
A Novel Approach for Design and Manufacturing of Curvature-Featuring Scaffolds for Osteochondral Repair

 , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
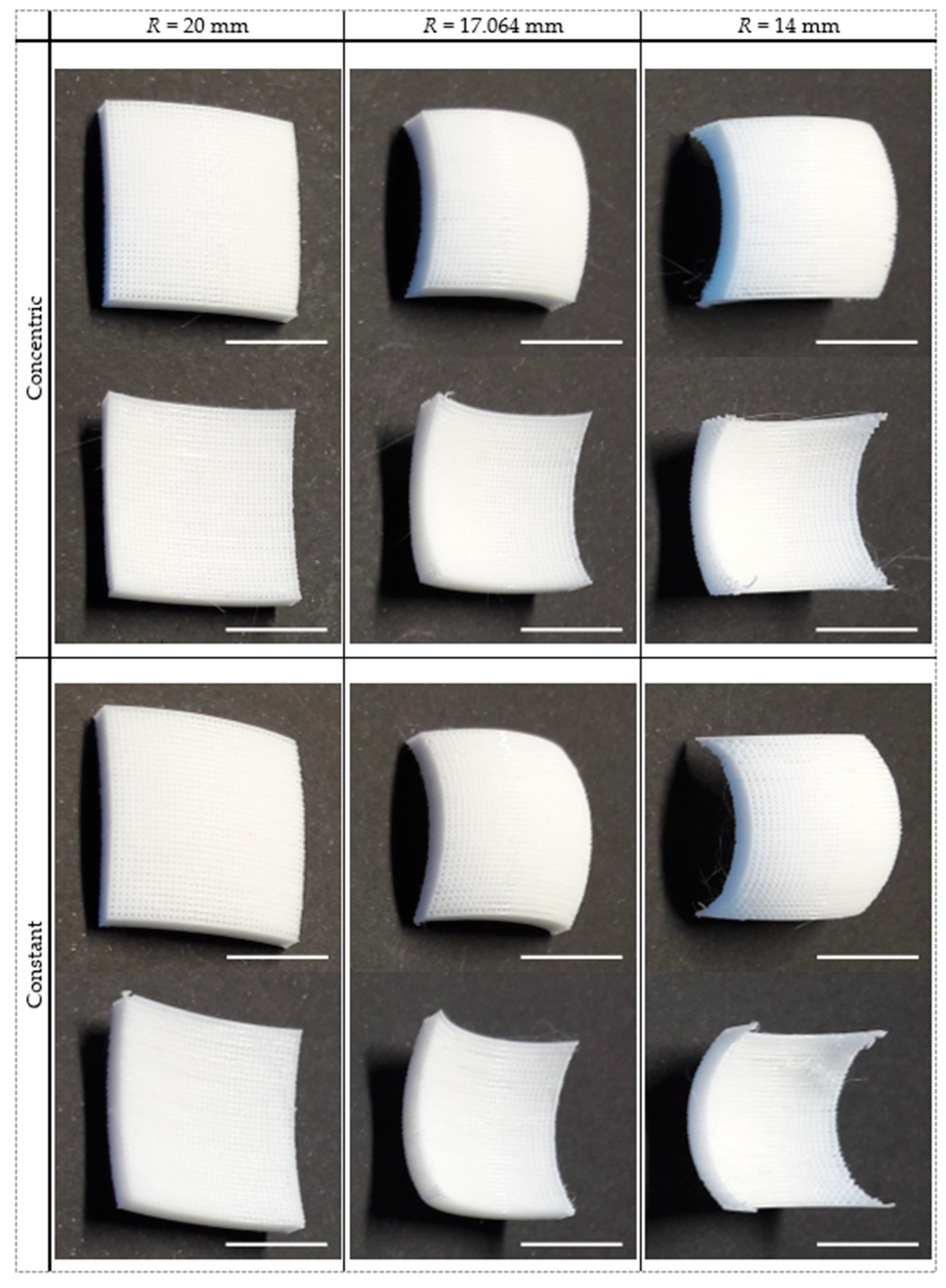
2.1. CAD Modelling, Characterization, and Fabrication of Scaffolds
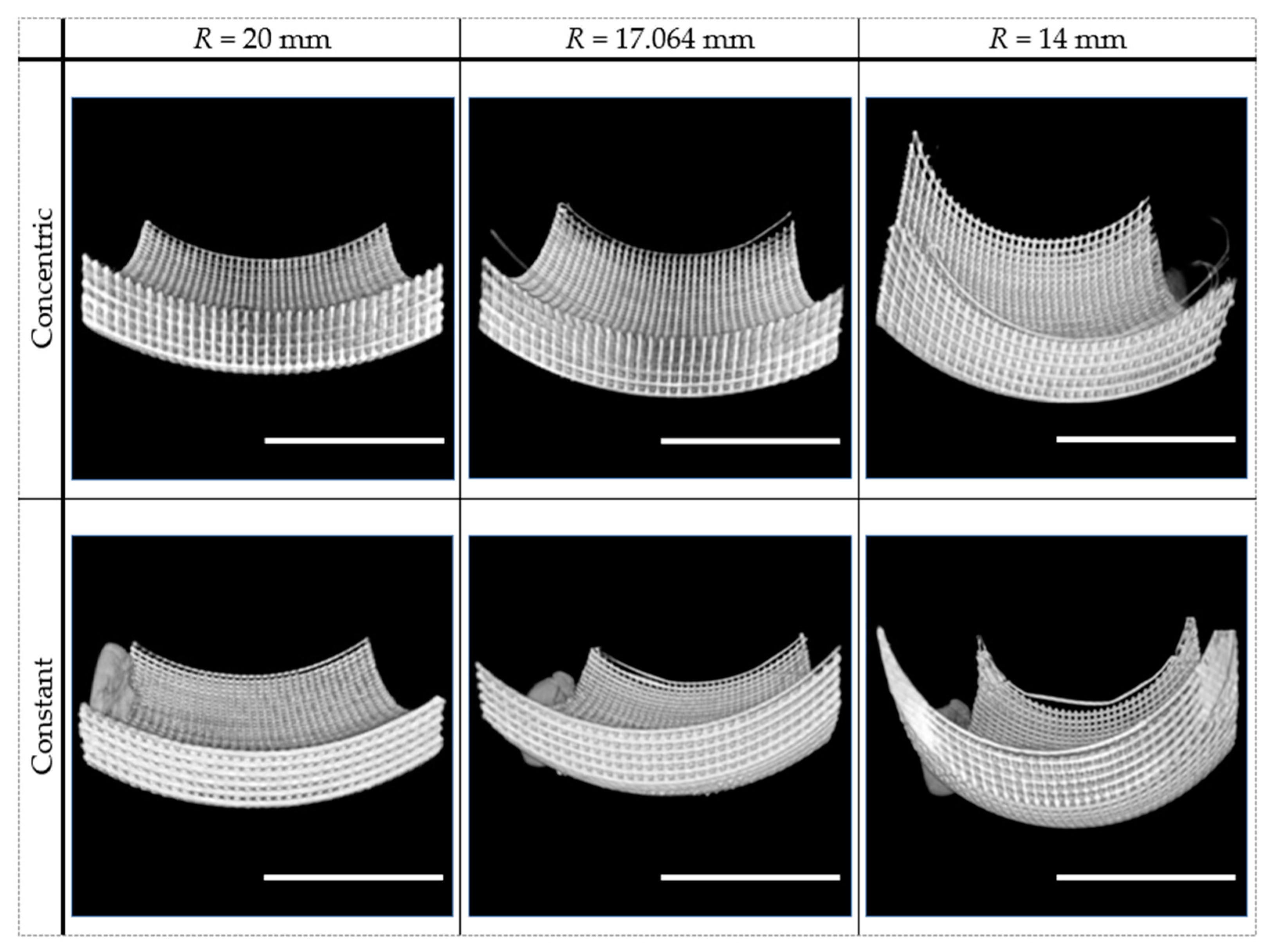
2.2. Micro-Computed Tomography (μ-CT) Analysis
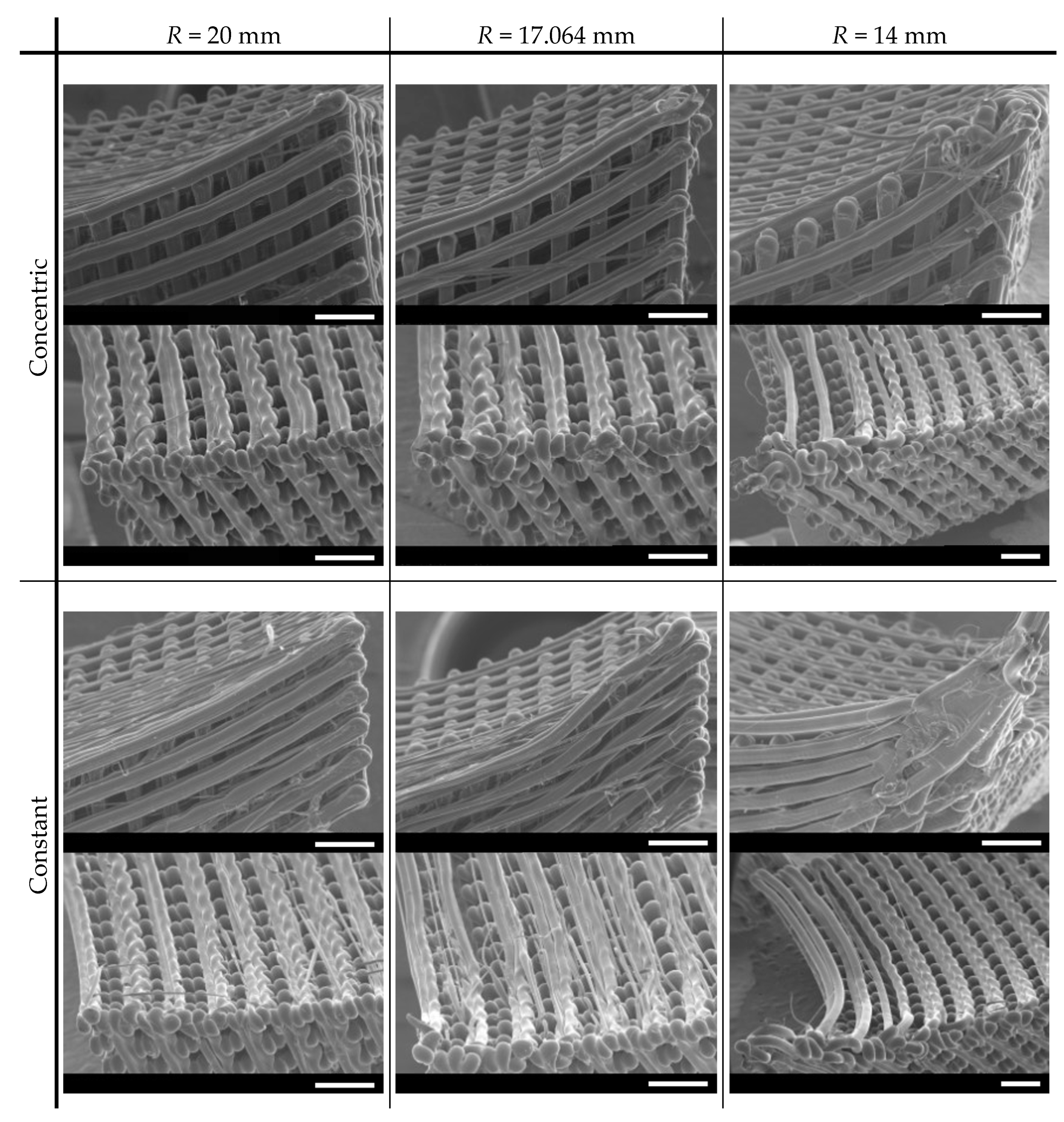
2.3. Scanning Electron Microscopy (SEM) Imaging
2.4. Compressive Mechanical Testing
2.5. Finite Element Analysis
2.6. Statistical Analysis
3. Results
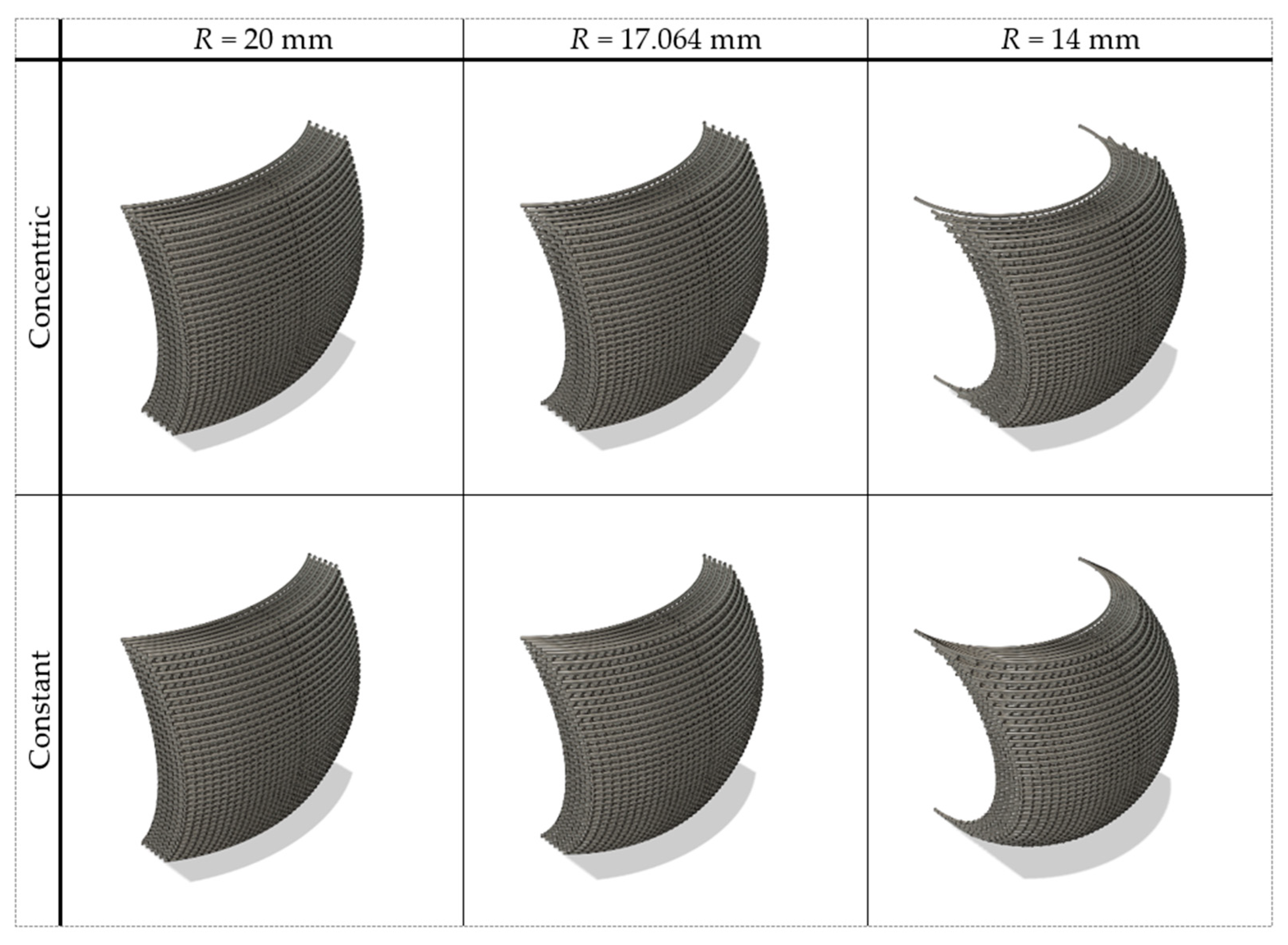
3.1. Scaffold Design Methodology and Assumptions
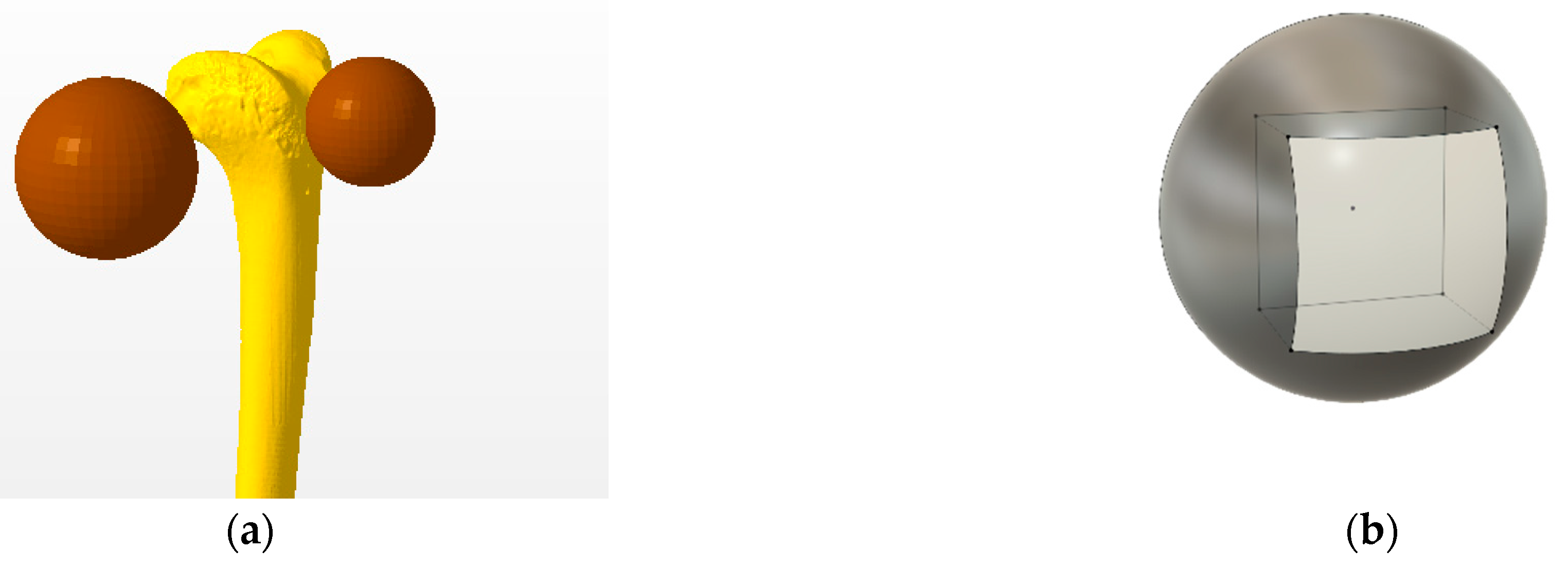
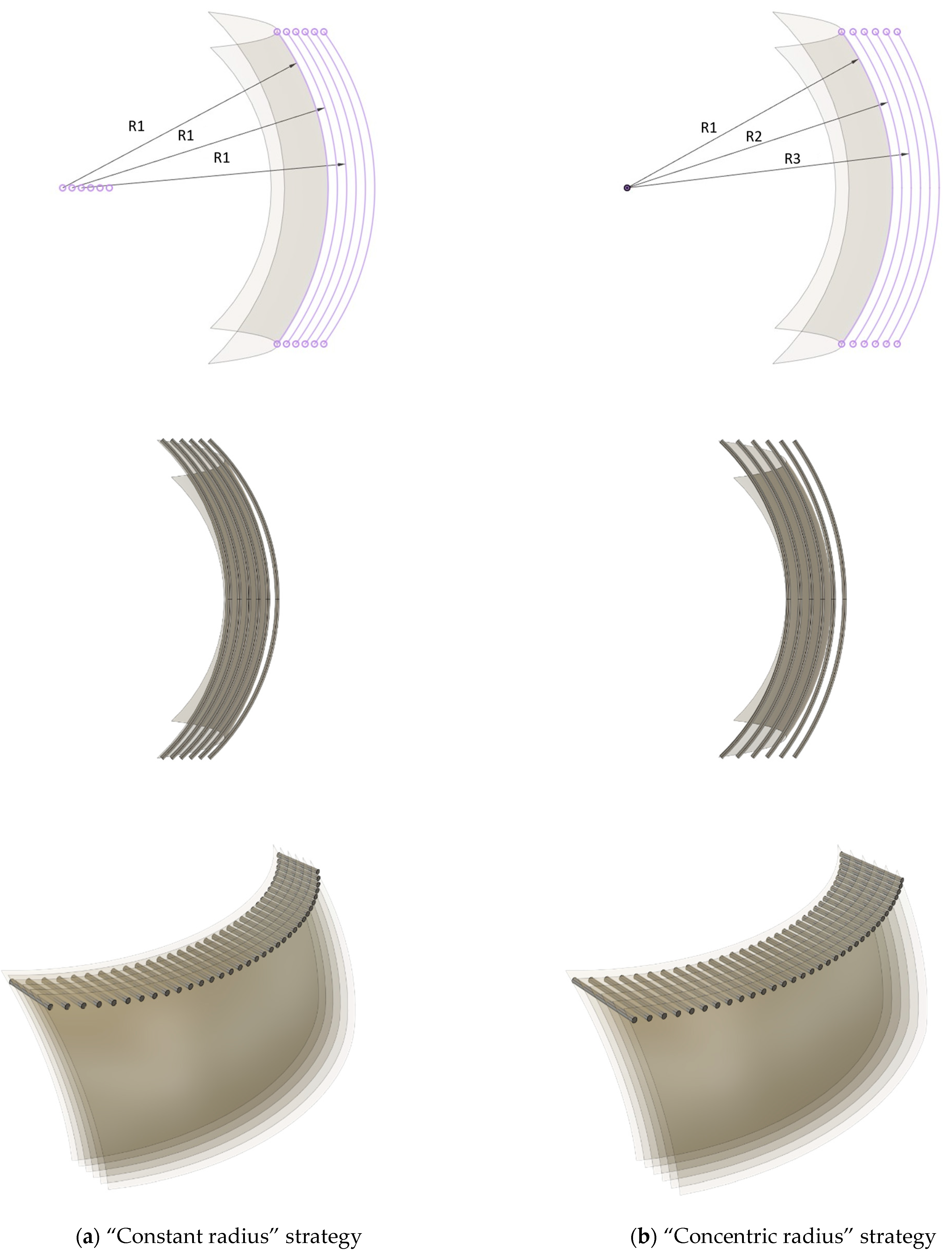
3.1.1. Curved Scaffold Design Procedure
3.1.2. Orthogonal Scaffold Design
3.1.3. Block Design for Mechanical Testing under Compressive Loading
3.2. Scaffold Structural Characterization
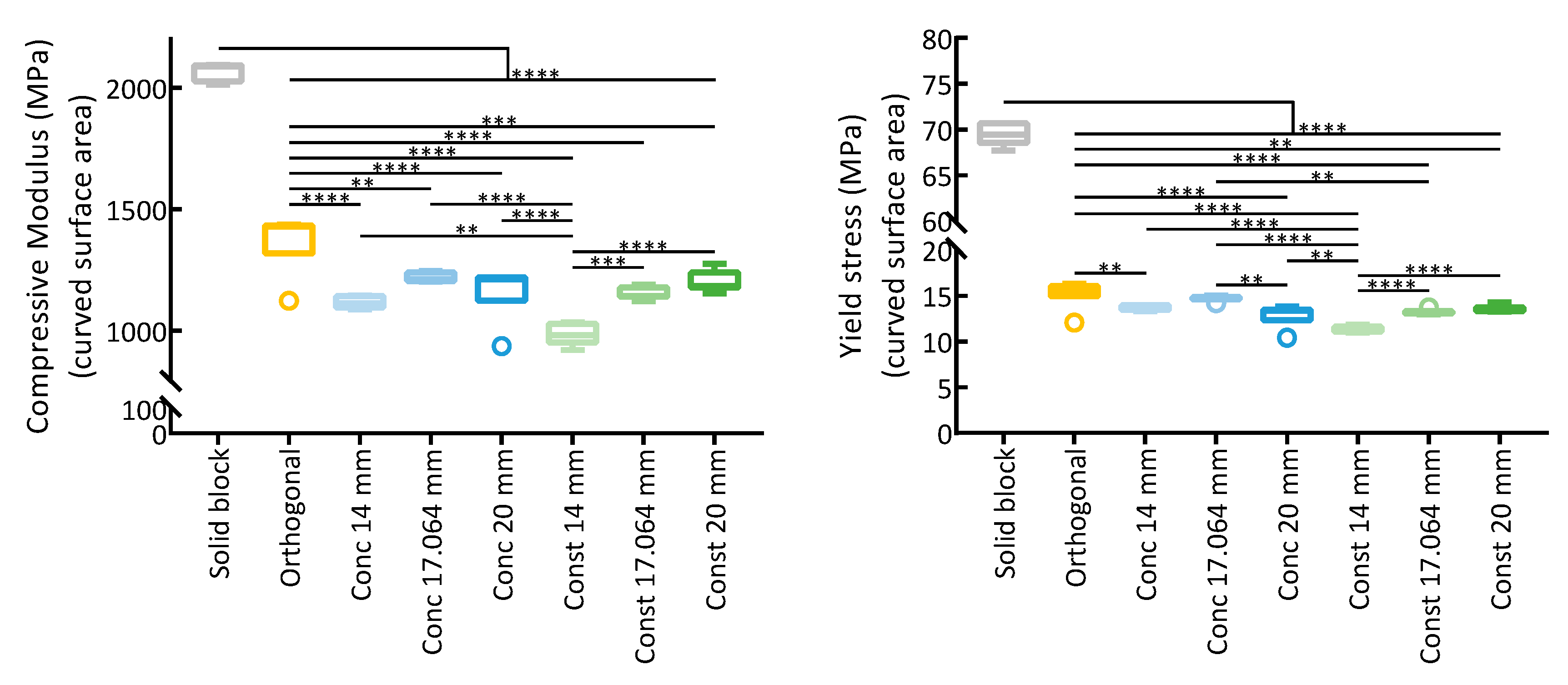
3.3. Mechanical Behavior of Curved Scaffolds under Compressive Loading
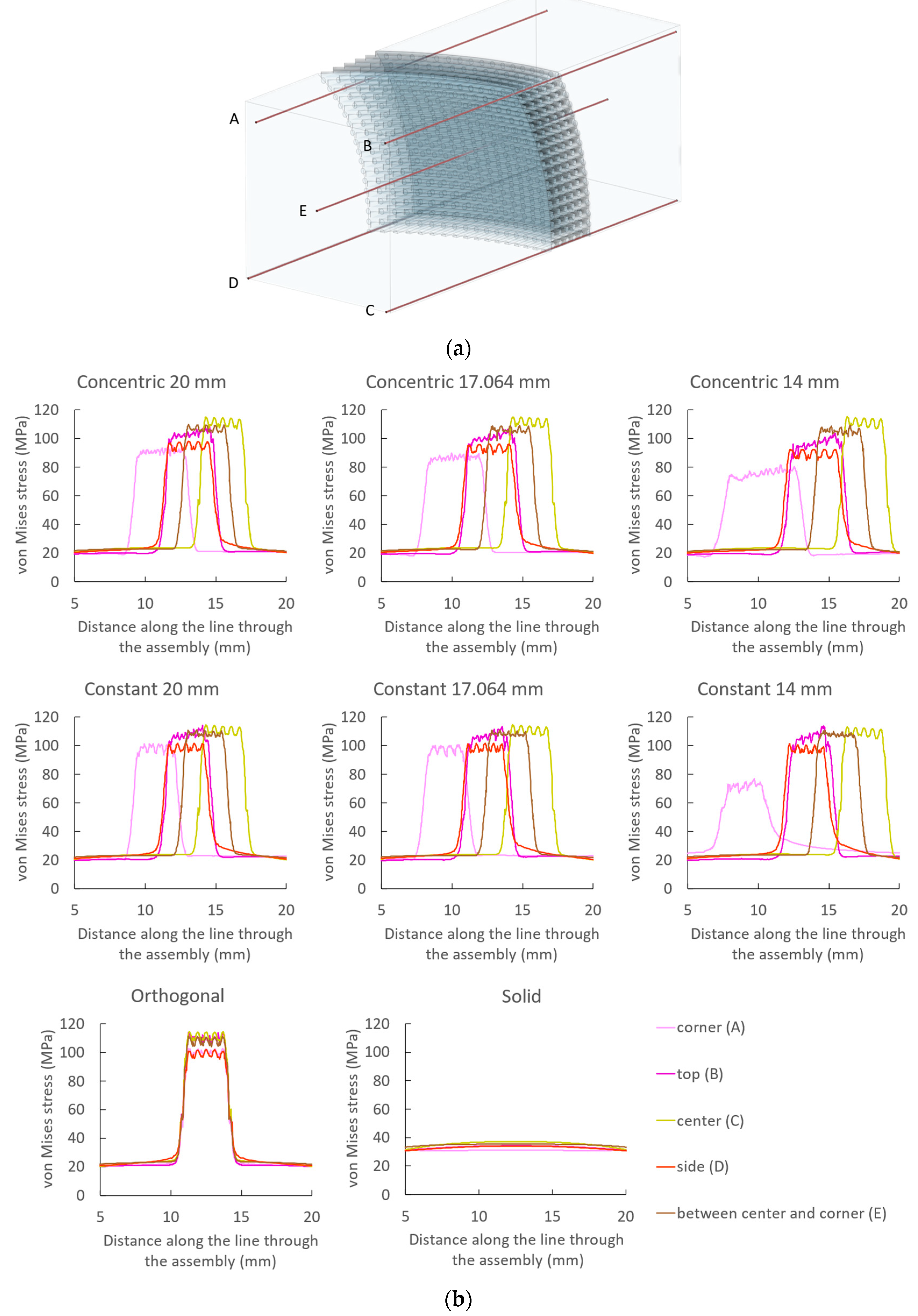
3.4. Finite Element Analysis
4. Discussion
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Goldring, S.R.; Goldring, M.B. Changes in the Osteochondral Unit during Osteoarthritis: Structure, Function and Cartilage–Bone Crosstalk. Nat. Rev. Rheumatol. 2016, 12, 632–644. [Google Scholar] [CrossRef] [PubMed]
- Carballo, C.B.; Nakagawa, Y.; Sekiya, I.; Rodeo, S.A. Basic Science of Articular Cartilage. Clin. Sports Med. 2017, 36, 413–425. [Google Scholar] [CrossRef] [PubMed]
- Di Luca, A.; Van Blitterswijk, C.; Moroni, L. The Osteochondral Interface as a Gradient Tissue: From Development to the Fabrication of Gradient Scaffolds for Regenerative Medicine. Birth Defects Res. Part C—Embryo Today Rev. 2015, 105, 34–52. [Google Scholar] [CrossRef] [PubMed]
- Gadjanski, I.; Vunjak-Novakovic, G. Challenges in Engineering Osteochondral Tissue Grafts with Hierarchical Structures. Expert Opin. Biol. Ther. 2015, 15, 1583–1599. [Google Scholar] [CrossRef]
- Long, H.; Liu, Q.; Yin, H.; Wang, K.; Diao, N.; Zhang, Y.; Lin, J.; Guo, A. Prevalence Trends of Site-Specific Osteoarthritis From 1990 to 2019: Findings from the Global Burden of Disease Study 2019. Arthritis Rheumatol. 2022, 74, 1172–1183. [Google Scholar] [CrossRef]
- Hunter, D.J.; Bierma-Zeinstra, S. Osteoarthritis. Lancet 2019, 393, 1745–1759. [Google Scholar] [CrossRef]
- Zhang, B.; Huang, J.; Narayan, R.J. Gradient Scaffolds for Osteochondral Tissue Engineering and Regeneration. J. Mater. Chem. B 2020, 8, 8149–8170. [Google Scholar] [CrossRef]
- Lepage, S.I.M.; Robson, N.; Gilmore, H.; Davis, O.; Hooper, A.; St. John, S.; Kamesan, V.; Gelis, P.; Carvajal, D.; Hurtig, M.; et al. Beyond Cartilage Repair: The Role of the Osteochondral Unit in Joint Health and Disease. Tissue Eng. Part B Rev. 2019, 25, 114–125. [Google Scholar] [CrossRef]
- Falah, M.; Nierenberg, G.; Soudry, M.; Hayden, M.; Volpin, G. Treatment of Articular Cartilage Lesions of the Knee. Int. Orthop. 2010, 34, 621–630. [Google Scholar] [CrossRef]
- Williams, G.M.; Chan, E.F.; Temple-Wong, M.M.; Bae, W.C.; Masuda, K.; Bugbee, W.D.; Sah, R.L. Shape, Loading, and Motion in the Bioengineering Design, Fabrication, and Testing of Personalized Synovial Joints. J. Biomech. 2010, 43, 156–165. [Google Scholar] [CrossRef]
- Wei, W.; Dai, H. Articular Cartilage and Osteochondral Tissue Engineering Techniques: Recent Advances and Challenges. Bioact. Mater. 2021, 6, 4830–4855. [Google Scholar] [CrossRef] [PubMed]
- Kwon, H.; Brown, W.E.; Lee, C.A.; Wang, D.; Paschos, N.; Hu, J.C.; Athanasiou, K.A. Surgical and Tissue Engineering Strategies for Articular Cartilage and Meniscus Repair. Nat. Rev. Rheumatol. 2019, 15, 550–570. [Google Scholar] [CrossRef] [PubMed]
- Nukavarapu, S.P.; Dorcemus, D.L. Osteochondral Tissue Engineering: Current Strategies and Challenges. Biotechnol. Adv. 2013, 31, 706–721. [Google Scholar] [CrossRef]
- Salgado, A.J.; Coutinho, O.P.; Reis, R.L. Bone Tissue Engineering: State of the Art and Future Trends. Macromol. Biosci. 2004, 4, 743–765. [Google Scholar] [CrossRef]
- Meneses, J.; Silva, J.C.; Fernandes, S.R.; Datta, A.; Ferreira, F.C.; Moura, C.; Amado, S.; Alves, N.; Pascoal-Faria, P. A Multimodal Stimulation Cell Culture Bioreactor for Tissue Engineering: A Numerical Modelling Approach. Polymers 2020, 12, 940. [Google Scholar] [CrossRef]
- Meneses, J.; Fernandes, S.; Alves, N.; Pascoal-Faria, P.; Miranda, P.C. How to Correctly Estimate the Electric Field in Capacitively Coupled Systems for Tissue Engineering: A Comparative Study. Sci. Rep. 2022, 12, 11049. [Google Scholar] [CrossRef] [PubMed]
- Seo, S.J.; Mahapatra, C.; Singh, R.K.; Knowles, J.C.; Kim, H.W. Strategies for Osteochondral Repair: Focus on Scaffolds. J. Tissue Eng. 2014, 5, 204173141454185. [Google Scholar] [CrossRef] [PubMed]
- Oliveira, J.M.; Ribeiro, V.P.; Reis, R.L. Advances on Gradient Scaffolds for Osteochondral Tissue Engineering. Prog. Biomed. Eng. 2021, 3, 033001. [Google Scholar] [CrossRef]
- Turnbull, G.; Clarke, J.; Picard, F.; Riches, P.; Jia, L.; Han, F.; Li, B.; Shu, W. 3D Bioactive Composite Scaffolds for Bone Tissue Engineering. Bioact. Mater. 2018, 3, 278–314. [Google Scholar] [CrossRef]
- Iulian, A.; Dan, L.; Camelia, T.; Claudia, M.; Sebastian, G. Synthetic Materials for Osteochondral Tissue Engineering. In Osteochondral Tissue Engineering; Oliveira, J.M., Pina, S., Reis, R.L., San Roman, J., Eds.; Springer International Publishing: Cham, Switzerland, 2018; pp. 31–52. [Google Scholar]
- Armiento, A.R.; Stoddart, M.J.; Alini, M.; Eglin, D. Biomaterials for Articular Cartilage Tissue Engineering: Learning from Biology. Acta Biomater. 2018, 65, 1–20. [Google Scholar] [CrossRef]
- Yang, J.; Zhang, Y.S.; Yue, K.; Khademhosseini, A. Cell-Laden Hydrogels for Osteochondral and Cartilage Tissue Engineering. Acta Biomater. 2017, 57, 1–25. [Google Scholar] [CrossRef] [PubMed]
- Roseti, L.; Parisi, V.; Petretta, M.; Cavallo, C.; Desando, G.; Bartolotti, I.; Grigolo, B. Scaffolds for Bone Tissue Engineering: State of the Art and New Perspectives. Mater. Sci. Eng. C 2017, 78, 1246–1262. [Google Scholar] [CrossRef]
- Mota, C.; Puppi, D.; Chiellini, F.; Chiellini, E. Additive Manufacturing Techniques for the Production of Tissue Engineering Constructs. J. Tissue Eng. Regen. Med. 2015, 9, 174–190. [Google Scholar] [CrossRef]
- Koons, G.L.; Diba, M.; Mikos, A.G. Materials Design for Bone-Tissue Engineering. Nat. Rev. Mater. 2020, 5, 584–603. [Google Scholar] [CrossRef]
- Leong, K.F.; Cheah, C.M.; Chua, C.K. Solid Freeform Fabrication of Three-Dimensional Scaffolds for Engineering Replacement Tissues and Organs. Biomaterials 2003, 24, 2363–2378. [Google Scholar] [CrossRef] [PubMed]
- Gillispie, G.J.; Park, J.; Copus, J.S.; Pallickaveedu Rajan Asari, A.K.; Yoo, J.J.; Atala, A.; Lee, S.J. Three-Dimensional Tissue and Organ Printing in Regenerative Medicine. In Principles of Regenerative Medicine; Atala, A., Lanza, R., Mikos, A.G., Nerem, R., Eds.; Elsevier: Amsterdam, The Netherlands, 2019; pp. 831–852. [Google Scholar]
- Biscaia, S.; Silva, J.C.; Moura, C.; Viana, T.; Tojeira, A.; Mitchell, G.R.; Pascoal-Faria, P.; Ferreira, F.C.; Alves, N. Additive Manufactured Poly(ε-Caprolactone)-Graphene Scaffolds: Lamellar Crystal Orientation, Mechanical Properties and Biological Performance. Polymers 2022, 14, 1669. [Google Scholar] [CrossRef]
- Pedde, R.D.; Mirani, B.; Navaei, A.; Styan, T.; Wong, S.; Mehrali, M.; Thakur, A.; Mohtaram, N.K.; Bayati, A.; Dolatshahi-Pirouz, A.; et al. Emerging Biofabrication Strategies for Engineering Complex Tissue Constructs. Adv. Mater. 2017, 29, 1–27. [Google Scholar] [CrossRef]
- Qu, H. Additive Manufacturing for Bone Tissue Engineering Scaffolds. Mater. Today Commun. 2020, 24, 101024. [Google Scholar] [CrossRef]
- Mandrycky, C.; Wang, Z.; Kim, K.; Kim, D.H. 3D Bioprinting for Engineering Complex Tissues. Biotechnol. Adv. 2016, 34, 422–434. [Google Scholar] [CrossRef] [PubMed]
- Cordeiro, R.; Henriques, M.; Silva, J.C.; Antunes, F.; Alves, N.; Moura, C. Corncob Cellulose Scaffolds: A New Sustainable Temporary Implant for Cartilage Replacement. J. Funct. Biomater. 2022, 13, 63. [Google Scholar] [CrossRef]
- Silva, J.C.; Moura, C.S.; Borrecho, G.; de Matos, A.P.A.; da Silva, C.L.; Cabral, J.M.S.; Bártolo, P.J.; Linhardt, R.J.; Ferreira, F.C. Extruded Bioreactor Perfusion Culture Supports the Chondrogenic Differentiation of Human Mesenchymal Stem/Stromal Cells in 3D Porous Poly(ε-Caprolactone) Scaffolds. Biotechnol. J. 2020, 15, 1–14. [Google Scholar] [CrossRef] [PubMed]
- De Mori, A.; Fernández, M.P.; Blunn, G.; Tozzi, G.; Roldo, M. 3D Printing and Electrospinning of Composite Hydrogels for Cartilage and Bone Tissue Engineering. Polymers 2018, 10, 285. [Google Scholar] [CrossRef] [PubMed]
- Jammalamadaka, U.; Tappa, K. Recent Advances in Biomaterials for 3D Printing and Tissue Engineering. J. Funct. Biomater. 2018, 9, 22. [Google Scholar] [CrossRef]
- Silva, J.C.; Moura, C.S.; Alves, N.; Cabral, J.M.S.; Ferreira, F.C. Effects of Different Fibre Alignments and Bioactive Coatings on Mesenchymal Stem/Stromal Cell Adhesion and Proliferation in Poly (ε-Caprolactone) Scaffolds towards Cartilage Repair. Procedia Manuf. 2017, 12, 132–140. [Google Scholar] [CrossRef]
- Silva, J.C.; Moura, C.S.; Borrecho, G.; Alves de Matos, A.P.; Cabral, J.M.S.; Linhardt, R.J.; Ferreira, F.C. Effects of Glycosaminoglycan Supplementation in the Chondrogenic Differentiation of Bone Marrow- and Synovial- Derived Mesenchymal Stem/Stromal Cells on 3D-Extruded Poly (ε-Caprolactone) Scaffolds. Int. J. Polym. Mater. Polym. Biomater. 2021, 70, 207–222. [Google Scholar] [CrossRef]
- Silva, J.C.; Carvalho, M.S.; Udangawa, R.N.; Moura, C.S.; Cabral, J.M.S.; da Silva, C.L.; Ferreira, F.C.; Vashishth, D.; Linhardt, R.J. Extracellular Matrix Decorated Polycaprolactone Scaffolds for Improved Mesenchymal Stem/Stromal Cell Osteogenesis towards a Patient-Tailored Bone Tissue Engineering Approach. J. Biomed. Mater. Res.—Part B Appl. Biomater. 2020, 108, 2153–2166. [Google Scholar] [CrossRef]
- Kim, B.; Ventura, R.; Lee, B.T. Functionalization of Porous BCP Scaffold by Generating Cell-Derived Extracellular Matrix from Rat Bone Marrow Stem Cells Culture for Bone Tissue Engineering. J. Tissue Eng. Regen. Med. 2018, 12, e1256–e1267. [Google Scholar] [CrossRef]
- Vernengo, A.J.; Grad, S.; Eglin, D.; Alini, M.; Li, Z. Bioprinting Tissue Analogues with Decellularized Extracellular Matrix Bioink for Regeneration and Tissue Models of Cartilage and Intervertebral Discs. Adv. Funct. Mater. 2020, 30, 1909044. [Google Scholar] [CrossRef]
- Chung, J.J.; Im, H.; Kim, S.H.; Park, J.W.; Jung, Y. Toward Biomimetic Scaffolds for Tissue Engineering: 3D Printing Techniques in Regenerative Medicine. Front. Bioeng. Biotechnol. 2020, 8, 1–12. [Google Scholar] [CrossRef]
- Pereira, D.R.; Reis, R.L.; Oliveira, J.M. Layered Scaffolds for Osteochondral Tissue Engineering. Adv. Exp. Med. Biol. 2018, 1058, 193–218. [Google Scholar] [CrossRef]
- Leong, K.F.; Chua, C.K.; Sudarmadji, N.; Yeong, W.Y. Engineering Functionally Graded Tissue Engineering Scaffolds. J. Mech. Behav. Biomed. Mater. 2008, 1, 140–152. [Google Scholar] [CrossRef]
- Zein, I.; Hutmacher, D.W.; Tan, K.C.; Teoh, S.H. Fused Deposition Modeling of Novel Scaffold Architectures for Tissue Engineering Applications. Biomaterials 2002, 23, 1169–1185. [Google Scholar] [CrossRef] [PubMed]
- Gleadall, A.; Visscher, D.; Yang, J.; Thomas, D.; Segal, J. Review of Additive Manufactured Tissue Engineering Scaffolds: Relationship between Geometry and Performance. Burn. Trauma 2018, 6, 1–16. [Google Scholar] [CrossRef] [PubMed]
- Lee, C.H.; Cook, J.L.; Mendelson, A.; Moioli, E.K.; Yao, H.; Mao, J.J. Regeneration of the Articular Surface of the Rabbit Synovial Joint by Cell Homing: A Proof of Concept Study. Lancet 2010, 376, 440–448. [Google Scholar] [CrossRef]
- Lee, J.-S.; Hong, J.M.; Jung, J.W.; Shim, J.-H.; Oh, J.-H.; Cho, D.-W. 3D Printing of Composite Tissue with Complex Shape Applied to Ear Regeneration. Biofabrication 2014, 6, 024103. [Google Scholar] [CrossRef] [PubMed]
- Probst, F.A.; Hutmacher, D.W.; Müller, D.F.; Machens, H.-G.; Schantz, J.-T. Calvarial Reconstruction by Customized Bioactive Implant. Handchir. Mikrochir. Plast. Chir. 2010, 42, 369–373. [Google Scholar] [CrossRef]
- Daly, A.C.; Cunniffe, G.M.; Sathy, B.N.; Jeon, O.; Alsberg, E.; Kelly, D.J. 3D Bioprinting of Developmentally Inspired Templates for Whole Bone Organ Engineering. Adv. Healthc. Mater. 2016, 5, 2353–2362. [Google Scholar] [CrossRef]
- Ding, S.; Kingshott, P.; Thissen, H.; Pera, M.; Wang, P.Y. Modulation of Human Mesenchymal and Pluripotent Stem Cell Behavior Using Biophysical and Biochemical Cues: A Review. Biotechnol. Bioeng. 2017, 114, 260–280. [Google Scholar] [CrossRef]
- Saghati, S.; Nasrabadi, H.T.; Khoshfetrat, A.B.; Moharamzadeh, K.; Hassani, A.; Mohammadi, S.M.; Rahbarghazi, R.; Fathi Karkan, S. Tissue Engineering Strategies to Increase Osteochondral Regeneration of Stem Cells; a Close Look at Different Modalities. Stem Cell Rev. Reports 2021, 17, 1294–1311. [Google Scholar] [CrossRef]
- Möller, J.; Pörtner, R. Digital Twins for Tissue Culture Techniques—Concepts, Expectations, and State of the Art. Processes 2021, 9, 447. [Google Scholar] [CrossRef]
- Geris, L.; Lambrechts, T.; Carlier, A.; Papantoniou, I. The Future Is Digital: In Silico Tissue Engineering. Curr. Opin. Biomed. Eng. 2018, 6, 92–98. [Google Scholar] [CrossRef]
- Farah, S.; Anderson, D.G.; Langer, R. Physical and Mechanical Properties of PLA, and Their Functions in Widespread Applications—A Comprehensive Review. Adv. Drug Deliv. Rev. 2016, 107, 367–392. [Google Scholar] [CrossRef] [PubMed]
- Mirkhalaf, S.M.; Fagerström, M. The Mechanical Behavior of Polylactic Acid (PLA) Films: Fabrication, Experiments and Modelling. Mech. Time-Dependent Mater. 2021, 25, 119–131. [Google Scholar] [CrossRef]
- Cheng, A.; Schwartz, Z.; Kahn, A.; Li, X.; Shao, Z.; Sun, M.; Ao, Y.; Boyan, B.D.; Chen, H. Advances in Porous Scaffold Design for Bone and Cartilage Tissue Engineering and Regeneration. Tissue Eng.—Part B Rev. 2019, 25, 14–29. [Google Scholar] [CrossRef]
- Loh, Q.L.; Choong, C. Three-Dimensional Scaffolds for Tissue Engineering Applications: Role of Porosity and Pore Size. Tissue Eng.—Part B Rev. 2013, 19, 485–502. [Google Scholar] [CrossRef]
- Moura, C.S.; Da Silva, C.L.; Bártolo, P.J.; Ferreira, F.C. Combination of 3D Extruded-Based Poly (ε-Caprolactone) Scaffolds with Mesenchymal Stem/Stromal Cells: Strategy Optimization. Procedia Eng. 2015, 110, 122–127. [Google Scholar] [CrossRef]
- Kang, H.W.; Lee, S.J.; Ko, I.K.; Kengla, C.; Yoo, J.J.; Atala, A. A 3D Bioprinting System to Produce Human-Scale Tissue Constructs with Structural Integrity. Nat. Biotechnol. 2016, 34, 312–319. [Google Scholar] [CrossRef] [PubMed]
- Murphy, S.V.; Atala, A. 3D Bioprinting of Tissues and Organs. Nat. Biotechnol. 2014, 32, 773–785. [Google Scholar] [CrossRef]
- Zhang, X.; Le, X.; Panotopoulou, A.; Whiting, E.; Wang, C.C.L. Perceptual Models of Preference in 3D Printing Direction. ACM Trans. Graph. 2015, 34, 1–12. [Google Scholar] [CrossRef]
- Mahfouz, M.; Abdel Fatah, E.E.; Bowers, L.S.; Scuderi, G. Three-Dimensional Morphology of the Knee Reveals Ethnic Differences. Clin. Orthop. Relat. Res. 2012, 470, 172–185. [Google Scholar] [CrossRef]
- Irie, T.; Orías, A.A.E.; Irie, T.Y.; Nho, S.J.; Takahashi, D.; Iwasaki, N.; Inoue, N. Three-Dimensional Curvature Mismatch of the Acetabular Radius to the Femoral Head Radius Is Increased in Borderline Dysplastic Hips. PLoS ONE 2020, 15, e0231001. [Google Scholar] [CrossRef]
- Li, K.; Tashman, S.; Fu, F.; Harner, C.; Zhang, X. Automating Analyses of the Distal Femur Articular Geometry Based on Three-Dimensional Surface Data. Ann. Biomed. Eng. 2010, 38, 2928–2936. [Google Scholar] [CrossRef] [PubMed]
- Moura, C.S.; Silva, J.C.; Faria, S.; Fernandes, P.R.; da Silva, C.L.; Cabral, J.M.S.; Linhardt, R.; Bártolo, P.J.; Ferreira, F.C. Chondrogenic Differentiation of Mesenchymal Stem/Stromal Cells on 3D Porous Poly (ε-Caprolactone) Scaffolds: Effects of Material Alkaline Treatment and Chondroitin Sulfate Supplementation. J. Biosci. Bioeng. 2020, 129, 756–764. [Google Scholar] [CrossRef] [PubMed]
- Xing, F.; Li, L.; Zhou, C.; Long, C.; Wu, L.; Lei, H.; Kong, Q.; Fan, Y.; Xiang, Z.; Zhang, X. Regulation and Directing Stem Cell Fate by Tissue Engineering Functional Microenvironments: Scaffold Physical and Chemical Cues. Stem Cells Int. 2019, 2019, 1–16. [Google Scholar] [CrossRef]
- Ferlin, K.M.; Prendergast, M.E.; Miller, M.L.; Kaplan, D.S.; Fisher, J.P. Influence of 3D Printed Porous Architecture on Mesenchymal Stem Cell Enrichment and Differentiation. Acta Biomater. 2016, 32, 161–169. [Google Scholar] [CrossRef]
- Gupte, M.J.; Swanson, W.B.; Hu, J.; Jin, X.; Ma, H.; Zhang, Z.; Liu, Z.; Feng, K.; Feng, G.; Xiao, G.; et al. Pore Size Directs Bone Marrow Stromal Cell Fate and Tissue Regeneration in Nanofibrous Macroporous Scaffolds by Mediating Vascularization. Acta Biomater. 2018, 82, 1–11. [Google Scholar] [CrossRef]
- Alizadeh-Osgouei, M.; Li, Y.; Vahid, A.; Ataee, A.; Wen, C. High Strength Porous PLA Gyroid Scaffolds Manufactured via Fused Deposition Modeling for Tissue-Engineering Applications. Smart Mater. Med. 2021, 2, 15–25. [Google Scholar] [CrossRef]
- Wu, D.; Isaksson, P.; Ferguson, S.J.; Persson, C. Young’s Modulus of Trabecular Bone at the Tissue Level: A Review. Acta Biomater. 2018, 78, 1–12. [Google Scholar] [CrossRef]
- Gerhardt, L.C.; Boccaccini, A.R. Bioactive Glass and Glass-Ceramic Scaffolds for Bone Tissue Engineering. Materials 2010, 3, 3867–3910. [Google Scholar] [CrossRef]
- Vukasovic, T.; Vivanco, J.F.; Celentano, D.; García-Herrera, C. Characterization of the Mechanical Response of Thermoplastic Parts Fabricated with 3D Printing. Int. J. Adv. Manuf. Technol. 2019, 104, 4207–4218. [Google Scholar] [CrossRef]
- Brischetto, S.; Torre, R. Tensile and Compressive Behavior in the Experimental Tests for Pla Specimens Produced via Fused Deposition Modelling Technique. J. Compos. Sci. 2020, 4, 140. [Google Scholar] [CrossRef]
- Abeykoon, C.; Sri-Amphorn, P.; Fernando, A. Optimization of Fused Deposition Modeling Parameters for Improved PLA and ABS 3D Printed Structures. Int. J. Light. Mater. Manuf. 2020, 3, 284–297. [Google Scholar] [CrossRef]
- Song, Y.; Li, Y.; Song, W.; Yee, K.; Lee, K.Y.; Tagarielli, V.L. Measurements of the Mechanical Response of Unidirectional 3D-Printed PLA. Mater. Des. 2017, 123, 154–164. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
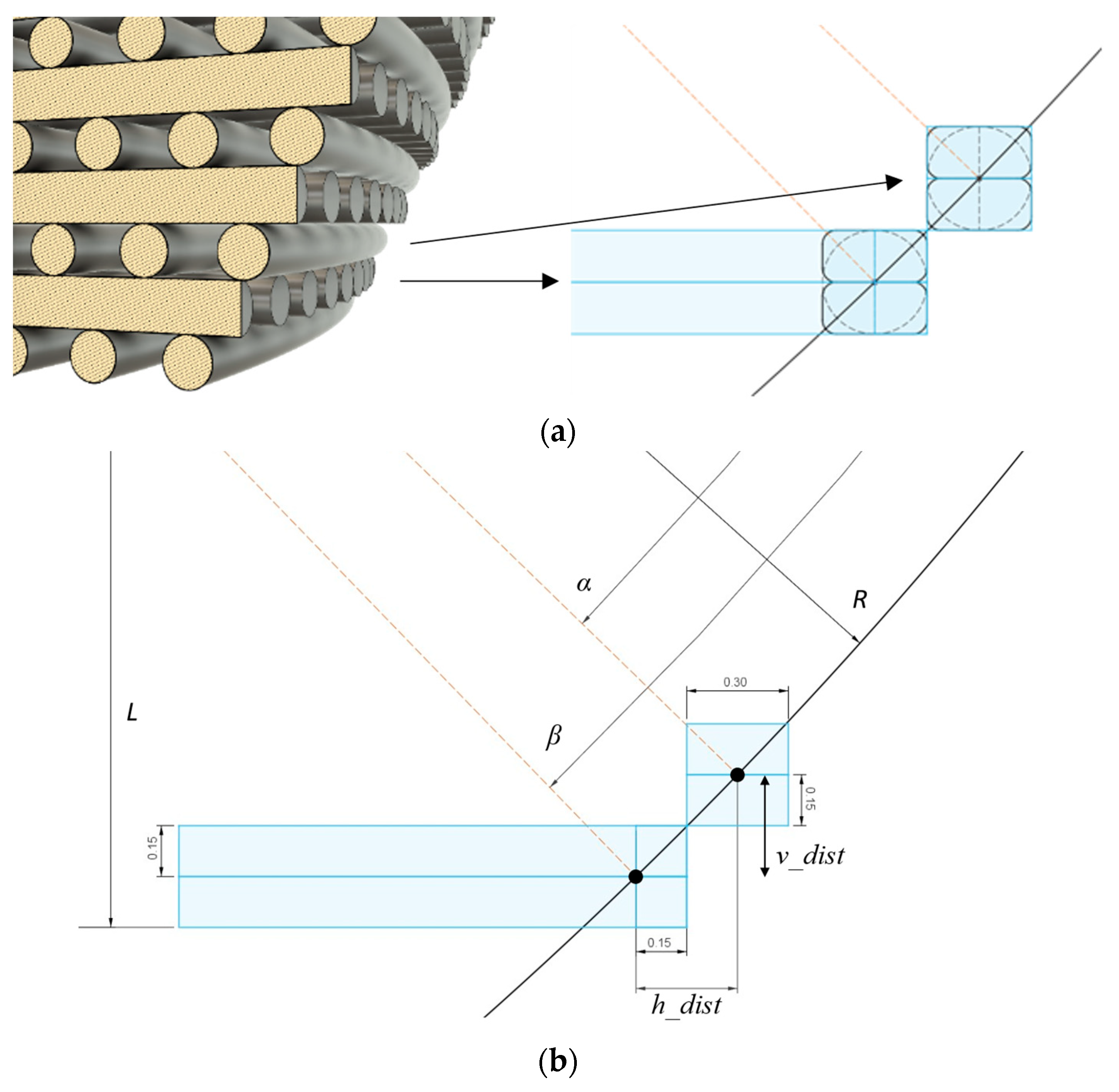
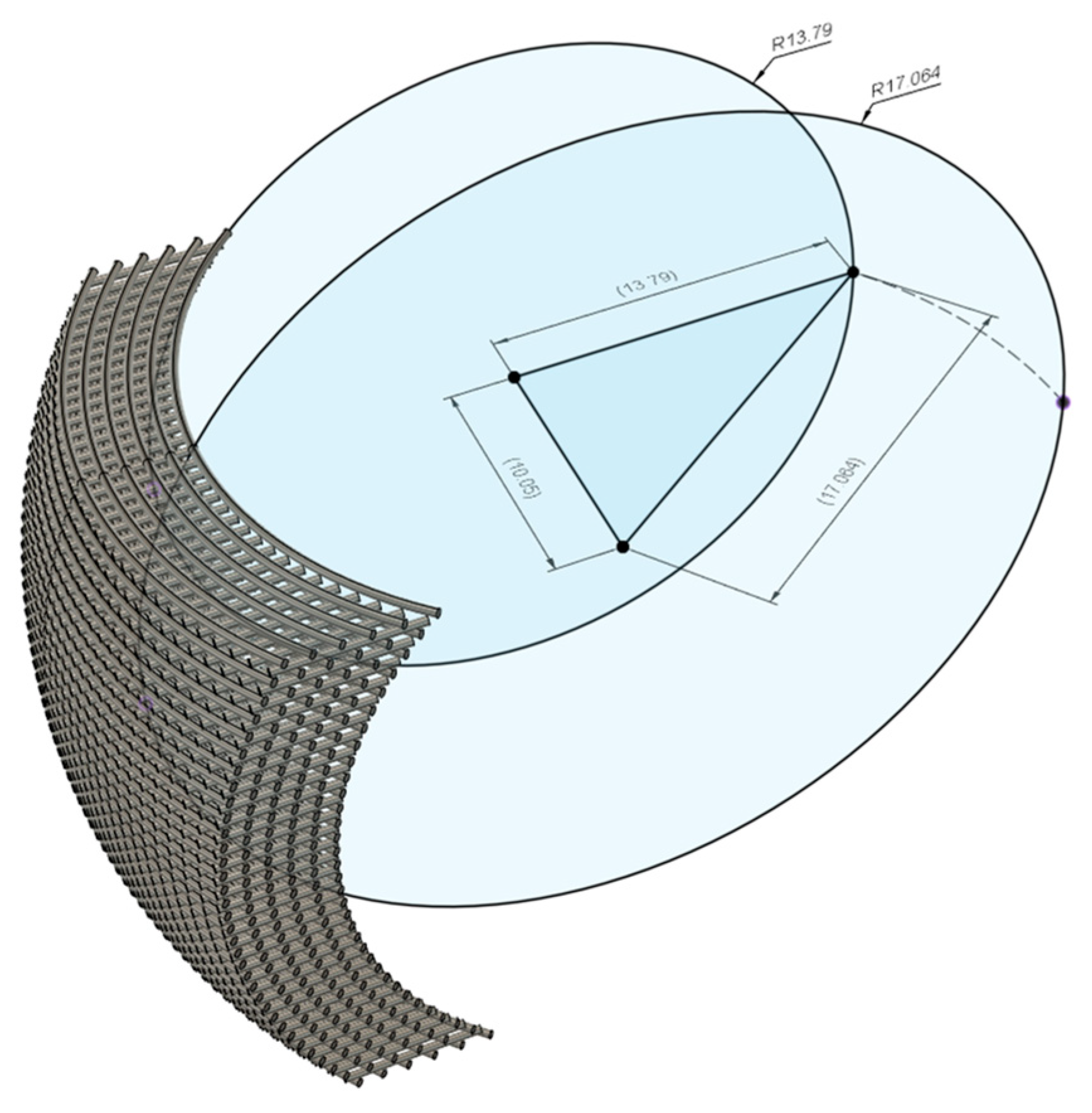
| Scaffold Dimension | Assigned Parameters | Calculated Limit Curvature |
|---|---|---|
| height = 20.1 mm width = 20.1 mm | L = 10.05 mm h_dist = 0.3 mm v_dist = 0.3 mm | Rside of scaffold = 13.790 mm α = 44.12° β = 45.88° R = 17.064 mm |
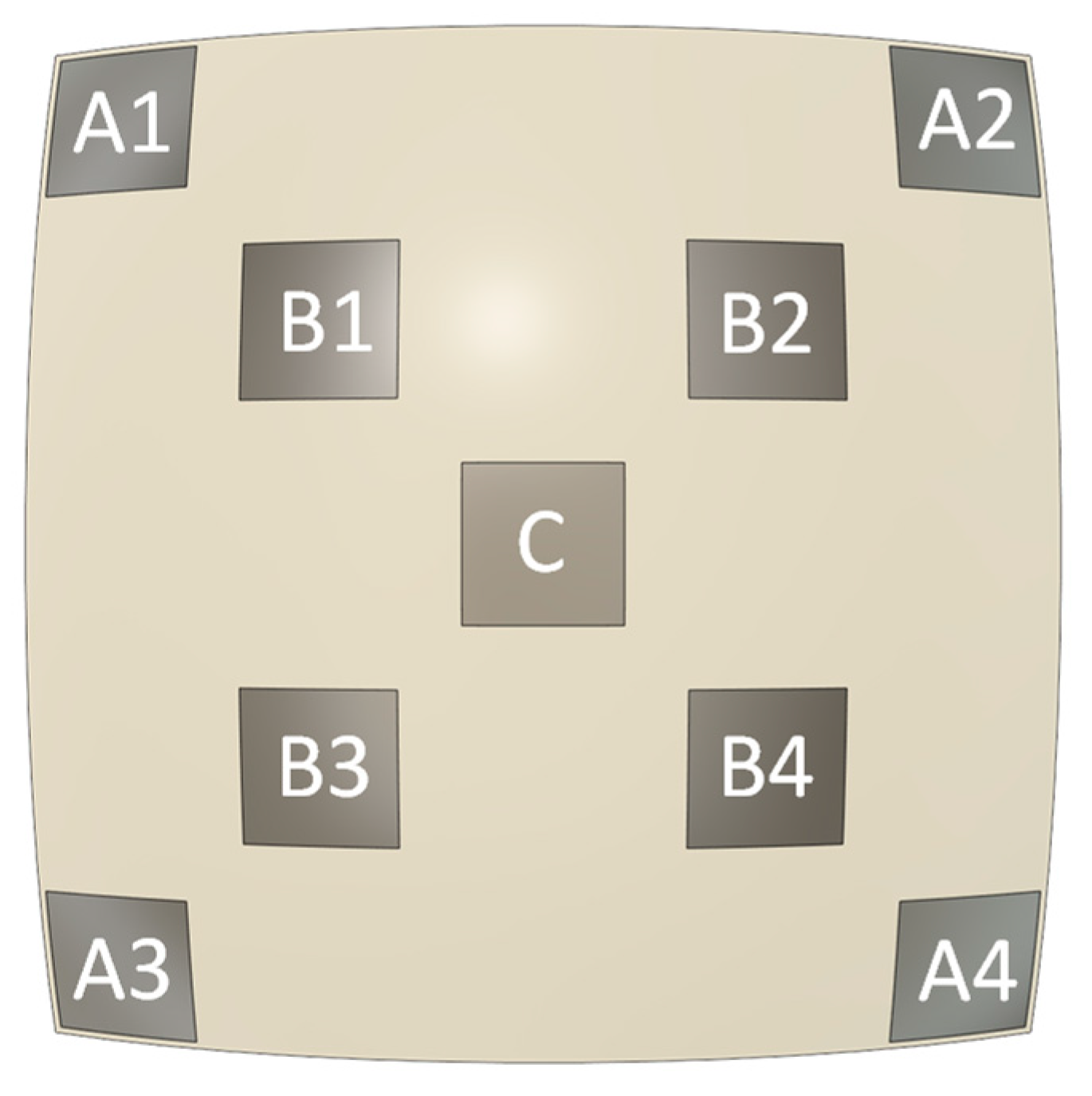
| VOI | Concentric | Constant | Orthogonal | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 14 mm | 17.064 mm | 20 mm | 14 mm | 17.064 mm | 20 mm | |||||||||
| CAD | μ-CT | CAD | μ-CT | CAD | μ-CT | CAD | μ-CT | CAD | μ-CT | CAD | μ-CT | CAD | μ-CT | |
| A1 | 60.3 | 64.2 | 59.1 | 64.0 | 58.4 | 56.9 | 45.1 | 48.7 | 52.0 | 53.7 | 53.7 | 50.8 | 56.3 | 62.3 |
| A2 | 70.8 | 63.4 | 61.6 | 52.9 | 55.7 | 53.9 | ||||||||
| A3 | 67.3 | 64.6 | 61.6 | 45.0 | 53.9 | 62.5 | ||||||||
| A4 | 67.0 | 66.4 | 61.3 | 52.9 | 56.8 | 53.9 | ||||||||
| C | 56.3 | 62.1 | 56.3 | 65.9 | 56.3 | 64.7 | 56.3 | 65.0 | 56.3 | 61.0 | 56.3 | 60.3 | ||
| B1 | 57.6 | 63.7 | 57.1 | 64.3 | 57.0 | 66.2 | 55.7 | 58.7 | 55.8 | 58.7 | 56.0 | 63.4 | ||
| B2 | 65.3 | 64.9 | 56.4 | 61.0 | 58.4 | 63.9 | ||||||||
| B3 | 63.5 | 66.2 | 65.4 | 57.5 | 61.8 | 62.4 | ||||||||
| B4 | 62.1 | 61.9 | 65.1 | 54.9 | 59.0 | 59.5 | ||||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Marcelino, P.; Silva, J.C.; Moura, C.S.; Meneses, J.; Cordeiro, R.; Alves, N.; Pascoal-Faria, P.; Ferreira, F.C. A Novel Approach for Design and Manufacturing of Curvature-Featuring Scaffolds for Osteochondral Repair. Polymers 2023, 15, 2129. https://doi.org/10.3390/polym15092129
Marcelino P, Silva JC, Moura CS, Meneses J, Cordeiro R, Alves N, Pascoal-Faria P, Ferreira FC. A Novel Approach for Design and Manufacturing of Curvature-Featuring Scaffolds for Osteochondral Repair. Polymers. 2023; 15(9):2129. https://doi.org/10.3390/polym15092129
Chicago/Turabian StyleMarcelino, Pedro, João Carlos Silva, Carla S. Moura, João Meneses, Rachel Cordeiro, Nuno Alves, Paula Pascoal-Faria, and Frederico Castelo Ferreira. 2023. "A Novel Approach for Design and Manufacturing of Curvature-Featuring Scaffolds for Osteochondral Repair" Polymers 15, no. 9: 2129. https://doi.org/10.3390/polym15092129