
Application of the Response Surface Methodology to Optimise the Leaching Process and Recovery of Rare Earth Elements from Discard and Run of Mine Coal


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Analytical Techniques and Calcination Procedure
2.3. Experimental Design for the Leaching of Non-Calcined and Calcined Samples
2.3.1. Varying Concentration, Solid: Liquid Ratio, and Temperature for Non-Calcined Samples (RC1 and DC1)
Leaching and Recovery of REE
Stage 2: Leaching of Non-Calcined Samples under DOE Optimal Conditions and Different Lixiviants
Stage 3: Leaching of Calcined Samples under DOE Optimal Conditions
3. Results and Discussion
3.1. Particle Size Distribution and REE Contents of the Non-Calcined and Calcined Samples
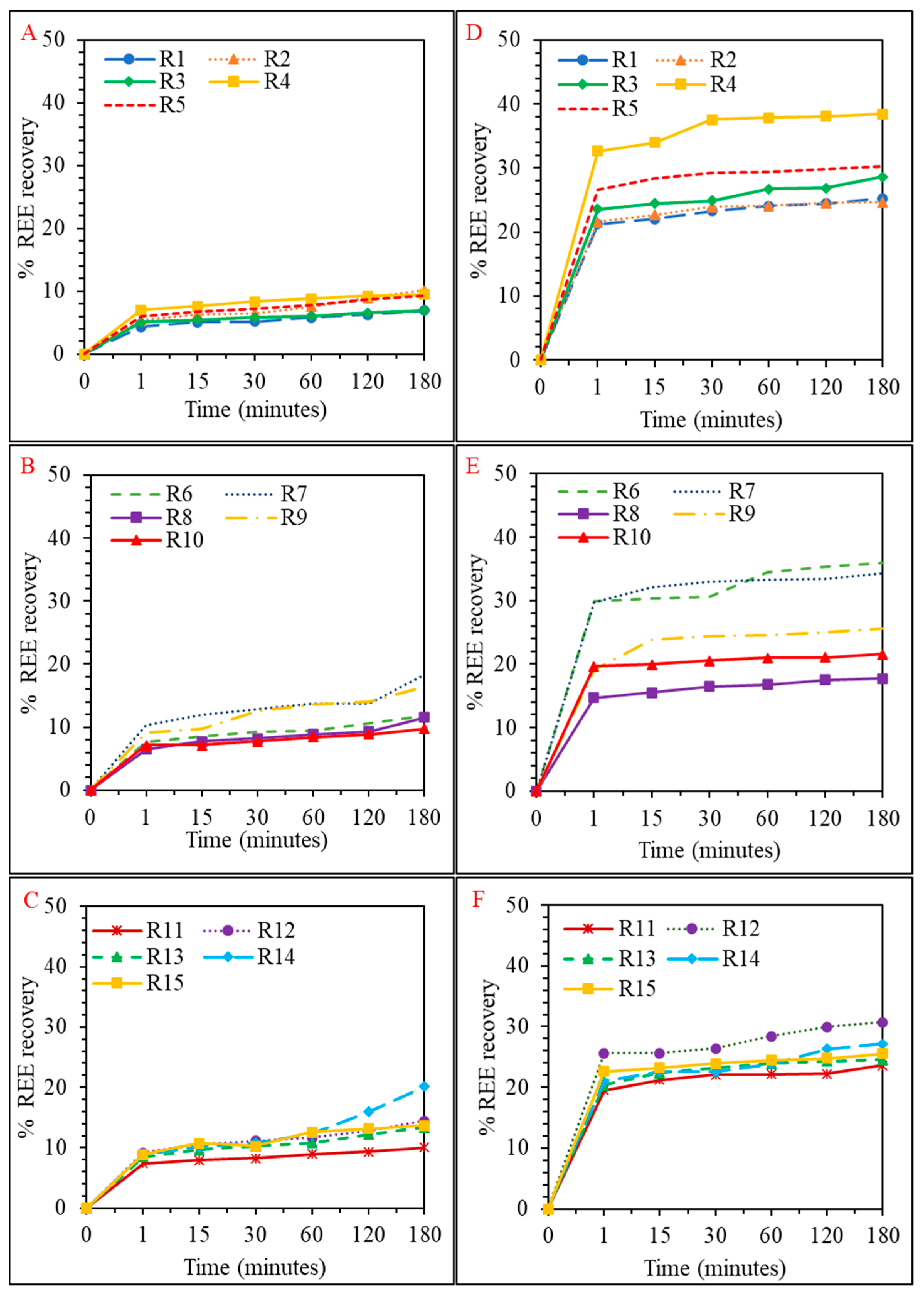
3.2. Stage 1 of the Box-Behnken (DOE) Experimental Leaching Runs for Non-Calcined Samples
3.2.1. Optimisation of the REE Leaching Recovery from DC1 and RC1 Coal
Suitability and Adequacy of the Model (ANOVA)
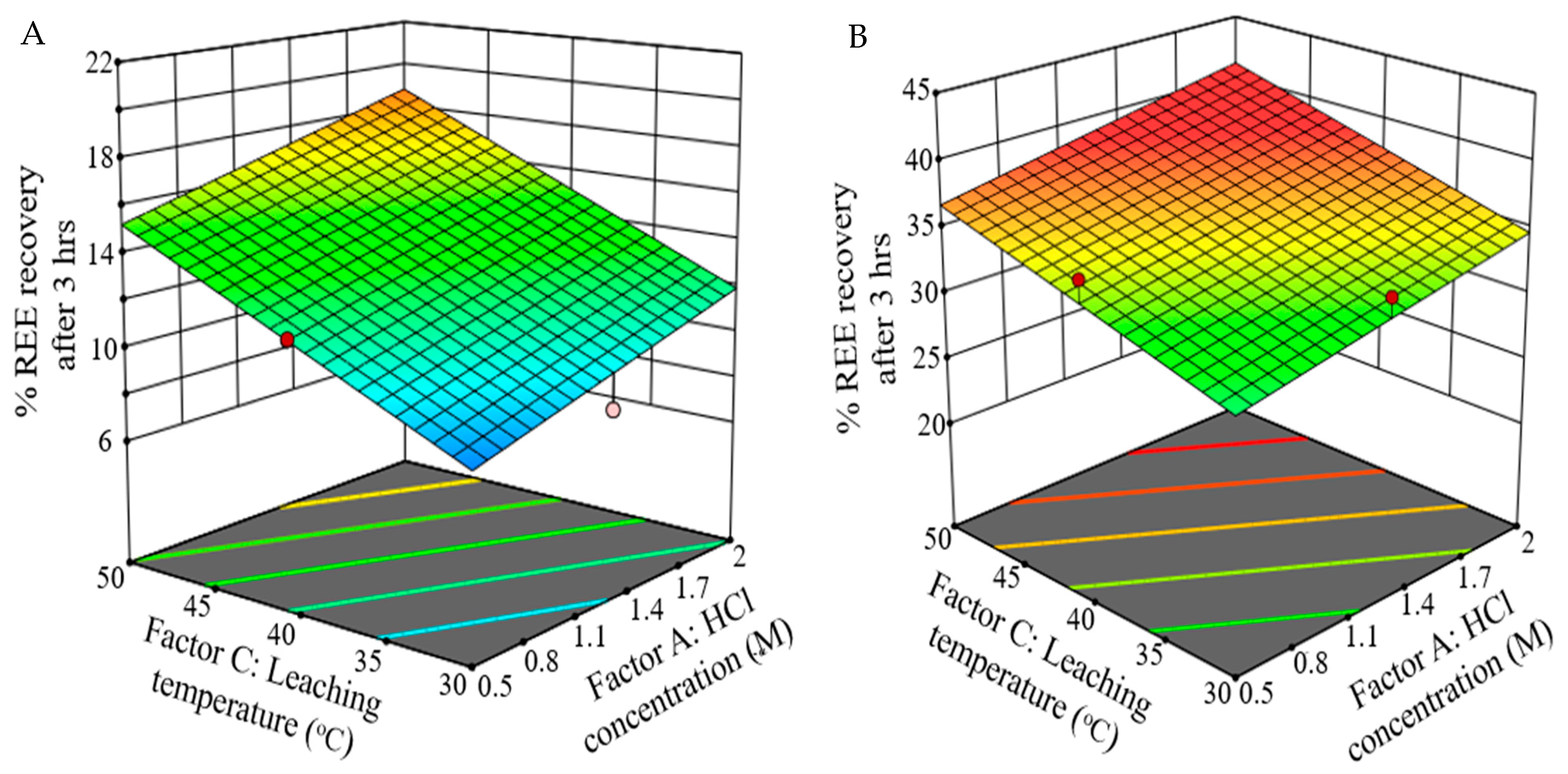
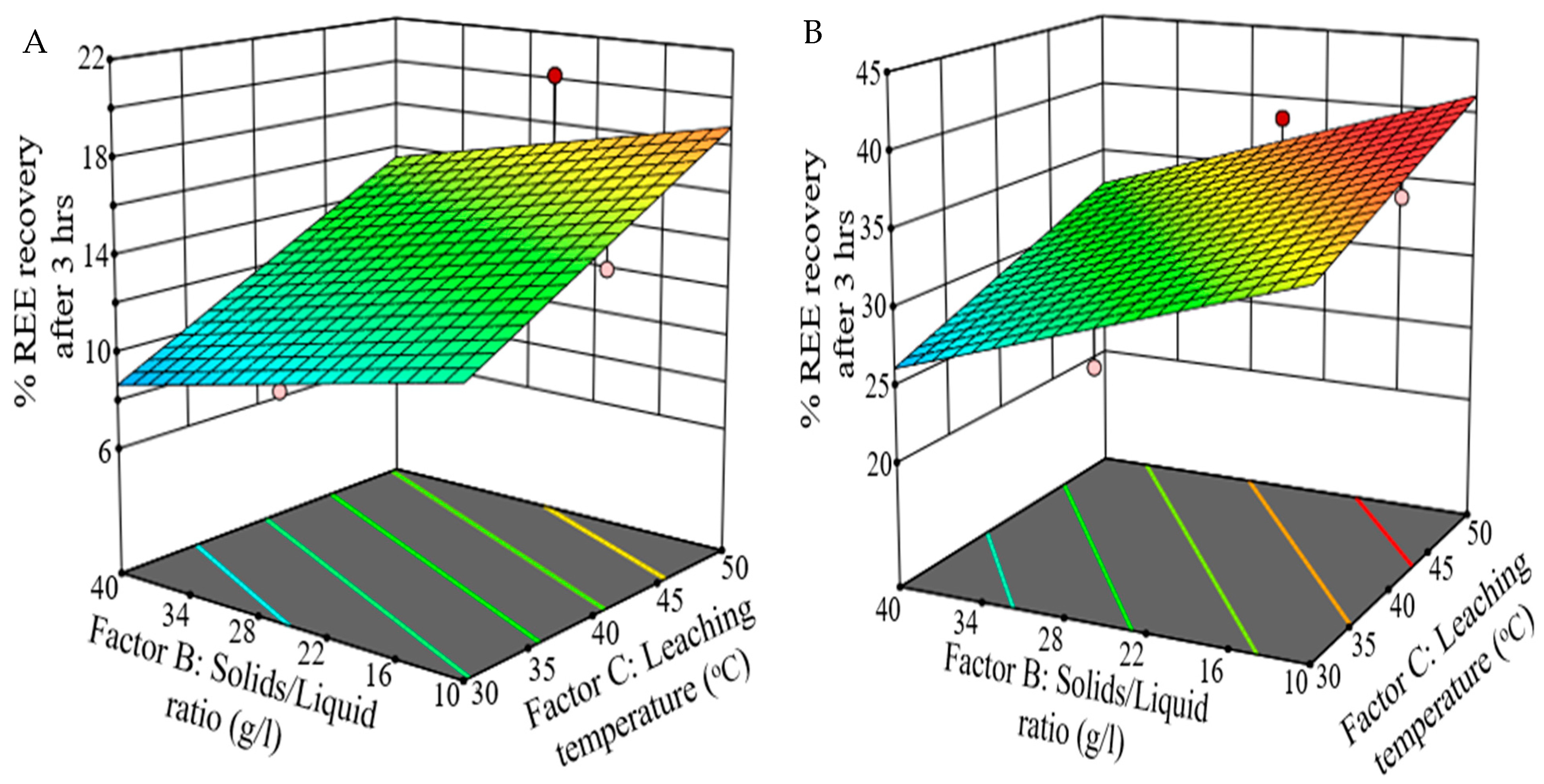
Response Surface Methodology Plots for the Interactions between the Leaching Factors and the % REE Leaching Recovery
Desirability Function for Optimal Leaching Parameters
3.3. Percentage Recovery of REE under Optimal HCl Leaching Conditions for RC1 and DC1 Coals
3.4. Stage 2 Effect of Different Lixiviants on Percentage REE Recovery under Optimal Leaching Parameters
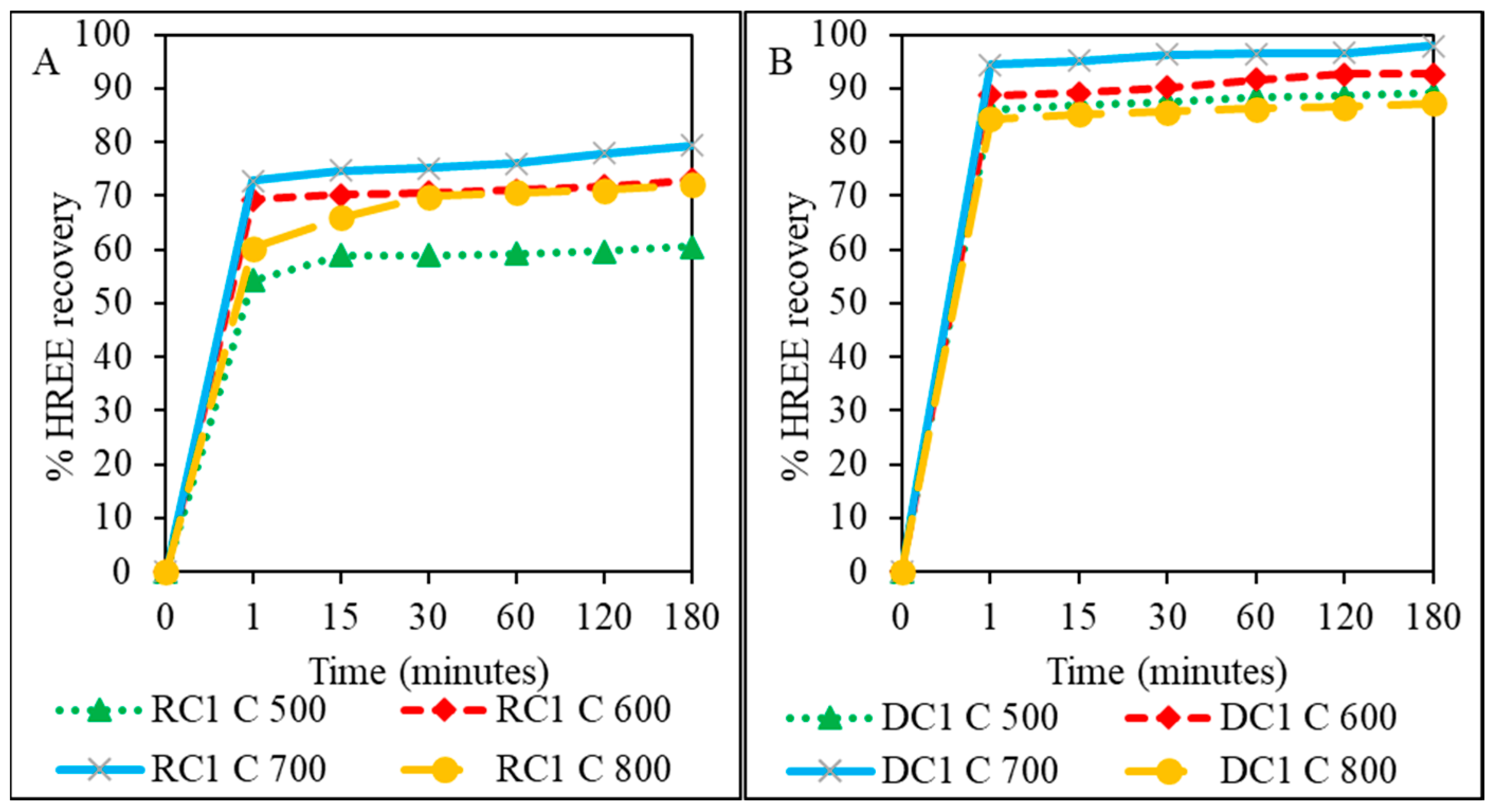
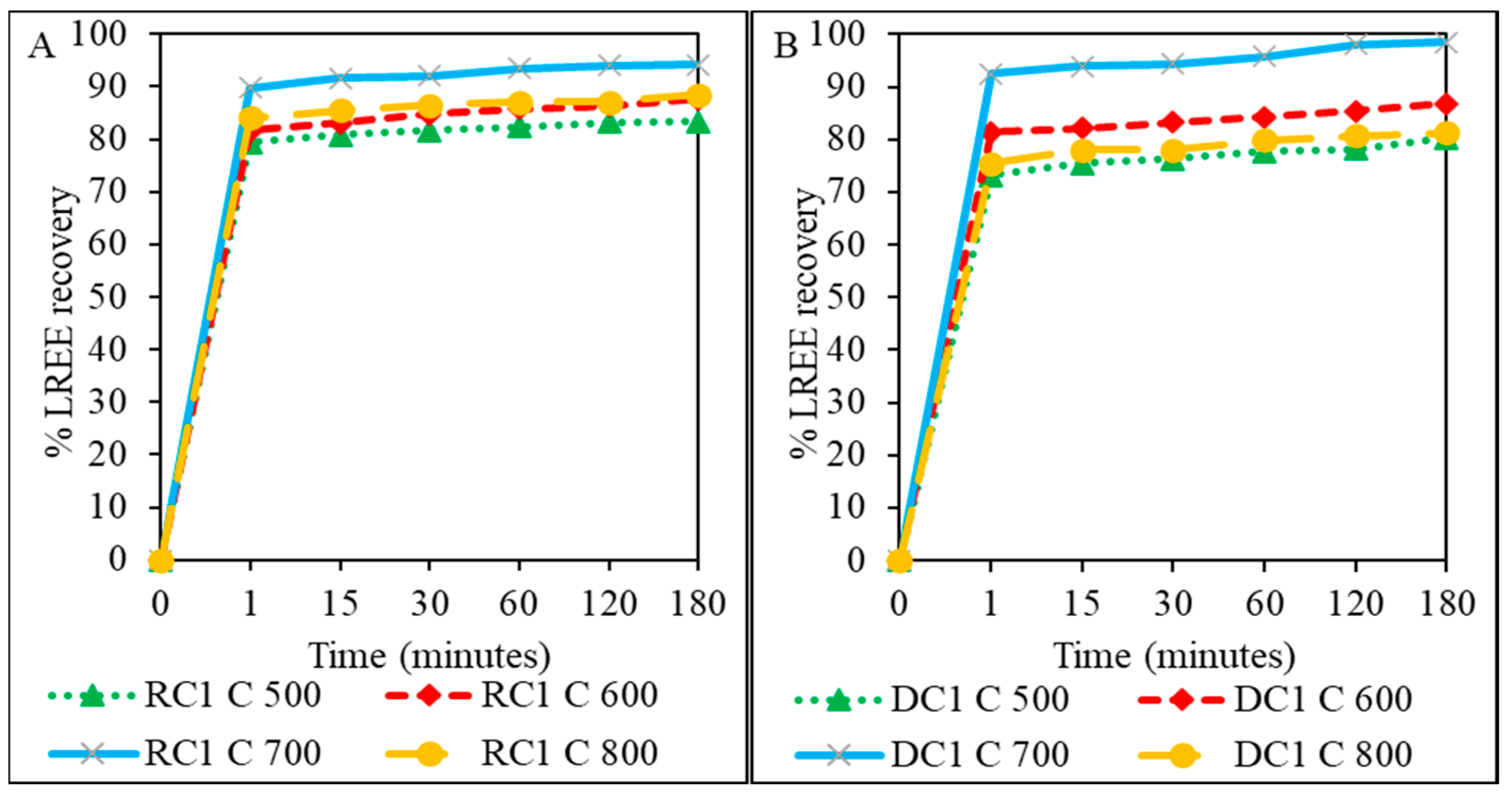
3.5. The Influence of Calcination Pre-Treatment on Subsequent % HREEs and % LREEs Leaching Recovery
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Long, K.R.; Van Gosen, B.S.; Foley, N.K.; Cordier, D. The Principal Rare Earth Elements Deposits of the United States—A Summary of Domestic Deposits and a Global Perspective. Available online: https://pubs.usgs.gov/sir/2010/5220/ (accessed on 10 May 2022).
- Van Gosen, B.S.; Verplanck, P.L.; Seal, R.R., II; Long, K.R.; Gambogi, J. Critical Mineral Resources of the United States-Economic and Environmental Geology and Prospects for Future Supply. Available online: https://pubs.usgs.gov/pp/1802/o/pp1802o.pdf (accessed on 17 May 2022).
- Seredin, V.V.; Dai, S. Coal deposits as potential alternative sources for lanthanides and yttrium. Int. J. Coal Geol. 2012, 94, 67–93. [Google Scholar] [CrossRef]
- Eterigho-Ikelegbe, O.; Harrar, H.; Bada, S. Rare earth elements from coal and coal discard—A review. Miner. Eng. 2021, 173, 107187. [Google Scholar] [CrossRef]
- Goonan, T.G. Rare Earth Elements-End Use and Recyclability Scientific Investigations. Available online: https://pubs.usgs.gov/sir/2011/5094/pdf/sir2011-5094.pdf (accessed on 17 May 2022).
- Humphries, M. Rare Earth Elements: The Global Supply Chain. Available online: https://sgp.fas.org/crs/natsec/R41347.pdf (accessed on 19 May 2022).
- Dushyantha, N.; Batapola, N.; Ilankoon, I.M.S.K.; Rohitha, S.; Premasiri, R.; Abeysinghe, B.; Ratnayake, N.; Dissanayake, K. The story of rare earth elements (REEs): Occurrences, global distribution, genesis, geology, mineralogy and global production. Ore Geol. Rev. 2020, 122, 103521. [Google Scholar] [CrossRef]
- Connelly, N.G. Nomenclature of Inorganic Chemistry—IUPAC Recommendations 2005. Chem. Int. 2005, 27, 25–26. [Google Scholar] [CrossRef]
- Zhang, W.; Rezaee, M.; Bhagavatula, A.; Li, Y.; Groppo, J.; Honaker, R. A review of the occurrence and promising recovery methods of rare earth elements from coal and coal by-products. Int. J. Coal Prep. Util. 2015, 35, 295–330. [Google Scholar] [CrossRef]
- Jordens, A.; Cheng, Y.P.; Waters, K.E. A review of the beneficiation of rare earth element bearing minerals. Miner. Eng. 2013, 41, 97–114. [Google Scholar] [CrossRef]
- Yang, X. Leaching Characteristics of Rare Earth Elements from Bituminous Coal-Based Sources. Ph.D. Dissertation, University of Kentucky, Lexington, KY, USA, 2019. [Google Scholar]
- Pandey, B.D. Rare metals extraction from non-ferrous resources in India: Present status and prospects of R&D. In Proceedings of the 15th International Conference on Non -Ferrous Metals, Hotel Oberol Grand, Kolkata, India, 8–9 July 2011. [Google Scholar]
- Kumari, A.; Panda, R.; Jha, M.K.; Kumar, J.R.; Lee, J.Y. Process development to Recover rare earth metals from monazite mineral: A review. Miner. Eng. 2015, 79, 102–115. [Google Scholar] [CrossRef]
- Shen, Y.; Moomy, R.; Eggert, R.G. China’s public policies toward rare earths, 1975–2018. Miner. Econ. 2020, 33, 127–151. [Google Scholar] [CrossRef] [Green Version]
- Honaker, R.; Groppo, J.; Bhagavatula, A.; Rezaee, M.; Zhang, W. Recovery of Rare Earth Minerals and Elements from Coal and Coal Byproducts. In Proceedings of the International Coal Preparation Conference, Louisville, KY, USA, 28 June–1 July 2016. [Google Scholar]
- Dushyantha, N.; Hemalal, P.V.A.; Jayawardena, C.L.; Ratnayake, A.S.; Ratnayake, N. Application of geochemical techniques for prospecting unconventional phosphate sources: A case study of the lake sediments in Eppawala area Sri Lanka. J. Geochem. Explor. 2019, 201, 113–124. [Google Scholar] [CrossRef]
- Honaker, R.; Groppo, J. Rare Earth Element Production from Coal. Available online: https://pem.engr.uky.edu/sites/pem/files/Honaker.pdf (accessed on 28 March 2022).
- Reid, I. Non-Energy Uses of Coal. Available online: https://www.sustainable-carbon.org/report/non-energy-uses-of-coal-report-ccc291/ (accessed on 15 March 2022).
- Zhang, W.; Honaker, R.Q. Rare earth elements recovery using staged precipitation from a leachate generated from coarse coal refuse. Int. J. Coal Geol. 2018, 195, 189–199. [Google Scholar] [CrossRef]
- Zhang, W.; Noble, A.; Yang, X.; Honaker, R. A comprehensive review of rare earth elements recovery from coal-related materials. Minerals 2020, 10, 451. [Google Scholar] [CrossRef]
- Seredin, V.V. Rare earth element-bearing coals from the Russian Far East deposits. Int. J. Coal Geol. 1996, 30, 101–129. [Google Scholar] [CrossRef]
- Zheng, L.; Liu, G.; Chou, C.-L.; Qi, C.; Zhang, Y. Geochemistry of rare earth elements in Permian coals from the Huaibei Coalfield. China. J. Asian Earth Sci. 2007, 31, 167–176. [Google Scholar] [CrossRef]
- Ketris, M.P.; Yudovich, Y.E. Estimations of Clarkes for Carbonaceous biolithes: World averages for trace element contents in black shales and coals. Int. J. Coal Geol. 2009, 78, 135–148. [Google Scholar] [CrossRef]
- Karayigit, A.I.; Gayer, R.A.; Querol, X.; Onacak, T. Contents of major and trace elements in feed coals from Turkish coal-fired power plants. Int. J. Coal Geol. 2000, 44, 169–184. [Google Scholar] [CrossRef]
- Faure, K. Mineralogy and Geochemistry of the Carbonaceous Mudstones, and Coal Petrogenesis of the Grootegeluk Formation in the Waterberg Coalfield, South Africa. Ph.D. Dissertation, University of Cape Town, Cape Town, South Africa, 1993. [Google Scholar]
- Wagner, N.J.; Matiane, A. Rare earth elements in select Main Karoo Basin (South Africa) coal and coal ash samples. Int. J. Coal Geol. 2018, 196, 82–92. [Google Scholar] [CrossRef]
- Harrar, H.; Eterigho-Ikelegbe, O.; Modiga, A.; Bada, S. Mineralogy and distribution of rare earth elements in the Waterberg coalfield high ash coals. Miner. Eng. 2022, 183, 107611. [Google Scholar] [CrossRef]
- Kolker, A.; Scott, C.; Hower, J.C.; Vazquez, J.A.; Lopano, C.L.; Dai, S. Distribution of rare earth elements in coal combustion fly ash, determined by SHRIMP-RG ion microprobe. Int. J. Coal Geol. 2017, 184, 1–10. [Google Scholar] [CrossRef]
- Huang, Q.; Noble, A.; Herbst, J.; Honaker, R. Liberation and release of rare earth minerals from Middle Kittanning, Fire Clay, and West Kentucky No. 13 coal sources. Powder Technol. 2018, 332, 42–252. [Google Scholar] [CrossRef] [Green Version]
- Luttrell, G.; Kiser, M.J.; Yoon, R.H.; Bhagavatula, A.; Rezaee, M.; Honaker, R.Q. Rare earth element concentrations in product streams of coal preparation plants in the eastern United States. In Proceedings of the Society for Mining, Metallurgy and Exploration Annual Meeting, Phoenix, AZ, USA, 21–24 February 2016. [Google Scholar]
- Mills, S.J. Coal Use in the New Economies of China, India and South Africa. Available online: https://usea.org/sites/default/files/012010_Coal%20use%20in%20the%20new%20economies%20of%20China%2C%20India%20and%20South%20Africa_ccc161.pdf (accessed on 12 March 2022).
- Wood, L. South Africa Coal Mining Report 2019 including Coal Testing and Laboratories, CISION PR Newswire. Available online: https://www.prnewswire.com/news-releases/south-africa-coal-mining-report-2019-including-coal-testing-and-laboratories-300945607.html (accessed on 25 November 2021).
- Kiser, M.J. New Methodologies for the Characterization and Separation of Rare Earth Elements Present in Coal. Ph.D. Dissertation, Virginia Polytechnic Institute and State University, Blacksburg, VA, USA, 2015. [Google Scholar]
- Gao, L.; Chen, Y. A study on the rare earth ore containing scandium by high gradient magnetic separation. J. Rare Earths 2010, 28, 622–626. [Google Scholar] [CrossRef]
- Alaoui, A.; El Kacemi, K.; El Ass, K.; Kitane, S. Application of Box-Behnken design to determine the optimal conditions of reductive leaching of MnO2 from manganese mine tailings. Russ. J. Non-Ferr. 2015, 56, 134–141. [Google Scholar] [CrossRef]
- Abdulsalam, J.; Mulopo, J.; Bada, S.; Oboirien, B.; Falcon, R. Experimental evaluation of activated carbon derived from South Africa discard coal for natural gas storage. Int. J. Coal Sci. Technol. 2019, 6, 459–477. [Google Scholar] [CrossRef] [Green Version]
- Zhang, W.; Honaker, R. Characterization and recovery of rare earth elements and other critical metals (Co, Cr, Li, Mn, Sr, and V) from the calcination products of a coal refuse sample. Fuel 2020, 267, 117236. [Google Scholar] [CrossRef]
- Dai, S.; Finkelman, R.B. Coal as a promising source of critical elements: Progress and future prospects. Int. J. Coal Geol. 2018, 186, 155–164. [Google Scholar] [CrossRef]
- Zhang, W.; Honaker, R. Calcination pretreatment effects on acid leaching characteristics of rare earth elements from middlings and coarse refuse material associated with a bituminous coal source. Fuel 2019, 249, 130–145. [Google Scholar] [CrossRef]
- Yang, X.; Werner, J.; Honaker, R.Q. Leaching of rare Earth elements from an Illinois basin coal source. J. Rare Earths 2019, 37, 312–321. [Google Scholar] [CrossRef]
- Laudal, D.A.; Benson, S.A.; Addleman, R.S.; Palo, D. Leaching behavior of rare earth elements in Fort Union lignite coals of North America. Int. J. Coal Geol. 2018, 191, 112–124. [Google Scholar] [CrossRef] [Green Version]
- Kim, R.; Cho, H.; Han, K.N.; Kim, K.; Mun, M. Optimization of acid leaching of rare-earth elements from mongolian apatite-based ore. Minerals 2016, 6, 63. [Google Scholar] [CrossRef] [Green Version]
- Chen, S.; Feng, Z.; Wang, M.; Zhao, L.; Yu, Z.; Xia, C.; Huang, X. Leaching kinetic study of sulfuric acid roasted mixed-type rare earth concentrate for reducing the solid-waste production and chemical consumption. J. Clean. Prod. 2020, 260, 120989. [Google Scholar] [CrossRef]
- Yang, X.; Honaker, R. Leaching kinetics of rare earth elements from fire clay seam coal. Minerals 2020, 10, 491. [Google Scholar] [CrossRef]
- Colina, F.G.; Esplugas, S.; Costa, J. High temperature reaction of kaolin with inorganic acids. Br. Ceram. Trans. 2001, 100, 203–206. [Google Scholar] [CrossRef]
- Teimouri, S. Feasibility Study on the Use of Imidazolium-Based Ionic Liquids in the Extraction of Gold. Master’s Thesis, University of the Witwatersrand, Johannesburg, South Africa, 2020. [Google Scholar]
- Amine, M.; Asafar, F.; Bilali, L.; Nadifiyine, M. Hydrochloric Acid Leaching Study of Rare Earth Elements from Moroccan Phosphate. J. Chem. 2019, 2019, 1–6. [Google Scholar] [CrossRef] [Green Version]
- Whitcomb, P. Exciting New Features in Design-Expert-V11 and Beyond. Presented by Pat Whitcomb Founder and Principle. In Proceedings of the Stat-Ease European User Conference, Munich, Germany, 4–6 June 2018. [Google Scholar]
- Ji, B.; Zhang, W. Rare earth elements (REEs) recovery and porous silica preparation from kaolinite. Powder Technol. 2021, 391, 522–531. [Google Scholar] [CrossRef]
- Mashaba, P.M.; Abdulsalam, J.; Bada, S.O. Application of the response surface methodology to optimize the characteristics of weathered discard coals using the W/O HIP emulsion technique. Int. J. Coal Prep. Util. 2022, 1–16. [Google Scholar] [CrossRef]
- Bandara, A.M.T.S.; Senanayake, G. Leachability of rare-earth, calcium and minor metal ions from natural Fluorapatite in perchloric, hydrochloric, nitric and phosphoric acid solutions: Effect of proton activity and anion participation. Hydrometallurgy 2015, 153, 179–189. [Google Scholar] [CrossRef]
- Li, M.; Zhang, X.W.; Liu, Z.G.; Wang, M.T.; Liu, J.; Yang, J.P. Mixed rare earth Mixed rare earth concentrates leaching with HCl-AlCl3 solution. Rare Met. 2013, 32, 312–317. [Google Scholar] [CrossRef] [Green Version]
- Cao, S.; Zhou, C.; Pan, J.; Liu, C.; Tang, M.; Ji, W.; Hu, T.; Zhang, N. Study on influence factors of leaching of rare earth elements from coal fly ash. Energy Fuels 2018, 32, 8000–8005. [Google Scholar] [CrossRef]
- Ernest, Z. What Percent Error is Too High?|Socratic. Available online: https://socratic.org/questions/what-percent-error-is-too-high (accessed on 5 December 2021).
- Laudal, D.A. Evaluation of Rare Earth Element Extraction from North Dakota Coal-Related Feed Stocks. Ph.D. Dissertation, University of North Dakota, Grand Forks, ND, USA, 2017. [Google Scholar]
- Bandara, A.M.T.S.; Senanayake, G. Dissolution of calcium, phosphate, fluoride and rare earth elements (REEs) from a disc of natural fluorapatite mineral (FAP) in perchloric, hydrochloric, nitric, sulphuric and phosphoric acid solutions: A kinetic model and comparative batch leaching of major and minor elements from FAP and RE-FAP concentrate. Hydrometallurgy 2019, 184, 218–236. [Google Scholar]
- Honaker, R.Q.; Zhang, W.; Werner, J. Acid Leaching of Rare Earth Elements from Coal and Coal Ash: Implications for Using Fluidized Bed Combustion to Assist in the Recovery of Critical Materials. Energy Fuels 2019, 33, 5971–5980. [Google Scholar] [CrossRef]
- Zhang, W.; Honaker, R. Enhanced leachability of rare earth elements from calcined products of bituminous coals. Miner. Eng. 2019, 142, 105935. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Run | Factor 1 A: HCl Concentration (M) | Factor 2 B: Solid/Liquid (g/L) | Factor 3 C: Temperature (°C) |
|---|---|---|---|
| 1 | 0.5 | 25 | 30 |
| 2 | 1.25 | 40 | 50 |
| 3 | 1.25 | 40 | 30 |
| 4 | 1.25 | 10 | 30 |
| 5 | 1.25 | 25 | 40 |
| 6 | 0.5 | 10 | 40 |
| 7 | 1.25 | 25 | 40 |
| 8 | 2 | 40 | 40 |
| 9 | 1.25 | 10 | 50 |
| 10 | 0.5 | 40 | 40 |
| 11 | 2 | 25 | 30 |
| 12 | 2 | 10 | 40 |
| 13 | 0.5 | 25 | 50 |
| 14 | 2 | 25 | 50 |
| 15 | 1.25 | 25 | 40 |
| REE Native Elements (Concentration in ppm) | RC1 500 °C | DC1 500 °C | RC1 600 °C | DC1 600 °C | RC1 700 °C | DC1 700 °C | RC1 800 °C | DC1 800 °C |
|---|---|---|---|---|---|---|---|---|
| La | 55.93 | 60.88 | 59.70 | 66.55 | 64.66 | 69.85 | 67.47 | 75.14 |
| Ce | 117.28 | 130.10 | 125.20 | 142.21 | 135.59 | 149.27 | 141.49 | 160.56 |
| Pr | 12.41 | 13.57 | 13.25 | 14.83 | 14.35 | 15.56 | 14.97 | 16.74 |
| Nd | 47.85 | 50.54 | 51.09 | 55.24 | 55.33 | 57.98 | 57.73 | 62.37 |
| Sm | 8.69 | 9.23 | 9.28 | 10.09 | 10.05 | 10.59 | 10.49 | 11.39 |
| Eu | 1.58 | 1.43 | 1.69 | 1.56 | 1.83 | 1.64 | 1.91 | 1.76 |
| Gd | 7.04 | 6.57 | 7.52 | 7.19 | 8.14 | 7.54 | 8.50 | 8.11 |
| Tb | 0.97 | 0.89 | 1.03 | 0.97 | 1.12 | 1.02 | 1.17 | 1.09 |
| Dy | 5.07 | 4.78 | 5.41 | 5.23 | 5.86 | 5.49 | 6.12 | 5.90 |
| Ho | 0.89 | 0.85 | 0.95 | 0.93 | 1.03 | 0.97 | 1.07 | 1.05 |
| Er | 2.30 | 2.21 | 2.46 | 2.42 | 2.66 | 2.54 | 2.78 | 2.73 |
| Tm | 0.26 | 0.29 | 0.28 | 0.32 | 0.30 | 0.34 | 0.32 | 0.36 |
| Yb | 1.65 | 1.93 | 1.76 | 2.11 | 1.90 | 2.22 | 1.99 | 2.38 |
| Lu | 0.26 | 0.20 | 0.28 | 0.22 | 0.30 | 0.23 | 0.32 | 0.25 |
| Sc | 14.75 | 13.24 | 15.75 | 14.48 | 17.06 | 15.19 | 17.80 | 16.34 |
| Y | 23.29 | 19.90 | 24.87 | 21.75 | 26.93 | 22.83 | 28.10 | 24.56 |
| ∑TREEs | 300.29 | 316.59 | 320.58 | 346.04 | 347.19 | 363.22 | 362.29 | 390.70 |
| ∑HREEs | 56.53 | 50.91 | 60.34 | 55.65 | 65.35 | 58.41 | 68.20 | 62.83 |
| ∑LREEs | 243.76 | 265.77 | 260.24 | 290.50 | 281.83 | 304.92 | 294.09 | 327.99 |
| ∑CREEs | 156.12 | 153.87 | 169.01 | 168.18 | 180.50 | 176.53 | 188.35 | 189.89 |
| ∑UCREEs | 78.57 | 90.17 | 89.77 | 98.55 | 97.22 | 103.45 | 101.44 | 111.28 |
| Coutlook | 1.98 | 1.70 | 1.88 | 1.70 | 1.85 | 1.70 | 1.85 | 1.70 |
| LREEs:HREEs | 4.31 | 5.21 | 4.31 | 5.21 | 4.31 | 5.21 | 4.31 | 5.21 |
| % CREEs | 35.96 | 32.50 | 38.39 | 35.53 | 41.58 | 37.29 | 43.38 | 40.11 |
| % UCREEs | 37.29 | 36.73 | 39.81 | 40.15 | 43.12 | 42.15 | 44.99 | 45.34 |
| Run | Factor 1 A: HCl Concentration (M) | Factor 2 B: S:L (g/L) | Factor 3 C: Temperature (°C) | Experimental REE Recovery % | Predicted REE Recovery % |
|---|---|---|---|---|---|
| 1 | 0.5 | 25 | 30 | 6.92 | 6.71 |
| 2 | 1.25 | 40 | 50 | 10.1 | 13.78 |
| 3 | 1.25 | 40 | 30 | 6.91 | 6.87 |
| 4 | 1.25 | 10 | 30 | 8.59 | 10.12 |
| 5 | 1.25 | 25 | 40 | 7.18 | 11.95 |
| 6 | 0.5 | 10 | 40 | 11.84 | 11.79 |
| 7 | 1.25 | 25 | 40 | 18.34 | 11.95 |
| 8 | 2 | 40 | 40 | 11.56 | 12.11 |
| 9 | 1.25 | 10 | 50 | 16.46 | 17.03 |
| 10 | 0.5 | 40 | 40 | 9.76 | 8.54 |
| 11 | 2 | 25 | 30 | 9.99 | 10.28 |
| 12 | 2 | 10 | 40 | 14.44 | 15.36 |
| 13 | 0.5 | 25 | 50 | 13.33 | 13.62 |
| 14 | 2 | 25 | 50 | 20.16 | 17.19 |
| 15 | 1.25 | 25 | 40 | 13.66 | 11.95 |
| Run | Factor 1 A: HCl Concentration (M) | Factor 2 B: S/L (g/L) | Factor 3 C: Temperature (°C) | Experimental REE Recovery % | Predicted REE Recovery % |
|---|---|---|---|---|---|
| 1 | 0.5 | 25 | 30 | 24.55 | 25.99 |
| 2 | 1.25 | 40 | 50 | 32.10 | 30.44 |
| 3 | 1.25 | 40 | 30 | 26.43 | 23.93 |
| 4 | 1.25 | 10 | 30 | 34.32 | 32.49 |
| 5 | 1.25 | 25 | 40 | 30.32 | 31.47 |
| 6 | 0.5 | 10 | 40 | 35.24 | 33.52 |
| 7 | 1.25 | 25 | 40 | 34.33 | 31.47 |
| 8 | 2 | 40 | 40 | 28.39 | 29.41 |
| 9 | 1.25 | 10 | 50 | 38.32 | 39.00 |
| 10 | 0.5 | 40 | 40 | 24.31 | 24.96 |
| 11 | 2 | 25 | 30 | 28.14 | 30.44 |
| 12 | 2 | 10 | 40 | 37.23 | 37.97 |
| 13 | 0.5 | 25 | 50 | 30.39 | 32.50 |
| 14 | 2 | 25 | 50 | 38.59 | 36.95 |
| 15 | 1.25 | 25 | 40 | 32.04 | 31.47 |
| Source | Sum of Squares | Mean Square | F-Value | Remark | Source | Sum of Squares |
|---|---|---|---|---|---|---|
| Model (% REE recovery) | 142.18 | 47.39 | 5.52 | Significant | Model (% REE recovery) | 142.18 |
| A-Concentration | 25.56 | 25.56 | 2.98 | Significant | A-Concentration | 25.56 |
| B-Solid:liquid ratio | 21.13 | 21.13 | 2.46 | Significant | B-Solid:liquid ratio | 21.13 |
| C-Temperature | 95.5 | 95.5 | 11.13 | Significant | C-Temperature | 95.5 |
| Residual | 94.39 | 8.58 | Residual | 94.39 | ||
| Lack of Fit | 31.58 | 3.51 | 0.11 | Not Significant | Lack of Fit | 31.58 |
| Pure Error | 62.81 | 31.41 | Pure Error | 62.81 | ||
| Cor Total | 236.57 | Cor Total | 236.57 | |||
| R2 | 0.891 | R2 | 0.891 | |||
| Adjusted R2 | 0.8822 | Adjusted R2 | 0.8822 | |||
| Predicted R2 | 0.8749 | Predicted R2 | 0.8749 | |||
| Adequate Precision | 6.9313 | Adequate Precision | 6.9313 |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value | Remark |
|---|---|---|---|---|---|---|
| Model (% REE recovery) | 270.95 | 3 | 90.32 | 22.81 | 0.0001 | Significant |
| A-Concentration | 39.60 | 1 | 39.60 | 10.00 | 0.0090 | Significant |
| B-Solid:liquid ratio | 146.57 | 1 | 146.57 | 37.02 | 0.0001 | Significant |
| C-Temperature | 84.77 | 1 | 84.77 | 21.41 | 0.0007 | Significant |
| Residual | 43.56 | 11 | 3.96 | |||
| Lack of Fit | 35.45 | 9 | 3.94 | 0.97 | 0.6043 | Not significant |
| Pure Error | 8.11 | 2 | 4.05 | |||
| Cor Total | 314.50 | 14 | ||||
| R2 | 0.9133 | |||||
| Adjusted R2 | 0.8937 | |||||
| Predicted R2 | 0.8744 | |||||
| Adequate Precision | 14.6668 |
| Parameter Constraints | Goal | Lower Limit | Upper Limit |
|---|---|---|---|
| A: Concentration (M) | is in range | 0.5 | 2 |
| B: Solid:liquid ratio (g/L) | is in range | 10 | 40 |
| C: Temperature (°C) | is in range | 30 | 50 |
| % REE leaching recovery after 3 h | maximise | 6.91 | 20.16 |
| Solution | A: HCl Concentration (M) | B: Solid:Liquid Ratio (g/L) | C: Temperature (°C) | % REE Leaching Recovery (3 h) | Desirability | Remark |
|---|---|---|---|---|---|---|
| (RC1) 1 | 2.00 | 10.00 | 50.00 | 18.81 | 0.90 | |
| (RC1) 2 | 2.00 | 10.00 | 50.00 | 18.81 | 0.90 | |
| (RC1) 3 | 2.00 | 10.12 | 50.00 | 18.80 | 0.89 | |
| (DC1) 1 | 2.00 | 10.00 | 50.00 | 41.01 | 1.00 | |
| (DC1) 2 | 1.98 | 10.16 | 49.73 | 41.03 | 1.00 | |
| (DC1) 3 | 1.99 | 10.10 | 49.97 | 41.14 | 1.00 |
| Solution 1 Response | Predicted Mean | Predicted Median | Std Dev | 95% Cl Low for Mean | 95% Cl High for Mean |
|---|---|---|---|---|---|
| RC1 % REE leaching recovery after 3 hrs | 18.82 | 18.82 | 2.93 | 14.53 | 23.10 |
| DC1 % REE leaching recovery after 3 hrs | 41.04 | 41.04 | 1.99 | 38.16 | 43.91 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hamza, H.; Eterigho-Ikelegbe, O.; Jibril, A.; Bada, S.O. Application of the Response Surface Methodology to Optimise the Leaching Process and Recovery of Rare Earth Elements from Discard and Run of Mine Coal. Minerals 2022, 12, 938. https://doi.org/10.3390/min12080938
Hamza H, Eterigho-Ikelegbe O, Jibril A, Bada SO. Application of the Response Surface Methodology to Optimise the Leaching Process and Recovery of Rare Earth Elements from Discard and Run of Mine Coal. Minerals. 2022; 12(8):938. https://doi.org/10.3390/min12080938
Chicago/Turabian StyleHamza, Harrar, Orevaoghene Eterigho-Ikelegbe, Abdulsalam Jibril, and Samson Oluwaseyi Bada. 2022. "Application of the Response Surface Methodology to Optimise the Leaching Process and Recovery of Rare Earth Elements from Discard and Run of Mine Coal" Minerals 12, no. 8: 938. https://doi.org/10.3390/min12080938