

Material Extrusion Additive Manufacturing with Polyethylene Vitrimers


Abstract
:
1. Introduction
2. Materials and Methods
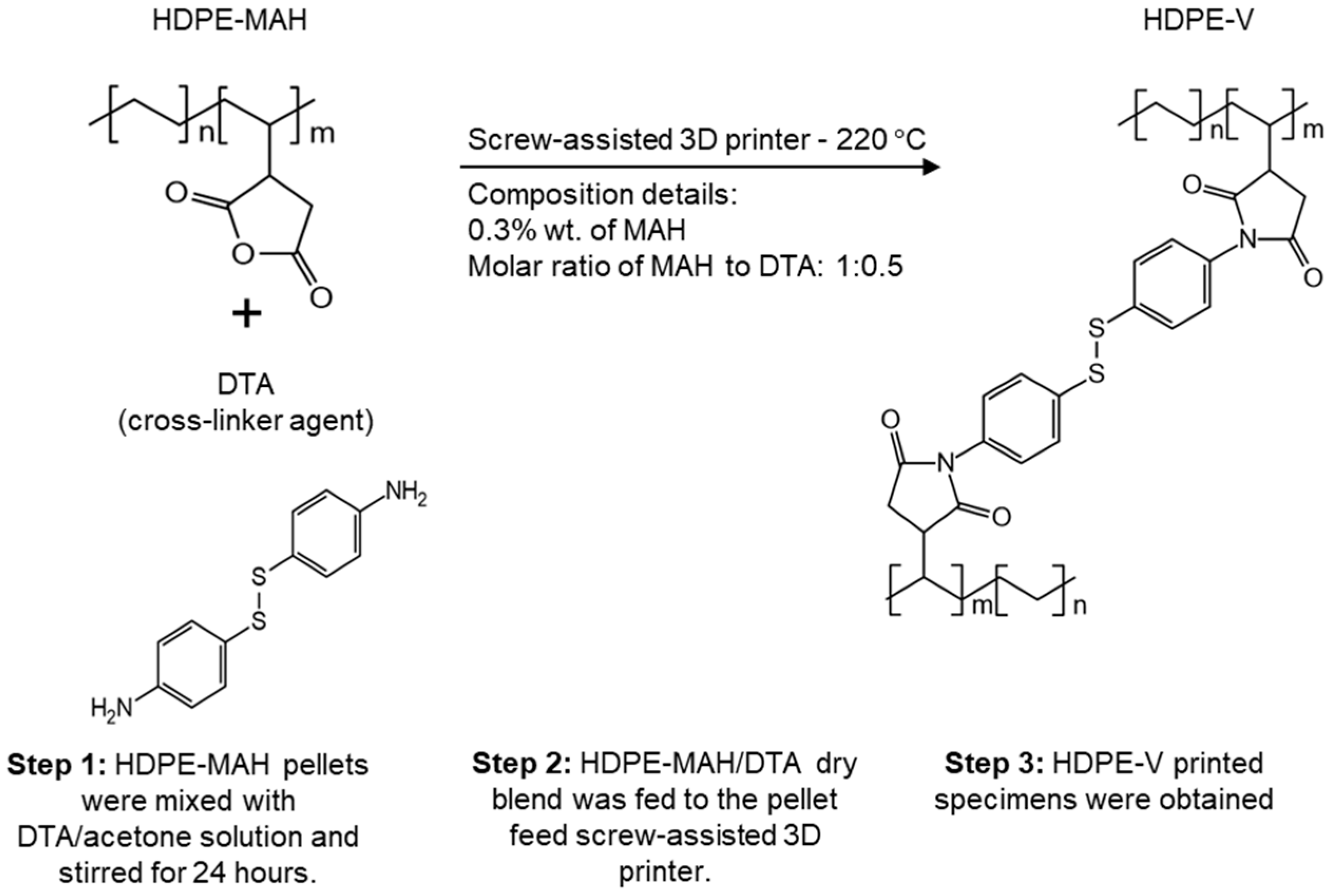
2.1. Materials
2.2. Material Extrusion Additive Manufacturing and Geometric Design
2.3. Shrinkage Evaluation
2.4. Characterization
2.5. Annealing Procedure
3. Results and Discussion
3.1. Assessment of Processability in Screw-Assisted AM
3.2. Printing Challenges
3.3. Shrinkage
3.4. Mechanical Properties
3.5. Microstructures
4. Conclusions
- -
- Bed adhesion of HDPE and HDPE vitrimer parts was improved by using a PP bed substrate.
- -
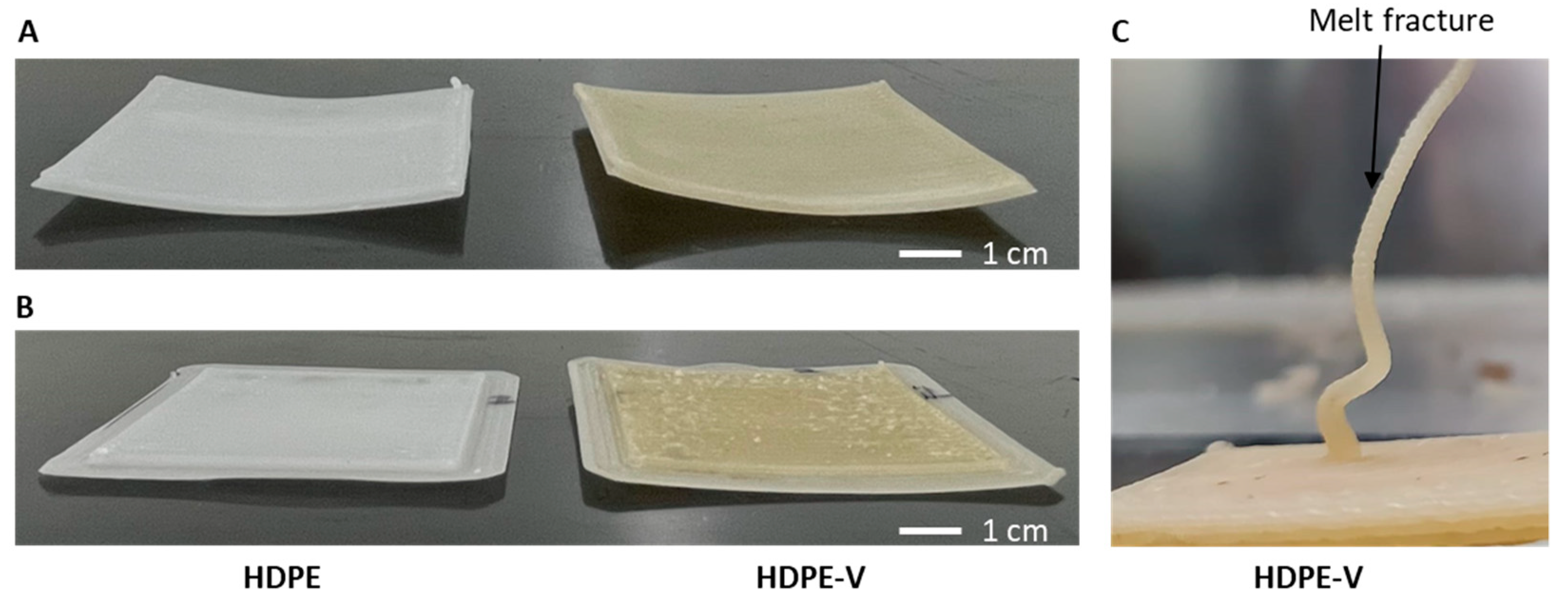
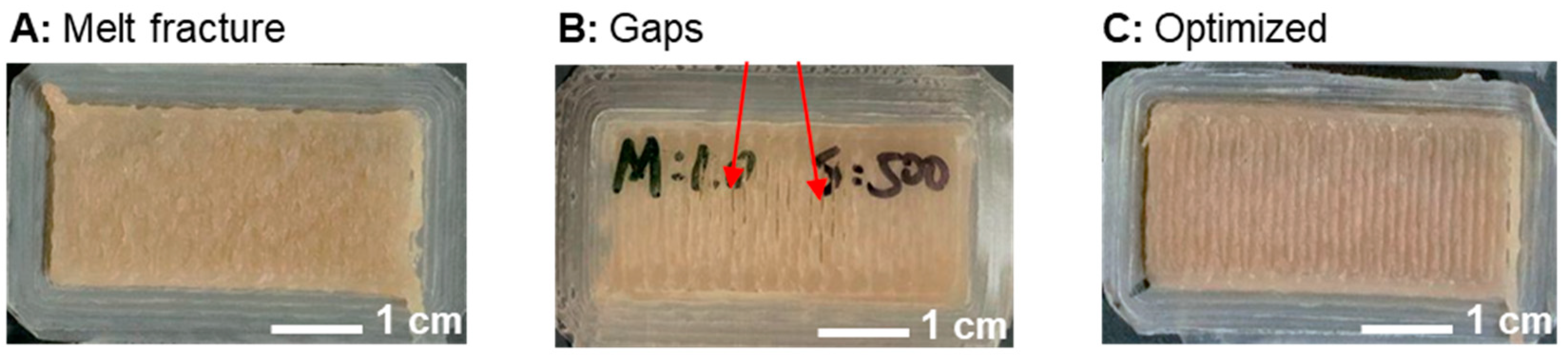
- Extrudate distortion (melt fracture) in HDPE vitrimers was resolved by decreasing the print speed.
- -
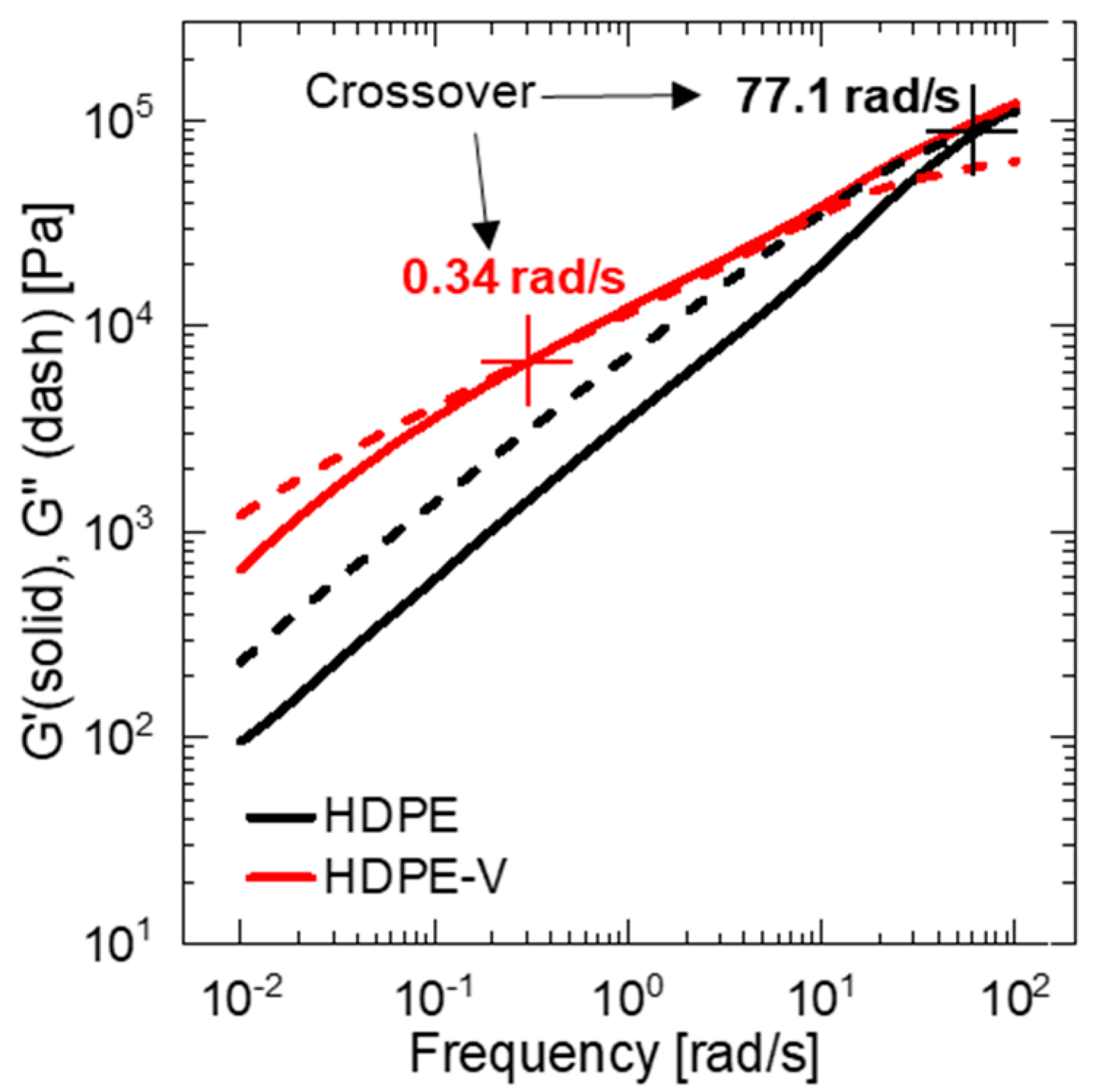
- Rheological measurements indicated that the vitrimer has a higher shear-thinning dependency, which is usually desired in extrusion-based 3D-printing process.
- -
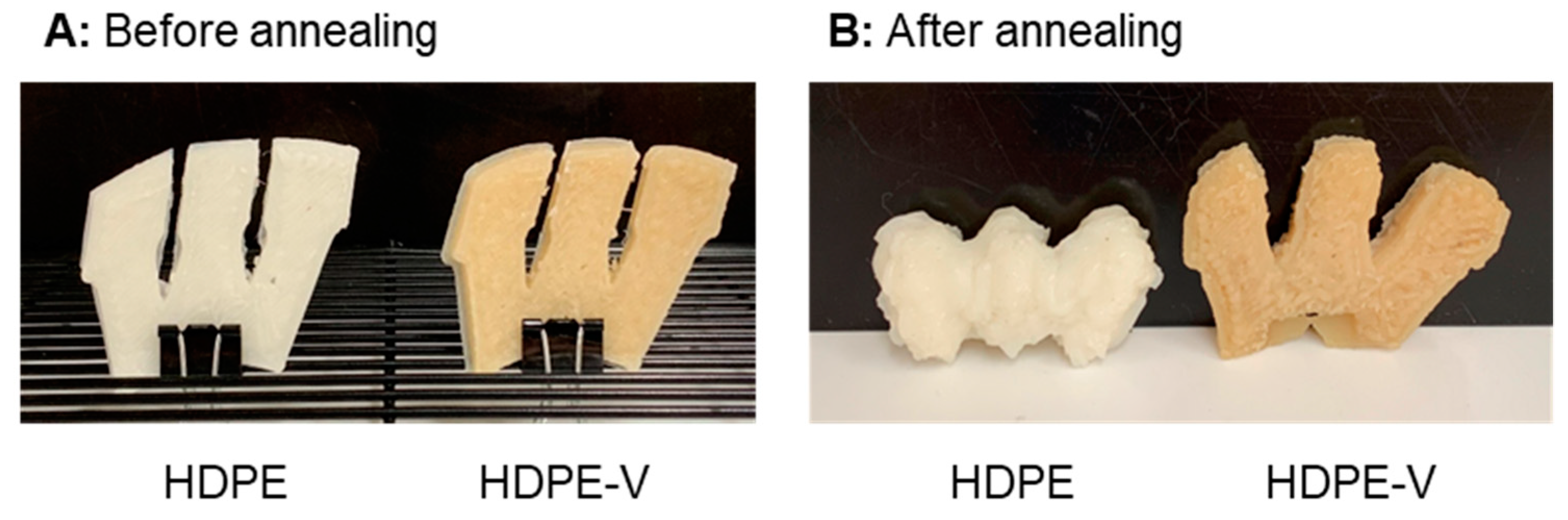
- Thermal measurements demonstrated that HDPE vitrimers had a lower degree of crystallinity, which led to lower shrinkage during printing and increased dimensional accuracy.
- -
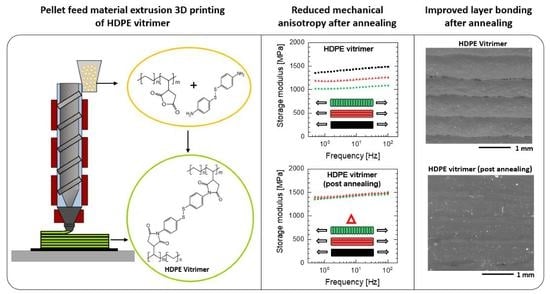
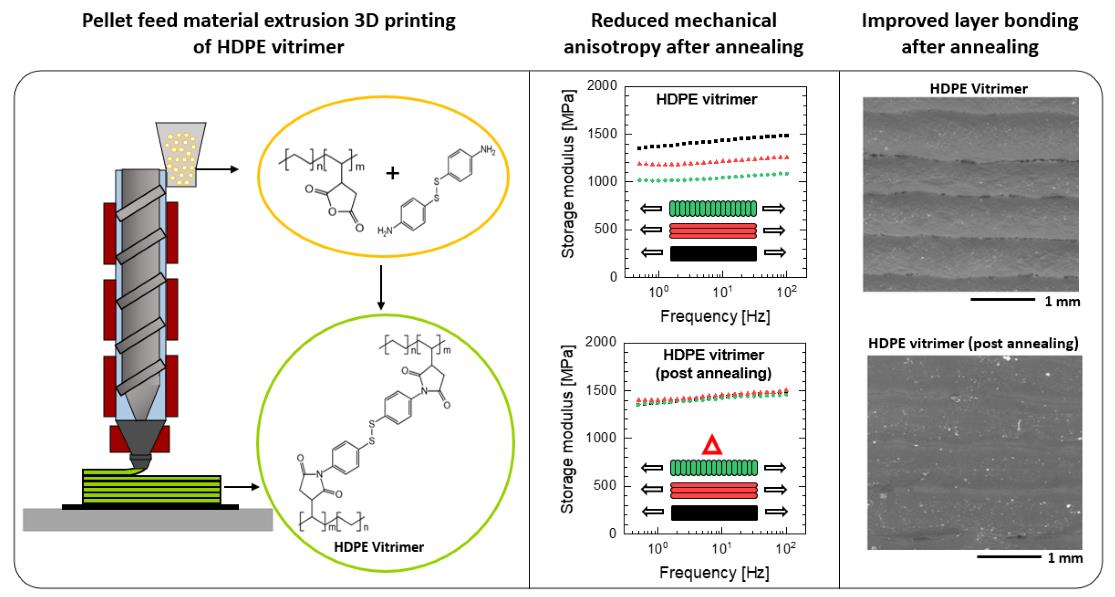
- Viscoelastic measurements revealed the mechanical anisotropy of parts consistent with material extrusion 3D-printing processes. Interlayer adhesion was improved, and the void content was reduced in HDPE-V after a thermal post-processing step. In consequence, mechanical anisotropy was significantly reduced in HDPE-V.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- ASTM 52900; Standard Terminology for Additive Manufacturing—General Principles—Terminology. ASTM International: West Conshohocken, PA, USA, 2015; Volume i, pp. 1–9.
- Love, L.; Post, B.; Noakes, M.; Nycz, A.; Kunc, V. There’s Plenty of Room at the Top. Addit. Manuf. 2021, 39, 101727. [Google Scholar] [CrossRef]
- Jiang, Z.; Diggle, B.; Tan, M.L.; Viktorova, J.; Bennett, C.W.; Connal, L.A. Extrusion 3D Printing of Polymeric Materials with Advanced Properties. Adv. Sci. 2020, 7, 2001379. [Google Scholar] [CrossRef] [PubMed]
- Black, H.T.; Celina, M.C.; Mcelhanon, J.R. Additive Manufacturing of Polymers: Materials Opportunities and Emerging Applications; Sandia National Laboratories: Albuquerque, NM, USA, 2016.
- Sanchez-Rexach, E.; Johnston, T.G.; Jehanno, C.; Sardon, H.; Nelson, A. Sustainable Materials and Chemical Processes for Additive Manufacturing. Chem. Mater. 2020, 32, 7105–7119. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive Manufacturing (3D Printing): A Review of Materials, Methods, Applications and Challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Arrigo, R.; Frache, A. FDM Printability of PLA Based-Materials: The Key Role of the Rheological Behavior. Polymers 2022, 14, 1754. [Google Scholar] [CrossRef]
- Gao, X.; Qi, S.; Kuang, X.; Su, Y.; Li, J.; Wang, D. Fused Filament Fabrication of Polymer Materials: A Review of Interlayer Bond. Addit. Manuf. 2021, 37, 101658. [Google Scholar] [CrossRef]
- Colón Quintana, J.L.; Redmann, A.; Mazzei Capote, G.A.; Pérez-Irizarry, A.; Bechara, A.; Osswald, T.A.; Lakes, R. Viscoelastic Properties of Fused Filament Fabrication Parts. Addit. Manuf. 2019, 28, 704–710. [Google Scholar] [CrossRef]
- Seppala, J.E.; Hoon Han, S.; Hillgartner, K.E.; Davis, C.S.; Migler, K.B. Weld Formation during Material Extrusion Additive Manufacturing. Soft Matter 2017, 13, 6761–6769. [Google Scholar] [CrossRef] [PubMed]
- Kishore, V.; Ajinjeru, C.; Nycz, A.; Post, B.; Lindahl, J.; Kunc, V.; Duty, C. Infrared Preheating to Improve Interlayer Strength of Big Area Additive Manufacturing (BAAM) Components. Addit. Manuf. 2017, 14, 7–12. [Google Scholar] [CrossRef]
- Levenhagen, N.P.; Dadmun, M.D. Reactive Processing in Extrusion-Based 3D Printing to Improve Isotropy and Mechanical Properties. Macromolecules 2019, 52, 6495–6501. [Google Scholar] [CrossRef]
- Chen, L.; Zhao, H.B.; Ni, Y.P.; Fu, T.; Wu, W.S.; Wang, X.L.; Wang, Y.Z. 3D Printable Robust Shape Memory PET Copolyesters with Fire Safety: Via π-Stacking and Synergistic Crosslinking. J. Mater. Chem. A 2019, 7, 17037–17045. [Google Scholar] [CrossRef]
- Yang, K.; Grant, J.C.; Lamey, P.; Joshi-Imre, A.; Lund, B.R.; Smaldone, R.A.; Voit, W. Diels–Alder Reversible Thermoset 3D Printing: Isotropic Thermoset Polymers via Fused Filament Fabrication. Adv. Funct. Mater. 2017, 27, 1700318. [Google Scholar] [CrossRef]
- Abbott, A.; Gibson, T.; Tandon, G.P.; Hu, L.; Avakian, R.; Baur, J.; Koerner, H. Melt Extrusion and Additive Manufacturing of a Thermosetting Polyimide. Addit. Manuf. 2021, 37, 101636. [Google Scholar] [CrossRef]
- Kim, S.; Baid, H.; Hassen, A.; Kumar, A.; Lindahl, J.; Hoskins, D.; Ajinjeru, C.; Duty, C.; Yeole, P.; Vaidya, U.; et al. Analysis on Part Distortion and Residual Stress in Big Area Additive Manufacturing with Carbon Fiber-Reinforced Thermoplastic Using Dehomogenization Technique. In Proceedings of the CAMX 2019—Composites and Advanced Materials Expo, Anaheim, CA, USA, 24–26 September 2019; pp. 1–14. [Google Scholar]
- Jin, M.; Giesa, R.; Neuber, C.; Schmidt, H.W. Filament Materials Screening for FDM 3D Printing by Means of Injection-Molded Short Rods. Macromol. Mater. Eng. 2018, 303, 1800507. [Google Scholar] [CrossRef]
- Koffi, A.; Toubal, L.; Jin, M.; Koffi, D.; Döpper, F.; Schmidt, H.; Neuber, C. Extrusion-based 3D Printing with High-density Polyethylene Birch-fiber Composites. J. Appl. Polym. Sci. 2022, 139, 51937. [Google Scholar] [CrossRef]
- Gudadhe, A.; Bachhar, N.; Kumar, A.; Andrade, P.; Kumaraswamy, G. Three-Dimensional Printing with Waste High-Density Polyethylene. ACS Appl. Polym. Mater. 2019, 1, 3157–3164. [Google Scholar] [CrossRef]
- Spoerk, M.; Holzer, C.; Gonzalez-Gutierrez, J. Material Extrusion-Based Additive Manufacturing of Polypropylene: A Review on How to Improve Dimensional Inaccuracy and Warpage. J. Appl. Polym. Sci. 2020, 137, 48545. [Google Scholar] [CrossRef] [Green Version]
- Zou, W.; Dong, J.; Luo, Y.; Zhao, Q.; Xie, T. Dynamic Covalent Polymer Networks: From Old Chemistry to Modern Day Innovations. Adv. Mater. 2017, 29, 1606100. [Google Scholar] [CrossRef]
- Montarnal, D.; Capelot, M.; Tournilhac, F.; Leibler, L. Silica-like Malleable Materials from Permanent Organic Networks. Science 2011, 334, 965–968. [Google Scholar] [CrossRef]
- Röttger, M.; Domenech, T.; Van Der Weegen, R.; Breuillac, A.; Nicolaÿ, R.; Leibler, L. High-Performance Vitrimers from Commodity Thermoplastics through Dioxaborolane Metathesis. Science 2017, 356, 62–65. [Google Scholar] [CrossRef]
- Denissen, W.; Rivero, G.; Nicolaÿ, R.; Leibler, L.; Winne, J.M.; Du Prez, F.E. Vinylogous Urethane Vitrimers. Adv. Funct. Mater. 2015, 25, 2451–2457. [Google Scholar] [CrossRef]
- Imbernon, L.; Norvez, S.; Leibler, L. Stress Relaxation and Self-Adhesion of Rubbers with Exchangeable Links. Macromolecules 2016, 49, 2172–2178. [Google Scholar] [CrossRef]
- Zander, N.E. Recycled Polymer Feedstock for Material Extrusion Additive Manufacturing. In Polymer-Based Additive Manufacturing: Recent Developments, 1st ed.; Seppala, J.E., Kotula, A.P., Snyder, C.R., Eds.; ACS Symposium Series; American Chemical Society: Washington, DC, USA, 2019; ISBN 9780841234260. [Google Scholar]
- Peacock, A.J. Handbook of Polyethylene: Structures, Properties, and Applications; Marcel Dekker, Inc.: New York, NY, USA, 2000; ISBN 0824795466. [Google Scholar]
- Baechler, C.; Devuono, M.; Pearce, J.M. Distributed Recycling of Waste Polymer into RepRap Feedstock. Rapid Prototyp. J. 2013, 19, 118–125. [Google Scholar] [CrossRef]
- Schirmeister, C.G.; Hees, T.; Licht, E.H.; Mülhaupt, R. 3D Printing of High Density Polyethylene by Fused Filament Fabrication. Addit. Manuf. 2019, 28, 152–159. [Google Scholar] [CrossRef]
- Chong, S.; Pan, G.T.; Khalid, M.; Yang, T.C.K.; Hung, S.T.; Huang, C.M. Physical Characterization and Pre-Assessment of Recycled High-Density Polyethylene as 3D Printing Material. J. Polym. Environ. 2017, 25, 136–145. [Google Scholar] [CrossRef]
- Justino Netto, J.M.; Idogava, H.T.; Frezzatto Santos, L.E.; de Castro Silveira, Z.; Romio, P.; Alves, J.L. Screw-Assisted 3D Printing with Granulated Materials: A Systematic Review. Int. J. Adv. Manuf. Technol. 2021, 115, 2711–2727. [Google Scholar] [CrossRef]
- Little, H.A.; Tanikella, N.G.; Reich, M.J.; Fiedler, M.J.; Snabes, S.L.; Pearce, J.M. Towards Distributed Recycling with Additive Manufacturing of PET Flake Feedstocks. Materials 2020, 13, 4273. [Google Scholar] [CrossRef] [PubMed]
- Capote, G.A.M.; Montoya-Ospina, M.C.; Liu, Z.; Mattei, M.S.; Liu, B.; Delgado, A.P.; Yu, Z.; Goldsmith, R.H.; Osswald, T.A. Compounding a High-Permittivity Thermoplastic Material and Its Applicability in Manufacturing of Microwave Photonic Crystals. Materials 2022, 15, 2492. [Google Scholar] [CrossRef]
- Silveira, Z.D.; de Freitas, M.S.; Inforçatti Neto, P.; Noritomi, P.Y.; da Silva, J.V. Design Development and Functional Validation of an Interchangeable Head Based on Mini Screw Extrusion Applied in an Experimental Desktop 3-D Printer. Int. J. Rapid Manuf. 2014, 4, 49. [Google Scholar] [CrossRef]
- Montoya-Ospina, M.C.; Verhoogt, H.; Ordner, M.; Tan, X.; Osswald, T.A. Effect of Cross-Linking on the Mechanical Properties, Degree of Crystallinity and Thermal Stability of Polyethylene Vitrimers. Polym. Eng. Sci. 2022, 62, 4203–4213. [Google Scholar] [CrossRef]
- ASTM D955; Standard Test Method of Measuring Shrinkage from Mold Dimensions of Thermoplastics. ASTM International: West Conshohocken, PA, USA, 2021; pp. 1–8.
- Menczel, J.D.; Prime, R.B. Thermal Analysis of Polymers: Fundamentals and Applications; Wiley: Hoboken, NJ, USA, 2009; ISBN 9780471769170. [Google Scholar]
- Jain, T.; Tseng, Y.M.; Tantisuwanno, C.; Menefee, J.; Shahrokhian, A.; Isayeva, I.; Joy, A. Synthesis, Rheology, and Assessment of 3D Printability of Multifunctional Polyesters for Extrusion-Based Direct-Write 3D Printing. ACS Appl. Polym. Mater. 2021, 3, 6618–6631. [Google Scholar] [CrossRef]
- Spoerk, M.; Gonzalez-Gutierrez, J.; Lichal, C.; Cajner, H.; Berger, G.R.; Schuschnigg, S.; Cardon, L.; Holzer, C. Optimisation of the Adhesion of Polypropylene-Based Materials during Extrusion-Based Additive Manufacturing. Polymers 2018, 10, 490. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Shang, Y.; Xu, Q.; Jiang, B.; Yang, Y.; Liu, X.; Jiang, Z.; Yu, C.; Li, X.; Zhang, H. Slowing Crystallization to Enhance Interlayer Strength of 3D Printed Poly (Ether Ether Ketone) Parts by Molecular Design. Addit. Manuf. 2022, 59, 103104. [Google Scholar] [CrossRef]
- Bachhar, N.; Gudadhe, A.; Kumar, A.; Andrade, P.; Kumaraswamy, G. 3D Printing of Semicrystalline Polypropylene: Towards Eliminating Warpage of Printed Objects. Bull. Mater. Sci. 2020, 43, 171. [Google Scholar] [CrossRef]
- Blyler, L.; Hart, A.C. Capillary Flow Instability of Ethylene Polymer Melts. Poly. Eng. Sci. 1970, 10, 193–203. [Google Scholar] [CrossRef]
- Kim, Y.C.; Yang, K.S. Effect of Peroxide Modification on Melt Fracture of Linear Low Density Polyethylene during Extrusion. Polym. J. 1999, 31, 579–584. [Google Scholar] [CrossRef] [Green Version]
- Vaes, D.; Van Puyvelde, P. Semi-Crystalline Feedstock for Filament-Based 3D Printing of Polymers. Prog. Polym. Sci. 2021, 118, 101411. [Google Scholar] [CrossRef]
- Liu, F.; Vyas, C.; Poologasundarampillai, G.; Pape, I.; Hinduja, S.; Mirihanage, W.; Bartolo, P. Structural Evolution of PCL during Melt Extrusion 3D Printing. Macromol. Mater. Eng. 2018, 303, 1700494. [Google Scholar] [CrossRef] [Green Version]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Melting Temperature (°C) | Density (g/cm3) | Molecular Weight (g/mol) |
|---|---|---|---|
| HDPE F04660 | 134 | 0.961 | - |
| DTA | 77 | - | 248.37 |
| Parameters | Value |
|---|---|
| Nozzle diameter | 1 mm |
| Extruder temperature | 220 °C |
| Nozzle temperature | 220 °C |
| Bed temperature | 60 °C |
| Printing speed | 500 mm/min |
| Extrusion multiplier | 1.2 |
| Layer height | 0.6 mm |
| Infill percentage | 100% |
| First layer setting | Height 50%; speed 60% |
| Brim | 5 layers |
| Substrate | PP sheet |
| Sample | ||
|---|---|---|
| HDPE | 0.91 ± 0.13 | 2.62 ± 0.15 |
| HDPE-V | 0.08 ± 0.03 | 1.87 ± 0.12 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Montoya-Ospina, M.C.; Zeng, J.; Tan, X.; Osswald, T.A. Material Extrusion Additive Manufacturing with Polyethylene Vitrimers. Polymers 2023, 15, 1332. https://doi.org/10.3390/polym15061332
Montoya-Ospina MC, Zeng J, Tan X, Osswald TA. Material Extrusion Additive Manufacturing with Polyethylene Vitrimers. Polymers. 2023; 15(6):1332. https://doi.org/10.3390/polym15061332
Chicago/Turabian StyleMontoya-Ospina, Maria Camila, Jiachen Zeng, Xiao Tan, and Tim A. Osswald. 2023. "Material Extrusion Additive Manufacturing with Polyethylene Vitrimers" Polymers 15, no. 6: 1332. https://doi.org/10.3390/polym15061332