

Impact of Recycled Process Water on Electrochemical Reactivity of Sulphide Ore


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Grinding
2.3. Dissolution Loop
2.4. Dissolved Oxygen Demand Test
2.5. Adsorption Tests
2.6. EDTA Metal Ion Extraction
3. Results and Discussion
3.1. Effect of Temperature and Fine Milling on the Recycled Water Physicochemical Parameters
Effect of Recycling Process Water on SPC, pH, and ORP
3.2. Dissolved Oxygen Demand
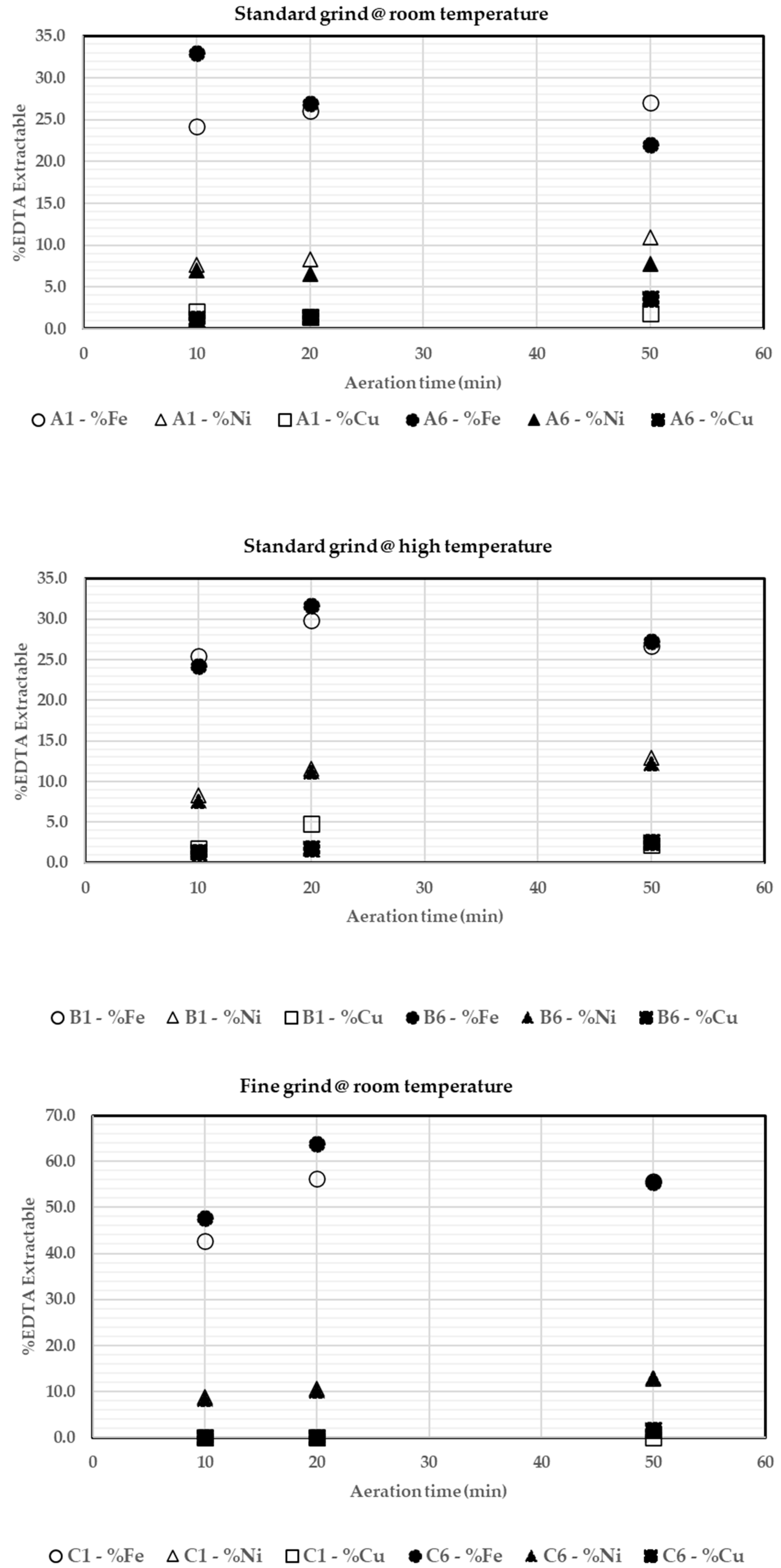
3.3. Ethylene Diamine Tetra-Acetic Acid (EDTA) Extractable Metal Ions
3.4. Xanthate Adsorption
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Musuku, B.; Muzinda, I.; Lumsden, B. Cu-Ni processing Improvements at First Quantum’s Kevitsa mine. Miner. Eng. 2016, 88, 9–17. [Google Scholar] [CrossRef]
- Muzinda, I.; Schreithofer, N. Water Quality Effects on Flotation: Impacts and Control of Residual Xanthates. Miner. Eng. 2018, 125, 34–41. [Google Scholar] [CrossRef]
- Manono, M.S.; Corin, K.C.; Wiese, J.G. An investigation into the effect of various ions and their ionic strength on the flotation performance of a platinum bearing ore from the Merensky reef. Miner. Eng. 2012, 36–38, 231–236. [Google Scholar] [CrossRef]
- Manenzhe, R.M.; Corin, K.C.; Wiese, J.G.; Manono, M.S.; Musuku, B. The effect of water quality on the adsorption of a xanthate collector in the flotation of a sulphide ore. In Proceedings of the IMPC 2018—29th International Mineral Processing Congress, Moscow, Russia, 17–21 September 2018; pp. 1148–1157. [Google Scholar]
- Wiese, J.; Harris, P.; Bradshaw, D. The response of sulphide and gangue minerals in selected Merensky ores to increased depressant dosages. Miner. Eng. 2007, 20, 986–995. [Google Scholar] [CrossRef]
- Kuopanportti, H.; Suorsa, T.; Pöllänen, E. Effects of oxygen on kinetics of conditioning in sulphide ore flotation. Miner. Eng. 1997, 10, 1193–1205. [Google Scholar] [CrossRef]
- Bicak, O.; Ekmekci, Z. Prediction of flotation behavior of sulphide ores by oxidation index. Miner. Eng. 2012, 36–38, 279–283. [Google Scholar] [CrossRef]
- Ralston, J. Eh and its consequences in sulphide mineral flotation. Miner. Eng. 1991, 4, 7–11. [Google Scholar] [CrossRef]
- Nordstrom, D.K. Aqueous pyrite oxidation and the consequent formation of secondary iron minerals. In Acid Sulphate Weather; Soil Science Society of America: Washington, DC, USA, 2015; pp. 37–56. [Google Scholar]
- Hayes, R.A.; Ralston, J. The collectorless flotation and separation of sulphide minerals by Eh control. Int. J. Miner. Process. 1988, 23, 55–84. [Google Scholar] [CrossRef]
- Heiskanen, K.; Kirjavainen, V.; Laapas, H. Possibilities of collectorless flotation in the treatment of pentlandite ores. Int. J. Miner. Process. 1991, 33, 263–274. [Google Scholar] [CrossRef]
- Greet, C.J.; Brown, S. Oxygen demand testing—A new laboratory procedure. Australas. Inst. Min. Metall. Publ. Ser. 2000 2000, 6, 189–195. [Google Scholar]
- Clement, O.; Skinner, W.; Fornasiero, D.; Addai-Mensah, J.; Zanin, M. Oxygen demand test: A diagnostic tool for determining the optimum aeration in the selective flotation of chalcopyrite from pyrite. In Proceedings of the IMPC 2014—27th International Mineral Processing Congress, Santiago, Chile, 20–24 October 2014. [Google Scholar]
- Le, T.M.K.; Schreithofer, N.; Dahl, O. Dissolution test protocol for estimating water quality changes in minerals processing plants operating with closed water circulation. Minerals 2020, 10, 653. [Google Scholar] [CrossRef]
- Rumball, J.A.; Richmond, G.D. Measurement of oxidation in a base metal flotation circuit by selective leaching with EDTA. Int. J. Min. Process. 1996, 48, 1–20. [Google Scholar] [CrossRef]
- Sandhu, J. Physical Separation of Thermally Upgraded Pyrrhotite. Master’s Thesis, Applied Science Graduate Department of Chemical Engineering, University of Toronto, Toronto, ON, Canada, 2019. [Google Scholar]
- Mendiratta, N.K. Kinetic Studies of Sulphide Mineral Oxidation and Xanthate Adsorption. Ph.D. Thesis, Virginia Polytechnic Institute and State University, Blacksburg, VA, USA, 2000. [Google Scholar]
- Grano, S. CHAPTER 6-Chemical Measurements During Plant Surveys and Their Interpretation. In Flotation Plant Optimisation: A Metallurgical Guide to Identifying and Solving Problems in Flotation Plants; Greet, J.C., Ed.; Australasian Institute of Mining and Metallurgy: Carlton, Australia, 2010; Volume 16, pp. 107–121. [Google Scholar]
- Owusu, C.; Addai-Mensah, J.; Fornasiero, D.; Zanin, M. Estimating the electrochemical reactivity of pyrite ores- their impact on pulp chemistry and chalcopyrite flotation behaviour. Adv. Powder Technol. 2013, 24, 801–809. [Google Scholar] [CrossRef]
- Mhonde, N.; Schreithofer, N.; Corin, K.; Mäkelä, M. Assessing the combined effect of water temperature and complex water matrices on xanthate adsorption using multiple linear regression. Minerals 2020, 10, 733. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Minerals/Elements | Laboratory Ore Samples (%) | Plant Flotation Feed Sample% |
|---|---|---|
| Chalcopyrite | 1.29 | 1.96 |
| Pentlandite | 0.63 | 0.81 |
| Pyrrhotite | 1.34 | 0.52 |
| Non-sulphide gangues | 96.74 | 96.71 |
| Cu | 0.36 | 0.38 |
| Ni | 0.23 | 0.24 |
| Fe | 9.00 | 8.20 |
| S | 1.24 | 1.28 |
| Sample Name | T °C | DO % | SPC μS/cm | pH | ORP mV |
|---|---|---|---|---|---|
| Standard grind @ room temperature | 21 | 71 | 864 | 9.0 | 21 |
| Standard grind @ high temperature | 33 | 52 | 859 | 8.6 | 24 |
| Fine grind @ room temperature | 20 | 13 | 603 | 9.1 | −10 |
| Plant flotation feed—reference | 20 | 70 | 1872 | 9.7 | 27 |
| Sample Name | DL # | Code |
|---|---|---|
| Standard grind @ room temperature | 1 | A1 |
| 3 | A2 | |
| 6 | A3 | |
| Standard grind @ high temperature | 1 | B1 |
| 3 | B2 | |
| 6 | B3 | |
| Fine grind @ room temperature | 1 | C1 |
| 3 | C2 | |
| 6 | C3 | |
| Plant flotation feed | Ref. |
| Mineral | Formula | Rest Potential (V) |
|---|---|---|
| Pyrite | FeS2 | 0.66 |
| Chalcopyrite | CuFeS2 | 0.56 |
| Sphalerite | ZnS | 0.46 |
| Pentlandite | NiFeS | 0.35 |
| Pyrrhotite | Fe(1−x) S | 0.31 |
| Galena | PbS | 0.28 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Musuku, B.; Dahl, O. Impact of Recycled Process Water on Electrochemical Reactivity of Sulphide Ore. Minerals 2022, 12, 1455. https://doi.org/10.3390/min12111455
Musuku B, Dahl O. Impact of Recycled Process Water on Electrochemical Reactivity of Sulphide Ore. Minerals. 2022; 12(11):1455. https://doi.org/10.3390/min12111455
Chicago/Turabian StyleMusuku, Benjamin, and Olli Dahl. 2022. "Impact of Recycled Process Water on Electrochemical Reactivity of Sulphide Ore" Minerals 12, no. 11: 1455. https://doi.org/10.3390/min12111455