1. Introduction
Art coating usually serves a decorative effect [
1,
2,
3] but also has more robust protection than general coatings [
4,
5]. Studies [
6,
7,
8] have shown that adding metal filler in the water-based coating and applying a modified art coating can lend the surface of buildings, furniture, and handicrafts a shiny metallic luster. Consequently, this modified coating provides a protective and decorative role to the applied products, causing an increase in added value [
9]. Therefore, modified art coatings have a valued decorative material in the decorating industry, with a large annual consumption [
10].
In coatings market segments like architecture, product finishes and specialty coatings consisting of acrylic resins are frequently used. The three primary categories of acrylic coatings are water-based acrylic coatings [
11], solvent-based acrylic coatings [
12], and acrylic powder coatings [
13]. Water-based acrylic resin has a wide range of application possibilities for metal powder coating due to its superior hardenability, smooth finish, excellent stain resistance, fewer VOCs emission, low cost, and simple preparation [
14,
15,
16]. The major issues are unavoidable shortcomings, such as being sticky when hot and brittle when cold and having poor anti-return adhesion, and inadequate thermal stability after drying into a film [
17,
18]. Kim et al. [
19] successfully synthesized multifunctional acrylic polyurethane coating materials with graffiti, pollution, and adhesive resistance qualities by using low-viscosity single-ended silicone oil and acrylic polyols with high glass transition temperatures as raw materials. In order to increase the water resistance of the resin coating, Yu et al. [
20] effectively synthesized water-based acrylic resin modified by itaconic acid and gamma-methacryloxypropyl triisopropoxidesilane by seeded emulsion polymerization.
Furthermore, a growing body of evidence [
21,
22,
23] indicates that the requirement from consumers for a decorative appearance is increasing. Therefore, the demand for eco-friendly, individualized coatings, with low consumption, has turned into a development trend in fine art coating technology. Adding metal powder as filler into water-based coatings can achieve these goals. However, due to the poor compatibility with water-based coatings, pure metal powder filler is easily agglomerated and dispersed unevenly within the coating, which affects the optical properties and worsens the mechanical properties, making them brittle, prone to cracking, and less adhesive [
24]. These deficiencies severely restrict their practical application and advancement.
The coupling agent, a kind of additive, has the ability to enhance the bonding performance between inorganic and organic substances [
25]. Due to the fact that its structure contains two different properties of groups, one of which is pro-inorganic or easily reacts with the surface of inorganic materials, while the other is pro-organic or can cause reactions with organic polymers physico-chemically. Therefore, coupling agents, or “molecular bridges”, could reinforce the interaction between organic and inorganic molecules, considerably enhancing the performance of composite materials. Currently, the coupling agents most frequently employed are silane-based. A silane-based coupling agent’s general formula is Y-R-Si-X
3, where Y stands for the organic functional group and R for the alkylidene group, and X represents the group that can be hydrolyzed. Thus, the application of coupling agent molecules to metal powder coatings could open the door for their practical use. The adhesion behavior of polyurethane (PU), polyurethane acrylate (PUA), and two coats loaded with silicone rubber (SR) nanoparticles on tin pads was examined by Sivakumar et al. [
26] in relation to the use of silane agents. On tin surfaces, it was discovered that silanes based on isocyanates offered outstanding adhesion for PU and PU + SR coatings, while silanes based on acrylic offered acceptable adhesion for PUA and PUA + SR coatings. For polyvinyl butyral coatings, Zhu et al. [
27] used reduced graphene oxide and TiO
2-KH550 fillers to increase the corrosion resistance of 304 stainless steel in various conditions. Li et al. [
28] produced antioxidant functionalized silica-coated TiO
2 nanorods utilizing KH550 as a bridge in a successful synthetic process. By means of melt mixing, the AO-KH550-SiO
2-TiO
2 was added to the polypropylene matrix. According to the findings, AO-KH550-SiO
2-TiO
2 might enhance polypropylene’s photostability and thermal stability. Wang et al. [
29] coated the surface of B4C particles with KH560 in order to accomplish the optimal dispersion of particles in the epoxy coating and increase the chemical interaction between particles and polymer coating. In addition to enhancing the interaction between B4C particles and epoxy resin, KH560 also demonstrates the capacity to greatly enhance epoxy resin’s anti-corrosion performance. By using a unique silane coupling agent sensitization approach that is based on three distinct functional groups of silane coupling agents (KH550, KH570, and KH792), Zou et al. [
30] examined the mechanism of chemical copper plating of intermediate-phase asphalt-based carbon fibers. In the copper-plated carbon fibers modified by KH550 grafting, larger grain size, reduced resistivity, and more uniform and continuous copper coating were seen.
Brass powders are inexpensive, easily accessible, and have vibrant, sparkling colors that are incredibly ornamental. There are, however, few studies on coating wood surfaces with water-based coatings that contain brass powder that has been treated with silane coupling agents. Coatings containing pristine brass powder have weak mechanical characteristics, poor age resistance, and poor liquid resistance, making it challenging for them to meet the standards of commercial coatings for wood surfaces [
31,
32]. The purpose of this paper is to modify copper powder by three different types of silane coupling agents, screen the suitable coupling agent type, optimize the copper powder modification process, and obtain the metal powder wood coatings with the best mechanical properties, liquid resistance, aging resistance, and, at the same time, good optical properties.
In the present study, brass powder was selected as a filler and three types of silane coupling agents (KH550, KH560, KH570) were used for modification to prepare brass powder-water-based acrylic coatings. An orthogonal test based on the optical properties was carried out to investigate the effects of four factors, coupling agent type, coupling agent content, pH value at modification, and brass powder content, on the coating’s gloss, color difference, and chromaticity variation. After identifying the most significant influencing elements, single-factor experiments were designed to assess the optical, physical, dry-heat aging, ultraviolet (UV) photooxidation, and cold liquid resistance qualities of the films. These results establish the optimum method for preparing brass powder-water-based acrylic coating and provide technical evidence for the creation of fine art coatings.
2. Materials and Methods
2.1. Test Materials
Brass powder (size 1000 mesh, diameter about 13 µm) was provided by Nangong Xindun Alloy Welding Material Spraying Co., Ltd., Xingtai, China. 3-aminopropyltriethoxysilane (KH550, C9H23NO3Si, Mw: 221.37 g/mol, CAS No.: 919-30-2), γ-(2,3-epoxypropoxy)propytrimethoxysilane (KH560, C9H20O5Si, Mw: 236.36 g/mol, CAS No.: 2530-83-8), γ-methacryloxypropyltrimethoxysilane (KH570, C10H20O5Si, Mw: 248.35 g/mol, CAS No.: 2530-85-0) were provided by Hangzhou Jessica Chemicals Co., Ltd., Hangzhou, China. Dulux water-based acrylic primer and topcoat were provided by Dulux Coatings Co., Ltd., Shanghai, China. Citric acid monohydrate (C6H10O8, Mw: 210.14 g/mol, CAS No.: 5949-29-1) was acquired from Suzhou Changjiu Chemical Technology Co., Ltd., Suzhou, China. Anhydrous ethanol (C2H6O, Mw: 46.07 g/mol, CAS No.: 64-17-5) was acquired from Wuxi Jingke Chemical Co., Ltd., Wuxi, China. Tilia europaea (Basswood) boards (100 × 50 × 5 mm3) were purchased from Beijing Yidimei Model Co., Ltd., Beijing, China. Detergent was obtained from Lishui Diaopai Chemical Co., Ltd., Lishui, China. Coffee was obtained from UCC Ueshima Coffee Co., Ltd., Kobe, Japan.
2.2. Silane Modification Method of Brass Powder
A water/alcohol mixture was prepared as a solvent with a mass ratio of ethanol-to-water of 4:1 to carry out the silane hydrolysis reaction [
33], and the pH value was adjusted with citric acid monohydrate [
34]. A certain quantity of silane coupling agent was weighed according to the different silane coupling agent concentrations (m
silane coupling agent: m
brass powder), put into the prepared water/alcohol mixture, and stirred at room temperature until it was fully hydrolyzed to obtain the silane modification solution. The brass powder was then added to the silane-modified solution and stirred for 3 h at a speed of 600 rpm in a DF-101s thermostatic heating magnetic stirrer (Gongyi Yingyu Instrument Co., Ltd., Gongyi, China) at 30 °C. After the reaction was terminated, the obtained material was rinsed and filtered repeatedly with anhydrous ethanol and deionized water, respectively, by an SHZ-D(III) circulating water multi-purpose vacuum pump (Zhengzhou Keda Machinery Instrument Equipment Co., Ltd., Zhengzhou, China) to remove the unreacted silane modifier, and then was put into a 60 °C DYJG-9023 precision blast drying oven (Hangzhou Yijie Technology Co., Ltd., Hangzhou, China) to obtain the modified brass powder.
Table 1 shows the dosage of modified brass powder with different silane coupling agent contents.
2.3. Preparation of Water-Based Acrylic Coating with Brass Powder
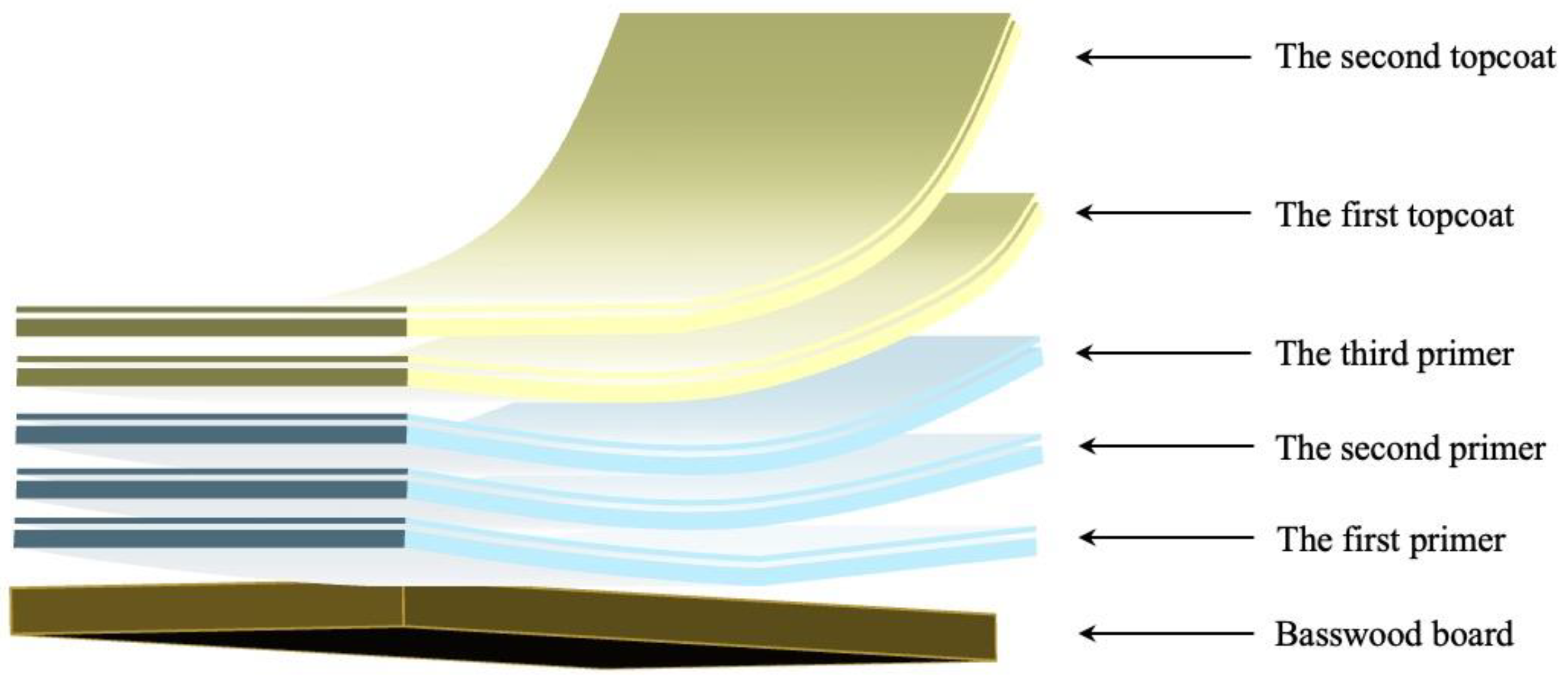
Firstly, the 2.0 g of water-based primer was weighed and evenly applied to the surface of the Basswood substrate three times. After each application, the sample was exposed to air for 20 min before being cured and dried in an oven at 60 °C. After each coat of primer is finished, it was sanded with 1000 mesh sandpaper. Next, the modified brass powder was added to the water-based acrylic topcoat at a certain mass concentration and mixed well with a glass rod to obtain a 2.0 g coating as the topcoat. The prepared topcoat coating was evenly applied on top of the primer film with the third layer two times, exposed to air for 20 min, and cured in a 60 °C oven until the quality no longer changed.
Figure 1 depicts the structure of the prepared brass powder water-based acrylic coating.
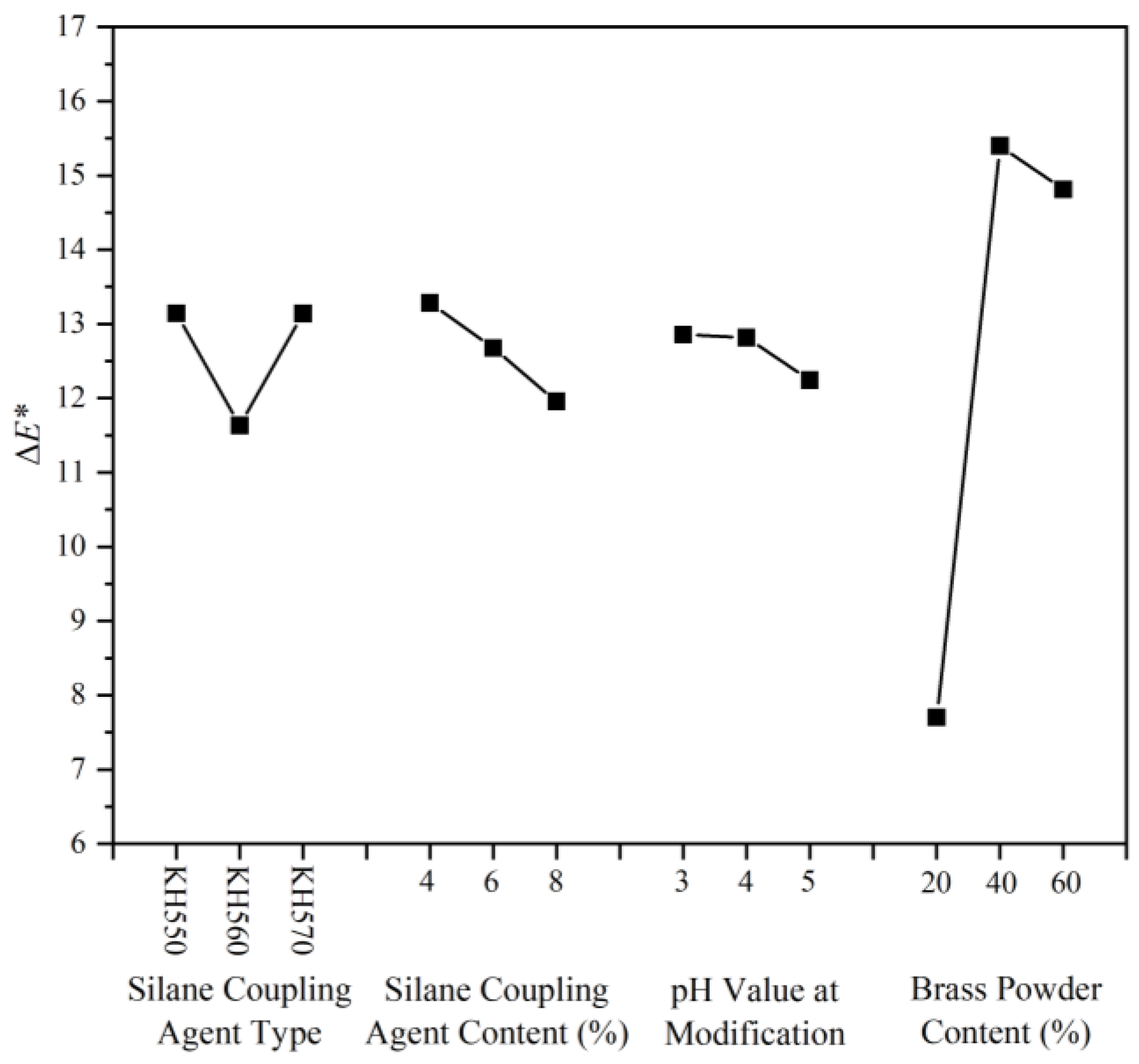
2.4. Orthogonal Experiment Design
A silane-based coupling agent can improve the metal filler’s oxidation resistance and aging resistance in the coating system because of its wettability and dispersion with the metal filler. Common silane coupling agents used in metal-resin systems include KH550, KH560, KH570, etc. The concentration of the silane coupling agent, in addition to the type, has a significant impact on the coating effect with metal filler [
35]. Meanwhile, the silane solution’s pH influences the rate of the reaction between polycondensation and hydrolysis, which in turn impacts how much film forms on the surface of the metal filler [
36]. While silane can hydrolyze more quickly in both acidic and alkaline settings, condensation of silane occurs more readily in an alkaline environment. In order to prevent significant amounts of silane condensation and flocculation during the reaction, the pH is often fixed between 3 and 5.
Consequently, the aforementioned variables were used to develop a four-factor, three-level orthogonal experiment of L
9(3
4), with the following four factors: pH value, copper powder content, silane coupling agent type, and silane coupling agent content, according to
Table 2 and
Table 3. The dosage details of the coating system of the orthogonal test samples are shown in
Table 4.
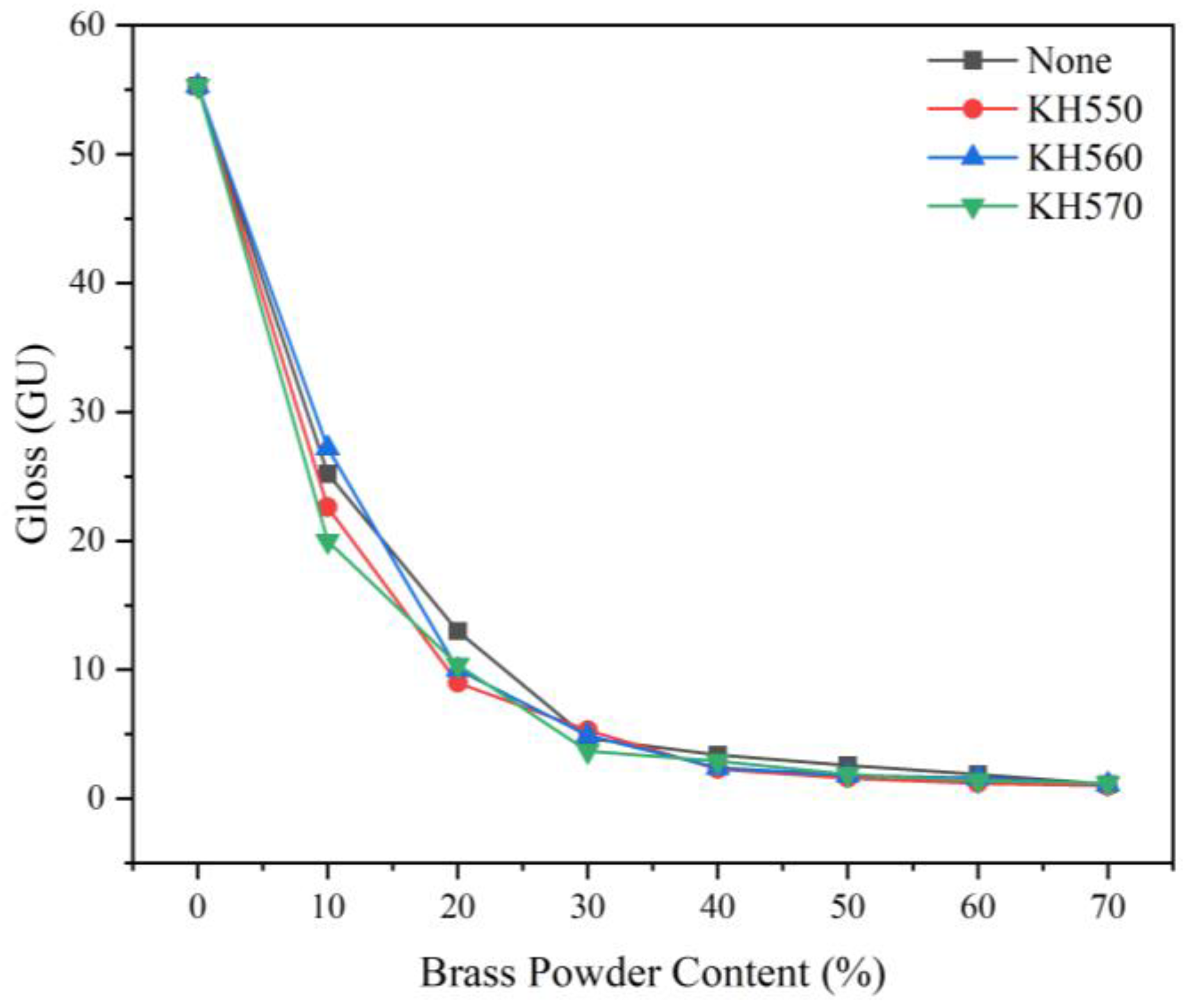
2.5. Single-Factor Experiment Design
The prepared paint film samples were subjected to orthogonal analysis in terms of gloss, color difference, and chromaticity variation to determine the maximum influencing factors. The experimental process was optimized for its maximum influencing factor to investigate the effect of modifications by different silane coupling agents on the performance of brass powder water-based acrylic coatings. The materials and preparation process were kept unchanged, the concentration of the silane coupling agent was fixed at 6.0% and the pH value at modification was 5.0. The effect of brass powder modified by three different silane coupling agents (KH550, KH560, and KH570), and the content of unmodified brass powder on the overall qualities of the film was investigated (
Table 5).
2.6. Testing and Characterization
2.6.1. Characterization of Micro-Morphology and Chemical Composition
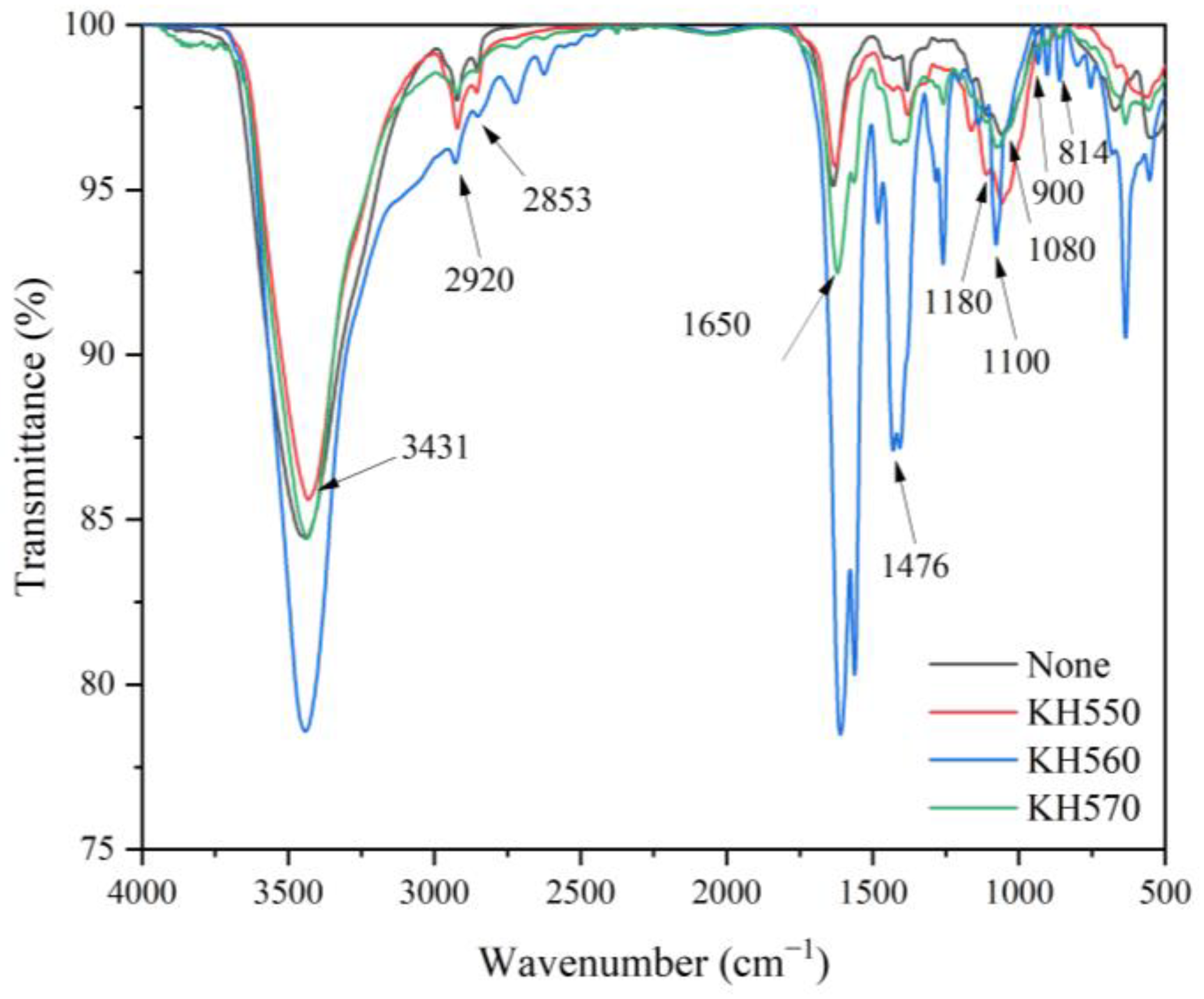
The appearance of treated and untreated brass powder was observed using an EM Crafts VERITAS scanning electron microscope (SEM, Korea EM Crafts, Seoul, Korea). Chemical composition analysis of treated brass powder, untreated brass powder, and film samples was performed by a BOEN-85697 Fourier transform infrared spectrometer (FTIR, Fairborn Precision Instruments Co., Ltd., Shanghai, China).
2.6.2. Optical Performance Testing
According to the standard GB/T4893.6-2006 [
37], the gloss of the coating was evaluated using a 3NH touchscreen triangle glossmeter NHG268 (Guangzhou Threenh Technology Co., Ltd., Guangzhou, China), which was utilized to measure the gloss at different incidence angles (20°, 60°, and 85°).
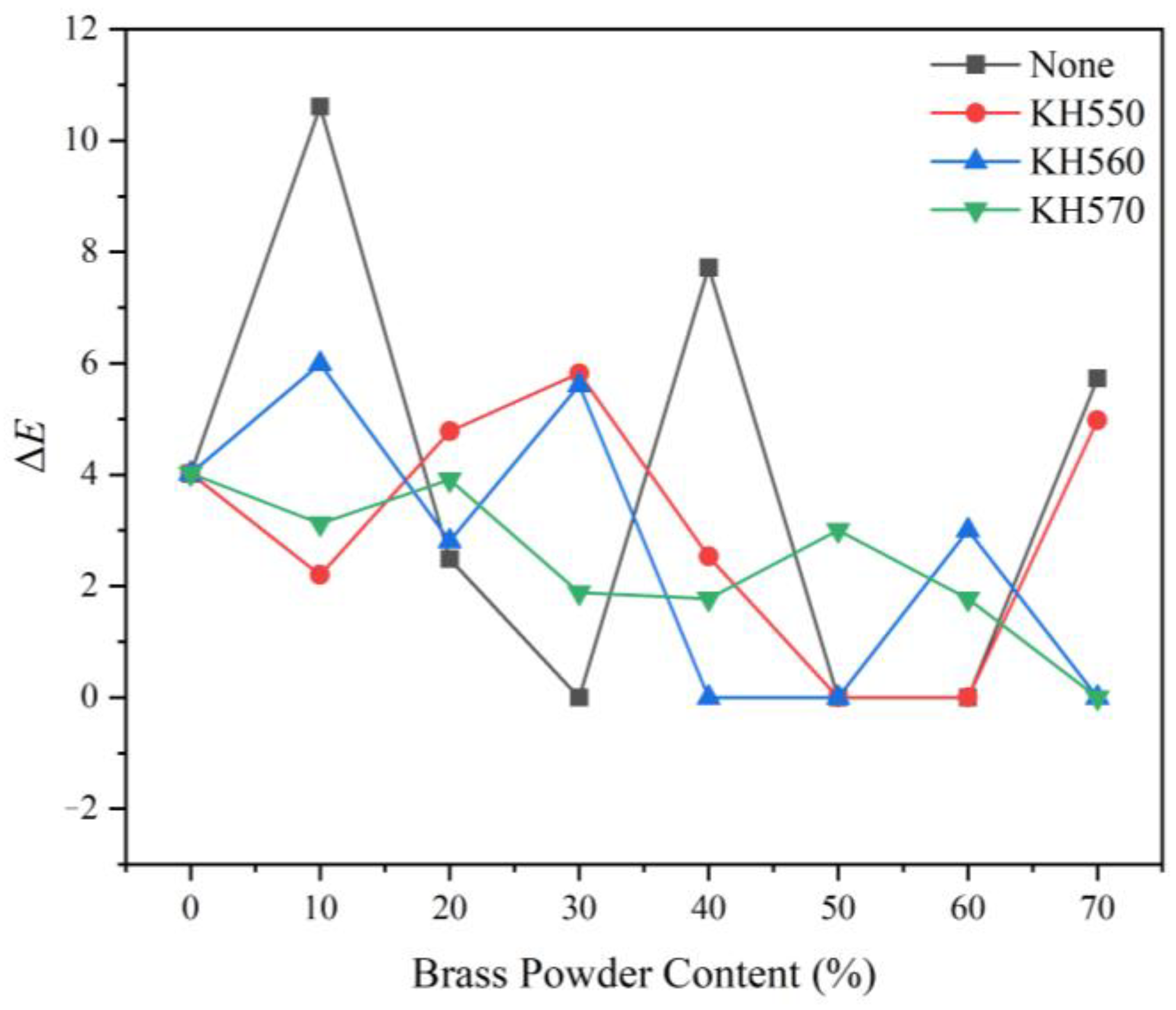
A Kutai MS3003 multi-angle spectrophotometer (Guangzhou Threenh Technology Co., Ltd., Guangzhou, China) was utilized to measure the color difference of the coating, and three groups of data
L1,
a1, and
b1 were outputted by the colorimeter at a random location on the film, and another group of data
L2,
a2, and
b2 were measured by the colorimeter at another location on the film. According to the CIE94 color difference Formula (1), Δ
L is the difference between
L1 and
L2, Δ
a (red/green difference) is the difference between
a1 and
a2, and Δ
b is the difference between
b1 and
b2, to calculate the color difference value (Δ
E) of the film [
38,
39].
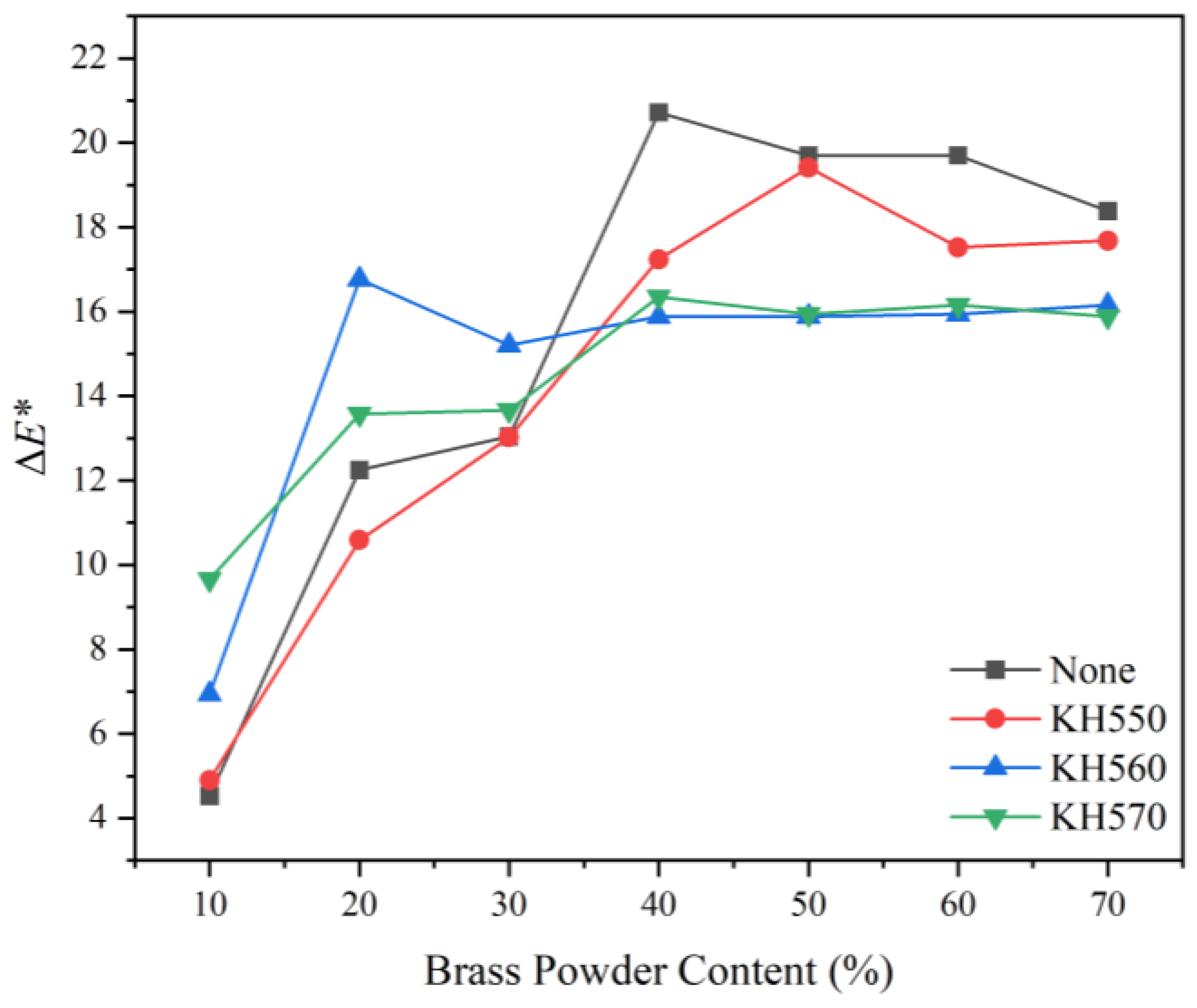
In addition, the colorimetric values of water-based paint films with 10%, 20%, 30%, 40%, 50%, and 60% brass powder content were measured using a SEGT-J portable colorimeter, and four points were taken for each film, and the means were calculated as the colorimetric values of the film, which were recorded as
L*,
a*, and
b*. Three colorimetric parameters were subtracted from the colorimetric values of pure water-based paint films without brass powder to obtain Δ
L*, Δ
a*, Δ
b*. The chromaticity variation of the film with different brass powder content was estimated according to Formula (1) and noted as Δ
E* [
40,
41,
42].
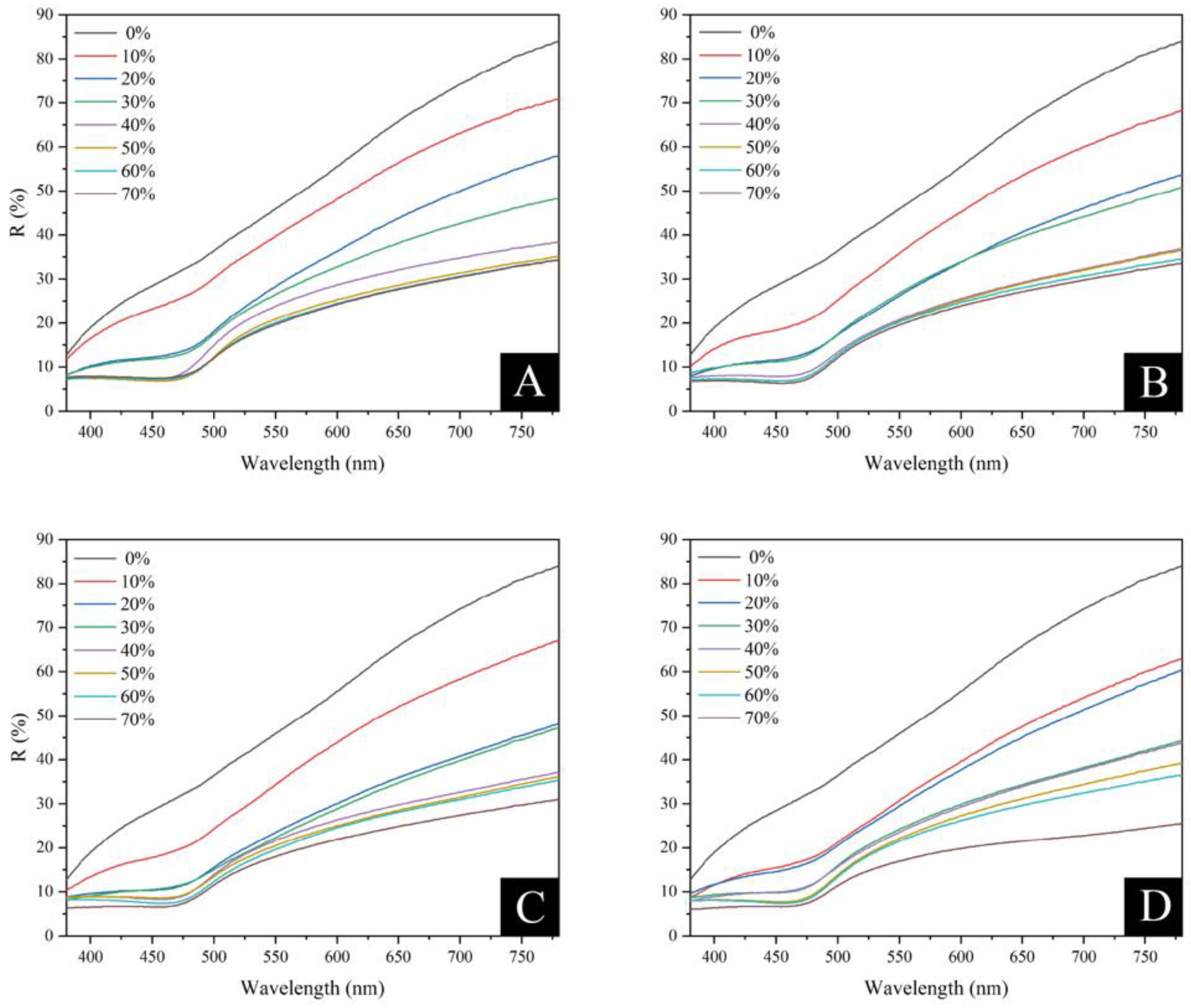
The wavelength-reflectance curves, color dominant wavelengths, and color saturation of the Basswood board surface coatings in the visible wavelength range (380–780 nm) were obtained using a Hitachi Model U-3900/U-3900H UV spectrophotometer (Hitachi Limited, Tokyo, Japan) with a scanning speed of 600 nm/min. According to ASTM G173-03 [
43], Formula (2) was used to calculate the solar reflectance (
R) of the coating in the visible range, where
i(
λ) is the standard solar radiation intensity and
r(
λ) is the reflectance value obtained after testing.
2.6.3. Mechanical Performance Testing
According to the standard GB/T6739-2006 [
44], a QHQ-A portable pencil hardness tester (Liangchuang Instrument Co., Ltd., Suzhou, China) was utilized to fix a pencil (6B–6H) and pressed down on the surface of the film at 45° under a load of 750 g, gradually increasing the pencil hardness until the film had a lasting depression, at which time the pencil’s hardness was recorded as the coating’s hardness.
According to the standard GB/T4893.9-2013 [
45], a BEVS 1601 impact tester (Beijing Shidai Shanfeng Technology Co., Ltd., Beijing, China) was utilized to assess the coating’s impact resistance. The painted wooden board was put on the impact tester with the steel ball directly above the tested surface, then the steel ball was lifted to a certain height and allowed to free-fall impact on the board. The lowest height for the coating to be broken was used to calculate the impact resistance strength.
According to the standard GB/T4893.4-2013 [
46], a QFH-HG600 hundred grid knife (Dongguan Zhongte Precision Instrument Technology Co., Ltd., Dongguan, China) was utilized to assess the coating’s adhesion, using a cutting tool to apply evenly force perpendicular to the coating surface to form a set of parallel cutting lines on the coating, and then repeating the above operation to cut on the coating surface and intersecting with the original cutting line at 90° to form a grid pattern. Then the whole grid was covered with tape for 5 min. After smoothly tearing off the tape, the level of coating adhesion was determined with a total of 1–5 levels, with level 1 being the best.
Using the JB-6C roughness tester (Shanghai Gaozhi Precision Instrument Co., Ltd., Shanghai, China), the coated Basswood board was put on the testing table, and the probe was moved to make contact with it. The probe position was adjusted to make it stable at the 0 coordinate, and then the roughness Ra was recorded.
2.6.4. Test of Aging Resistance of the Film
The film samples were subjected to accelerated aging at 160 °C in an oven to carry out dry-heat aging resistance testing [
47]. The UV photooxidation resistance testing was performed on the prepared paint samples by using a UVA-340 fluorescent lamp according to ASTM D4587-2011 [
48] with a cycle of “4 h irradiation (0.89 W·m
−2·nm
−1) and 20 h condensation” three times. The coating’s chromaticity variation Δ
E* was calculated by Formula (1) to evaluate its aging resistance.
2.6.5. Test of Cold Liquids Resistance of the Film
According to the standard GB/T4893.1-2021 [
49], citric acid solution with a mass fraction of 10%, undenatured ethanol with a volume fraction of 96%, detergent, and coffee (freeze-dried 40 g instant coffee in 1 L boiling water) were selected as test solutions. Before starting the experiment, the coating’s surface was gently wiped with a clean cloth, and a soft filter paper of 25 mm diameter without stain and adhesive was soaked in the test solution, removed, and placed on the surface of the coating, which was then placed in an airtight environment. After a certain period of time, the leftover liquid on the surface was discarded after the filter paper was removed, and the damage to the surface of the coating was observed after standing for 24 h, and the cold liquid resistance grade was evaluated with reference to
Table 6. Before and after the liquid resistance test, the surface coating on the Basswood boards was measured for chromaticity using a color difference meter, and the chromaticity variation Δ
E* of cold liquid resistance of the film was computed using Formula (1).
With an error of less than 5%, each of the aforementioned tests was performed four times.
4. Conclusions
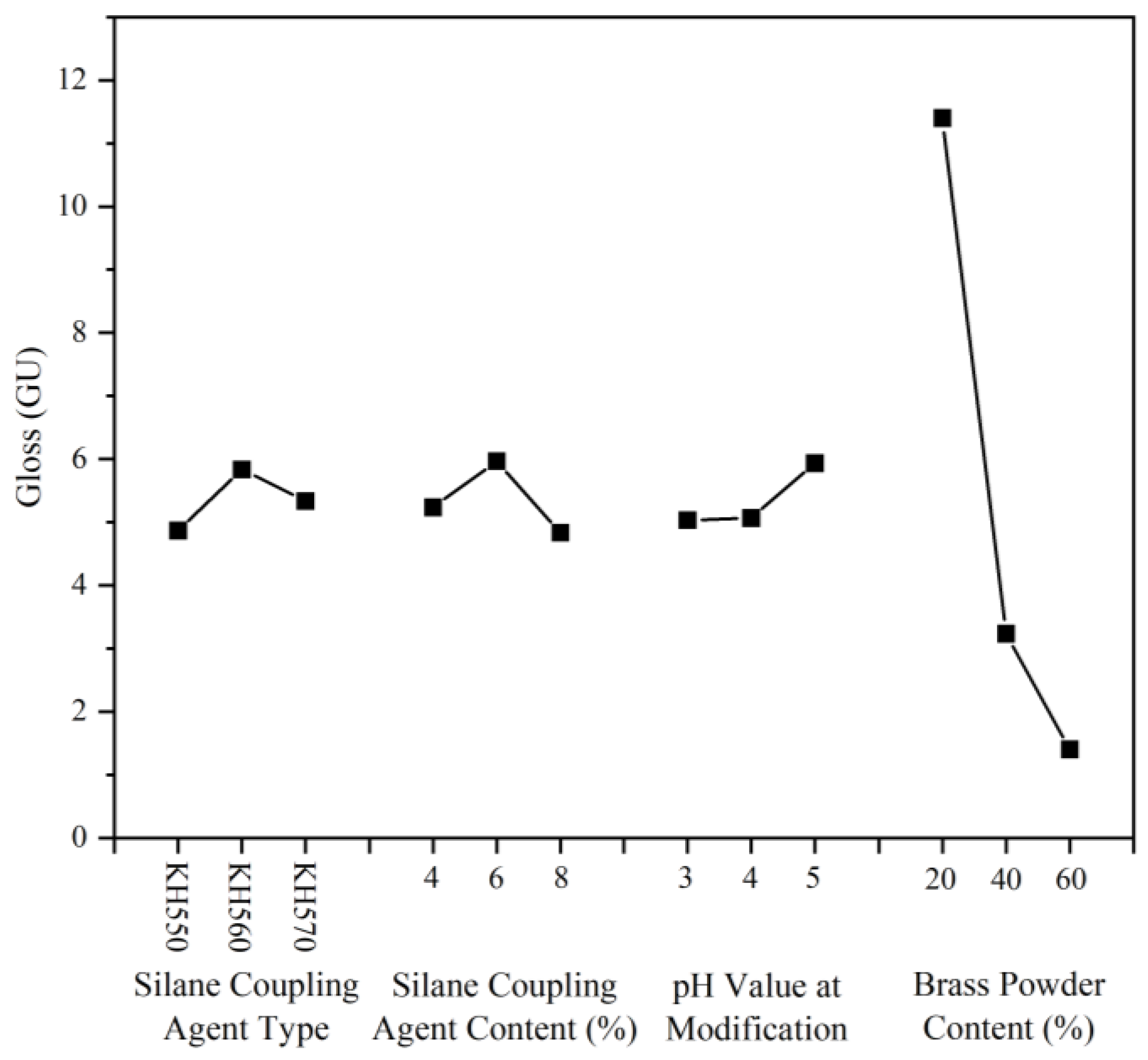
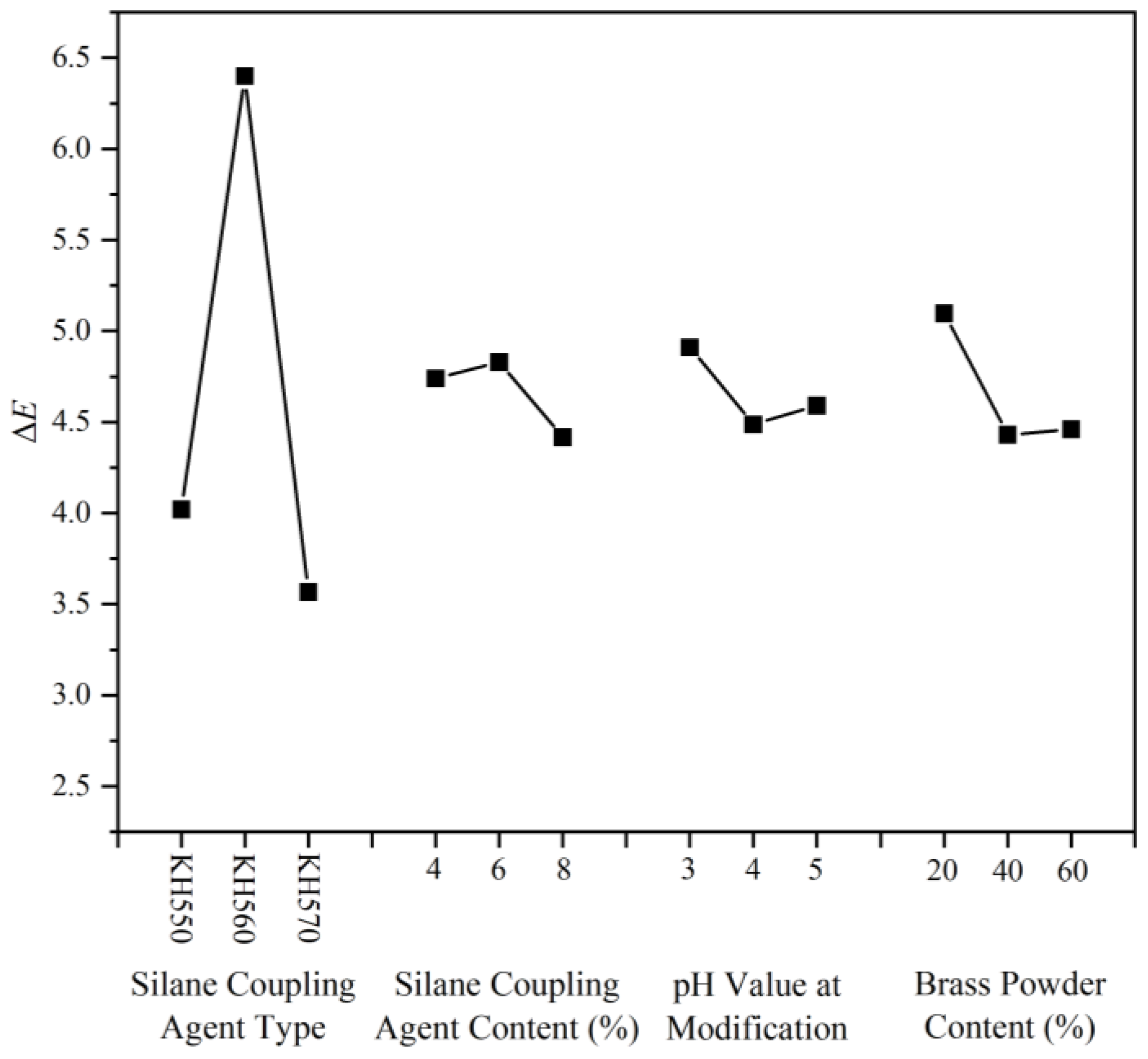
Orthogonal tests were used to examine the effects of various factors (brass powder content, silane coupling agent type, silane coupling agent content, pH value) on the optical properties of modified brass powder-water-based acrylic coatings on a Basswood surface. The results showed that the coupling agent type and brass powder content had the greatest effects on the optical properties, with coating gloss, color difference, and chromaticity variation serving as the reference basis. Brass powder content had a negative correlation with coating gloss and a positive correlation with coating chromaticity variation under various silane coupling agent modifications. The silane coupling agent-modified coatings had a less pronounced color difference. The silane coupling agent can greatly increase the coating’s hardness, impact resistance, and adhesion in terms of mechanical properties. Aging resistance and liquid resistance tests reveal that the addition of a silane coupling agent can increase these properties. Combining all data, it is clear that the water-based acrylic acid coating containing 10% brass powder modified by KH570 (pH 5 of the solution at modification, coupling agent content 6%) has the best overall performance, improving the coating’s mechanical characteristics, aging resistance, and liquid resistance in addition to ensuring good optical properties, with a gloss of 20.0 GU, a color difference of 3.12, a hardness of HB, an impact resistance of 4 kg·cm, an adhesion of grade 1, and better liquid resistance and age resistance. These results provide the technological foundation for the development of artistic coatings for wood.


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}