

Preventing the Collapse Behavior of Polyurethane Foams with the Addition of Cellulose Nanofiber
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of CNF
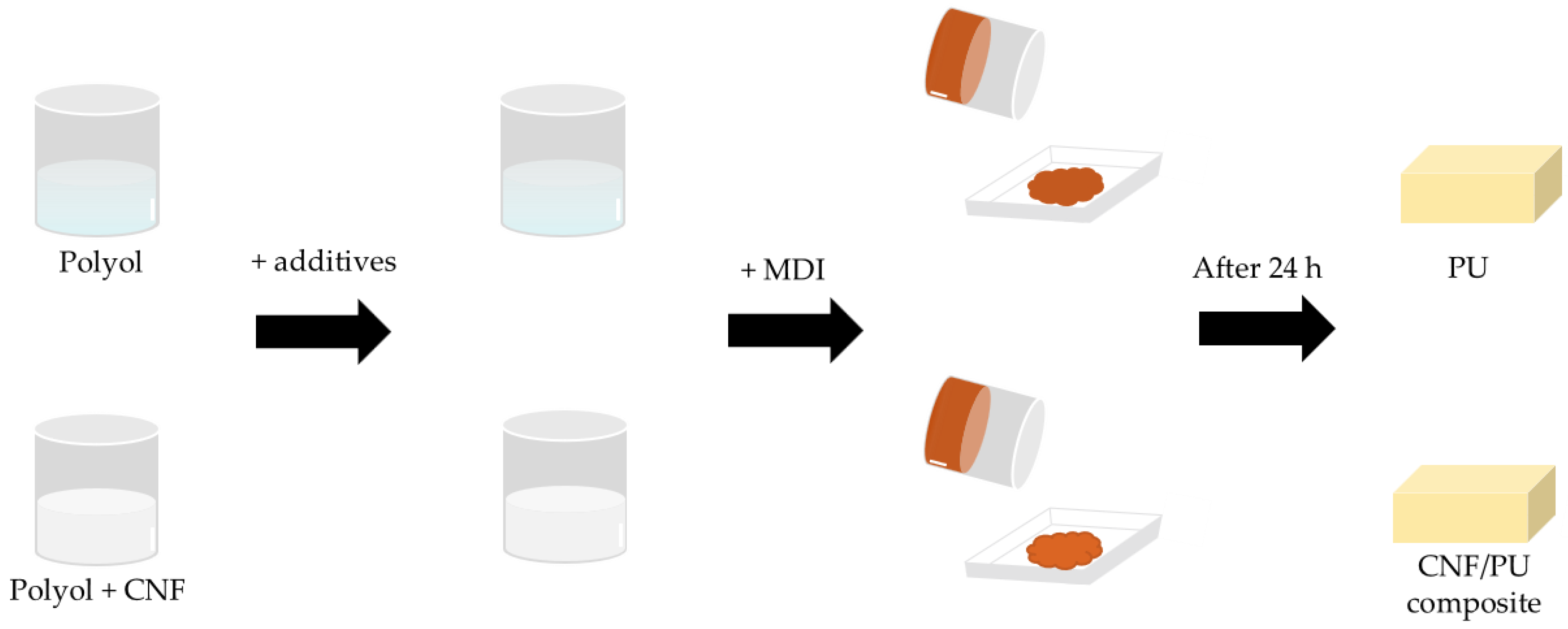
2.3. Preparation of Foams
2.4. Rheological Properties
2.5. Attenuated Total Reflection-Fourier Transform Infrared (ATR-FTIR) Spectroscopy
2.6. Morphology Characterization
2.7. Differential Scanning Calorimetry (DSC) and Thermogravimetric Analysis (TGA)
2.8. Collapse Behavior Characterization
3. Results and Discussions
3.1. FE-SEM Examination of CNF
3.2. Influence of the Amount of CNF Added on Rheological Properties
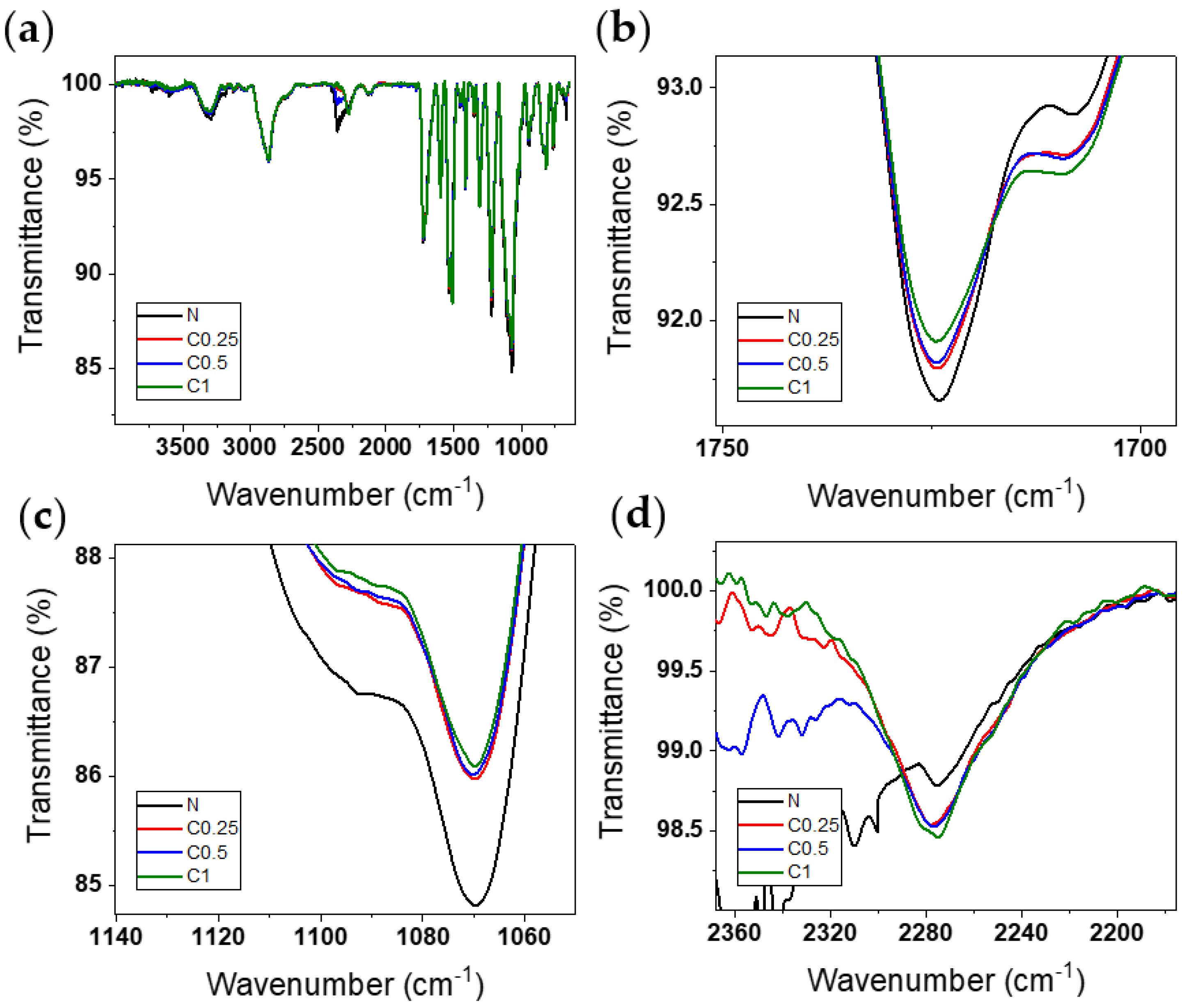
3.3. ATR-FTIR Analysis
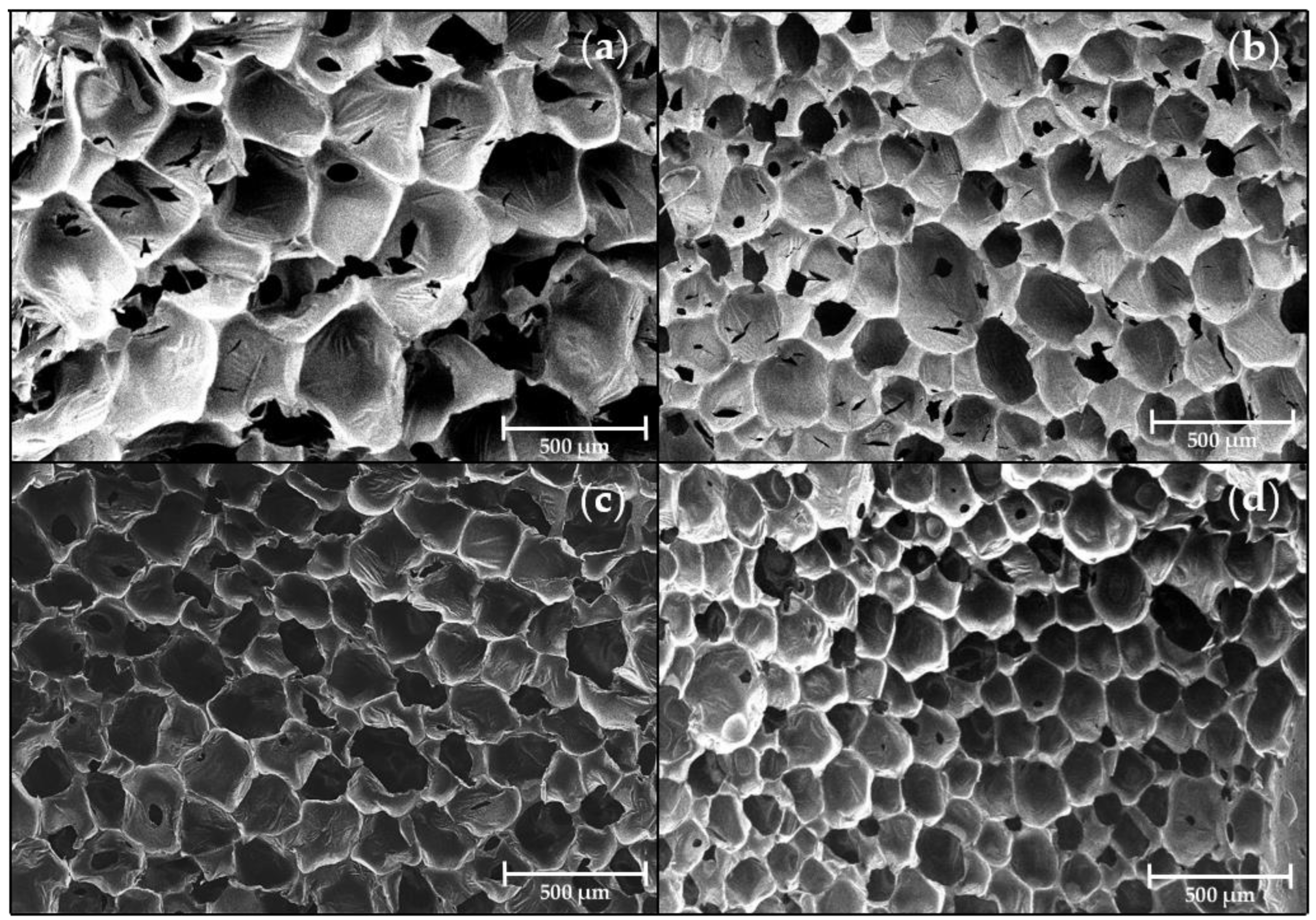
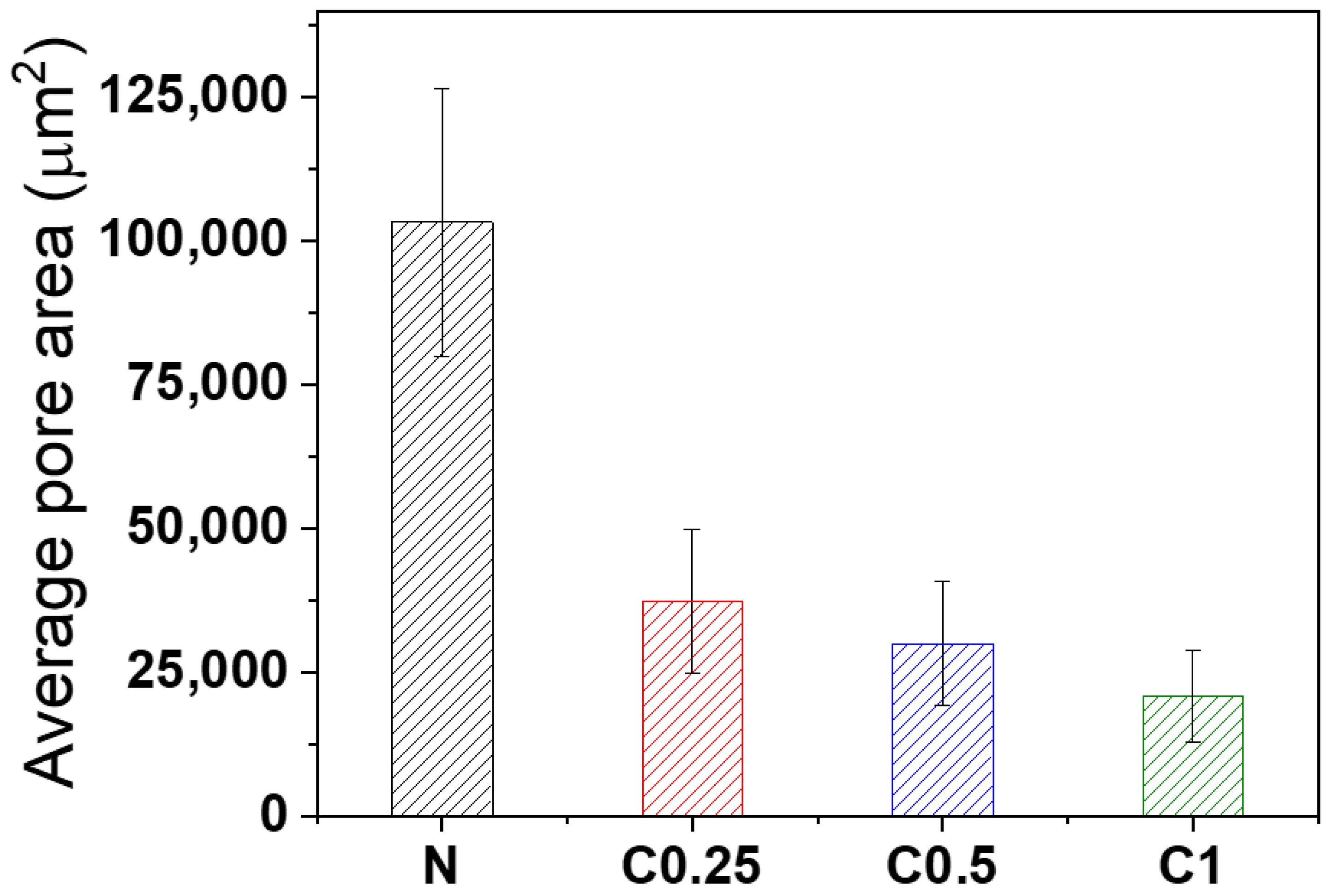
3.4. Morphology of Foams
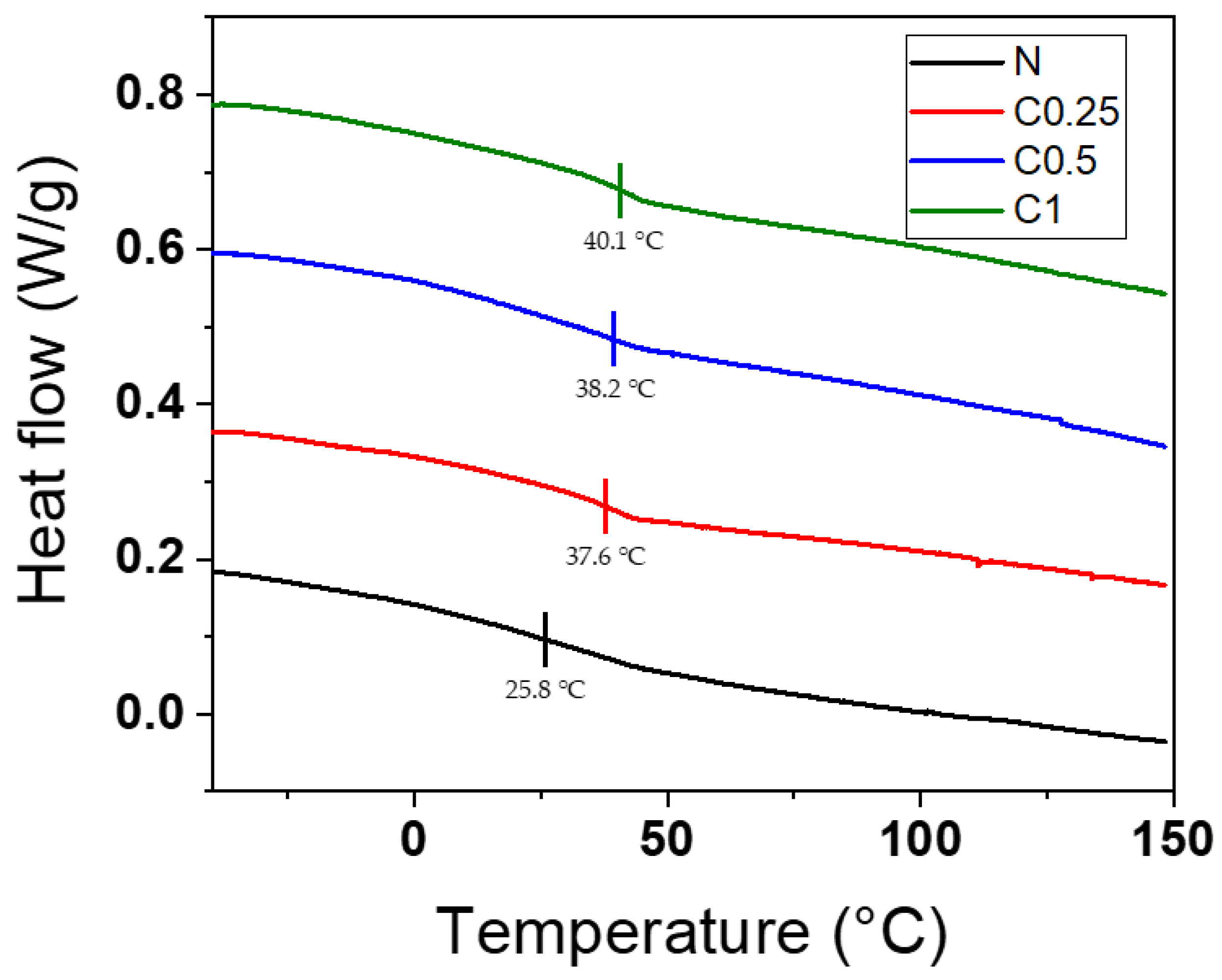
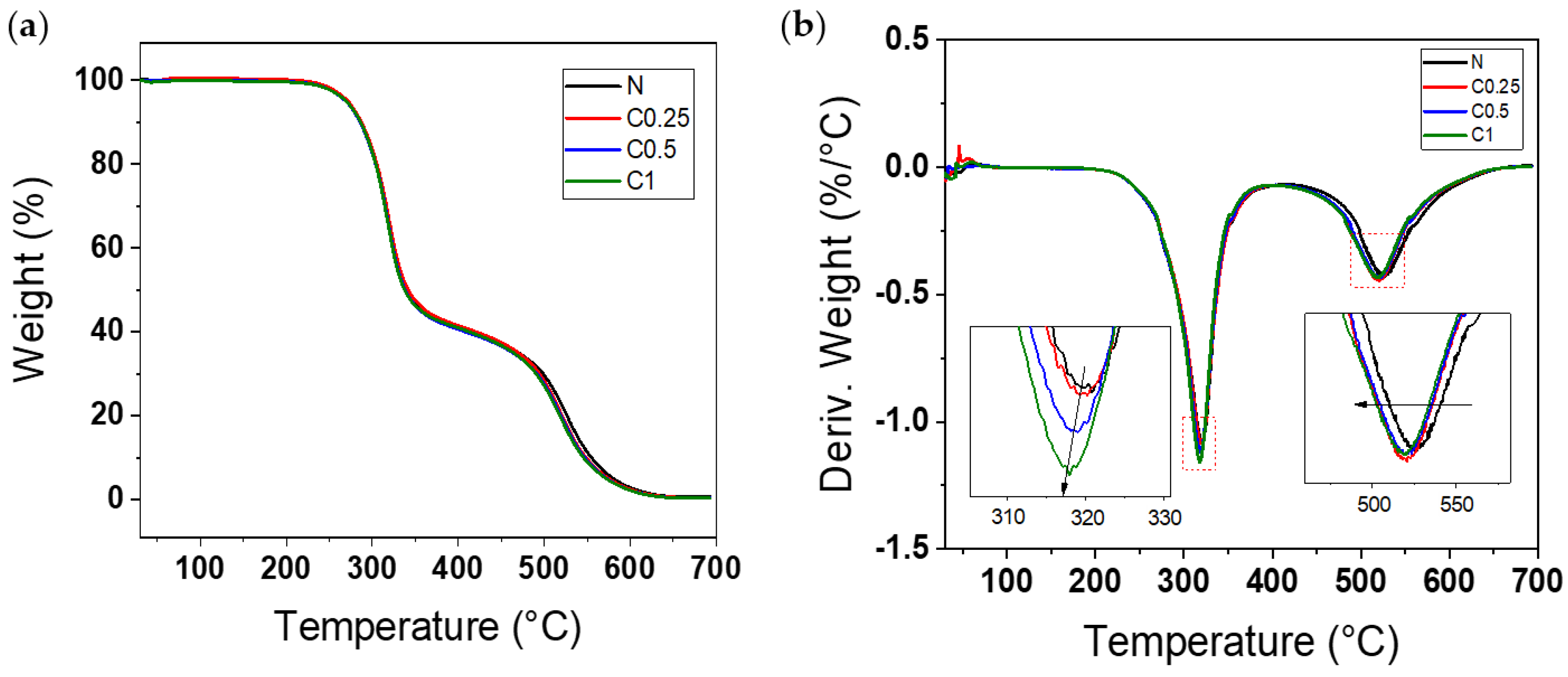
3.5. Thermal Properties of PU Foams
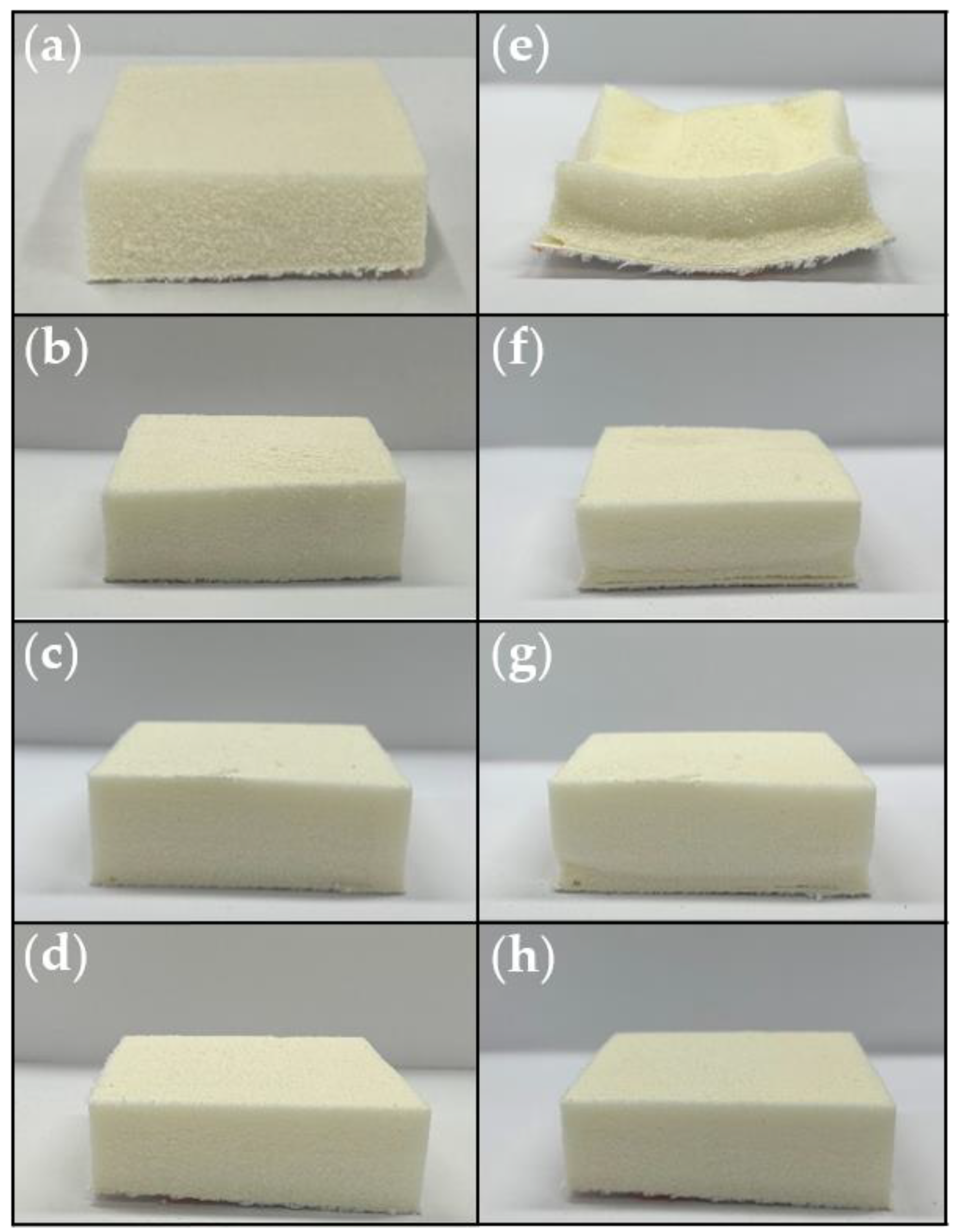
3.6. Dimensional Stability
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Szycher, M. Polyurethanes; CRC Press: Boca Raton, FL, USA, 2013. [Google Scholar]
- Oppon, C.; Hackney, P.; Shyha, I.; Birkett, M. Effect of Varying Mixing Ratios and Pre-Heat Temperature on the Mechanical Properties of Polyurethane (PU) Foam. Procedia Eng. 2015, 132, 701–708. [Google Scholar] [CrossRef] [Green Version]
- Leng, W.; Li, J.; Cai, Z. Synthesis and characterization of cellulose nanofibril-reinforced polyurethane foam. Polymers 2017, 9, 597. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Singh, H.; Sharma, T.; Jain, A. Reactivity of the raw materials and their effects on the structure and properties of rigid polyurethane foams. J. Appl. Polym. Sci. 2007, 106, 1014–1023. [Google Scholar] [CrossRef]
- Thirumal, M.; Khastgir, D.; Singha, N.K.; Manjunath, B.; Naik, Y. Effect of foam density on the properties of water blown rigid polyurethane foam. J. Appl. Polym. Sci. 2008, 108, 1810–1817. [Google Scholar] [CrossRef]
- Sung, G.; Kim, S.K.; Kim, J.W.; Kim, J.H. Effect of isocyanate molecular structures in fabricating flexible polyurethane foams on sound absorption behavior. Polym. Test. 2016, 53, 156–164. [Google Scholar] [CrossRef]
- Yap, C.; Stapleton, R.; Smolinski, R. Natural Oil Polyol (NOP) Based Polyurethane Slabstock Foam for Automotive Interior Foam-Fabric/Vinyl Laminate Construction. SAE Int. J. Mater. Manuf. 2011, 4, 553–559. [Google Scholar] [CrossRef]
- Gu, R.; Konar, S.; Sain, M. Preparation and characterization of sustainable polyurethane foams from soybean oils. J. Am. Oil Chem. Soc. 2012, 89, 2103–2111. [Google Scholar] [CrossRef]
- Oh, J.-H.; Bae, J.-H.; Kim, J.-H.; Lee, C.-S.; Lee, J.-M. Effects of Kevlar pulp on the enhancement of cryogenic mechanical properties of polyurethane foam. Polym. Test. 2019, 80, 106093. [Google Scholar] [CrossRef]
- Zhang, X.; Macosko, C.; Davis, H.; Nikolov, A.; Wasan, D. Role of silicone surfactant in flexible polyurethane foam. J. Colloid Interface Sci. 1999, 215, 270–279. [Google Scholar] [CrossRef]
- Han, M.S.; Choi, S.J.; Kim, J.M.; Kim, Y.H.; Kim, W.N.; Lee, H.S.; Sung, J.Y. Effects of silicone surfactant on the cell size and thermal conductivity of rigid polyurethane foams by environmentally friendly blowing agents. Macromol. Res. 2009, 17, 44–50. [Google Scholar] [CrossRef]
- Al-Moameri, H.; Ghoreishi, R.; Zhao, Y.; Suppes, G.J. Impact of the maximum foam reaction temperature on reducing foam shrinkage. RSC Adv. 2015, 5, 17171–17178. [Google Scholar] [CrossRef]
- Merillas, B.; Villafañe, F.; Rodríguez-Pérez, M.Á. Improving the Insulating Capacity of Polyurethane Foams through Polyurethane Aerogel Inclusion: From Insulation to Superinsulation. Nanomaterials 2022, 12, 2232. [Google Scholar] [CrossRef] [PubMed]
- Lavanya, D.; Kulkarni, P.; Dixit, M.; Raavi, P.K.; Krishna, L.N.V. Sources of cellulose and their applications—A review. Int. J. Drug Formul. Res. 2011, 2, 19–38. [Google Scholar]
- Lavoine, N.; Desloges, I.; Dufresne, A.; Bras, J. Microfibrillated cellulose–Its barrier properties and applications in cellulosic materials: A review. Carbohydr. Polym. 2012, 90, 735–764. [Google Scholar] [CrossRef] [PubMed]
- Sharma, A.; Thakur, M.; Bhattacharya, M.; Mandal, T.; Goswami, S. Commercial application of cellulose nano-composites–A review. Biotechnol. Rep. 2019, 21, e00316. [Google Scholar] [CrossRef]
- Shen, Q. Surface properties of cellulose and cellulose derivatives: A review. Model Cellul. Surf. 2009, 1019, 259–289. [Google Scholar]
- Varshney, V.; Naithani, S. Chemical functionalization of cellulose derived from nonconventional sources. In Cellulose Fibers: Bio-and Nano-Polymer Composites: Green Chemistry and Technology; Springer: Berlin/Heidelberg, Germany, 2011; pp. 43–60. [Google Scholar]
- Gupta, P.K.; Raghunath, S.S.; Prasanna, D.V.; Venkat, P.; Shree, V.; Chithananthan, C.; Choudhary, S.; Surender, K.; Geetha, K. An update on overview of cellulose, its structure and applications. Cellulose 2019, 201, 84727. [Google Scholar]
- Huang, Y.-B.; Fu, Y. Hydrolysis of cellulose to glucose by solid acid catalysts. Green Chem. 2013, 15, 1095–1111. [Google Scholar] [CrossRef]
- Maliekkal, V.; Maduskar, S.; Saxon, D.J.; Nasiri, M.; Reineke, T.M.; Neurock, M.; Dauenhauer, P. Activation of cellulose via cooperative hydroxyl-catalyzed transglycosylation of glycosidic bonds. ACS Catal. 2018, 9, 1943–1955. [Google Scholar] [CrossRef]
- Zheng, Q.; Zhang, H.; Mi, H.; Cai, Z.; Ma, Z.; Gong, S. High-performance flexible piezoelectric nanogenerators consisting of porous cellulose nanofibril (CNF)/poly (dimethylsiloxane)(PDMS) aerogel films. Nano Energy 2016, 26, 504–512. [Google Scholar] [CrossRef]
- Kim, C.H.; Youn, H.J.; Lee, H.L. Preparation of cross-linked cellulose nanofibril aerogel with water absorbency and shape recovery. Cellulose 2015, 22, 3715–3724. [Google Scholar] [CrossRef] [Green Version]
- Iwatake, A.; Nogi, M.; Yano, H. Cellulose nanofiber-reinforced polylactic acid. Compos. Sci. Technol. 2008, 68, 2103–2106. [Google Scholar] [CrossRef]
- Zhou, X.; Sethi, J.; Geng, S.; Berglund, L.; Frisk, N.; Aitomäki, Y.; Sain, M.M.; Oksman, K. Dispersion and reinforcing effect of carrot nanofibers on biopolyurethane foams. Mater. Des. 2016, 110, 526–531. [Google Scholar] [CrossRef]
- Kamboj, G.; Gaff, M.; Smardzewski, J.; Haviarová, E.; Hui, D.; Rezaei, F.; Sethy, A.K. Effect of cellulose nanofiber and cellulose nanocrystals reinforcement on the strength and stiffness of PVAc bonded joints. Compos. Struct. 2022, 295, 115821. [Google Scholar] [CrossRef]
- Choo, K.; Ching, Y.C.; Chuah, C.H.; Julai, S.; Liou, N.-S. Preparation and characterization of polyvinyl alcohol-chitosan composite films reinforced with cellulose nanofiber. Materials 2016, 9, 644. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhou, X.; Sain, M.M.; Oksman, K. Semi-rigid biopolyurethane foams based on palm-oil polyol and reinforced with cellulose nanocrystals. Compos. Part A: Appl. Sci. Manuf. 2016, 83, 56–62. [Google Scholar] [CrossRef] [Green Version]
- Zhou, X.; Wang, H.; Zhang, J.; Zheng, Z.; Du, G. Lightweight biobased polyurethane nanocomposite foams reinforced with pineapple leaf nanofibers (PLNFs). J. Renew. Mater. 2018, 6, 68. [Google Scholar] [CrossRef]
- Wang, S.; Liu, W.; Yang, D.; Qiu, X. Highly resilient lignin-containing polyurethane foam. Ind. Eng. Chem. Res. 2018, 58, 496–504. [Google Scholar] [CrossRef]
- Gimenez, R.B.; Leonardi, L.; Cerrutti, P.; Amalvy, J.; Chiacchiarelli, L.M. Improved specific thermomechanical properties of polyurethane nanocomposite foams based on castor oil and bacterial nanocellulose. J. Appl. Polym. Sci. 2017, 134, 44982. [Google Scholar] [CrossRef]
- Gorbacheva, S.N.; Ilyin, S.O. Morphology and rheology of heavy crude oil/water emulsions stabilized by microfibrillated cellulose. Energy Fuels 2021, 35, 6527–6540. [Google Scholar] [CrossRef]
- Ilyin, S.O.; Gorbacheva, S.N.; Yadykova, A.Y. Rheology and tribology of nanocellulose-based biodegradable greases: Wear and friction protection mechanisms of cellulose microfibrils. Tribol. Int. 2023, 178, 108080. [Google Scholar] [CrossRef]
- Li, M.-C.; Wu, Q.; Song, K.; Lee, S.; Qing, Y.; Wu, Y. Cellulose nanoparticles: Structure–morphology–rheology relationships. ACS Sustain. Chem. Eng. 2015, 3, 821–832. [Google Scholar] [CrossRef]
- Li, Y.; Ren, H.; Ragauskas, A.J. Rigid polyurethane foam/cellulose whisker nanocomposites: Preparation, characterization, and properties. J. Nanosci. Nanotechnol. 2011, 11, 6904–6911. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Priester, R.; McClusky, J.; O’neill, R.; Turner, R.; Harthcock, M.; Davis, B. FT-IR-A probe into the reaction kinetics and morphology development of urethane foams. J. Cell. Plast. 1990, 26, 346–367. [Google Scholar] [CrossRef]
- Taraschewski, M.; Cammenga, H.; Tuckermann, R.; Bauerecker, S. FTIR study of CO2 and H2O/CO2 nanoparticles and their temporal evolution at 80 K. J. Phys. Chem. A 2005, 109, 3337–3343. [Google Scholar] [CrossRef]
- Shi, Y.; Zhan, X.; Luo, Z.; Zhang, Q.; Chen, F. Quantitative IR characterization of urea groups in waterborne polyurethanes. J. Polym. Sci. Part A Polym. Chem. 2008, 46, 2433–2444. [Google Scholar] [CrossRef]
- AqilahHamuzan, H.; Badri, K.H. The Role of Isocyanates in Determining the Viscoelastic Properties of Polyurethane. In AIP Conference Proceedings; AIP Publishing LLC: Long Island, NY, USA, 2016; p. 030019. [Google Scholar]
- Chauhan, M.; Gupta, M.; Singh, B.; Singh, A.; Gupta, V. Effect of functionalized lignin on the properties of lignin–isocyanate prepolymer blends and composites. Eur. Polym. J. 2014, 52, 32–43. [Google Scholar] [CrossRef]
- Girouard, N.M.; Xu, S.; Schueneman, G.T.; Shofner, M.L.; Meredith, J.C. Site-selective modification of cellulose nanocrystals with isophorone diisocyanate and formation of polyurethane-CNC composites. ACS Appl. Mater. Interfaces 2016, 8, 1458–1467. [Google Scholar] [CrossRef]
- Porto, D.S.; Cassales, A.; Ciol, H.; Inada, N.M.; Frollini, E. Cellulose as a polyol in the synthesis of bio-based polyurethanes with simultaneous film formation. Cellulose 2022, 29, 6301–6322. [Google Scholar] [CrossRef]
- Meng, Z.; Yong-Hong, Z.; Xiao-Hui, Y.; Li-Hong, H. Review of Study on Polyurethane Foams from Biomass. In Advanced Materials Research; Trans Tech Publications Ltd: Bäch, Switzerland, 2011; Volume 250, pp. 974–979. [Google Scholar]
- Singh, N.B.; Singh, R.J.; Singh, N.P. Organic solid state reactivity. Tetrahedron 1994, 50, 6441–6493. [Google Scholar] [CrossRef]
- Yilgör, E.; Burgaz, E.; Yurtsever, E.; Yilgör, I. Comparison of hydrogen bonding in polydimethylsiloxane and polyether based urethane and urea copolymers. Polymer 2000, 41, 849–857. [Google Scholar] [CrossRef]
- Qi, X.; Zhang, Y.; Chang, C.; Luo, X.; Li, Y. Thermal, mechanical, and morphological properties of rigid crude glycerol-based polyurethane foams reinforced with nanoclay and microcrystalline cellulose. Eur. J. Lipid Sci. Technol. 2018, 120, 1700413. [Google Scholar] [CrossRef]
- Kim, M.S.; Ryu, K.M.; Lee, S.H.; Choi, Y.C.; Jeong, Y.G. Influences of cellulose nanofibril on microstructures and physical properties of waterborne polyurethane-based nanocomposite films. Carbohydr. Polym. 2019, 225, 115233. [Google Scholar] [CrossRef] [PubMed]
- Faruk, O.; Sain, M.; Farnood, R.; Pan, Y.; Xiao, H. Development of lignin and nanocellulose enhanced bio PU foams for automotive parts. J. Polym. Environ. 2014, 22, 279–288. [Google Scholar] [CrossRef]
- Cordero, A.I.; Amalvy, J.I.; Fortunati, E.; Kenny, J.M.; Chiacchiarelli, L.M. The role of nanocrystalline cellulose on the microstructure of foamed castor-oil polyurethane nanocomposites. Carbohydr. Polym. 2015, 134, 110–118. [Google Scholar] [CrossRef]
- Stanzione, M.; Oliviero, M.; Cocca, M.; Errico, M.; Gentile, G.; Avella, M.; Lavorgna, M.; Buonocore, G.; Verdolotti, L. Tuning of polyurethane foam mechanical and thermal properties using ball-milled cellulose. Carbohydr. Polym. 2020, 231, 115772. [Google Scholar] [CrossRef]
- Gu, R.; Sain, M.M. Effects of wood fiber and microclay on the performance of soy based polyurethane foams. J. Polym. Environ. 2013, 21, 30–38. [Google Scholar] [CrossRef]
- Gu, R.; Sain, M.M.; Konar, S.K. A feasibility study of polyurethane composite foam with added hardwood pulp. Ind. Crops Prod. 2013, 42, 273–279. [Google Scholar] [CrossRef]
- Cárdenas-R, J.P.; Cea, M.; Santín, K.; Valdés, G.; Hunter, R.; Navia, R. Characterization and application of a natural polymer obtained from Hydrangea macrophylla as a thermal insulation biomaterial. Compos. Part B Eng. 2018, 132, 10–16. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Components | Parts by Weight (Pbw) | Role |
|---|---|---|
| Glycerol ethoxylate | 100 | Polyol |
| Lupranat M 20 S | 126 (for N) | Poly-isocyanate |
| OFX-193S | 4 | Surfactant |
| DBTDL | 0.5 | Catalyst |
| Triethanolamine | 3 | Chain extender |
| Water | 3 | Blowing agent |
| CNF | 0, 0.25, 0.5, 1, 3 | Filler |
| Index (-NCO/-OH) | 1.1 |
| Foams | %shrinkage | Density (kg/cm3) | |
|---|---|---|---|
| Day 1 | Day 14 | ||
| N | 32.48 | 56.5 ± 2.1 | 82.7 ± 5.4 |
| C0.25 | 2.80 | 50.7 ± 0.5 | 51.5 ± 0.5 |
| C0.5 | 2.74 | 50.5 ± 2.1 | 51.3 ± 0.9 |
| C1 | 2.11 | 48.5 ± 0.5 | 49.0 ± 1.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ju, S.; Lee, A.; Shin, Y.; Jang, H.; Yi, J.-W.; Oh, Y.; Jo, N.-J.; Park, T. Preventing the Collapse Behavior of Polyurethane Foams with the Addition of Cellulose Nanofiber. Polymers 2023, 15, 1499. https://doi.org/10.3390/polym15061499
Ju S, Lee A, Shin Y, Jang H, Yi J-W, Oh Y, Jo N-J, Park T. Preventing the Collapse Behavior of Polyurethane Foams with the Addition of Cellulose Nanofiber. Polymers. 2023; 15(6):1499. https://doi.org/10.3390/polym15061499
Chicago/Turabian StyleJu, Sanghyeon, Ajeong Lee, Youngeun Shin, Hyekyeong Jang, Jin-Woo Yi, Youngseok Oh, Nam-Ju Jo, and Teahoon Park. 2023. "Preventing the Collapse Behavior of Polyurethane Foams with the Addition of Cellulose Nanofiber" Polymers 15, no. 6: 1499. https://doi.org/10.3390/polym15061499