1. Introduction
Copper and nickel minerals are recovered by flotation from different sections of the Kevitsa Ni-Cu-(PGE) deposit. The process flowsheet and ore mineralogy of the Kevitsa Mine were well documented by Musuku et al., 2016 [
1], and accordingly, the main sulfide minerals are chalcopyrite, pentlandite, and pyrrhotite. Note that the Kevitsa concentrator plant comprises a sequential flotation process aiming to recover copper minerals (chalcopyrite and cubanite) and nickel minerals (pentlandite). The tailings are deposited into the tailing ponds where most of the solids settle, and over 90% of the water is recycled back to the milling and flotation process as recycled process water. Retention time as well as the quality of the process water in the tailings pond vary by the season. In addition, the accumulation of certain compounds in the pond water is obvious as there is an overall increase in conductivity values over time (Muzinda and Schreithofer, 2018) [
2]. Over the years, the plant has repeatedly identified a decline in the flotation performance that coincides with a seasonal change. Accordingly, the lowest recoveries have typically been recorded for the warmest summer months. Even though the scientific literature discusses ionic species, solids, and bacteria and their detrimental impacts on flotation performance, previous studies and literature reviews have not succeeded in explaining the observed decline in Kevitsa plant recoveries [
2,
3]. It was, therefore, hypothesized that recycled process water quality changes might somehow affect pentlandite oxidation and cause the observed decline in flotation recovery.
It is broadly agreed that the nature and floatability of sulfide minerals are greatly controlled by the degree of surface oxidation (Rosso and Vaughan, 2006; Hu et al., 2009; Ekmekçi et al., 2010) [
4,
5,
6]. As electrochemical investigations show, floatability is supported by slight surface oxidation, which increases the hydrophobicity of the surface through the formation of elemental sulfur or polysulfides (Ralston, 1991; Hu et al., 2009) [
5,
7]. It also affects dixanthogen formation, which is responsible for inducing hydrophobicity on the mineral surface (Mendiratta, 2000) [
8]. Extreme oxidation of sulfide mineral surfaces, on the other hand, reduces floatability as surface hydrophobicity is lost through progressive oxidation of elemental sulfur to sulfur oxyanions and sulphate [
7], as well as due to the formation of metal oxy-hydroxide precipitates (Ralston, 1991) [
5]. Nowadays, the Eh-pH dependence of both collectorless and collector flotation recovery is well-known as it has been determined for various sulfide minerals and mineral–thiol collector systems by various researchers. According to Grano, 2010 [
9], Eh-pH dependence also helps us understand pulp chemistry and its impact on the flotation response at operating plants. Despite its significance, data on concentrator plants’ electrochemical conditions and their variation due to varying operating conditions are limited. For example, in the Kevitsa case, the qualitative reactivity order of pure sulfide minerals is known, e.g., the pyrrhotite mineral oxidizes more rapidly than pentlandite and chalcopyrite minerals (Buckley and Woods, 1984; Belzile et al., 1997) [
10,
11]. However, it is not known how and to what extent the changes in the Kevitsa mineralogy (pyrrhotite-dominated vs. normal ore) and related galvanic interactions affect the reactivity and oxidation rates. Likewise, operating concentrator plants are prone to climatic conditions, and especially in the arctic region, recycled process water temperatures may easily vary between 0 °C and 25 °C. It is well known that thermodynamic stability is sensitive to temperature; however, thermodynamic models depicted by Pourbaix diagrams for the effect of processing temperature changes on mineral stability are mostly missing. In addition, kinetic data describing the impact of plants’ temperature variation on water corrosiveness and mineral oxidation are sparse. Therefore, it is difficult to predict if the recycled process water quality changes by season affect mineral reactivity and oxidation rates. In addition, as discussed by Corin et al., 2013 [
12], it is often believed that the surface properties of the minerals can be adjusted during flotation rather than during grinding. This is reflected in the recent research activity that places more emphasis on investigations to study the impact of water quality and specific ions on the floatability of sulfide minerals [
12]. Such studies imply that, e.g., alkaline earth metal cations, sulfur anions [
13,
14], and reagent residues [
2] have significant impacts on flotation performance.
For industrial processing operations, the ability to understand and maintain flotation performance in varying operating conditions would be of great economic importance. Innovating chemistry control concepts beyond the state of the art would require a plant-specific understanding of aquatic chemistry of mineral-selective adsorption as well as selective redox reactions at mineral–solution interfaces [
15]. Recent results by Le et al., 2020 [
16], however, show that plant context is a mine-specific, multidimensional, and inherently complex system with interaction effects between conversion steps as well as interactions between the process water, minerals, and processing chemicals. Furthermore, the system is dynamic by nature and typically characterized by incomplete, high-uncertainty information [
16]. Given the context, this work’s rationale arises from a question concerning how to generalize existing research findings to understand and maintain the flotation chemistry of the Kevitsa concentrator plant in varying operating conditions. It is essential to understand that, despite the available knowledge of sulfide minerals’ aquatic chemistry and molecule-level understanding of water–flotation interactions, many fundamental reactions occurring at a specific processing plant’s scale and related to sulfide mineral–water–air interfaces remain unresolved or poorly understood. Up until now, there has been very little effort devoted to answering what factors or factor combinations have the most significant impact on the flotation performance at a real processing plant, and how the quality of the process water changes the pulp chemistry already before flotation.
This study aims to challenge the previous studies conducted at Kevitsa, which mostly overlooked the influence of the grinding stage on the mineral surface oxidation, and consequently on the flotation performance. Those previous studies focused more on investigating how certain specific species affect flotation performance [
2,
14]. Those findings are valuable as well, but few of them discuss or question the impact of mineral surface oxidation on the outcome. In addition, as is typical for research, most studies also rely on laboratory experiments as a primary choice for studying the impacts of water on flotation performance. Then, the translation of laboratory findings into plant-scale operations becomes a challenge as lab studies are usually conducted under strictly controlled experimental conditions that ignore the true fluctuation in the plant-related variables. Laboratory testing also utilizes much shorter retention times compared to the real plant scale, and consequently, the mineral surface properties achieved may differ from the actual properties achieved at the plant scale, thus raising the possibility of wrong conclusions.
This study investigates the effect of mineral surface oxidation on the flotation performance of the Kevitsa low-grade Ni-Cu ore. Special emphasis is on the nickel flotation performance and the study bases mostly on slurry samples obtained from the operating plant. In more detail, it is of interest to investigate how the mineral surface oxidation is affected by the varying electrochemical conditions that possibly derive from the seasonal variation in recycled process water quality. It is anticipated that through this approach, the relationship between specific minerals’ reactivity, electrochemical conditions, and pentlandite flotation performance will be better understood.
2. Materials and Methods
2.1. Materials
Ore Samples for Laboratory Testing
Representative low-grade ore for the study was obtained from Boliden Kevitsa Ni-Cu-PGE Mine. Experimental tests were carried out using ore that was crushed and sieved through 4 mm mesh. Crushed and sieved ore was riffled and split into 1 kg portions with a rotary sample splitter. The portions were immediately sealed in plastic, frozen, and stored in the freezer until needed for the experimental work. A representative sample was taken for mineralogical and chemical analysis. Elemental composition and mineralogy were analyzed at the Metso Outotec Research Centre in Pori. A polished resin section was prepared for mineralogical studies utilizing a JEOL JSM-6490LV scanning electron microscope (SEM) equipped with an Oxford Instruments energy-dispersive spectrometer (EDS).
The imaging and EDS analyses were performed under routine conditions using a 20 kV acceleration voltage and 1 nA beam current. Mineral quantification was performed using HSC Chemistry
® software version 10.0.8.3 (module HSC Geo 9, Metso Outotec, Tampare, Finland). Additionally, the powder samples were analyzed crystallographically using a PANalytical Aeris diffractometer. The main elements of the sample were analyzed using ICP-OES (inductively coupled plasma optical emission spectrometer) after total dissolution. Nickel and iron contents after bromine methanol dissolution were analyzed to differentiate between Ni and Fe content in sulfides and silicates. Sulfur and carbon contents were measured using an Eltra CS-2000 automatic analyzer. The quantity of silica was analyzed colorimetrically using a Hach DR 5000 UV-Vis spectrophotometer. The results are given in
Table 1.
2.2. Laboratory Experiments
The purpose of this work was to study the problems at the plant scale using samples taken from the actual process and in real-time. As the plant process is dynamic and one cycle of laboratory experiments was taking more than 3 h 30 min, the conditions of the plant samples would not be the same. Therefore, no replicates were conducted in this study. However, the same procedure was maintained for all experiments.
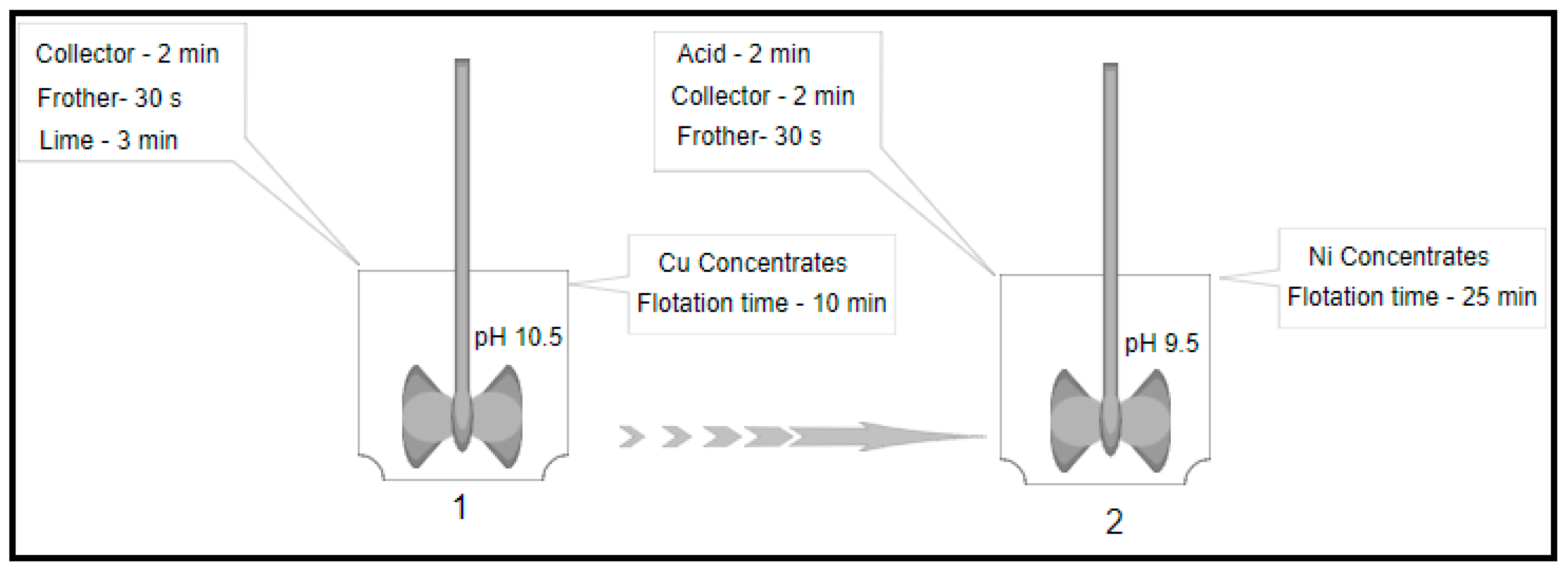
2.3. Laboratory Flotation Tests
All the experimental work except for the chemical analytics was performed at the Kevitsa concentrator plant laboratory. For the experiments, each sealed and frozen 1 kg ore sample was milled for 26 min at 60% solids with a Kevitsa laboratory rod mill, targeting a fineness of 75% passing 75 microns. The slurry was then transferred to a 2.5 L flotation cell and diluted to 39% solids. Sequential flotation tests were carried out in the alkaline region with an Outotec GTK Labcell lab cell flotation machine, by first recovering copper minerals at pH 10.5 and then nickel minerals at pH 9.5. The rotor mixing speed was set to 900 rpm and a 6 L/min air flow for all flotation experiments. The sketch and details of the experimental setup are shown in
Figure 1.
Reagents for the flotation tests were prepared at different solution strengths.
Table 2 shows the reagents prepared, their solution strengths, and their purpose. All reagents selected for the study were of industrial grade. The following were purity levels for the reagents used: Aerophine 3418A 50–60%, Sodium Isopropyl xanthate 85–90%, Nasfroth 240 96–100%, and lime and sulfuric acid 70%. To match with the expected decline in the plant’s metallurgical performance that typically occurs between late spring to warm summer months, the flotation experiments were carried out using recycled process water sampled from the plant from May to July. That enabled us to capture the seasonal quality change of the recycled process water, to investigate its impact on the oxidative dissolution of the ore. Consequently, a recycled process water sample for testing was collected from the plant’s recycled process water tank in May, June, and July.
To prevent further quality changes, water sampling was conducted immediately before conducting the flotation experiments. The recycled process water sample taken was then used immediately for milling, dilutions, and physicochemical analysis purposes.
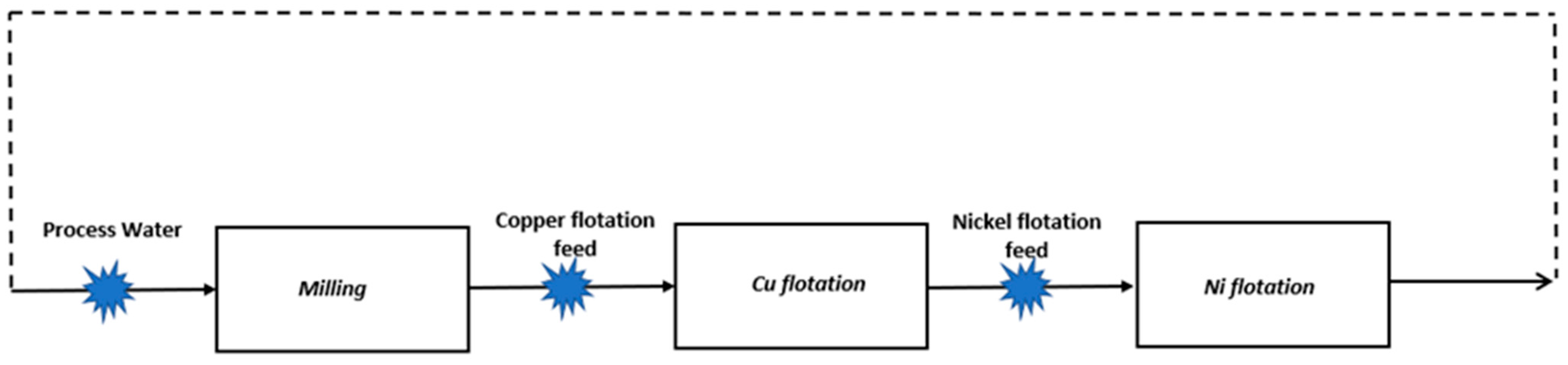
2.4. Sampling Scheme for a Plant Sampling Campaign
A Kevitsa concentrator plant comprises a sequential flotation process aiming to recover copper minerals (chalcopyrite and cubanite) and nickel minerals (pentlandite). To carry out the experiments, both recycled process water, as well as copper and nickel flotation feed streams, were sampled on a bi-weekly basis for 3 months. The sampling scheme is presented in
Figure 2.
Water samples were then divided into two portions. The first portion was utilized for laboratory flotation tests and the second portion was stored in clean bottles and deep-frozen at −20 °C to preserve the integrity of the sample before chemical analytics. Slurry samples were divided into two portions. The first portion was targeted for dissolved oxygen demand and EDTA extraction tests, and the second portion was targeted for chemical analytics purposes. Prior to sending the sample for further analysis, solid samples were filtered with a bottle-top vacuum filter and dried overnight in the oven at 80 °C.
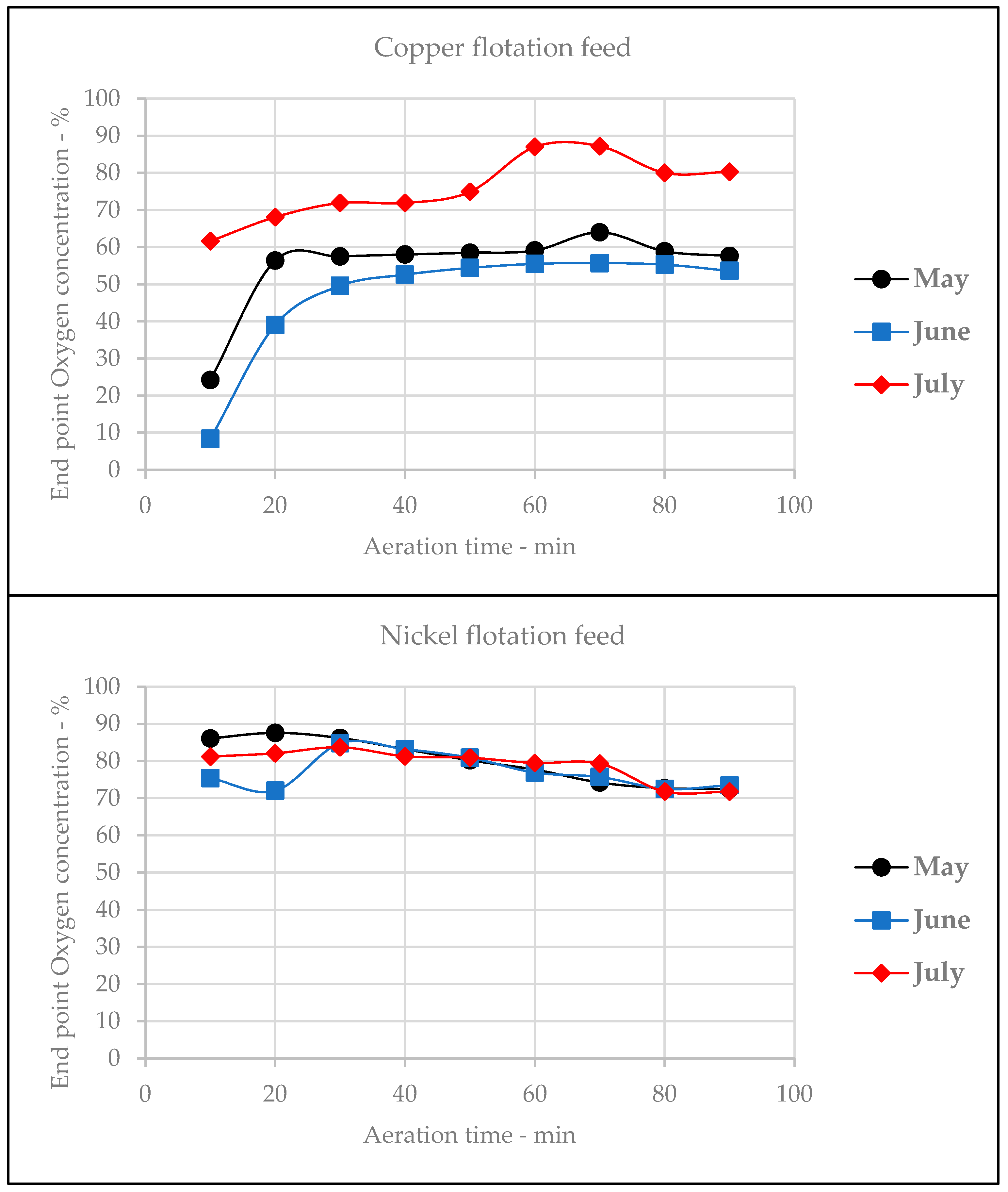
2.5. Dissolved Oxygen Demand Experiments
Dissolved oxygen demand tests were carried out on recycled process water, copper flotation feed, and nickel flotation feed samples according to the method devised by Greet and Brown, 2000 [
17]. Tests were monitored over the 90 min testing period with the YSI ProDSS Multiparameter probe (YSI, Xylem Inc., Yellow Springs, OH, USA) for specific conductance, ORP, pH, dissolved oxygen, and temperature.
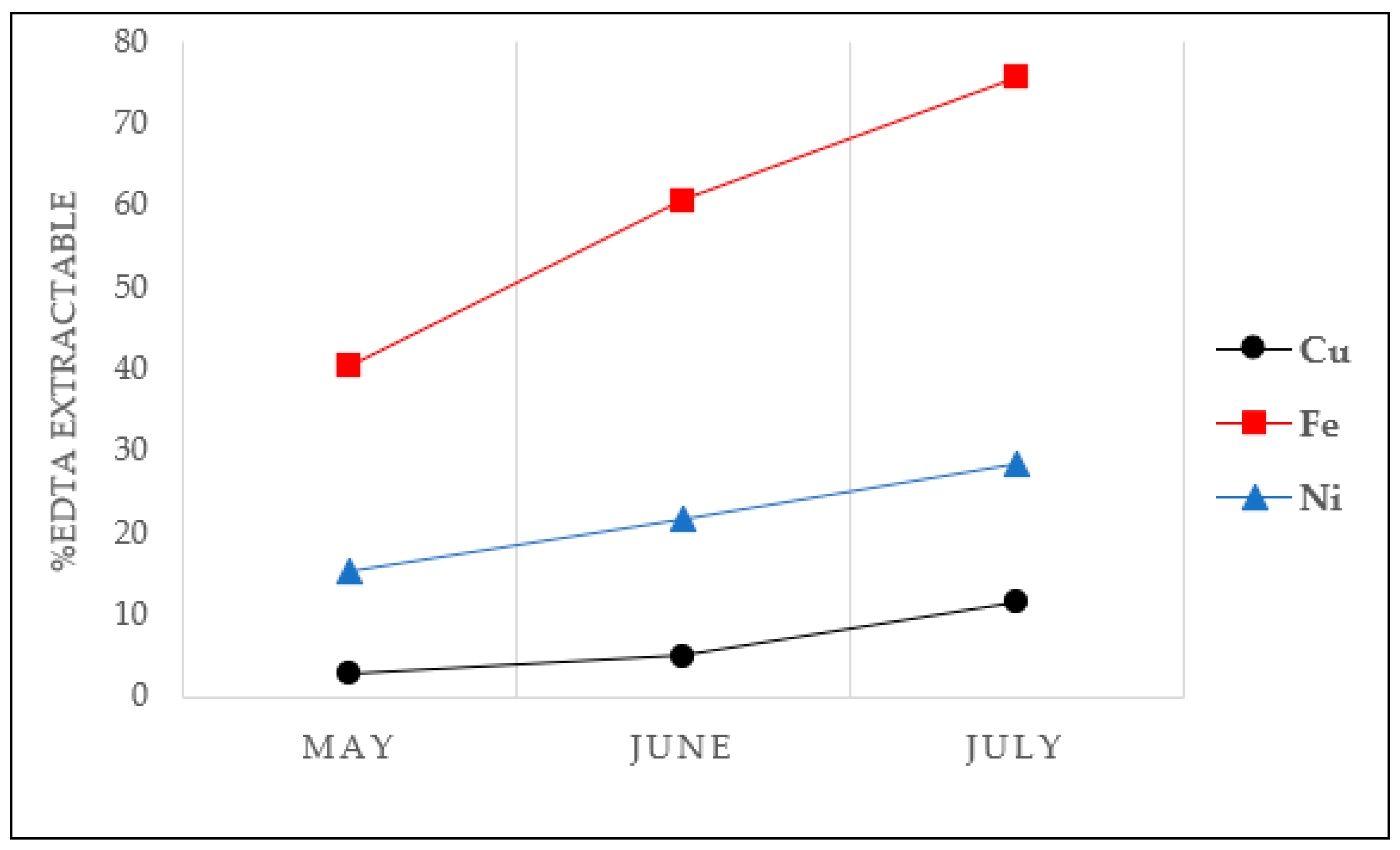
2.6. EDTA Extraction Experiments
EDTA metal ions extraction tests were conducted on both copper flotation feed and nickel flotation feed samples. Amounts of 24 mL of fresh slurry sample and 250 mL of 3% EDTA solution whose pH was adjusted to 7.5 with NaOH solution were mixed and conditioned for 30 min in a covered beaker using a magnetic stirrer. The slurry mixture was filtered using 0.45 µm filter paper and both solids and liquid were analyzed for Ni, Cu, and Fe by atomic absorption spectrometry.
2.7. Chemical Characterization of Solid and Water Samples
The physicochemical characteristics of the samples are presented in
Table 3. Physicochemical parameters were determined immediately after primary sampling with the YSI ProDSS Multiparameter probe (YSI, Xylem Inc., Yellow Springs, OH, USA).
The elemental composition of the water and slurry samples was analyzed at the Outotec Research Centre in Pori. Metals were determined by ICP-MS and sulfur and carbon contents were determined using an Eltra CS-2000 automatic analyzer.
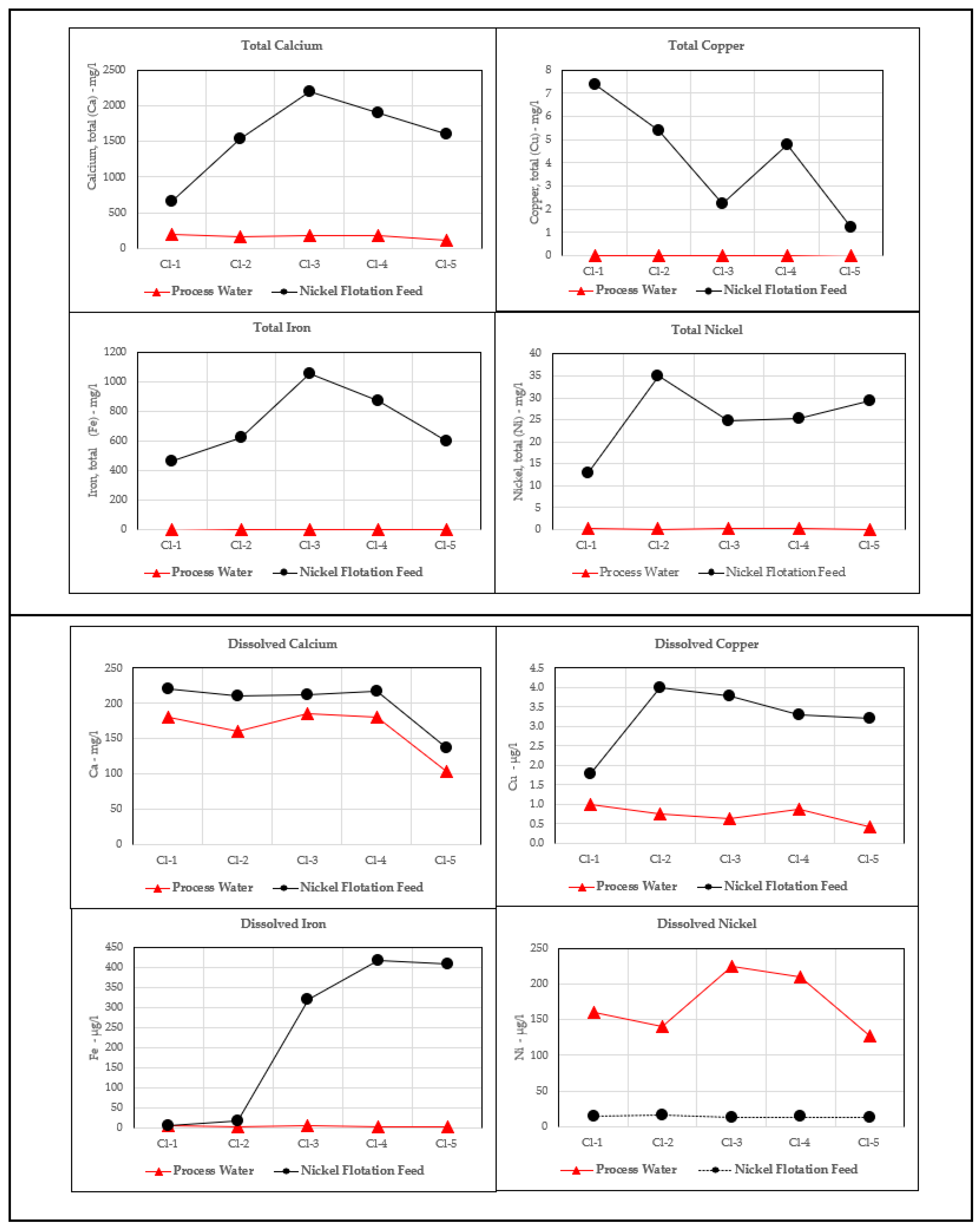
Slurry samples from the plant sampling campaign were analyzed for Cu, Fe, Ni, and Ca. Before ICP-MS determination, microwave-assisted acid digestion was used to rapidly extract the elements from the solid samples. To determine dissolved Cu, Fe, and Ni concentrations in the aqueous phase, water samples were filtered through a 0.45 µm Millipore filter before ICP-MS determination. To determine total Cu, Fe, and Ni concentrations in the aqueous phase, water samples were not filtered before microwave-assisted acid digestion. Prior to ICP-MS determination, microwave-assisted acid digestion applicable for siliceous matrices was used. Concentrate and tailing samples from laboratory flotation tests were analyzed for Cu, Ni, and Fe by ICP-MS. The same method was used for the determination as for the determination of the slurry samples from the plant sampling campaign. Flotation feed grades for each laboratory flotation test were then back-calculated using concentrate and tailing assays.
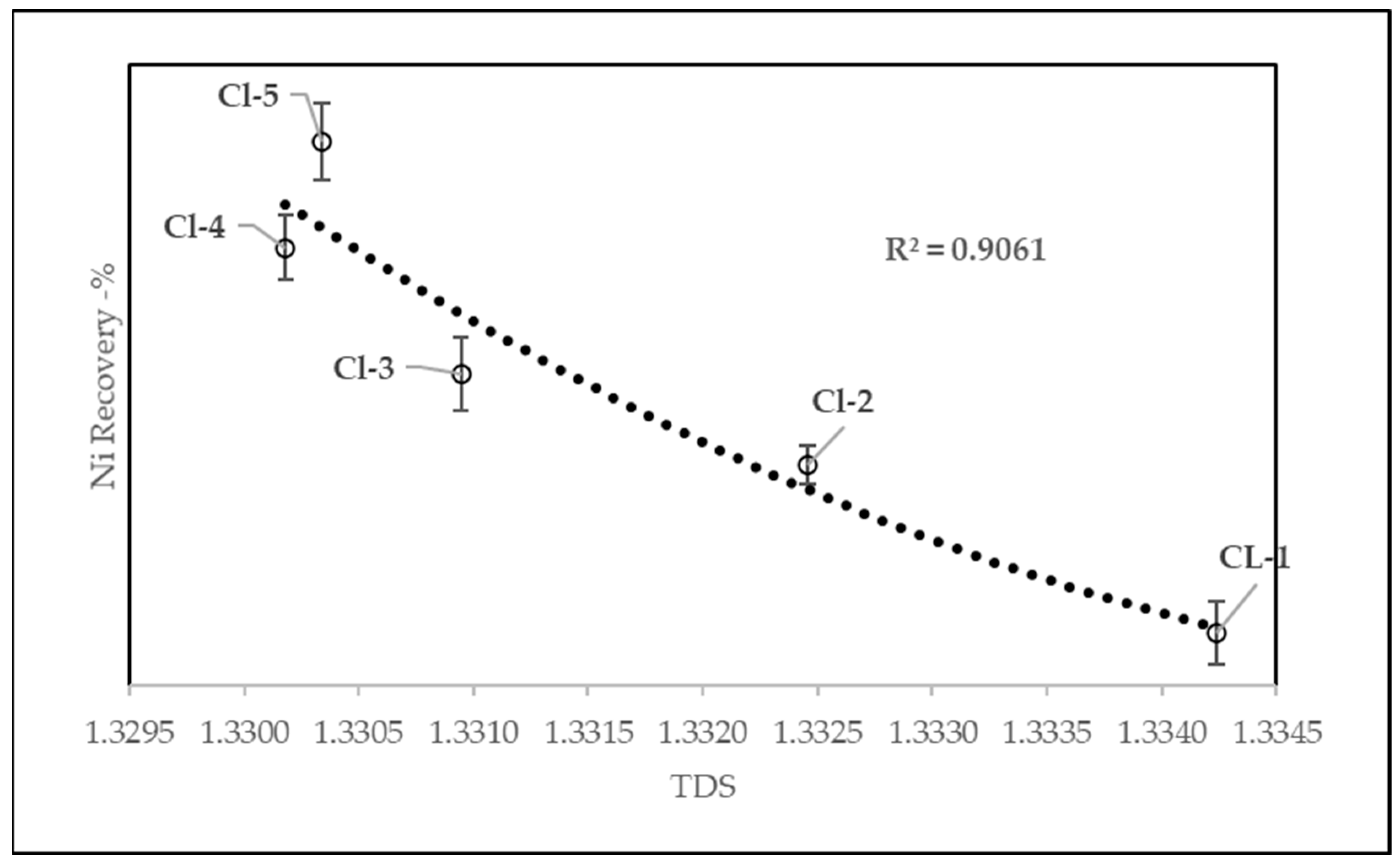
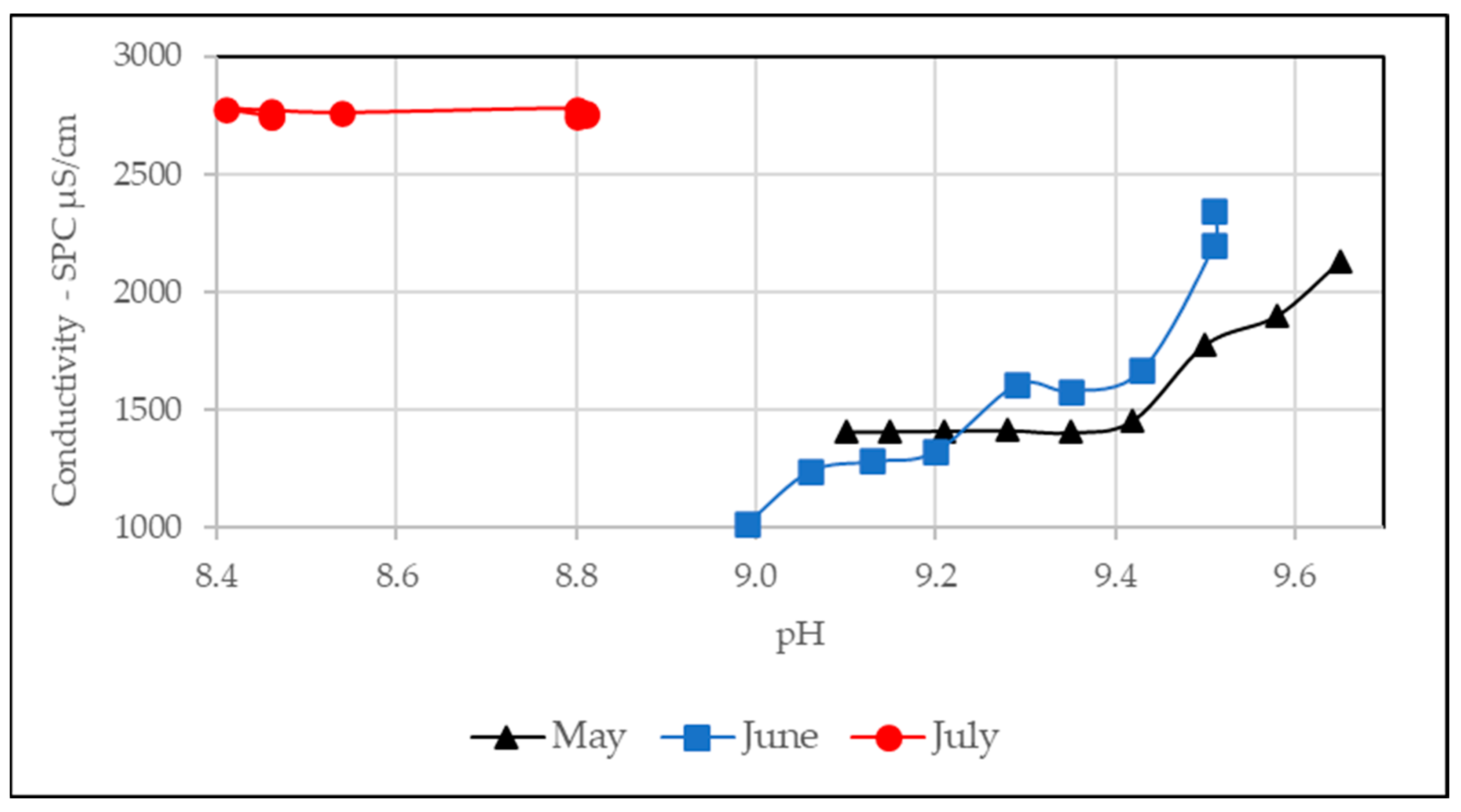
2.8. Total Dissolved Solid Online Measurements
Total dissolved solids (TDS) is considered a water quality parameter used to describe the sum of inorganic salts and small amounts of organic matter present in an aqueous solution (WHO, 1996) [
18]. According to the definition, the principal inorganic constituents are usually, e.g., calcium, magnesium, sodium, and potassium cations and carbonate, hydrogen carbonate, chloride, sulphate, and nitrate anions. Although conductivity is often used for this purpose, it is based on the measurement of the inorganic ionic species in the aqueous phase. Thus, conductivity does not directly measure the organic phase, e.g., process chemical residues. It was, therefore, expected that, as water corrosiveness is a function of total dissolved solids, TDS data might correlate with the increased mineral surface oxidation. The Vaisala PR-23 inline process refractometer was installed in the recycled process water stream for TDS monitoring for the entire period of the study. The refractometer determines the refractive index nD of the aqueous solution and converts it to the concentration of total dissolved solids.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}