications to the Conventional Route. Metals 2019, 9, 974. [Google Scholar] [CrossRef]
- Meshram, P.; Abhilash; Pandey, B.P. Advanced Review on Extraction of Nickel from Primary and Secondary Sources. Miner. Proc. Extr. Metall. Rev. 2019, 40, 157–193. [Google Scholar] [CrossRef]
- Li, J.; Chen, Z.; Shen, B.; Xu, Z.; Zhanf, Y. The extraction of valuable metals and phase transformation and formation mechanism in roasting-water leaching process of laterite with ammonium sulfate. J. Clean. Prod. 2017, 140, 1148–1155. [Google Scholar] [CrossRef]
- Li, J.; Li, Y.; Duan, H.; Guo, X.; Zhai, Y. Experimental and Kinetic Study of Magnesium Extraction and Leaching from Laterite Nickel Ore by Roasting with Ammonium Sulfate. Rus. J. Non-Ferrous Metal 2018, 59, 596–604. [Google Scholar] [CrossRef]
- Li, D.; Parl, K.H.; Wu, Z.; Guo, X.Y. Response surface design for nickel recovery from laterite by sulfation-roasting-leaching process. Trans. Nonferrous Metals Soc. China 2010, 20, s92–s96. [Google Scholar] [CrossRef]
- Parlak, T.T.; Yildiz, K. Effects of Sulfation Roasting and Sodium Sulfate Addition on Dissolution of Nickel and Cobalt from Laterite. Acta Phys. Pol. A 2017, 136, 629–631. [Google Scholar] [CrossRef]
- Ribeiro, P.P.M.; Souza, L.C.M.; Neumann, R.; Santos, I.D.; Dutra, A.J.B. Nickel and cobalt losses from laterite ore after the sul-fation-roasting-leaching processing. J. Mater. Res. Technol. 2020, 9, 12404–12415. [Google Scholar] [CrossRef]
- Guo, X.Y.; Li, D.; Park, K.H.; Tian, Q.H.; Wu, Z. Leaching behavior of metals from a limonitic nickel laterite using a sulfation roasting-leaching process. Hydrometallurgy 2009, 99, 144–150. [Google Scholar] [CrossRef]
- Samadhi, T.J. Thermochemical analysis of laterite ore alkali roasting: Comparison of sodium carbonate, sodium sulfate, and sodium hydroxide. AIP Conf. Proc. 2017, 1805, 040008. [Google Scholar] [CrossRef]
- Papazoglou, D.; Rankin, W.J. Direct sulfation of nickel laterite ores using sulfur dioxide rich gases. In Yazawa International Symposium on Metallurgical and Materials Processing; Wiley: San Diego, CA, USA, 2–6 March 2003; Volume 1, pp. 755–769. [Google Scholar]
- Bainbridge, D.W. Sulfation of a nickeliferous laterite. Metall. Trans. 1973, 4, 1655–1658. [Google Scholar] [CrossRef]
- Prasad, S.; Pandey, B.D. Sulphation roasting studies on synthetic copper–iron sulphides with steam and oxygen. Can. Metall. Q. 1999, 38, 237–247. [Google Scholar] [CrossRef]
- Souza, R.; Queiróz, C.; Brant, J.; Brocchi, E. Pyrometallurgical processing of a low copper content concentrate based on a thermodynamic assessment. Miner. Eng. 2019, 130, 156–164. [Google Scholar] [CrossRef]
- Roine, A. HSC Chemistry; Metso Outotec: Pori, Finland, 2018. [Google Scholar]
- Cheary, R.W.; Coelho, A. A fundamental parameters approach to X-ray line-profile fitting. J. Appl. Crystallogr. 1992, 25, 109–121. [Google Scholar] [CrossRef]
- Coelho, A.A. TOPAS-Academic; TOPAS-Academic: Brisbaine, Australia, 2007. [Google Scholar]
- Burkin, A.R. Extrative Metallurgy of Nickel. In Critical Reports on Applied Chemistry; Wiley–Blackwell: Hoboken, NJ, USA, 1987; p. 160. ISBN 463 13:978-0471914259. [Google Scholar]
- Basturku, H.; Acarkan, N. Separation of nickel and iron from lateritic ore using a digestion–roasting–leaching–precipitation process. Physicochem. Prob. Miner. Proc. 2016, 52, 564–574. [Google Scholar] [CrossRef]
- Scheidema, M.N.; Taskinen, P. Decomposition Thermodynamics of Magnesium Sulfate. Ind. Eng. Chem. Res. 2011, 50, 9550–9556. [Google Scholar] [CrossRef]
- Yan, Z.; Wang, Z.; Wang, X.; Liu, H.; Qiu, J. Kinetic model for calcium sulfate decomposition at high temperature. Trans. Nonferrous Metals Soc. China 2015, 25, 3490–3497. [Google Scholar] [CrossRef]
- Duglogorski, B.Z.; Balucan, R.D. Dehydroxylation of serpentine minerals: Implications for mineral carbonation. Renew. Sustain. Energy Rev. 2014, 31, 353–367. [Google Scholar] [CrossRef]
- Souza, B.; Souza, R.; Santos, I.; Brocchi, E. MgSO4 carbothermic reductive decomposition to produce a highly reactive MgO powder. J. Mater. Res. Technol. 2020, 9, 1847–1855. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Analyzed Metal | Sample Content (wt.%) |
|---|---|
| Ca | 0.06 |
| Co | 0.07 |
| Fe | 30.00 |
| Mg | 3.10 |
| Ni | 1.70 |
| Si | 12.00 |
| Detected Mineral | Sample Content (wt.%) | Detected Mineral | Sample Content (wt.%) |
|---|---|---|---|
| Clinochlore | 3.5 | Magnesiochromite | 3.8 |
| Chlorite | 3.0 | Goethite | 32.7 |
| Lizardite | 12.9 | Halloysite | 4.1 |
| Hematite | 3.4 | Doyleite | 2.1 |
| Magnetite | 3.7 | Birnessite | 2.6 |
| Quartz | 19.5 | Tephroite | 1.4 |
| Analyzed Metal | WL 500 °C Sample Recovery (wt. %) | WL 700 °C Sample Recovery (wt. %) |
|---|---|---|
| Ca | 31.1 | 29.6 |
| Co | 73.4 | 67.6 |
| Fe | 4.2 | 0.5 |
| Mg | 23 | 57.9 |
| Ni | 28.7 | 33.7 |
| Si | 2.3 | 1.6 |
| Detected Mineral | SR 500 °C Sample Recovery (wt.%) | WL 500 °C Sample Recovery (wt.%) | SR 700 °C Sample Recovery (wt.%) | WL 700 °C Sample Recovery (wt.%) |
|---|---|---|---|---|
| Hematite | 21.02 | 47.5 | 33.01 | 44.84 |
| Magnetite | 2.75 | 4.70 | 2.33 | 3.01 |
| Quartz | 15.2 | 27.8 | 20.15 | 24.97 |
| Magnesiochromite | - | 1.38 | 0.13 | 0.16 |
| Chromite | 1.33 | 0.44 | 0.60 | 0.43 |
| Clinochlore | 2.49 | 2.90 | 1.38 | 10.69 |
| Melanterite | 2.75 | 4.31 | - | 4.40 |
| Na7.5Al6Si6O24S4.5 | 4.73 | 5.90 | 1.44 | 0.64 |
| Halloysite | 2.53 | 1.90 | 3.12 | - |
| Lepidocrocite | 1.36 | - | 0.37 | - |
| Fe2(SO4)3.3H2O | 0.87 | - | 1.56 | - |
| Fe2(SO4)3.FeSO4.2H2O | 2.03 | - | 3.01 | - |
| Lizardite | 1.74 | - | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Souza, R.F.M.; Tavares, M.A.A.; Cruz, L.E.C.; Oliveira, V.A.A.; Santos, I.D.; Moura, F.J.; Brocchi, E.A. On the Cobalt Content Upgrade in Nickeliferous Laterites Using Iron (III) Sulfate: A Study Based on Thermodynamics Simulations. Minerals 2022, 12, 1156. https://doi.org/10.3390/min12091156
Souza RFM, Tavares MAA, Cruz LEC, Oliveira VAA, Santos ID, Moura FJ, Brocchi EA. On the Cobalt Content Upgrade in Nickeliferous Laterites Using Iron (III) Sulfate: A Study Based on Thermodynamics Simulations. Minerals. 2022; 12(9):1156. https://doi.org/10.3390/min12091156
Chicago/Turabian StyleSouza, Rodrigo F. M., Mariana A. A. Tavares, Luiz E. C. Cruz, Víctor A. A. Oliveira, Iranildes D. Santos, Francisco J. Moura, and Eduardo A. Brocchi. 2022. "On the Cobalt Content Upgrade in Nickeliferous Laterites Using Iron (III) Sulfate: A Study Based on Thermodynamics Simulations" Minerals 12, no. 9: 1156. https://doi.org/10.3390/min12091156