


The Correlation between Macroscopic Image and Object Properties with Bubble Size in Flotation

 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
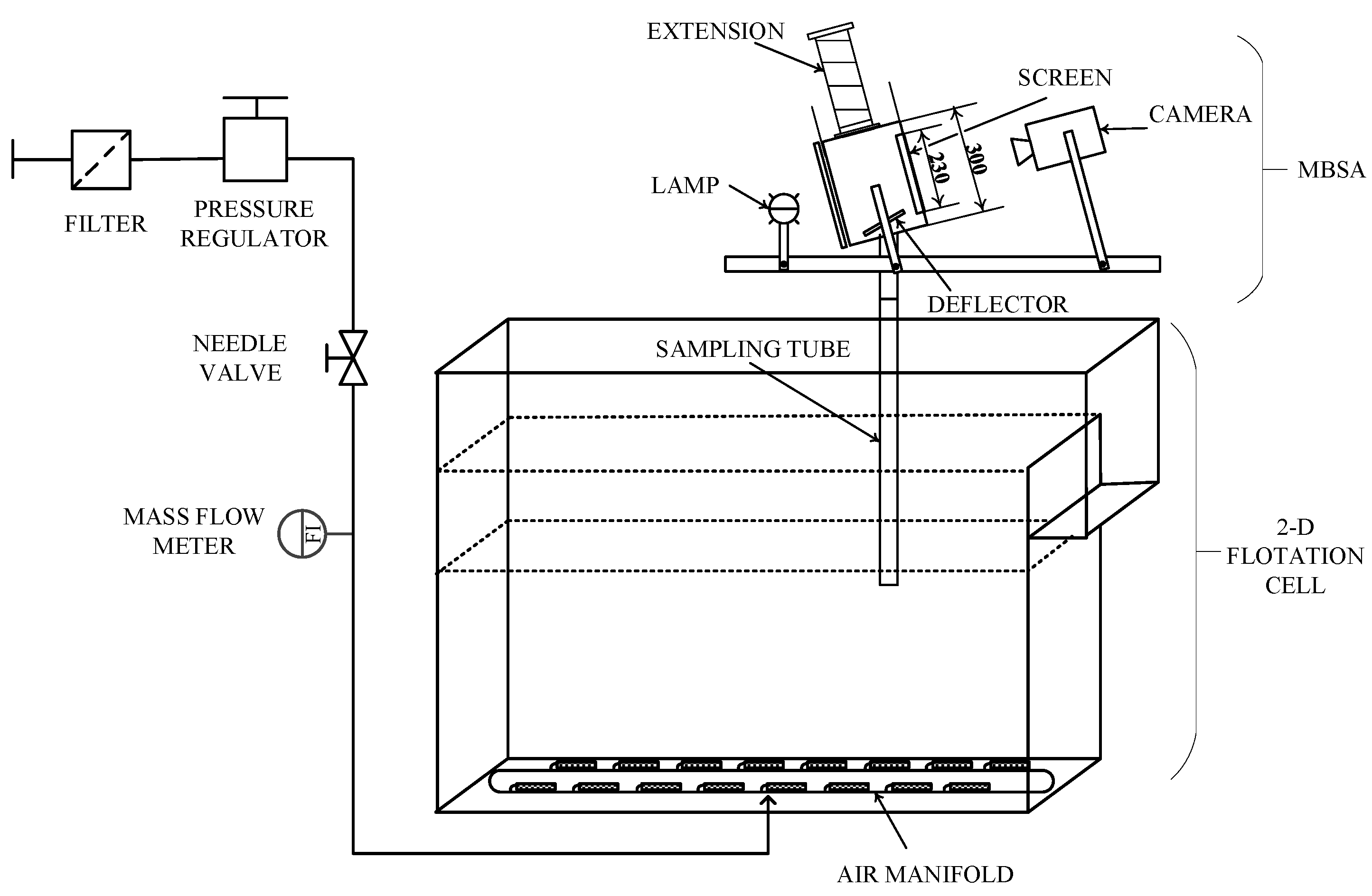
2.1. Experimental Procedure
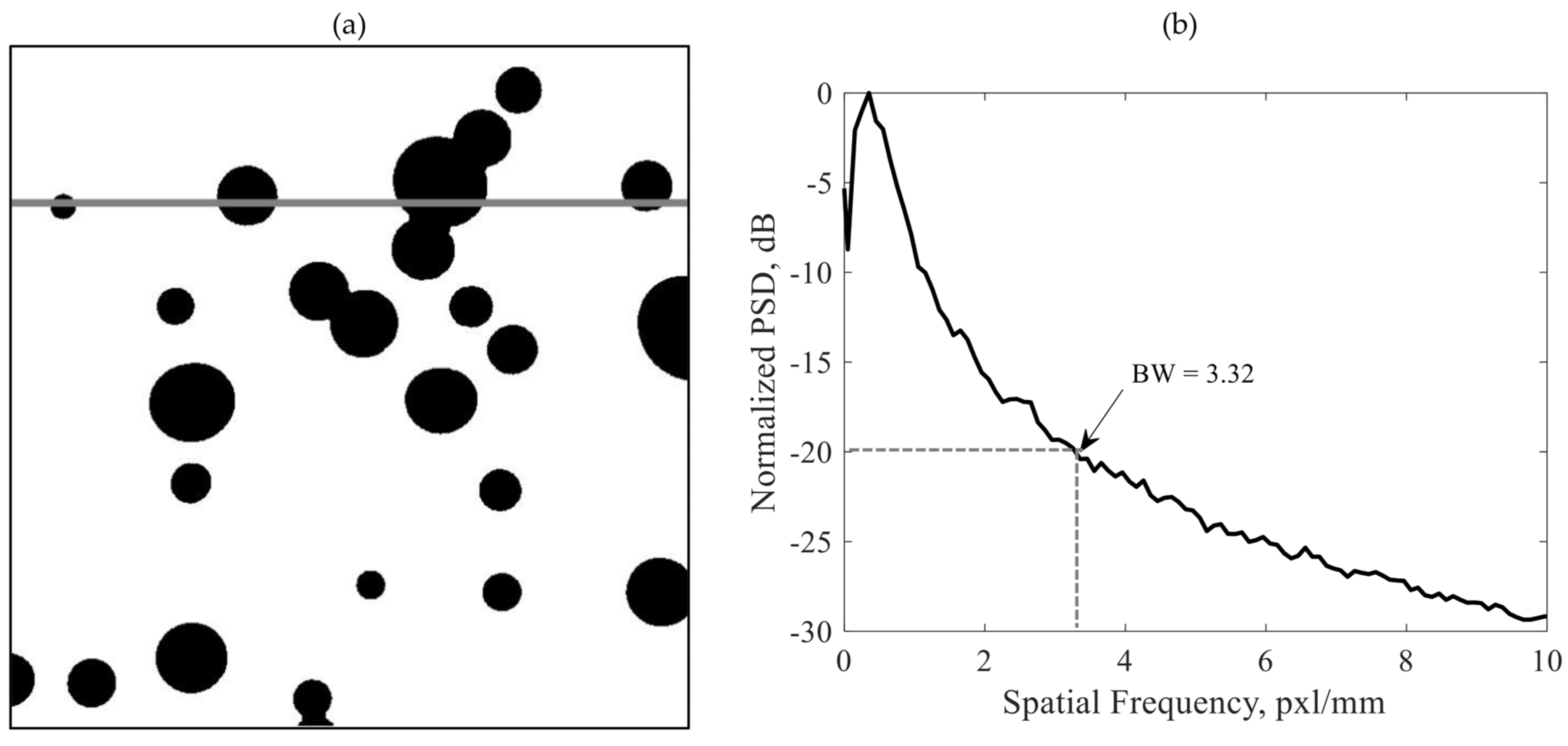
2.2. Semiautomated Image Processing
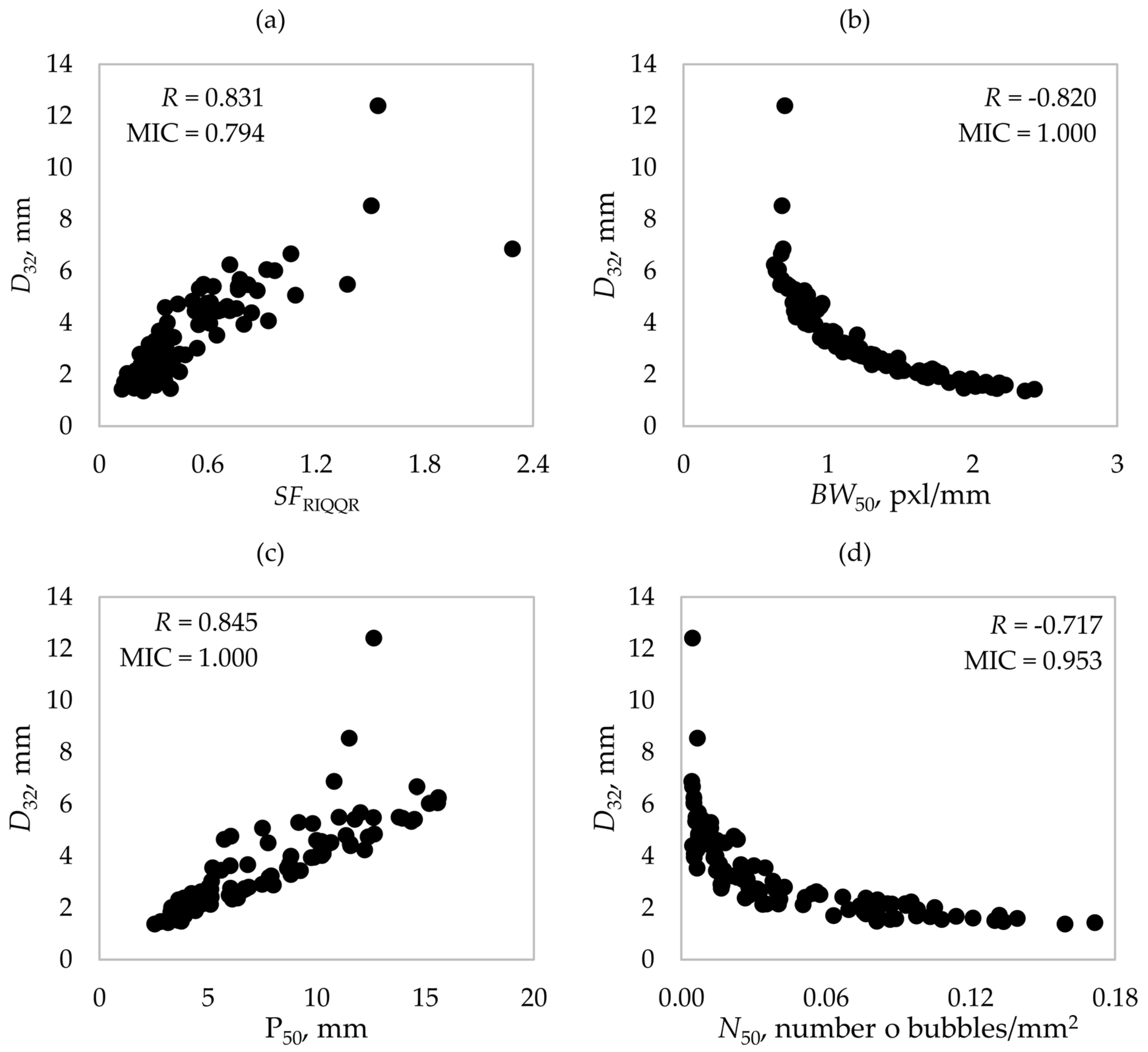
2.3. Region Properties and Their Association with Bubble Size
3. Results
4. Conclusions
- Several image and object properties showed moderate or strong correlations, linear and non-linear, with the Sauter diameter.
- The maximal information coefficient was successfully used to detect non-linear associations between image and object properties with bubble size. These associations were not clearly detected with the coefficient of correlation. The strongest associations were observed with the median of the spatial bandwidth, median of the equivalent diameter, relative standard deviation of the aspect ratio, and median of the number of objects per unit area.
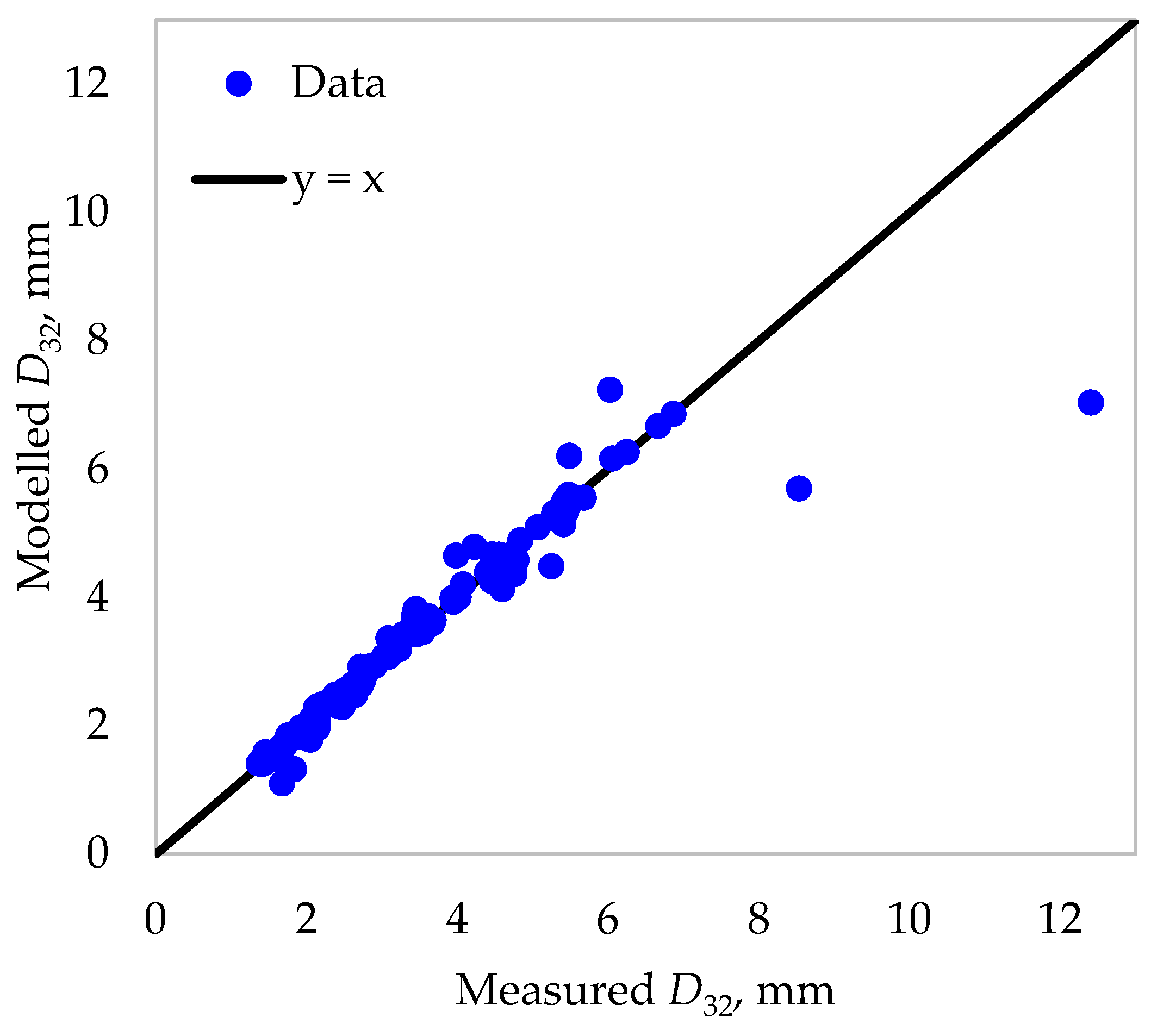
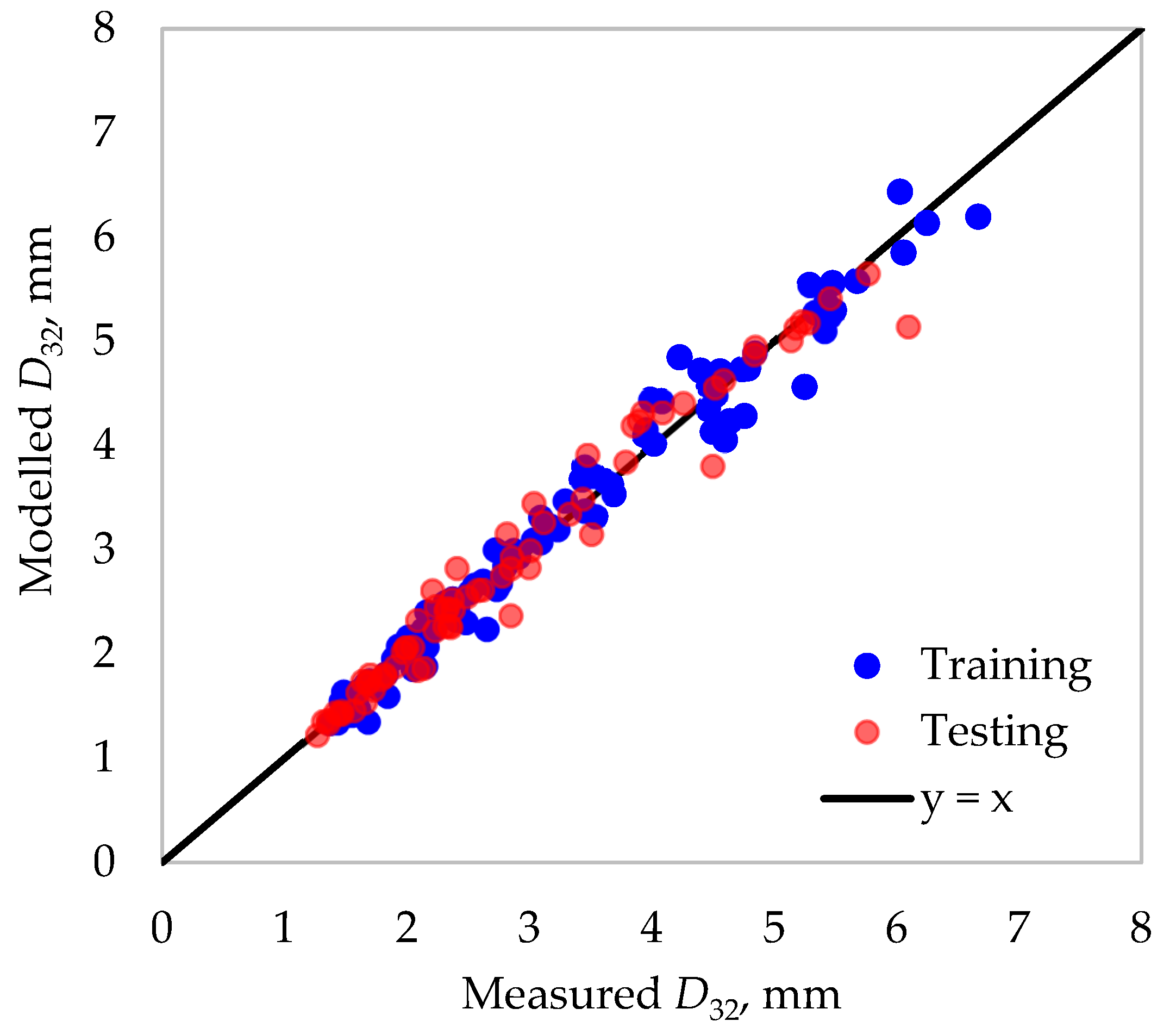
- After removing churn-turbulent conditions and linearizing non-linear associations, a multivariable linear model was proposed, which was able to estimate bubble size in the range 1.3–6.7 mm. This model was obtained from four predictors: median of the circularity, relative interquartile range of the equivalent diameter, relative standard deviation of the number of elements per unit area, and median of the spatial bandwidth. These predictors were chosen from the best subset of all possible linear models, minimizing PRESS.
- The linear model was successfully tested on 72 independent datasets, which showed the generalizability of the model structure.
Author Contributions
Funding
Conflicts of Interest
Appendix A

Appendix B

Appendix C

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Title | p-Values | 95% Confidence Intervals |
|---|---|---|
| Constant | 0.0453 | (0.0242, 2.25) |
| C50 | 0.000420 | (−2.78, −0.822) |
| EDIQR | 6.90 × 10−11 | (0.573, 0.997) |
| NRSD | 2.14 × 10−5 | (0.843, 2.19) |
| BW50 | 1.11 × 10−43 | (3.22, 3.76) |
References
- Gorain, B.K.; Franzidis, J.P.; Manlapig, E.V. Studies on impeller type, impeller speed and air flow rate in an industrial scale flotation cell. Part 4: Effect of bubble surface area flux on flotation performance. Miner. Eng. 1997, 10, 367–379. [Google Scholar] [CrossRef]
- Gorain, B.K.; Napier-Munn, T.J.; Franzidis, J.-P.; Manlapig, E.V. Studies on impeller type, impeller speed and air flow rate in an industrial scale flotation cell. Part 5: Validation of k-Sb relationship and effect of froth depth. Miner. Eng. 1998, 11, 615–626. [Google Scholar] [CrossRef]
- Finch, J.A.; Dobby, G.S. Column Flotation; Pergamon Press: Oxford, UK, 1990. [Google Scholar]
- Rojas, I.; Vinnett, L.; Yianatos, J.; Iriarte, V. Froth transport characterization in a two-dimensional flotation cell. Miner. Eng. 2014, 66–68, 40–46. [Google Scholar] [CrossRef]
- Jameson, G.J.; Nam, S.; Young, M.M. Physical factors affecting recovery rates in flotation. Miner. Sci. Eng. 1977, 9, 103–118. [Google Scholar]
- Hernandez-Aguilar, J.; Gomez, C.; Finch, J. A technique for the direct measurement of bubble size distributions in industrial flotation cells. In Proceedings of the 34th Annual Meeting of the Canadian Mineral Processors, Ottawa, ON, Canada, 22–24 January 2002; pp. 389–402. [Google Scholar]
- Mesa, D.; Quintanilla, P.; Reyes, F. Bubble Analyser—An open-source software for bubble size measurement using image analysis. Miner. Eng. 2022, 180, 107497. [Google Scholar] [CrossRef]
- Grau, R.A.; Heiskanen, K. Visual technique for measuring bubble size in flotation machines. Miner. Eng. 2002, 15, 507–513. [Google Scholar] [CrossRef]
- Acuña, C.; Vinnett, L.; Kuan, S.H. Improving image analysis of online bubble size measurements with enhanced algorithms. In Proceedings of the 12th International Mineral Processing Conference, Procemin, Santiago, Chile, 26–28 October 2016. [Google Scholar]
- Bailey, M.; Gomez, C.O.; Finch, J.A. Development and application of an image analysis method for wide bubble size distributions. Miner. Eng. 2005, 18, 1214–1221. [Google Scholar] [CrossRef]
- Sovechles, J.M.; Waters, K.E. Effect of ionic strength on bubble coalescence in inorganic salt and seawater solutions. AIChE J. 2015, 61, 2489–2496. [Google Scholar] [CrossRef]
- Grau, R.A.; Heiskanen, K. Gas dispersion measurements in a flotation cell. Miner. Eng. 2003, 16, 1081–1089. [Google Scholar] [CrossRef]
- Riquelme, A.; Desbiens, A.; Bouchard, J.; del Villar, R. Parameterization of Bubble Size Distribution in Flotation Columns. IFAC Proc. Vol. 2013, 46, 128–133. [Google Scholar] [CrossRef]
- Karn, A.; Ellis, C.; Arndt, R.; Hong, J. An integrative image measurement technique for dense bubbly flows with a wide size distribution. Chem. Eng. Sci. 2015, 122, 240–249. [Google Scholar] [CrossRef]
- Ma, Y.; Yan, G.; Scheuermann, A.; Bringemeier, D.; Kong, X.-Z.; Li, L. Size distribution measurement for densely binding bubbles via image analysis. Exp. Fluids 2014, 55, 1860. [Google Scholar] [CrossRef]
- Grau, R.A.; Heiskanen, K. Bubble size distribution in laboratory scale flotation cells. Miner. Eng. 2005, 18, 1164–1172. [Google Scholar] [CrossRef]
- Lau, Y.M.; Deen, N.G.; Kuipers, J.A.M. Development of an image measurement technique for size distribution in dense bubbly flows. Chem. Eng. Sci. 2013, 94, 20–29. [Google Scholar] [CrossRef]
- Vinnett, L.; Yianatos, J.; Alvarez-Silva, M. Gas dispersion measurements in industrial flotation equipment. In Proceedings of the 8th Copper International Conference, Copper 2013, Santiago, Chile, 1–4 December 2013. [Google Scholar]
- Wang, J.; Forbes, G.; Forbes, E. Frother Characterization Using a Novel Bubble Size Measurement Technique. Appl. Sci. 2022, 12, 750. [Google Scholar] [CrossRef]
- Vinnett, L.; Yianatos, J.; Arismendi, L.; Waters, K.E. Assessment of two automated image processing methods to estimate bubble size in industrial flotation machines. Miner. Eng. 2020, 159, 106636. [Google Scholar] [CrossRef]
- Steinemann, J.; Buchholz, R. Application of an Electrical Conductivity Microprobe for the Characterization of bubble behavior in gas-liquid bubble flow. Part. Part. Syst. Charact. 1984, 1, 102–107. [Google Scholar] [CrossRef]
- Meernik, P.; Yuen, M. An optical method for determining bubble size distributions—Part II: Application to bubble size measurement in a three-phase fluidized bed. J. Fluids Eng. 1988, 110, 332–338. [Google Scholar] [CrossRef]
- Kracht, W.; Emery, X.; Paredes, C. A stochastic approach for measuring bubble size distribution via image analysis. Int. J. Miner. Processing 2013, 121, 6–11. [Google Scholar] [CrossRef]
- Kracht, W.; Moraga, C. Acoustic measurement of the bubble Sauter mean diameter d32. Miner. Eng. 2016, 98, 122–126. [Google Scholar] [CrossRef]
- Vinnett, L.; Alvarez-Silva, M. Indirect estimation of bubble size using visual techniques and superficial gas rate. Miner. Eng. 2015, 81, 5–9. [Google Scholar] [CrossRef]
- Vinnett, L.; Sovechles, J.; Gomez, C.O.; Waters, K.E. An image analysis approach to determine average bubble sizes using one-dimensional Fourier analysis. Miner. Eng. 2018, 126, 160–166. [Google Scholar] [CrossRef]
- Ilonen, J.; Juránek, R.; Eerola, T.; Lensu, L.; Dubská, M.; Zemčík, P.; Kälviäinen, H. Comparison of bubble detectors and size distribution estimators. Pattern Recognit. Lett. 2018, 101, 60–66. [Google Scholar] [CrossRef]
- Bu, X.; Zhou, S.; Sun, M.; Alheshibri, M.; Khan, M.S.; Xie, G.; Chelgani, S.C. Exploring the Relationships between Gas Dispersion Parameters and Differential Pressure Fluctuations in a Column Flotation. ACS Omega 2021, 6, 21900–21908. [Google Scholar] [CrossRef]
- Vinnett, L.; Urriola, B.; Orellana, F.; Guajardo, C.; Esteban, A. Reducing the Presence of Clusters in Bubble Size Measurements for Gas Dispersion Characterizations. Minerals 2022, 12, 1148. [Google Scholar] [CrossRef]
- Saavedra Moreno, Y.; Bournival, G.; Ata, S. Classification of flotation frothers—A statistical approach. Chem. Eng. Sci. 2022, 248, 117252. [Google Scholar] [CrossRef]
- Arends, M.A. Reactivos de Flotación: Evaluación de Colectores y Espumantes; Clariant: Muttenz, Switzerland, 2019. [Google Scholar]
- Grau, R.A. An Investigation of the Effect of Physical and Chemical Variables on Bubble Generation and Coalescence in Laboratory Scale Flotation Cells; Helsinki University of Technology: Helsinki, Finland, 2006. [Google Scholar]
- Reshef, D.N.; Reshef, Y.A.; Finucane, H.K.; Grossman, S.R.; McVean, G.; Turnbaugh, P.J.; Lander, E.S.; Mitzenmacher, M.; Sabeti, P.C. Detecting novel associations in large data sets. Science 2011, 334, 1518–1524. [Google Scholar] [CrossRef] [Green Version]
- Holland, P.W.; Welsch, R.E. Robust regression using iteratively reweighted least-squares. Commun. Stat.-Theory Methods 1977, 6, 813–827. [Google Scholar] [CrossRef]
- Vinnett, L.; Yianatos, J.; Acuña, C.; Cornejo, I. A Method to Detect Abnormal Gas Dispersion Conditions in Flotation Machines. Minerals 2022, 12, 125. [Google Scholar] [CrossRef]
- Vinnett, L.; Yianatos, J.; Alvarez, M. Gas dispersion measurements in mechanical flotation cells: Industrial experience in Chilean concentrators. Miner. Eng. 2014, 57, 12–15. [Google Scholar] [CrossRef]





| Type of Frother | Location | Frother Concentrations, ppm | Superficial Gas Rate, cm/s |
|---|---|---|---|
| MIBC | 1 and 2 | 0, 2, 4, 8, 16 | 0.5, 1.0, 1.5, 2.0, 2.5 |
| AeroFroth® 70 | 1 | 0, 2, 4, 8, 16, 32 | 0.4, 1.2, 2.0 |
| OrePrep® F-507 | 1 | 0, 2, 4, 8, 16, 32 | 0.4, 1.2, 2.0 |
| Flotanol® 9946 | 1 | 0, 2, 4, 8, 16, 32 | 0.4, 1.2, 2.0 |
| Type of Frother | Location | Frother Concentrations, ppm | Superficial Gas Rate, cm/s |
|---|---|---|---|
| AeroFroth® 70 | 2 | 0, 2, 4, 8, 16, 32 | 0.8, 1.6 |
| 0, 2, 8, 32 | 0.4, 1.2, 2.0 | ||
| OrePrep® F-507 | 2 | 0, 2, 4, 8, 16, 32 | 0.8, 1.6 |
| 0, 2, 8, 32 | 0.4, 1.2, 2.0 | ||
| Flotanol® 9946 | 2 | 0, 2, 4, 8, 16, 32 | 0.8, 1.6 |
| 0, 2, 8, 32 | 0.4, 1.2, 2.0 |
| Property | Variable Symbol | Statistical Index |
|---|---|---|
| Shadow Fraction | SF | Median Relative Standard Deviation Relative Interdecile Range Relative Interquintile Range Relative Interquartile Range |
| C | ||
| Aspect Ratio, major axis length/minor axis length | AR | |
| Eccentricity | E | |
| Perimeter, mm | P | |
| Solidity | S | |
| , mm | ED | |
| Number of Objects per mm2, 1/mm2 | N | |
| Spatial Bandwidth, pxl/mm | BW |
| Title | P50 | SFRIQQR | ED50 | NRSD | BW50 | EC50 | ARRSD | C50 | ECRIDR | N50 | AR50 | BWRSD |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| R | 0.838 | 0.831 | 0.829 | 0.822 | −0.820 | 0.766 | 0.762 | −0.750 | −0.730 | −0.717 | 0.700 | 0.650 |
| MIC | 0.942 | 0.794 | 0.960 | 0.859 | 1.000 | 0.813 | 0.969 | 0.754 | 0.798 | 0.953 | 0.813 | 0.477 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vinnett, L.; Cornejo, I.; Yianatos, J.; Acuña, C.; Urriola, B.; Guajardo, C.; Esteban, A. The Correlation between Macroscopic Image and Object Properties with Bubble Size in Flotation. Minerals 2022, 12, 1528. https://doi.org/10.3390/min12121528
Vinnett L, Cornejo I, Yianatos J, Acuña C, Urriola B, Guajardo C, Esteban A. The Correlation between Macroscopic Image and Object Properties with Bubble Size in Flotation. Minerals. 2022; 12(12):1528. https://doi.org/10.3390/min12121528
Chicago/Turabian StyleVinnett, Luis, Iván Cornejo, Juan Yianatos, Claudio Acuña, Benjamín Urriola, Camila Guajardo, and Alex Esteban. 2022. "The Correlation between Macroscopic Image and Object Properties with Bubble Size in Flotation" Minerals 12, no. 12: 1528. https://doi.org/10.3390/min12121528