
Life Cycle Environmental Impacts of a Biobased Acrylic Polymer for Leather Production


Abstract
:1. Introduction
2. Materials and Methods
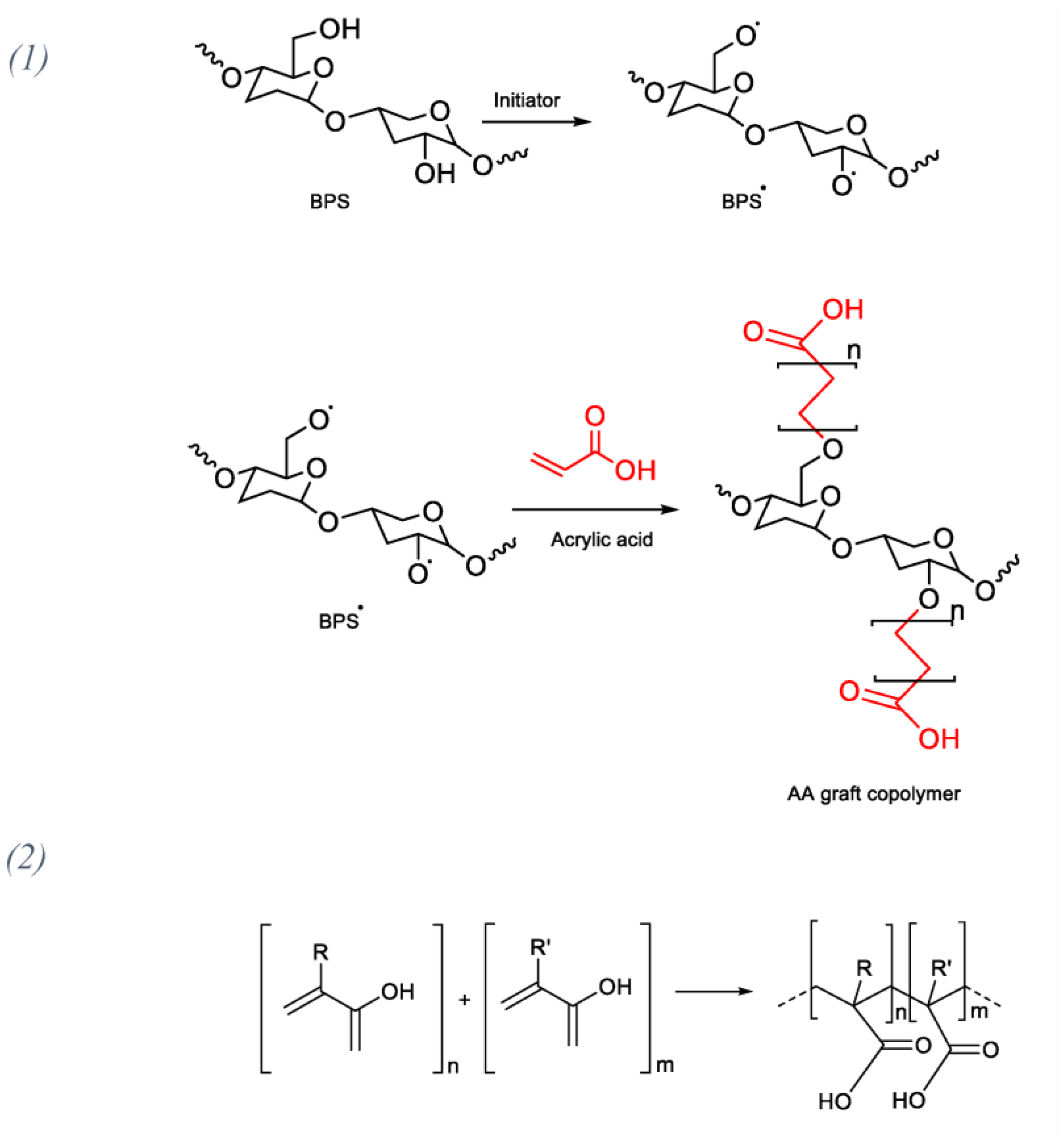
2.1. Synthesis of BB Graft Copolymer
2.2. Product Characterization
2.2.1. Molecular Weight Analysis
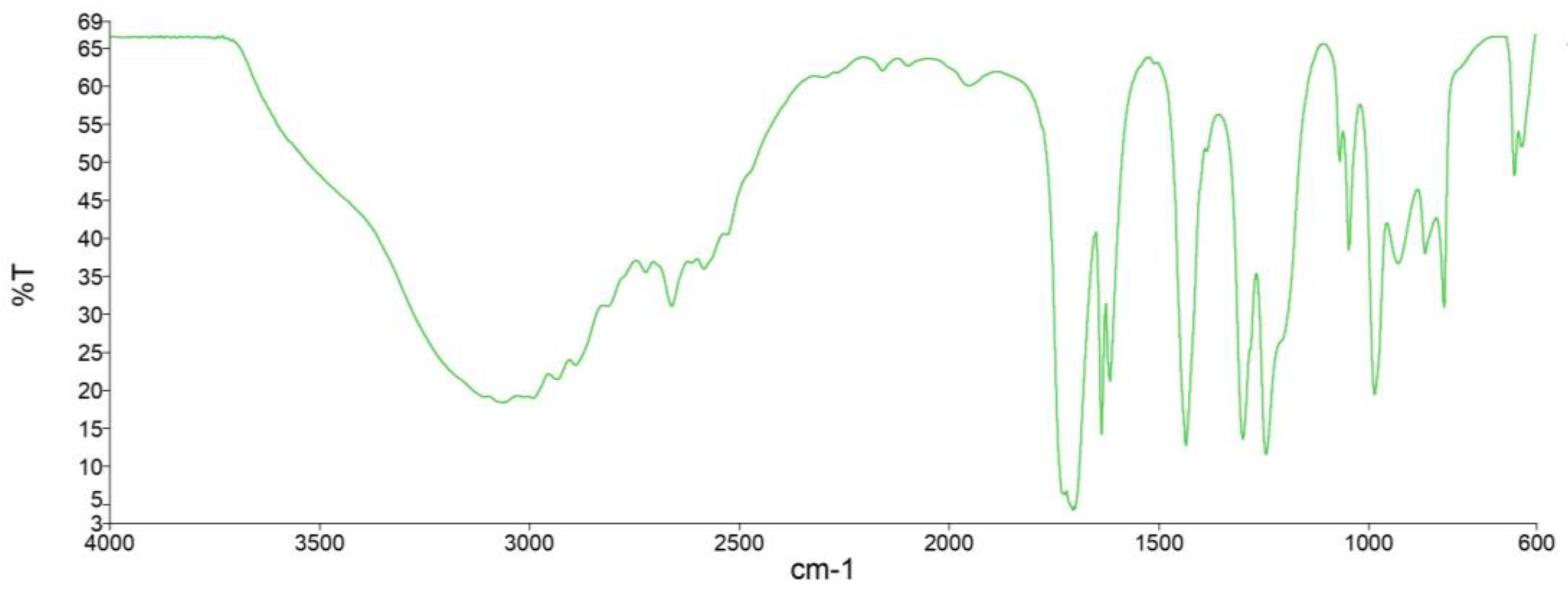
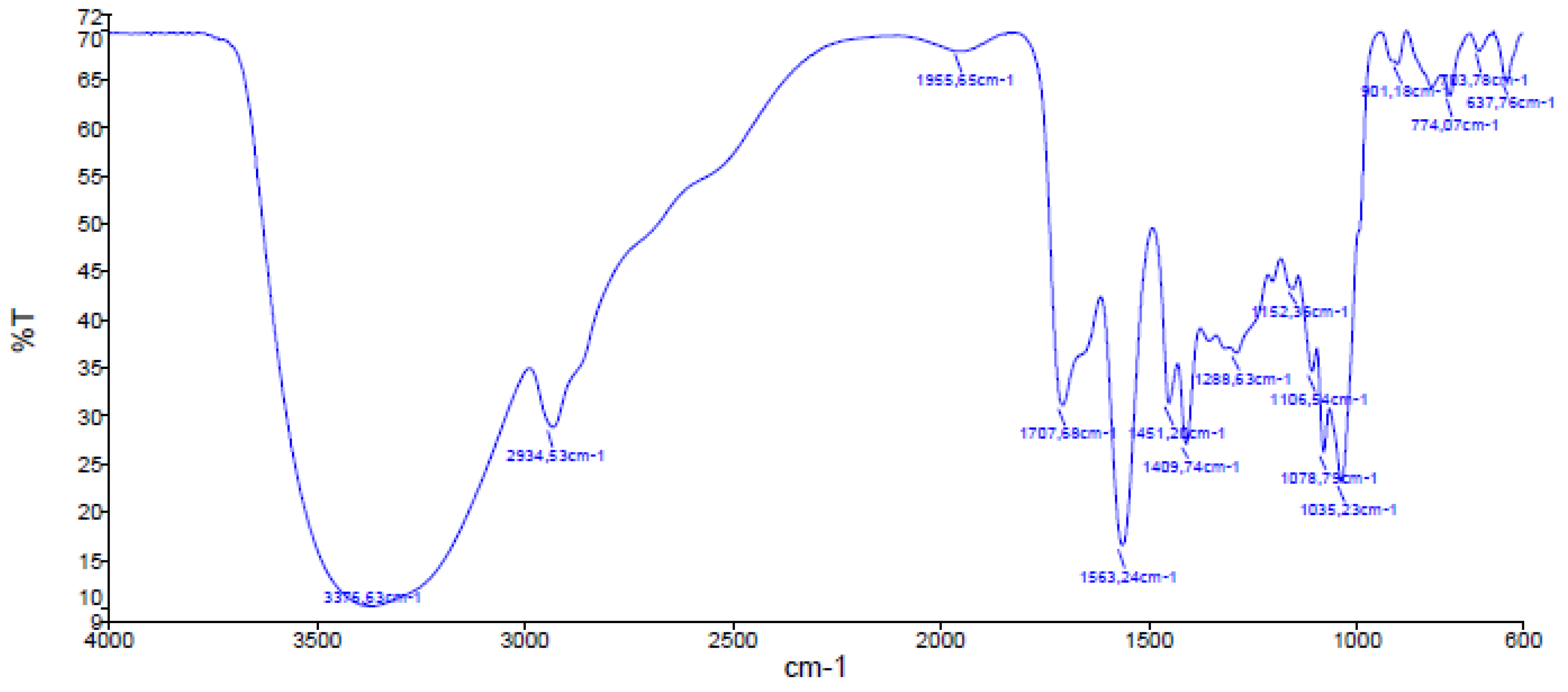
2.2.2. IR Analysis
2.2.3. Biobased Carbon Content
2.2.4. COD, BOD5 and Biodegradability
2.2.5. Biodegradability
2.2.6. Life Cycle Assessment (LCA)
2.3. Leather Assessments
3. Results and Discussion
3.1. Product Characterization
3.2. Leather Assessments
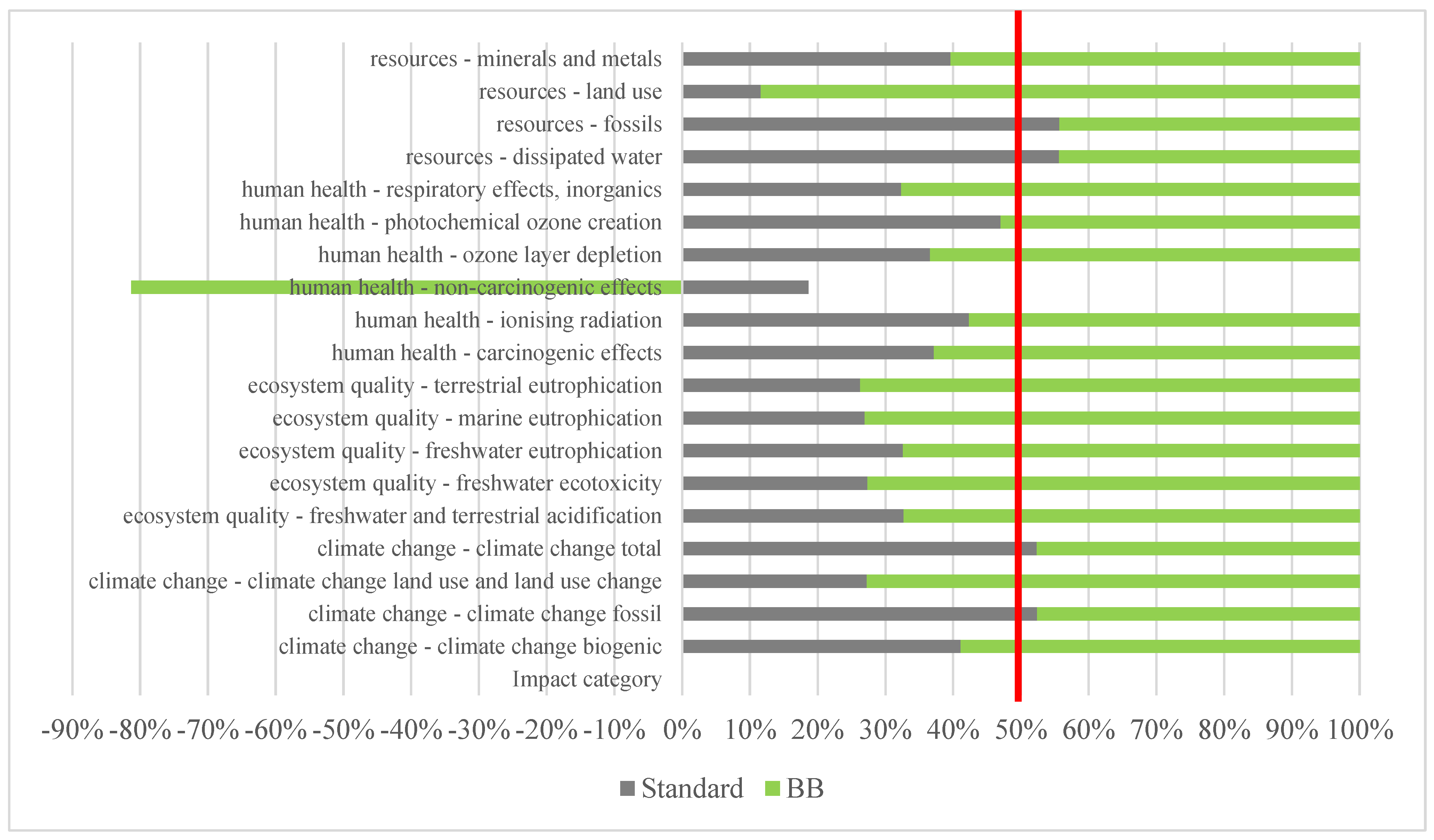
3.3. Life Cycle Assessment
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Buljan, J.; Král, I. The Framework for Sustainable Leather Manufacture; The Leather Working Group (LWG): Milton Keynes, UK, 2019; p. 164. [Google Scholar]
- Quijano, G. Opening Address for the 115th ALCA Annual Convention. J. Am. Leather Chem. Assoc. 2019, 114, 244–255. [Google Scholar]
- Cotance Informe Social y Medioambiental 2020; Bruxelles. 2020. Available online: https://www.euroleather.com/news/projects/ (accessed on 2 March 2022).
- Nasr, A.I. Reusing Limed Fleshing Wastes as a Fatliquor in Leather Processing. Egypt. J. Chem. 2017, 60, 919–928. [Google Scholar] [CrossRef] [Green Version]
- Wankhade, V. Animal-Derived Biopolymers in Food and Biomedical Technology. In Biopolymer-Based Formulations; Elsevier Inc.: Amsterdam, The Netherlands, 2020; pp. 139–152. ISBN 9780128168974. [Google Scholar]
- Rydin, S.; Black, M.; Canova, M.; Scalet, B.M.; Roudier, S.; Delgado Sancho, L. Best Available Techniques (BAT) Reference Document for the Tanning of Hides and Skins. Eur. Comm. 2013, 295. [Google Scholar] [CrossRef]
- Okkerse, C.; Van Bekkum, H. From Fossil to Green. Green Chem. 1999, 1, 107–114. [Google Scholar] [CrossRef]
- Sun, X.S. Overview of Plant Polymers: Resources, Demands and Sustainabiity. In Biobased Polymers and Composites; Elsevier Science & Technology: Amsterdam, The Netherlands, 2005; pp. 1–14. [Google Scholar]
- Ögmundarson, Ó.; Herrgård, M.J.; Forster, J.; Hauschild, M.Z.; Fantke, P. Addressing Environmental Sustainability of Biochemicals. Nat. Sustain. 2020, 3, 167–174. [Google Scholar] [CrossRef]
- Zhang, B. Development of Bio-Based Phenol Formaldehyde Resol Resins Using Mountain Pine Beetle Infested Lodgepole Pine Barks; University of Toronto: Toronto, ON, Canada, 2014. [Google Scholar]
- European Commission Eurostat. Statistics Explained. Available online: https://ec.europa.eu/eurostat/statistics-explained/index.php?title=EU_energy_mix_and_import_dependency#Oil (accessed on 21 February 2023).
- Zimmerman, J.B.; Anastas, P.T.; Erythropel, H.C.; Leitner, W. Designing for a Green Chemistry Future. Science 2020, 367, 397–400. [Google Scholar] [CrossRef]
- Serrano-Ruiz, J.C.; Luque, R.; Sepúlveda-Escribano, A. Transformations of Biomass-Derived Platform Molecules: From High Added-Value Chemicals to Fuels via Aqueous-Phase Processing. Chem. Soc. Rev. 2011, 40, 5266–5281. [Google Scholar] [CrossRef]
- University of Bologna and Fraunhofer ISI Detailed Case Studies on the Top 20 Innovative Bio-Based Products. Top 20 Innov. Bio-Based Prod. 2018, 298. Available online: http://europa.eu (accessed on 21 February 2023).
- European Commission; Directorate-General for Enterprise and Industry. Taking Bio-Based from Promise to Market. Measures to Promote the Market Introduction of Innovative Bio-Based Products; European Communities: Brussels, Belgium, 2009; p. 28. [Google Scholar]
- InnProBio. InnProBio Project: Informative Factsheets about the Most Pressing Issues—Factsheet No.1: What Are Bio-Based Products? InnProBio: Bonn, Germany, 2016. [Google Scholar]
- Fabbri, P.; Viaggi, D.; Bertin, L.; Michetti, M. Top Emerging Bio-Based Products, Their Properties and Industrial Applications; Ecologic Institute: Berlin, Germany, 2018. [Google Scholar]
- Athawale, V.D.; Rathi, S.C. Graft Polymerization: Starch as a Model Substrate. J. Macromol. Sci. Part C 1999, 39, 445–480. [Google Scholar] [CrossRef]
- Cao, Y.; Qing, X.; Sun, J.; Zhou, F.; Lin, S. Graft Copolymerization of Acrylamide onto Carboxymethyl Starch. Eur. Polym. J. 2002, 38, 1921–1924. [Google Scholar] [CrossRef]
- Zhang, B.; Zhou, Y. Synthesis and Characterization of Graft Copolymers of Ethyl Acrylate/Acrylamide Mixtures Onto Starch Bin. Polym. Polym. Compos. 2008, 16, 101–113. [Google Scholar] [CrossRef]
- Galbis, J.A.; García-Martín, M.G. Chapter 5—Sugars as Monomers. In Monomers, Polymers and Composites from Renewable Resources; Belgacem, M.N., Gandini, A., Eds.; Elsevier: Amsterdam, The Netherlands, 2008; pp. 89–114. ISBN 9780080453163. [Google Scholar]
- Zehra, B.; Rub, H.; Ali, B.; Nadeem, U. Extraction of Protein from Chrome Shavings, Modification with Acrylic Monomers and Further Re- Utilization in Leather Processing. Am. Sci. Res. J. Eng. Technol. Sci. 2019, 52, 98–104. [Google Scholar]
- Wang, X.; Wang, X.; Ren, L.; Qiang, T.; Guo, P.; Zhang, F. Progress of Application and Chemical Modification of Biomass Collagen: A Review. J. Soc. Leather Technol. Chem. 2006, 90, 216–222. [Google Scholar]
- Zehra, B.; Shaukat, S.S.; Sherwani, S.K.; Avenue, S. Preparation, Application and Quantification of Retanning Products from Skin Fleshing Hydrolyzed Protein: A Process Optimization for Waste Recycling from Tanneries into Products Beena. Int. J. Adv. Res. 2013, 1, 406–414. [Google Scholar]
- Sathish, M.; Madhan, B.; Raghava Rao, J. Leather Solid Waste: An Eco-Benign Raw Material for Leather Chemical Preparation—A Circular Economy Example. Waste Manag. 2019, 87, 357–367. [Google Scholar] [CrossRef]
- Ma, J.; Liu, L.; Xu, C.; Wang, W.; Yang, Z. Protein Retanning and Filling Agent from Vinyl Monomer Graft Modification of Chrome Shavings Hydroylsate. J. Soc. Leather Technol. Chem. 2004, 88, 1–5. [Google Scholar]
- Taddei, L.; Ugolini, F.; Bonino, G.; Giacomelli, G.; Franceschi, C.; Sole, R.; Bertoldini, M.; Beghetto, V. XXXV IULTCS Congress. In Proceedings of the Biopolymers for a More Sustainable Leather, Dresden, Germany, 25–28 June 2019; p. 6. [Google Scholar]
- Young, R.J.; Lovell, P.A. Introduction to Polymers, 3rd ed.; CRC Press: Boca Raton, FL, USA, 2011; ISBN 978-0-8493-3929-5. [Google Scholar]
- Kalia, S.; Sabaa, M.W. Polysaccharide Based Graft Copolymers; Kalia, S., Sabaa, M.W., Eds.; Springer: Berlin/Heidelberg, Germany, 2013; Volume 9783642365, ISBN 9783642365669. [Google Scholar]
- Rivera-Armenta, J.L.; Flores-Hernández, C.G.; Del Angel-Aldana, R.Z.; Mendoza-Martínez, A.M.; Velasco-Santos, C.; Martínez-Hernández, A.L. Evaluation of Graft Copolymerization of Acrylic Monomers Onto Natural Polymers by Means Infrared Spectroscopy. In Infrared Spectroscopy—Materials Science, Engineering and Technology; Theophanides, T., Ed.; Intechopen: London, UK, 2012. [Google Scholar]
- Gandini, A.; Belgacem, M.N. The State of the Art. In Monomers, Polymers and Composites from Renewable Resources; Elsevier: Amsterdam, The Netherlands, 2008; pp. 1–16. ISBN 9780080453163. [Google Scholar]
- Büscher, R. Sustainable chemicals. In Proceedings of the Sustainable Circular Economy: New Opportunities for Raw Materials, Chemicals and Water? Brussels, Belgium, 15 March 2016; p. 11. [Google Scholar]
- Lochab, B.; Shukla, S.; Varma, I.K. Naturally Occurring Phenolic Sources: Monomers and Polymers. RSC Adv. 2014, 4, 21712–21752. [Google Scholar] [CrossRef]
- InnProBio. InnProBio Project: Informative Factsheets about the Most Pressing Issues—Sustainability of Bio-Based Products; InnProBio: Bonn, Germany, 2016. [Google Scholar]
- Abraham, T.; Achten, D.; Avar, G.; Bae, B.; Bonfils, F.; Bonten, C.; Cartault, M.; Casselman, H.; Chen, F.; Cook, M.; et al. Polymers for a Sustainable Environment and Green Energy; McGrath, J.E., Hickner, M.A., Höfer, R., Eds.; Elsevier: Amsterdam, The Netherlands, 2013; Volume 10, ISBN 9780444533494. [Google Scholar]
- Chen, T.L.; Kim, H.; Pan, S.Y.; Tseng, P.C.; Lin, Y.P.; Chiang, P.C. Implementation of Green Chemistry Principles in Circular Economy System towards Sustainable Development Goals: Challenges and Perspectives. Sci. Total Environ. 2020, 716, 136998. [Google Scholar] [CrossRef] [PubMed]
- Marion, P.; Bernela, B.; Piccirilli, A.; Estrine, B.; Patouillard, N.; Guilbot, J.; Jérôme, F. Sustainable Chemistry: How to Produce Better and More from Less? Green Chem. 2017, 19, 4973–4989. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, L.; Fung, K.Y.; Bakshi, B.R.; Ng, K.M. Sustainable Product Design: A Life-Cycle Approach. Chem. Eng. Sci. 2020, 217, 115508. [Google Scholar] [CrossRef]
- RameshKumar, S.; Shaiju, P.; O’Connor, K.E.; Ramesh Babu, P. Bio-Based and Biodegradable Polymers—State-of-the-Art, Challenges and Emerging Trends. Curr. Opin. Green Sustain. Chem. 2020, 21, 75–81. [Google Scholar] [CrossRef]
- Luo, Z.; Xia, C.; Fan, H.; Chen, X.; Peng, B. The Biodegradabilities of Different Oil-Based Fatliquors. J. Am. Oil Chem. Soc. 2011, 88, 1029–1036. [Google Scholar] [CrossRef]
- Olvera-Sosa, M.; Rosales-Mendoza, S.; García-Briones, G.S.; Betancourt-Mendiola, M.D.L.; González-Ortega, O.; Palestino, G. A Novel Acrylic Acid-Schizochytrium Sp. Bio-Based Polymer: Design, Synthesis, and Properties. Mater. Today Commun. 2021, 26, 102029. [Google Scholar] [CrossRef]
- Yu, Y.; Sun, Q.; Zeng, Y.; Lin, Y.; Wang, Y.; Shi, B. Diagnosing the Environmental Impacts of Typical Fatliquors in Leather Manufacture from Life Cycle Assessment Perspective. J. Leather Sci. Eng. 2022, 4, 6. [Google Scholar] [CrossRef]
- Navarro, D.; Wu, J.; Lin, W.; Fullana-i-Palmer, P.; Puig, R. Life Cycle Assessment and Leather Production. J. Leather Sci. Eng. 2020, 2, 26. [Google Scholar] [CrossRef]
- Gawande, P.; Yenkie, M.; Gogte, B.; Kharadbhajne, V. Biodegradability Study of Synthesised Polymer Based on Glucose and Sorbitol. Int. J. Eng. Sci. Res. Technol. 2016, 5, 1019–1024. [Google Scholar]
- Kalyanaraman, C.; Sri Bala Kameswari, K.; Sudharsan Varma, V.; Priyadharsini, R.; Rao, J.R. Biodegradation of Lecithin-Based Fatliquor: Optimization of Food to Microbes and Residence Time. J. Am. Leather Chem. Assoc. 2013, 108, 1–22. [Google Scholar]
- Kalyanaraman, C.; Kanchinadham, S.B.K.; Vidya Devi, L.; Porselvam, S.; Rao, J.R. Combined Advanced Oxidation Processes and Aerobic Biological Treatment for Synthetic Fatliquor Used in Tanneries. Ind. Eng. Chem. Res. 2012, 51, 16171–16181. [Google Scholar] [CrossRef]
- Kalyanaraman, C.; Sri Bala Kameswari, K.; Sudharsan Varma, V.; Tagra, S.; Raghava Rao, J. Studies on Biodegradation of Vegetable-Based Fat Liquor-Containing Wastewater from Tanneries. Clean Technol. Environ. Policy 2013, 15, 633–642. [Google Scholar] [CrossRef]
- Luo, Z.; Xia, C.; Fan, H.; Chen, X.; Peng, B. The Biodegradabilities of Different Oil-Based Fatliquors. J. AQEIC 2013, 64, 5–14. [Google Scholar] [CrossRef]
- Pretsch, E.; Clerc, T.; Seibl, J.; Simon, W. Tablas Para La Elucidación Estructural de Compuestos Orgánicos Por Métodos Espectroscópicos; reimpresió; Alhambra: Madrid, Spain, 1989; ISBN 84-540-1181-1. [Google Scholar]
- Yu, K.; DeLaune, R.D.; Tao, R.; Beine, R.L. Nonpoint Source of Nutrients and Herbicides Associated with Sugarcane Production and Its Impact on Louisiana Coastal Water Quality. J. Environ. Qual. 2008, 37, 2275–2283. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hein, L.; Leemans, R. The Impact of First-Generation Biofuels on the Depletion of the Global Phosphorus Reserve. Ambio 2012, 41, 341–349. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Simpson, T.W.; Martinelli, L.A.; Sharpley, A.N.; Howarth, R.W. Impact of Ethanol Production on Nutrient Cycles and Water Quality: The United States and Brazil as Case Studies. In Biofuels: Environmental Consequences & Implications of Changing Land Use; Cornell University Library’s Initiatives in Publishing (CIP): Ithaca, NY, USA, 2009; pp. 153–167. [Google Scholar]
- Verdade, L.M.; Gheler-Costa, C.; Penteado, M.; Dotta, G. The Impacts of Sugarcane Expansion on Wildlife in the State of Sao Paulo, Brazil. J. Sustain. Bioenergy Syst. 2012, 2, 138–144. [Google Scholar] [CrossRef] [Green Version]
- El Chami, D.; Daccache, A.; El Moujabber, M. What Are the Impacts of Sugarcane Production on Ecosystem Services and Human Well-Being? A Review. Ann. Agric. Sci. 2020, 65, 188–199. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| BOD5/COD | B < 0.2 | 0.2 > B < 0.45 | B > 0.45 |
|---|---|---|---|
| Biodegradability | Low biodegradability | Medium biodegradability | High biodegradability |
| Process | Chemicals | % | Time (min) | T (°C) | Remarks |
|---|---|---|---|---|---|
| Washing | Water | 100 | 35 | ||
| Non-ionic surfactant | 0.2 | ||||
| Formic acid | 0.2 | 30 | pH = 3.5 | ||
| Drain | |||||
| Neutralization | Water | 35 | |||
| Sodium formate | 2 | 15 | |||
| Sodium bicarbonate | 0.5 | 60 | pH = 5.5 | ||
| Drain and wash | 10 | ||||
| Retanning | Water | 100 | 40 | ||
| 5% product (related to active matter) | 60 | ||||
| Assessments Effluents: COD, BOD5 Leathers: Fastness tests and whiteness degree on dried leathers | |||||
| Dyeing | Water | 100 | 45 | ||
| Dyestuff (Acid Brown 83) | 2 | 45 | |||
| Fatliquoring | Sulfochlorinated oil | 5 | |||
| Sulfated oil | 5 | 60 | |||
| Formic acid | 2 | 60 | pH = 3.8 | ||
| Drain, wash | |||||
| Mechanical operations | Sammy-set out, vacuum 2′ at 50 °C, stake | ||||
| Assessments Physical determinations | |||||
| Sample | Mn (g/mol) | Mw (g/mol) | PDI |
|---|---|---|---|
| Standard acrylic | 65,910 | 734,579 | 11.15 |
| BBBB graft copolymer | 192,332 | 582,634 | 3.03 |
| Sample | Biobased Carbon Content (%) | BOD5 (mg/L) | COD (mg/L) | BOD5/COD |
|---|---|---|---|---|
| Standard acrylic | 0 | 2867 | 304.000 | 0.01 |
| BB graft copolymer | 46 | 195.250 | 276.000 | 0.71 |
| Sample | COD (mg/L) | BOD5 (mg/L) | BOD5/COD |
|---|---|---|---|
| Standard acrylic | 4330 | 325 | 0.1 |
| BB | 3340 | 2560 | 0.8 |
| Sample | Degree of Whiteness | Lightfastness ** | Heat Resistance (GS) | ||
|---|---|---|---|---|---|
| L* | a* | b* | |||
| Standard acrylic | 82.91 | −3.71 | −2.14 | 4Y | 3/4 |
| BB | 80.81 | −3.87 | −1.87 | 4Y | 3/4 |
| Sample | Softness | Thickness (mm) | Tensile (MPa) | Elongation (%) | Tear (N) | Firmness | Color Intensity (L*) | Color Levelness |
|---|---|---|---|---|---|---|---|---|
| Standard acrylic | 3.5 | 1.5 | 26.85 | 17.68 | 159.4 | 2 | 55.82 | 5 |
| BB | 3.7 | 1.4 | 24.65 | 20.67 | 182.1 | 1 | 52.49 | 5 |
| Variation | +6% | −7% | −8% | +17% | +14% | - | - | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ballús, O.; Guix, M.; Baquero, G.; Bacardit, A. Life Cycle Environmental Impacts of a Biobased Acrylic Polymer for Leather Production. Polymers 2023, 15, 1318. https://doi.org/10.3390/polym15051318
Ballús O, Guix M, Baquero G, Bacardit A. Life Cycle Environmental Impacts of a Biobased Acrylic Polymer for Leather Production. Polymers. 2023; 15(5):1318. https://doi.org/10.3390/polym15051318
Chicago/Turabian StyleBallús, Olga, Meritxell Guix, Grau Baquero, and Anna Bacardit. 2023. "Life Cycle Environmental Impacts of a Biobased Acrylic Polymer for Leather Production" Polymers 15, no. 5: 1318. https://doi.org/10.3390/polym15051318