
In Situ Nanofibrillar Polypropylene-Based Composite Microcellular Foams with Enhanced Mechanical and Flame-Retardant Performances

 ,
,
Abstract
:
1. Introduction
2. Experimental
2.1. Materials
2.2. INF Composite and Foams Preparation
2.3. Characterization
2.3.1. INF Composites and Foams Morphology Characterization
2.3.2. Rheology
2.3.3. Non-Isothermal Crystallization
2.3.4. Uniaxial Compression
2.3.5. Flame Retardancy Characterization
3. Results and Discussion
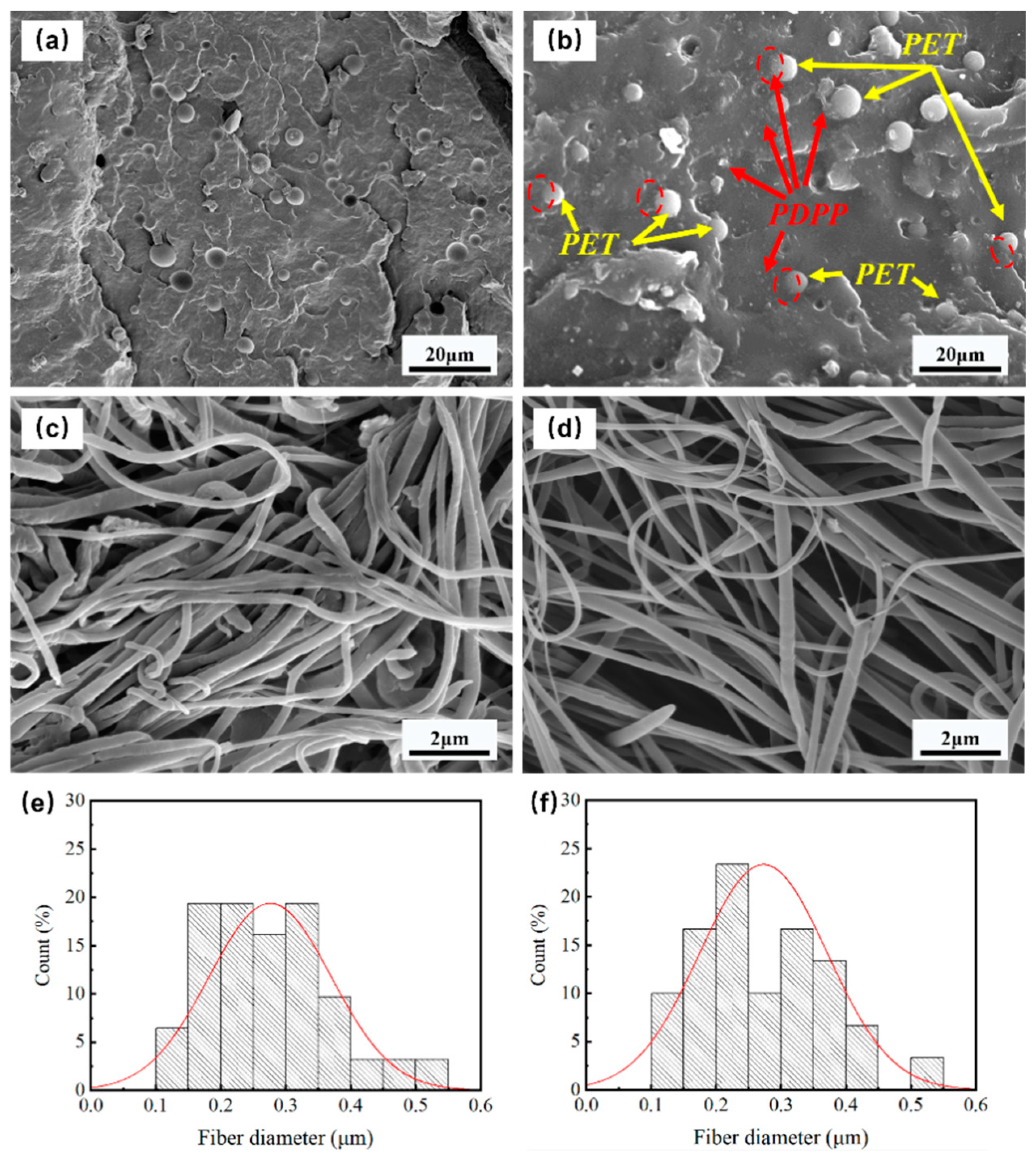
3.1. INF Composite Morphology
3.2. Rheological Behavior
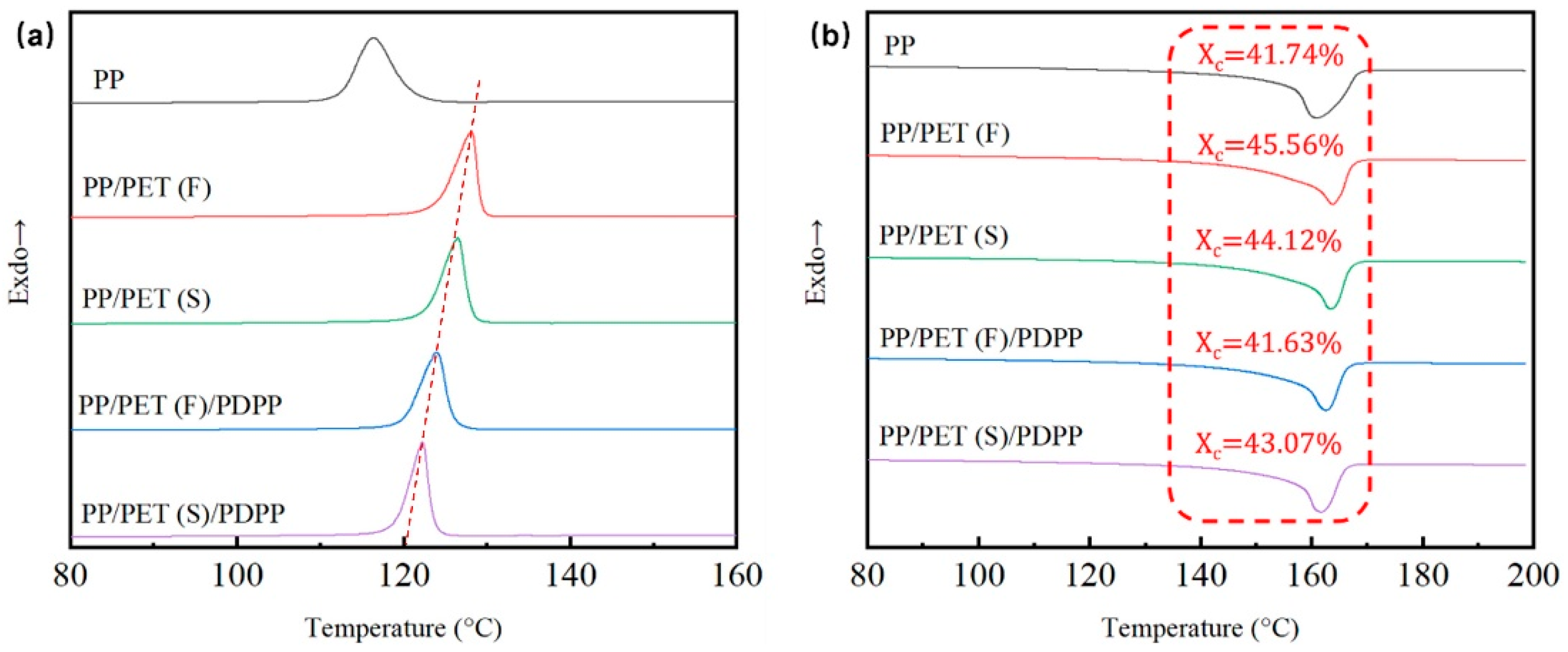
3.3. Crystallization Behavior
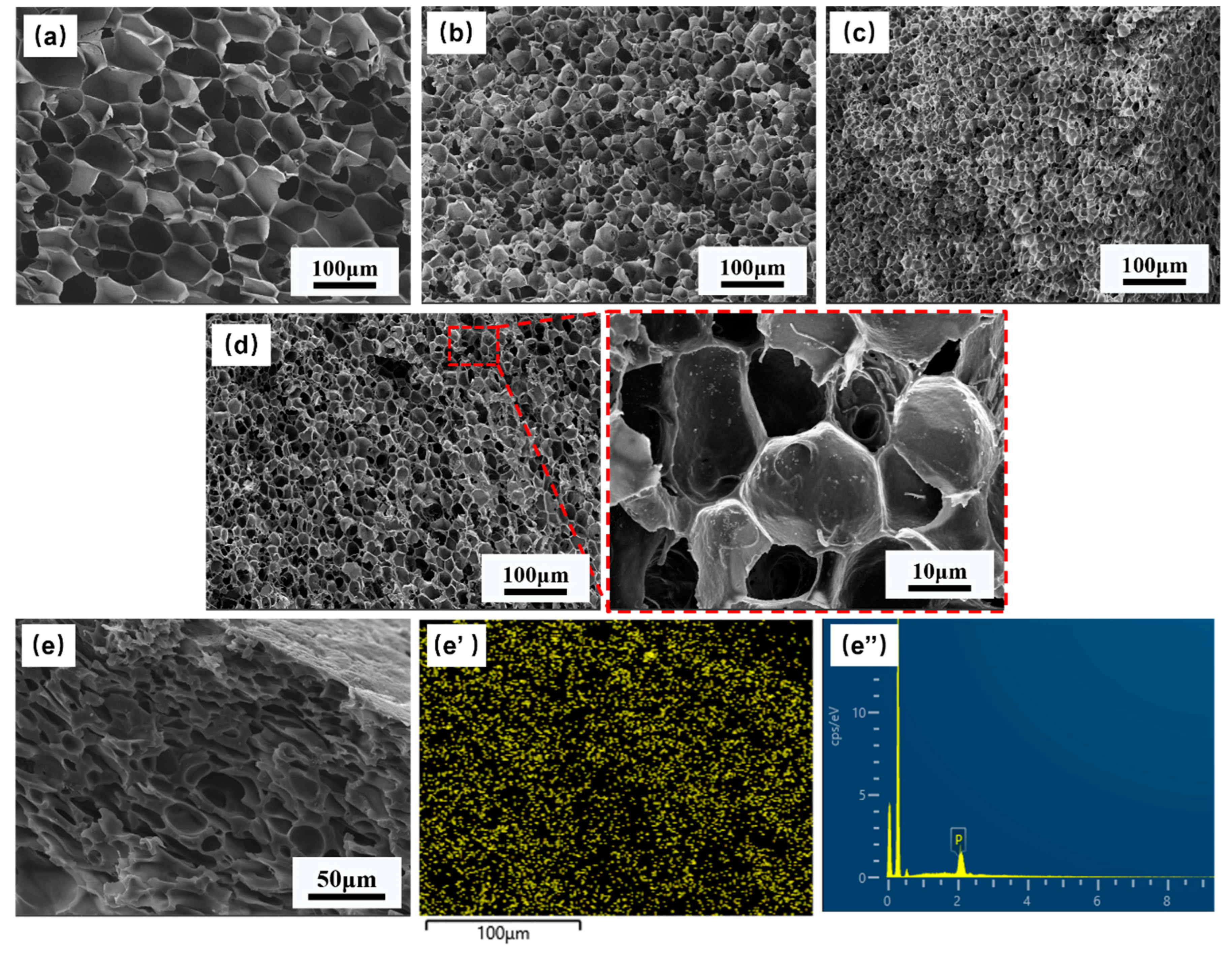
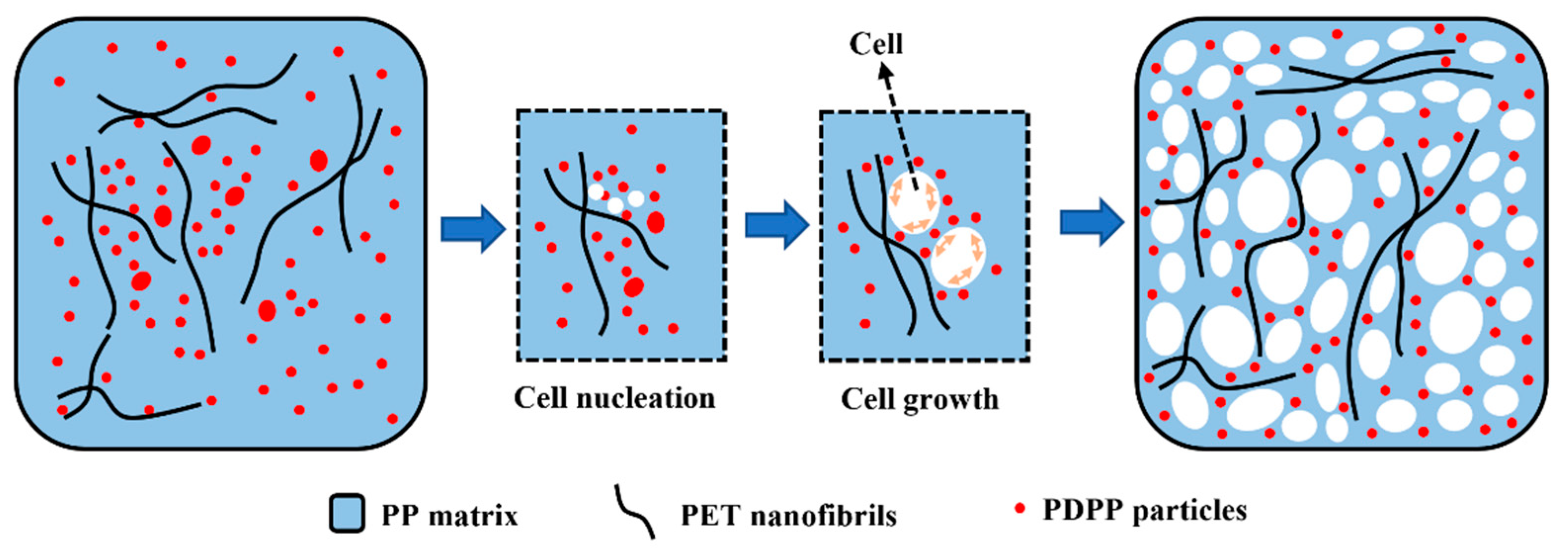
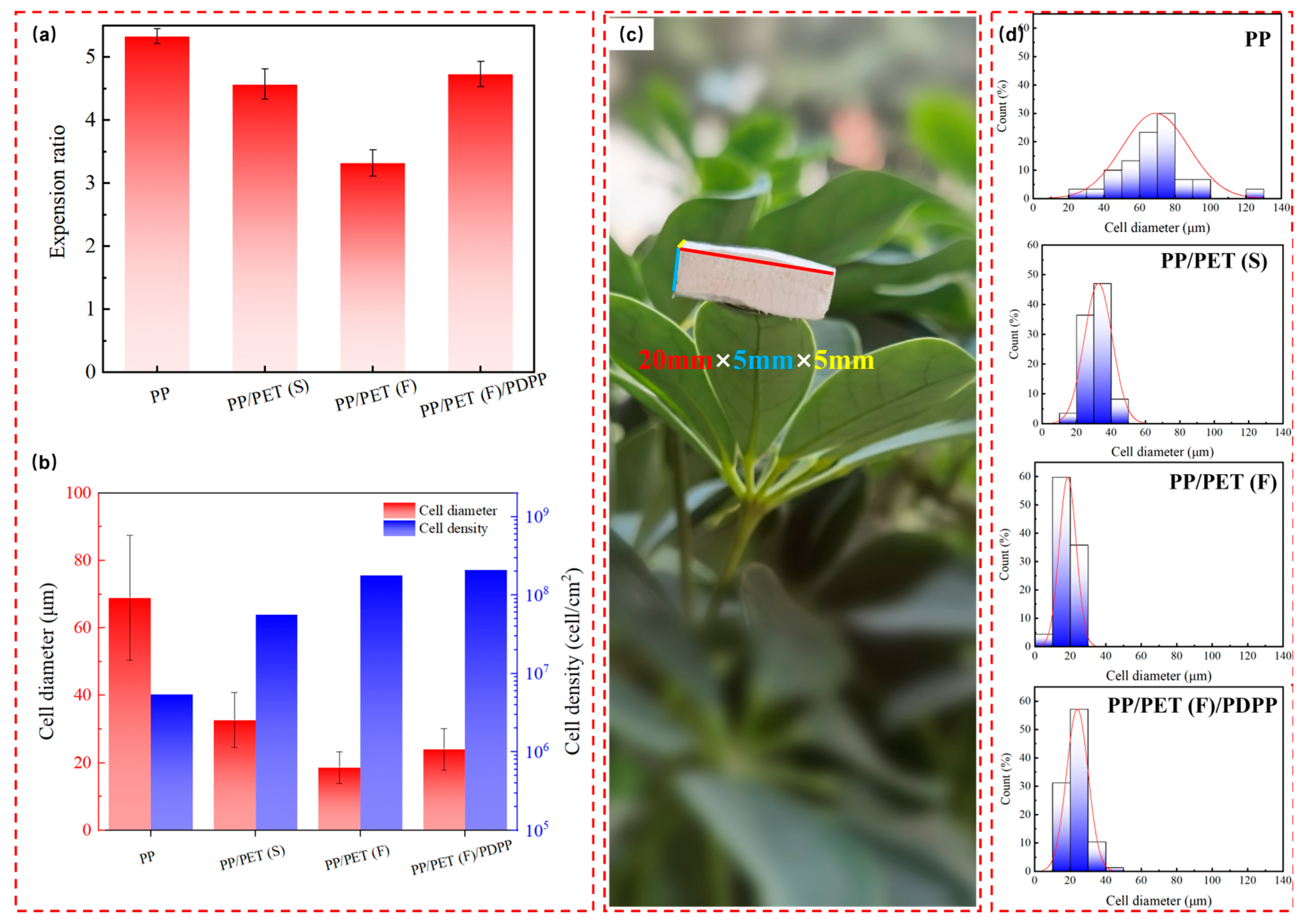
3.4. Cellular Morphology
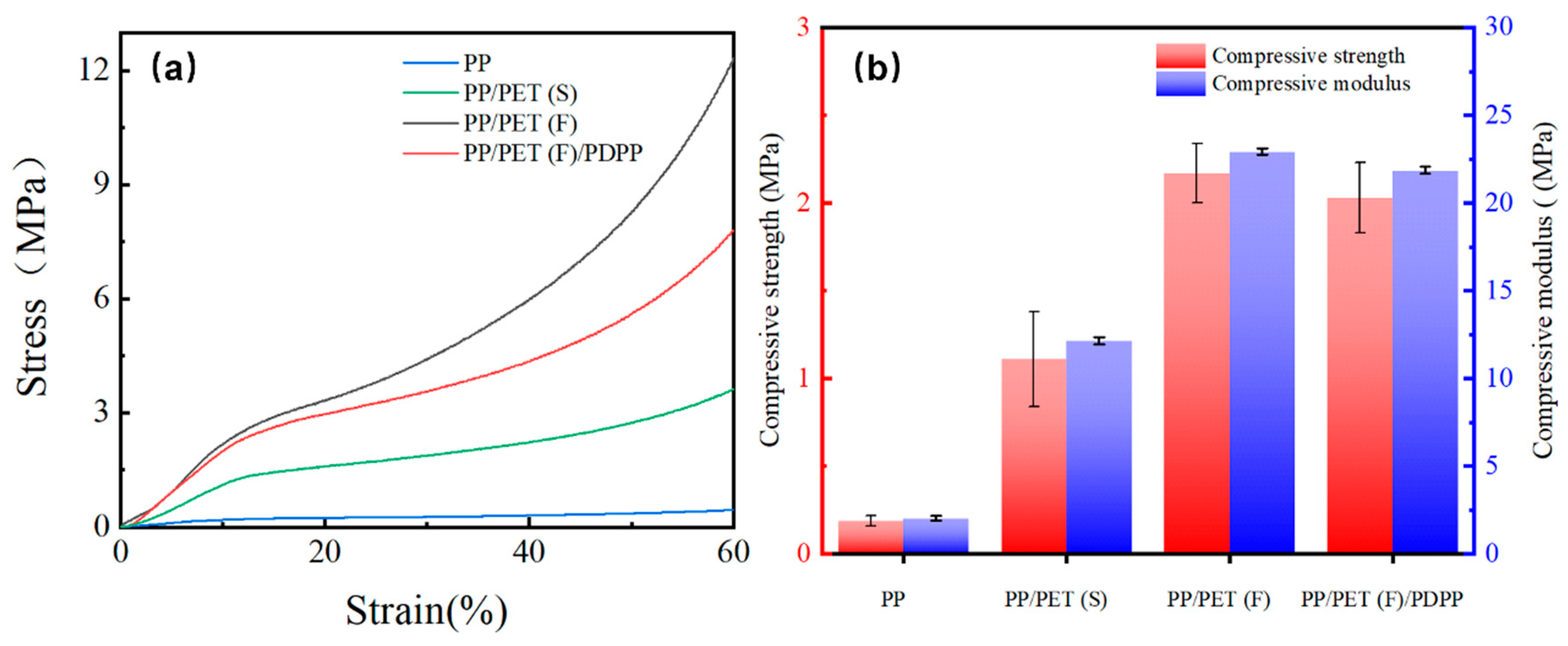
3.5. Compressive Property
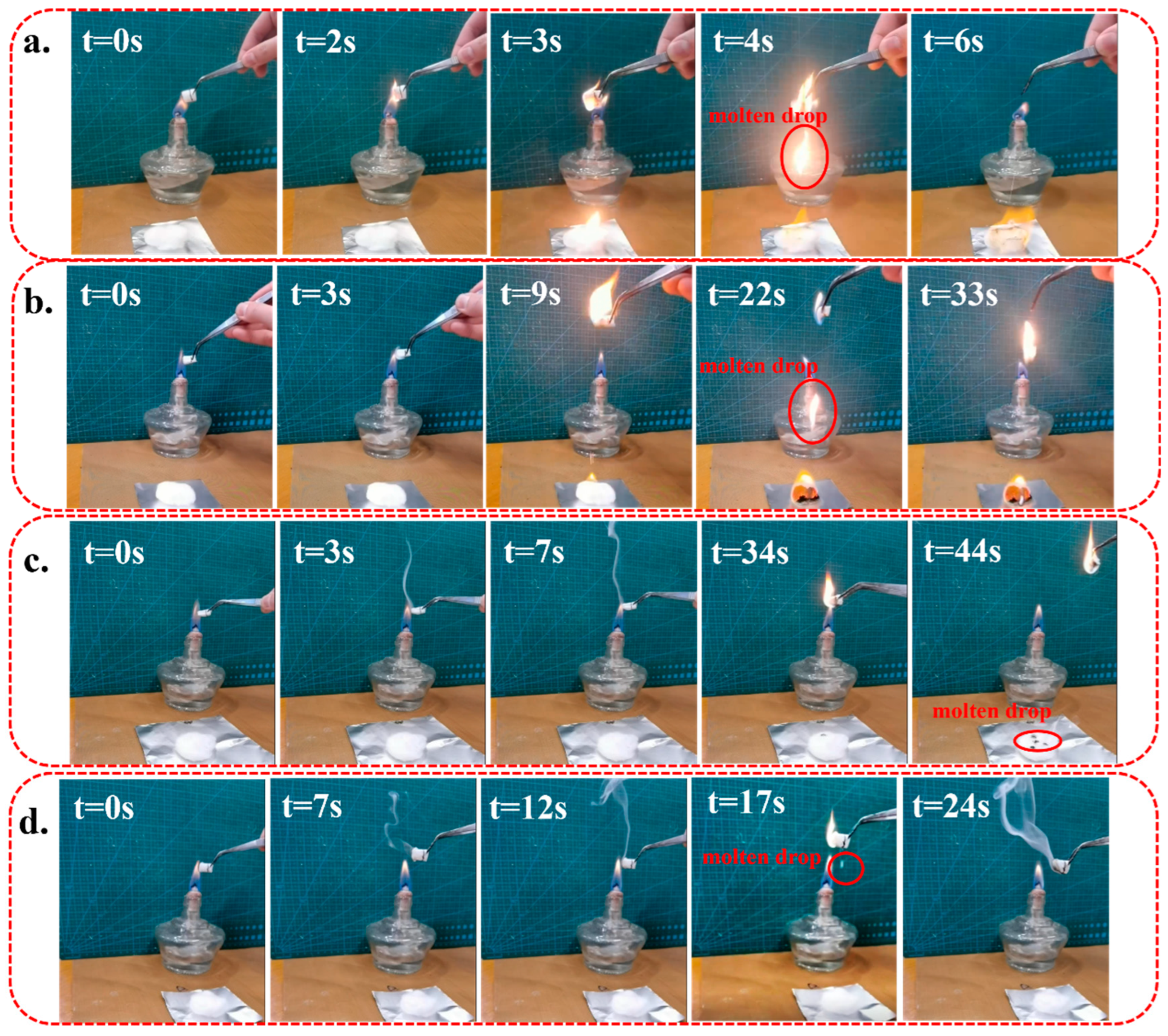
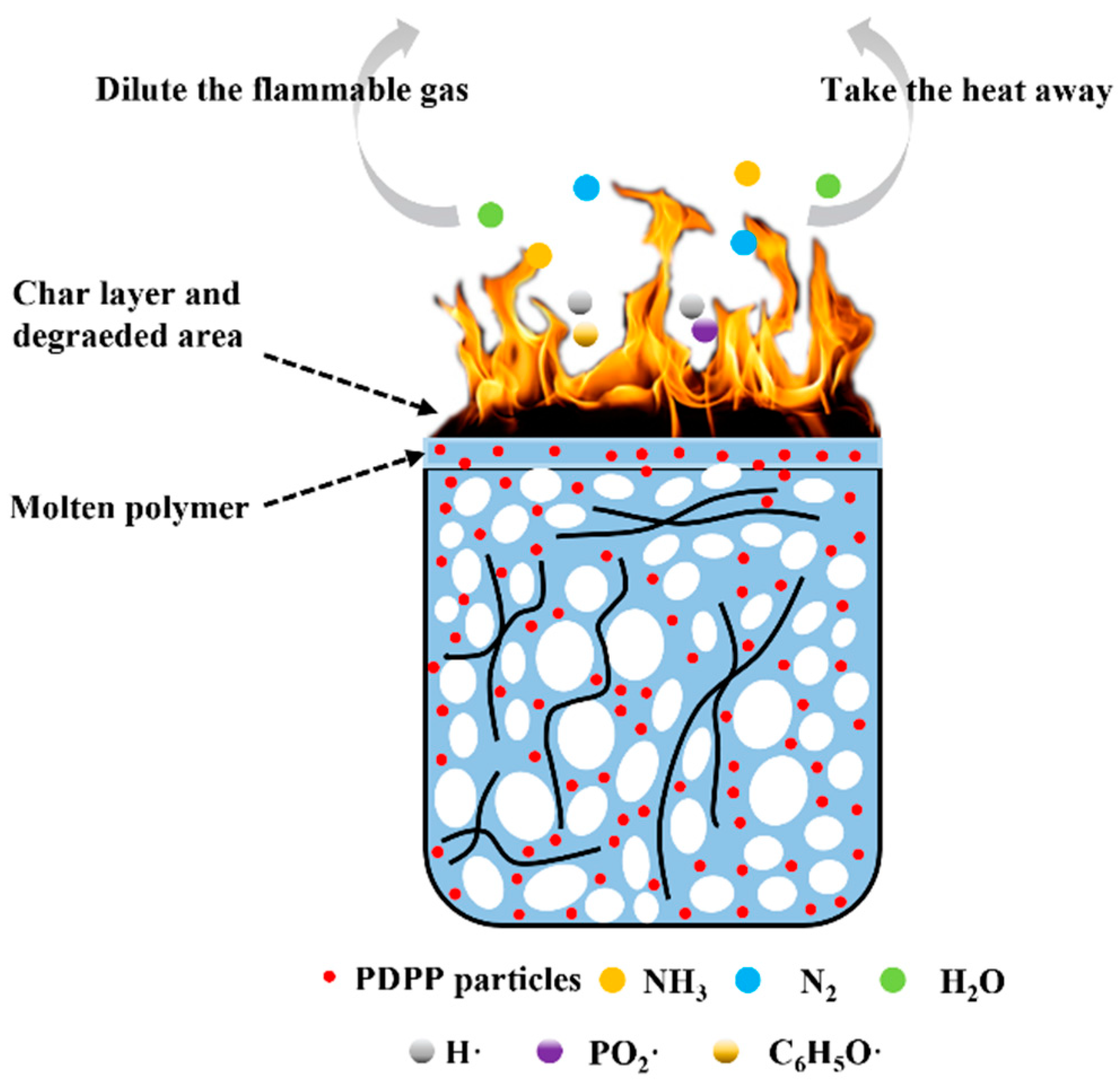
3.6. Flame Retardancy Property
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhao, J.; Wang, G.; Wang, C.; Park, C.B. Ultra-lightweight, super thermal-insulation and strong PP/CNT microcellular foams. Compos. Sci. Technol. 2020, 191, 108084. [Google Scholar] [CrossRef]
- Galloway, J.N.; Townsend, A.R.; Erisman, J.W.; Bekunda, M.; Cai, Z.; Freney, J.R.; Martinelli, L.A.; Seitzinger, S.P.; Sutton, M.A. Transformation of the nitrogen cycle: Recent trends, questions, and potential solutions. Science 2008, 320, 889–892. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, G.; Zhao, G.; Dong, G.; Mu, Y.; Park, C.B. Lightweight and strong microcellular injection molded PP/talc nanocomposite. Compos. Sci. Technol. 2018, 168, 38–46. [Google Scholar] [CrossRef]
- Tadele, D.; Roy, P.; Defersha, F.; Misra, M.; Mohanty, A.K. A comparative life-cycle assessment of talc-and biochar-reinforced composites for lightweight automotive parts. Clean Technol. Environ. Policy 2020, 22, 639–649. [Google Scholar] [CrossRef]
- Suffis, B. Automotive technology evolves with the use of lightweight alternatives. Reinf. Plast. 2015, 4, 199–201. [Google Scholar] [CrossRef]
- Jin, F.-L.; Zhao, M.; Park, M.; Park, S. Recent trends of foaming in polymer processing: A review. Polymers 2019, 11, 953. [Google Scholar] [CrossRef] [Green Version]
- Liu, Z.; Qiu, J.; Shi, Z.; Zhang, S.; Xing, H.; Li, M.; Shi, Y.; Tang, T. Adjusting cell structure of polypropylene composite foams by controlling the size and dispersed state of NaCl particles during CO2 batch foaming process. Polymer 2020, 194, 122406. [Google Scholar] [CrossRef]
- Alassod, A.; Islam, S.R.; Farooq, A.; Xu, G. Fabrication of polypropylene/lignin blend sponges via thermally induced phase separation for the removal of oil from contaminated water. SN Appl. Sci. 2020, 2, 1569. [Google Scholar] [CrossRef]
- Yang, M.; Li, J. Continuous ultrasound-assisted fabrication of lightweight polypropylene foam with low thermal conductivity and excellent sound insulation properties. Polym. Eng. Sci. 2018, 58, 1678–1684. [Google Scholar] [CrossRef]
- Assagra, Y.A.; Altafim, R.A.; do Carmo, J.P.; Altafim, R.A.; Rychkov, D.; Wirges, W.; Gerhard, R. A new route to piezo-polymer transducers: 3D printing of polypropylene ferroelectrets. IEEE Trans. Dielectr. Electr. Insul. 2020, 27, 1668–1674. [Google Scholar] [CrossRef]
- Zhao, C.; Mark, L.H.; Kim, S.; Chang, E.; Park, C.B.; Lee, P.C. Recent progress in micro-/nano-fibrillar reinforced polymeric composite foams. Polym. Eng. Sci. 2021, 61, 926–941. [Google Scholar] [CrossRef]
- Wu, M.H.; Wang, C.C.; Chen, C.Y. Preparation of high melt strength polypropylene by addition of an ionically modified polypropylene. Polymer 2020, 202, 122743. [Google Scholar] [CrossRef]
- Zhao, J.; Wang, G.; Chen, Z.; Huang, Y.; Park, C.B. Microcellular injection molded outstanding oleophilic and sound-insulating PP/PTFE nanocomposite foam. Compos. B. Eng. 2021, 215, 108786. [Google Scholar] [CrossRef]
- Dugad, R.; Radhakrishna, G.; Gandhi, A. Recent advancements in manufacturing technologies of microcellular polymers: A review. J. Polym. Res. 2020, 27, 182. [Google Scholar] [CrossRef]
- Chen, S.-C.; Jien, M.-Y.; Hsu, C.-C.; Hwang, S.-S.; Feng, C.-T. Processing Effects on the Through-Plane Electrical Conductivities and Tensile Strengths of Microcellular-Injection-Molded Polypropylene Composites with Carbon Fibers. Polymers 2022, 14, 3251. [Google Scholar] [CrossRef] [PubMed]
- Li, S.; Xiao, M.; Yong, G.; Wei, D.; Xiao, H.; Zheng, A. A novel strategy for the preparation of long chain branching polypropylene and the investigation on foamability and rheology. Eur. Polym. J. 2012, 48, 362–371. [Google Scholar] [CrossRef]
- Wang, G.; Zhao, G.; Zhang, L.; Mu, Y.; Park, C.B. Lightweight and tough nanocellular PP/PTFE nanocomposite foams with defect-free surfaces obtained using in situ nanofibrillation and nanocellular injection molding. Chem. Eng. J. 2018, 350, 1–11. [Google Scholar] [CrossRef]
- Benderly, D.; Siegmann, A.; Narkis, M. Dynamic rheological properties of binary PP/PA and ternary PP/PA/GF blends. Polym. Compos. 1998, 19, 133–138. [Google Scholar] [CrossRef]
- Li, H.; Li, X. The present situation and the development trend of new materials used in automobile lightweight. Appl. Mech. Mater. 2012, 189, 58–62. [Google Scholar] [CrossRef]
- Zhao, J.; Qiao, Y.; Wang, G.; Wang, C.; Park, C.B. Lightweight and tough PP/talc composite foam with bimodal nanoporous structure achieved by microcellular injection molding. Mater. Des. 2020, 195, 109051. [Google Scholar] [CrossRef]
- Wang, L.; Okada, K.; Hikima, Y.; Ohshima, M.; Sekiguchi, T.; Yano, H. Effect of cellulose nanofiber (CNF) surface treatment on cellular structures and mechanical properties of polypropylene/CNF nanocomposite foams via core-back foam injection molding. Polymers 2019, 11, 249. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, G.; Zhao, J.; Wang, G.; Zhao, H.; Lin, J.; Zhao, G.; Park, C.B. Strong and super thermally insulating in-situ nanofibrillar PLA/PET composite foam fabricated by high-pressure microcellular injection molding. Chem. Eng. J. 2020, 390, 124520. [Google Scholar] [CrossRef]
- Zhao, C.; Lun, H.M.; Chang, E.; Chu, R.K.; Park, C.B. Highly expanded, highly insulating polypropylene/polybutylene-terephthalate composite foams manufactured by nano-fibrillation technology. Mater. Des. 2019, 188, 108450. [Google Scholar] [CrossRef]
- Qiao, Y.; Li, Q.; Jalali, A.; Yang, J.; Wang, X.; Zhao, N.; Jiang, Y.; Wang, S.; Hou, J.; Jiang, J. In-situ microfibrillated Poly(ε-caprolactone)/Poly(lactic acid) composites with enhanced rheological properties, crystallization kinetics and foaming ability. Compos. B. Eng. 2020, 208, 108594. [Google Scholar] [CrossRef]
- Li, J.; Wang, H.; Zhou, H.; Jiang, J.; Wang, X.; Li, Q. Fabrication of highly interconnected poly (ε-caprolactone)/cellulose nanofiber composite foams by microcellular foaming and leaching processes. ACS Omega 2021, 6, 22672–22680. [Google Scholar] [CrossRef]
- Zhao, W.; Kundu, C.K.; Li, Z.; Li, X.; Zhang, Z. Flame retardant treatments for polypropylene: Strategies and recent advances. Compos. Part A 2021, 145, 106382. [Google Scholar] [CrossRef]
- Luo, X.; He, M.; Guo, J.; Zhang, K.; Wu, B. Brominated flame retardant composed of decabromodiphenyl oxide and antimonous oxide flame retardant for long glass fiber-reinforced polypropylene. J. Thermoplast. Compos. Mater. 2015, 28, 1373–1386. [Google Scholar] [CrossRef]
- Sun, H.; Yang, Y.; Ge, X. Effect of various fibers on the ablation resistance of poly(diaryloxyphosphazene) elastomer. J. Appl. Polym. Sci. 2020, 137, 48534. [Google Scholar] [CrossRef]
- Zou, W.; Basharat, M.; Dar, S.U.; Zhang, S.; Abbas, Y.; Liu, W.; Wu, Z.; Zhang, T. Preparation and performances of novel polyphosphazene-based thermally conductive composites. Compos. Part A 2019, 119, 145–153. [Google Scholar] [CrossRef]
- Amin, A.M.; Wang, L.; Wang, J.; Yu, H.; Gao, J.; Li, C.; Huo, J.; Amer, W.A.; Yan, G.; Ma, L. Recent research progress in the synthesis of polyphosphazene elastomers and their applications. Polym.-Plast. Technol. Eng. 2010, 49, 1399–1405. [Google Scholar] [CrossRef]
- Singler, R.E.; Schneider, N.S.; Hagnauer, G.L. Polyphosphazenes: Synthesis—Properties—Applications. Polym. Eng. Sci. 1975, 15, 321–338. [Google Scholar] [CrossRef]
- Zhou, X.; Qiu, S.; Mu, X.; Zhou, M.; Cai, W.; Song, L.; Xing, W.; Hu, Y. Polyphosphazenes-based flame retardants: A review. Compos. B. Eng. 2020, 202, 108397. [Google Scholar] [CrossRef]
- Mu, X.; Yuan, B.; Hu, W.; Qiu, S.; Song, L.; Hu, Y. Flame retardant and anti-dripping properties of polylactic acid/poly (bis (phenoxy) phosphazene)/expandable graphite composite and its flame retardant mechanism. RSC Adv. 2015, 5, 76068–76078. [Google Scholar] [CrossRef]
- Zhu, F. Study on Polyphosphazene/Magnesium Hydroxide as Synergistic Flame Retardants for Polypropylene. China Saf. Sci. J. 2012, 22, 31–35. [Google Scholar]
- Mark, L.H.; Zhao, C.; Chu, R.K.; Park, C.B. Mechanical Properties of Injection Molded PP/PET-Nanofibril Composites and Foams. Polymers 2022, 14, 2958. [Google Scholar] [CrossRef] [PubMed]
- Sun, J.; Li, Q.; Jiang, Y.; Jiang, J.; Yang, L.; Jia, C.; Chen, F.; Wang, X. Lightweight and High Impact Toughness PP/PET/POE Composite Foams Fabricated by In Situ Nanofibrillation and Microcellular Injection Molding. Polymers 2023, 15, 227. [Google Scholar] [CrossRef]
- Wang, X.; Liu, W.; Zhou, H.; Liu, B.; Li, H.; Du, Z.; Zhang, C. Study on the effect of dispersion phase morphology on porous structure of poly (lactic acid)/poly (ethylene terephthalate glycol-modified) blending foams. Polymer 2013, 54, 5839–5851. [Google Scholar] [CrossRef]
- Ying, L.; Zhao, Z.; Tang, D.; Kong, M.; Niu, Y. Effect of nanoparticles on the morphology and properties of PET/PP in situ microfibrillar reinforced composites. Polym. Compos. 2017, 38, 2718–2726. [Google Scholar]
- Liu, T.; Lian, X.; Li, L.; Peng, X.; Kuang, T. Facile fabrication of fully biodegradable and biorenewable poly (lactic acid)/poly (butylene adipate-co-terephthalate) in-situ nanofibrillar composites with high strength, good toughness and excellent heat resistance. Polym. Degrad. Stab. 2020, 171, 109044. [Google Scholar] [CrossRef]
- Qiao, Y.; Jalali, A.; Yang, J.; Chen, Y.; Park, C.B. Non-isothermal crystallization kinetics of polypropylene/polytetrafluoroethylene fibrillated composites. J. Mater. Sci. 2021, 56, 3562–3575. [Google Scholar] [CrossRef]
- Jayanarayanan, K.; Bhagawan, S.S.; Thomas, S.; Joseph, K. Morphology development and non isothermal crystallization behaviour of drawn blends and microfibrillar composites from PP and PET. Polym. Bull. 2008, 60, 525–532. [Google Scholar] [CrossRef]
- Oliveira, N.; Dorgan, J.; Coutinho, J.; Ferreira, A.; Daridon, J.; Marrucho, I. Gas solubility of carbon dioxide in poly (lactic acid) at high pressures. J. Polym. Sci. Part B Polym. Phys. 2006, 44, 1010–1019. [Google Scholar] [CrossRef]
- Li, B.; Zhao, G.; Wang, G.; Zhang, L.; Gong, J. Fabrication of high-expansion microcellular PLA foams based on pre-isothermal cold crystallization and supercritical CO2 foaming. Polym. Degrad. Stab. 2018, 156, 75–88. [Google Scholar] [CrossRef]
- Varma-Nair, M.; Handa, P.Y.; Mehta, A.K.; Agarwal, P. Effect of compressed CO2 on crystallization and melting behavior of isotactic polypropylene. Thermochim. Acta 2003, 396, 57–65. [Google Scholar] [CrossRef]
- Nalawade, S.P.; Picchioni, F.; Janssen, L. Supercritical carbon dioxide as a green solvent for processing polymer melts: Processing aspects and applications. Prog. Polym. Sci. 2006, 31, 19–43. [Google Scholar] [CrossRef] [Green Version]
- Sauceau, M.; Fages, J.; Common, A.; Nikitine, C.; Rodier, E. New challenges in polymer foaming: A review of extrusion processes assisted by supercritical carbon dioxide. Prog. Polym. Sci. 2011, 36, 749–766. [Google Scholar] [CrossRef] [Green Version]
- Huang, P.; Wu, M.; Pang, Y.; Shen, B.; Wu, F.; Lan, X.; Luo, H.; Zheng, W. Ultrastrong, flexible and lightweight anisotropic polypropylene foams with superior flame retardancy. Compos. Part A 2019, 116, 180–186. [Google Scholar] [CrossRef]
- Amirabadi, S.; Kakroodi, A.R.; Dias, O.A.T.; Sain, M.; Park, C.B. Tailoring nano-fibrillated polystyrene composite with enhanced fire retarding properties for foam applications. Mater. Des. 2022, 214, 110419. [Google Scholar] [CrossRef]
- Naguib, H.E.; Park, C.B.; Panzer, U.; Reichelt, N. Strategies for achieving ultra low-density polypropylene foams. Polym. Eng. Sci. 2002, 42, 1481–1492. [Google Scholar] [CrossRef]
- Wu, K.; Wang, J.; Lin, F.; Liu, Y.; Yang, K.; Zhou, X.; Zhang, D. Modification and characterization of the poly (vinyl chloride)/thermoplastic polyurethane foam composite material. Polym. Compos. 2014, 35, 1716–1722. [Google Scholar] [CrossRef]
- Guo, H.; Jiang, J.; Li, Z.; Jin, Z.; Hou, J.; Wang, X.; Li, Q. Solid-state supercritical CO2 foaming of PCL/PLGA blends: Cell opening and compression behavior. J. Polym. Environ. 2020, 28, 1880–1892. [Google Scholar] [CrossRef]
- Kuzmanović, M.; Delva, L.; Cardon, L.; Ragaert, K. The Effect of Injection Molding Temperature on the Morphology and Mechanical Properties of PP/PET Blends and Microfibrillar Composites. Polymers 2016, 8, 355. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, T.T.; Li, S.; Zhang, X.; Shiu, B.C.; Peng, H.K.; Ren, H.T.; Miao, C.H.; Lou, C.W.; Lin, J.H. Study on fabric/polyurethane high strength porous composite foam: Pb2+ adsorption properties and mechanical properties. Polym. Compos. 2021, 42, 6322–6331. [Google Scholar] [CrossRef]
- Wu, G.; Song, R.; Ma, Y.; Xie, J.; Yang, W.; Xie, P. Polypropylene-based in situ fibrillation-reinforced ternary composite foams with improved filler-phase dispersion. Polym. Eng. Sci. 2022, 62, 373–381. [Google Scholar] [CrossRef]
- Rao, W.-H.; Liao, W.; Wang, H.; Zhao, H.-B.; Wang, Y.-Z. Flame-retardant and smoke-suppressant flexible polyurethane foams based on reactive phosphorus-containing polyol and expandable graphite. J. Hazard. Mater. 2018, 360, 651–660. [Google Scholar] [CrossRef]
- Wei, C.; Zhao, J.; Wang, G.; Chai, J.; Shi, Z.; Zhao, P.; Wang, Y. Strong and flame-retardant thermally insulating poly (vinylidene fluoride) foams fabricated by microcellular foaming. Mater. Des. 2022, 221, 110932. [Google Scholar] [CrossRef]
- Goren, K.; Okan, O.B.; Chen, L.; Schadler, L.S.; Ozisik, R. Supercritical carbon dioxide assisted dispersion and distribution of silica nanoparticles in polymers. J. Supercrit. Fluids 2012, 67, 108–113. [Google Scholar] [CrossRef]
- He, Y.; Chen, Y.; Zheng, Q.; Zheng, J.; Chen, S. Preparation and properties of flame-retardant viscose fiber modified with poly [bis (methoxyethoxy) phosphazene]. Fibers Polym. 2015, 16, 1005–1011. [Google Scholar] [CrossRef]
- Hou, S.; Li, Z.; Zhang, Y.J.; Jiang, P. Phosphorous-phosphorous synergistic effect on flame retardancy, mechanically reinforce and hydrolytic resistance for PC/ABS blends. Polym. Degrad. Stab. 2021, 183, 109442. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Denotation | PET Content (wt.%) | PDPP Content (wt.%) | Remark |
|---|---|---|---|
| PP | 0 | 0 | Pure PP pellet |
| PP/PET(S) | 7 | 0 | Melt-blended PP/PET with spherical PET domains |
| PP/PET(S)/PDPP | 7 | 5 | Melt-blended PP/PET/PDPP with spherical PET domains |
| PP/PET(F) | 7 | 0 | In situ nanofibrillar PP/PET composite |
| PP/PET(F)/PDPP | 7 | 5 | In situ nanofibrillar PP/PET/PDPP composite |
| Sample | Combustion Speed (mm/min) | Level |
|---|---|---|
| PP | 19.8 ± 3.5 | FH-3-20 mm/min |
| PP/PET(F) | 21.4 ± 2.3 | FH-3-21 mm/min |
| PP/PET(S)/PDPP | 7.4 ± 2.6 | FH-2-23 mm |
| PP/PET(F)/PDPP | - | FH-1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, Y.; Jiang, J.; Yang, L.; Zhang, Y.; Wang, X.; Zhao, N.; Hou, J.; Li, Q. In Situ Nanofibrillar Polypropylene-Based Composite Microcellular Foams with Enhanced Mechanical and Flame-Retardant Performances. Polymers 2023, 15, 1497. https://doi.org/10.3390/polym15061497
Jiang Y, Jiang J, Yang L, Zhang Y, Wang X, Zhao N, Hou J, Li Q. In Situ Nanofibrillar Polypropylene-Based Composite Microcellular Foams with Enhanced Mechanical and Flame-Retardant Performances. Polymers. 2023; 15(6):1497. https://doi.org/10.3390/polym15061497
Chicago/Turabian StyleJiang, Yufan, Jing Jiang, Lian Yang, Yihe Zhang, Xiaofeng Wang, Na Zhao, Jianhua Hou, and Qian Li. 2023. "In Situ Nanofibrillar Polypropylene-Based Composite Microcellular Foams with Enhanced Mechanical and Flame-Retardant Performances" Polymers 15, no. 6: 1497. https://doi.org/10.3390/polym15061497