
Separation of Copper-Molybdenum Flotation Concentrate by Superconducting High-Gradient Magnetic Separation
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
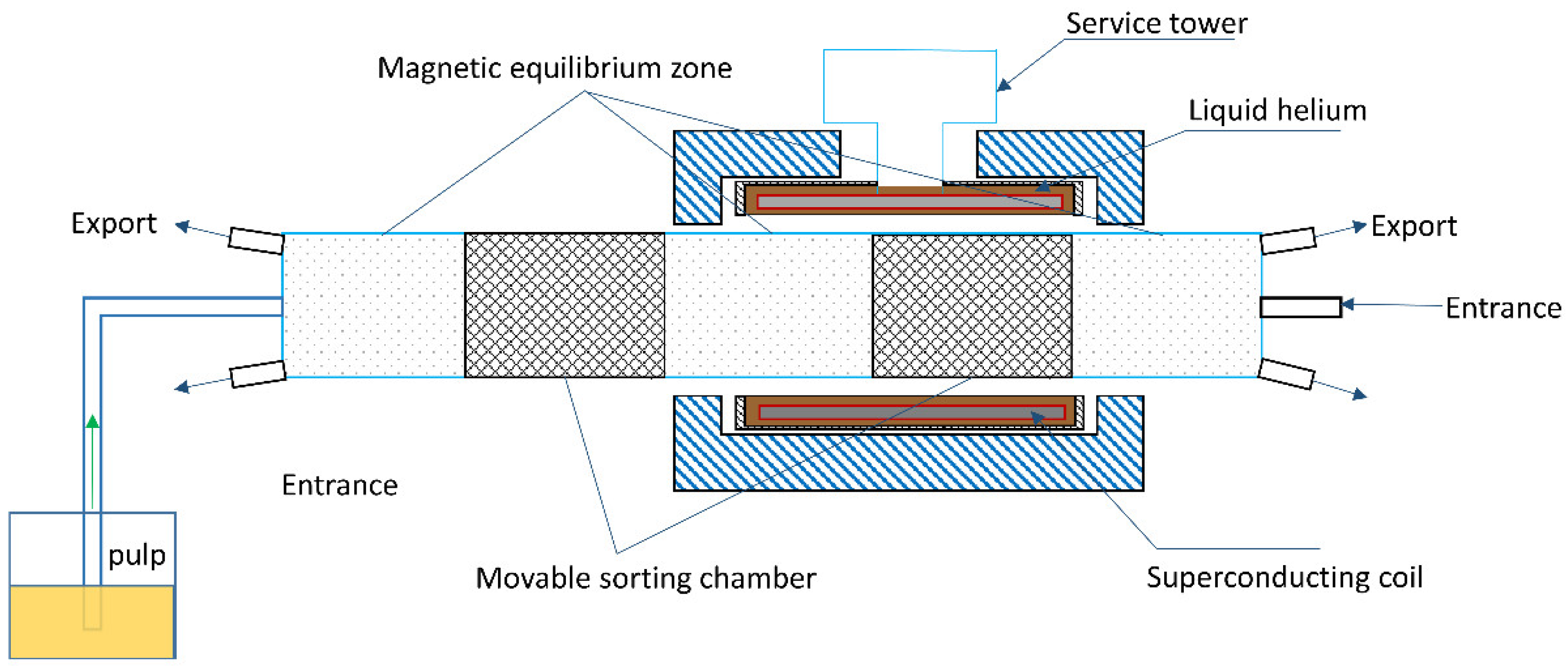
2.2. Method and Evaluation
2.3. Mechanism Analysis
3. Results and Discussion
3.1. Separation of Mixed Ores with High Molybdenum Content
3.2. Separation of Mixed Ores with High Copper Content
3.2.1. Effect of Magnetic Induction on the Separation of Copper and Molybdenum
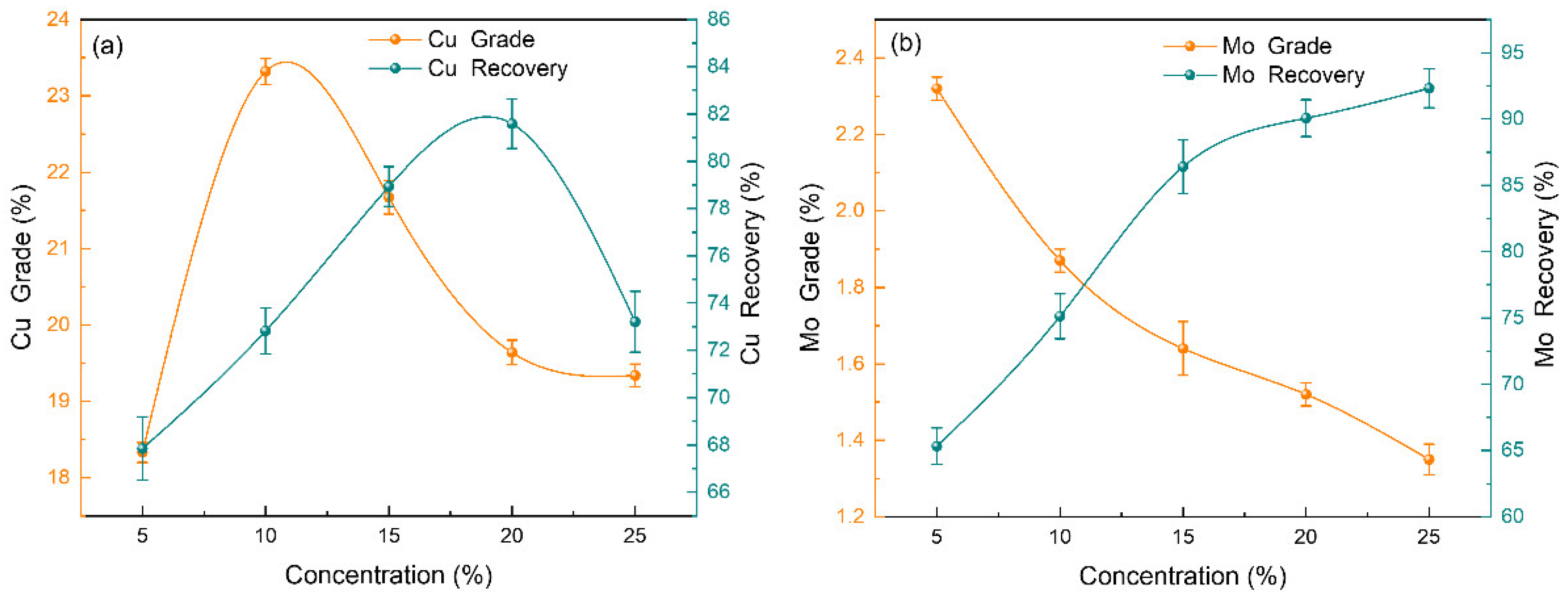
3.2.2. Effect of Pulp Concentration on Copper-Molybdenum Separation
3.2.3. Effect of Feed Velocity on Copper-Molybdenum Separation
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Abdollahi, M.; Bahrami, A.; Mirmohammadi, M.S.; Kazemi, F.; Danesh, A.; Ghorbani, Y. A process mineralogy approach to optimize molybdenite flotation in copper – molybdenum processing plants. Miner. Eng. 2020, 157, 106557. [Google Scholar] [CrossRef]
- Yuan, D.; Cadien, K.; Liu, Q.; Zeng, H. Adsorption characteristics and mechanisms of O-Carboxymethyl chitosan on chalcopyrite and molybdenite. J. Colloid Interface Sci. 2019, 552, 659–670. [Google Scholar] [CrossRef] [PubMed]
- Hao, J.; Liu, J.; Yang, D.; Qin, X.; Gao, H.; Bai, X.; Wen, S. Application of a new depressant dithiocarbamate chitosan in separation of chalcopyrite and molybdenite. Colloids Surf. A Physicochem. Eng. Asp. 2022, 634, 127920. [Google Scholar] [CrossRef]
- Wang, X.; Zhao, B.; Liu, J.; Zhu, Y.; Han, Y. Dithiouracil, a highly efficient depressant for the selective separation of molybdenite from chalcopyrite by flotation: Applications and mechanism. Miner. Eng. 2022, 175, 107287. [Google Scholar] [CrossRef]
- Wang, C.; Liu, R.; Wu, M.; Xu, Z.; Tian, M.; Yin, Z.; Sun, W.; Zhang, C. Flotation separation of molybdenite from chalcopyrite using rhodanine-3-acetic acid as a novel and effective depressant. Miner. Eng. 2021, 162, 106747. [Google Scholar] [CrossRef]
- Yi, G.; Macha, E.; Van Dyke, J.; Ed Macha, R.; McKay, T.; Free, M.L. Recent progress on research of molybdenite flotation: A review. Adv. Colloid Interface Sci. 2021, 295, 102466. [Google Scholar] [CrossRef] [PubMed]
- Pan, C.-L.; Wei, X.-X.; Zhang, X.-G.; Xu, Y.-W.; Xu, P.-F.; Luo, Y.-C. 2-((5-Mercapto-1,3,4-thiadiazol-2-yl)thio)acetic acid as a novel chalcopyrite depressant for selective flotation separation of molybdenite from chalcopyrite. Miner. Eng. 2022, 183, 107625. [Google Scholar] [CrossRef]
- Yang, B.; Yan, H.; Zeng, M.; Zhu, H. Tiopronin as a novel copper depressant for the selective flotation separation of chalcopyrite and molybdenite. Sep. Purif. Technol. 2021, 266, 118576. [Google Scholar] [CrossRef]
- Yuan, D.; Cadien, K.; Liu, Q.; Zeng, H. Selective separation of copper-molybdenum sulfides using humic acids. Miner. Eng. 2019, 133, 43–46. [Google Scholar] [CrossRef]
- Zhong, C.; Feng, B.; Wang, H.; Chen, Y.; Guo, M. The depression behavior and mechanism of tragacanth gum on chalcopyrite during Cu-Mo flotation separation. Adv. Powder Technol. 2021, 32, 2712–2719. [Google Scholar] [CrossRef]
- Tang, X.; Chen, Y.; Liu, K.; Zeng, G.; Peng, Q.; Li, Z. Selective flotation separation of molybdenite and chalcopyrite by thermal pretreatment under air atmosphere. Colloids Surf. A Physicochem. Eng. Asp. 2019, 583, 123958. [Google Scholar] [CrossRef]
- Peng, W.; Liu, S.; Cao, Y.; Wang, W.; Lv, S.; Huang, Y. A novel approach for selective flotation separation of chalcopyrite and molybdenite – Electrocatalytic oxidation pretreatment and its mechanism. Appl. Surf. Sci. 2022, 597, 153753. [Google Scholar] [CrossRef]
- Hirajima, T.; Mori, M.; Ichikawa, O.; Sasaki, K.; Miki, H.; Farahat, M.; Sawada, M. Selective flotation of chalcopyrite and molybdenite with plasma pre-treatment. Miner. Eng. 2014, 66-68, 102–111. [Google Scholar] [CrossRef]
- Li, Y.; Li, S.; Hu, B.; Zhao, X.; Guo, P. FeOOH and nZVI combined with superconducting high gradient magnetic separation for the remediation of high-arsenic metallurgical wastewater. Sep. Purif. Technol. 2022, 285, 120372. [Google Scholar] [CrossRef]
- Qi, Z.; Joshi, T.P.; Liu, R.; Li, Y.; Liu, H.; Qu, J. Adsorption combined with superconducting high gradient magnetic separation technique used for removal of arsenic and antimony. J. Hazard. Mater. 2018, 343, 36–48. [Google Scholar] [CrossRef]
- Xu, J.; Xiong, D.; Song, S.; Chen, L. Superconducting pulsating high gradient magnetic separation for fine weakly magnetic ores: Cases of kaolin and chalcopyrite. Results Phys. 2018, 10, 837–840. [Google Scholar] [CrossRef]
- Baik, S.K.; Ha, D.W.; Ko, R.K.; Kwon, J.M. Magnetic field analysis of high gradient magnetic separator via finite element analysis. Phys. C Supercond. 2012, 480, 111–117. [Google Scholar] [CrossRef]
- Tumen-Ulzii, N.; Batnasan, A.; Gunchin, B. Selective dissolution of copper and iron from molybdenite concentrate using acidic sodium nitrate solution. Miner. Eng. 2022, 185, 107715. [Google Scholar] [CrossRef]
- Yuan, Z.; Zhao, X.; Lu, J.; Lv, H.; Li, L. Innovative pre-concentration technology for recovering ultrafine ilmenite using superconducting high gradient magnetic separator. Int. J. Min. Sci. Technol. 2021, 31, 1043–1052. [Google Scholar] [CrossRef]
- Huang, L.; Liu, L.; Huang, W.; Zhao, B.; Shen, Z.; Bao, Y.; Znad, H. Recovery of lanthanum cations by functionalized magnetic multi-walled carbon nanotube bundles. RSC Adv. 2021, 11, 4751–4759. [Google Scholar] [CrossRef]
- Xue, Z.; Wang, Y.; Zheng, X.; Lu, D.; Jing, Z.; Li, X.; Hu, Z.; Wang, Y. Role of gravitational force on mechanical entrainment of nonmagnetic particles in high gradient magnetic separation. Miner. Eng. 2022, 186, 107726. [Google Scholar] [CrossRef]
- Xue, Z.; Wang, Y.; Zheng, X.; Lu, D.; Sun, Z.; Jing, Z. Mechanical entrainment study by separately collecting particle deposit on matrix in high gradient magnetic separation. Miner. Eng. 2022, 178, 107435. [Google Scholar] [CrossRef]
- Filippov, L.O.; Dehaine, Q.; Filippova, I.V. Rare earths (La, Ce, Nd) and rare metals (Sn, Nb, W) as by-products of kaolin production – Part 3: Processing of fines using gravity and flotation. Miner. Eng. 2016, 95, 96–106. [Google Scholar] [CrossRef]
- Chen, L.; Xiong, T.; Xiong, D.; Yang, R.; Peng, Y.; Shao, Y.; Xu, J.; Zeng, J. Pulsating HGMS for industrial separation of chalcopyrite from fine copper-molybdenun co-flotation concentrate. Miner. Eng. 2021, 170, 106967. [Google Scholar] [CrossRef]
- Zhang, N.; Liu, W.; Liu, W.; Chen, X. Flotation separation of molybdenite from chalcopyrite using mechanically degraded polyacrylamide as a novel depressant. Colloids Surf. A Physicochem. Eng. Asp. 2022, 652, 129897. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | SiO2 | CaO | S | TFe | Cu | Mo | Al2O3 |
|---|---|---|---|---|---|---|---|
| Sample 1 | 21.40 | 4.79 | 16.92 | 14.48 | 6.00 | 19.01 | 8.40 |
| Sample 2 | 13.26 | 0.25 | 29.86 | 26.13 | 18.52 | 0.39 | 0.70 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Z.; Li, X.; Wang, Z.; Huang, W.; Liu, G.; Zeng, C.; Huang, L. Separation of Copper-Molybdenum Flotation Concentrate by Superconducting High-Gradient Magnetic Separation. Minerals 2022, 12, 1191. https://doi.org/10.3390/min12101191
Wang Z, Li X, Wang Z, Huang W, Liu G, Zeng C, Huang L. Separation of Copper-Molybdenum Flotation Concentrate by Superconducting High-Gradient Magnetic Separation. Minerals. 2022; 12(10):1191. https://doi.org/10.3390/min12101191
Chicago/Turabian StyleWang, Zekai, Xindong Li, Zhaolian Wang, Wanfu Huang, Guanfa Liu, Chaocong Zeng, and Lijinhong Huang. 2022. "Separation of Copper-Molybdenum Flotation Concentrate by Superconducting High-Gradient Magnetic Separation" Minerals 12, no. 10: 1191. https://doi.org/10.3390/min12101191