
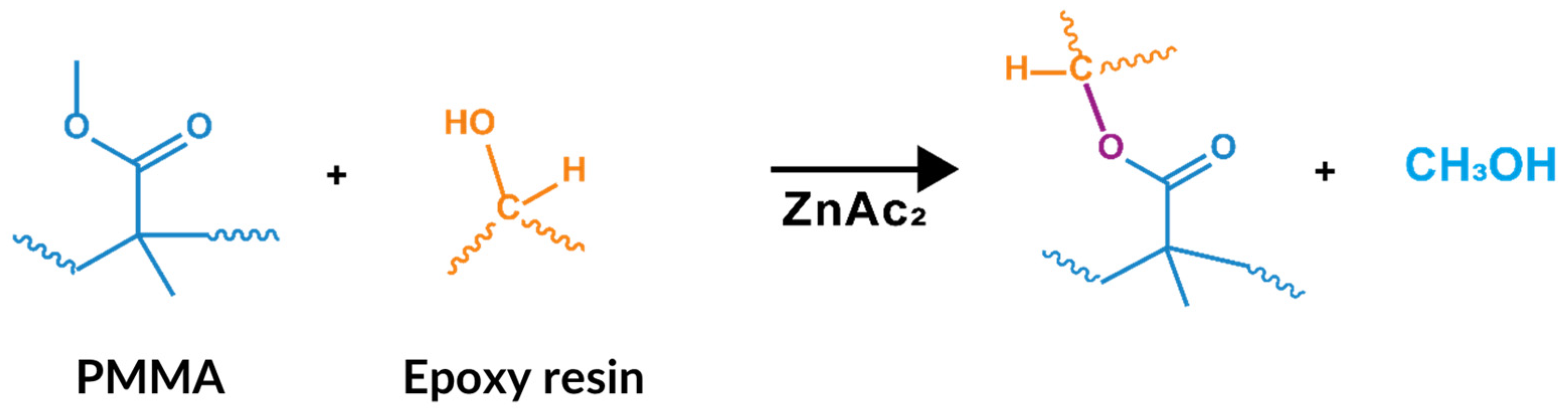
Poly(methyl methacrylate) as Healing Agent for Carbon Fibre Reinforced Epoxy Composites

 , ,
, ,  ,
,  ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Composite Fabrication
2.3. Characterisation
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mallick, P.K. Fiber-Reinforced Composites. Materials, Manufacturing, and Design, 3rd ed.; CRC Press: Boca Raton, FL, USA, 2007; p. 638. [Google Scholar] [CrossRef]
- Cohades, A.; Branfoot, C.; Rae, S.; Bond, I.; Michaud, V. Progress in Self-Healing Fiber-Reinforced Polymer Composites. Adv. Mater. Interfaces 2018, 5, 1800177. [Google Scholar] [CrossRef]
- Bekas, D.G.; Tsirka, K.; Baltzis, D.; Paipetis, A.S. Self-Healing Materials: A Review of Advances in Materials, Evaluation, Characterization and Monitoring Techniques. Compos. Eng. 2016, 87, 92–119. [Google Scholar] [CrossRef]
- Yang, T.; Wang, C.H.; Zhang, J.; He, S.; Mouritz, A.P. Toughening and Self-Healing of Epoxy Matrix Laminates Using Mendable Polymer Stitching. Compos. Sci. Technol. 2012, 72, 1396–1401. [Google Scholar] [CrossRef]
- Si, H.; Zhou, L.; Wu, Y.; Song, L.; Kang, M.; Zhao, X.; Chen, M. Rapidly Reprocessable, Degradable Epoxy Vitrimer and Recyclable Carbon Fiber Reinforced Thermoset Composites Relied on High Contents of Exchangeable Aromatic Disulfide Crosslinks. Compos. Eng. 2020, 199, 108278. [Google Scholar] [CrossRef]
- Fortunato, G.; Anghileri, L.; Griffini, G.; Turri, S. Simultaneous Recovery of Matrix and Fiber in Carbon Reinforced Composites through a Diels-Alder Solvolysis Process. Polymers 2019, 11, 1007. [Google Scholar] [CrossRef] [Green Version]
- Turkenburg, D.H.; Fischer, H.R. Diels-Alder Based, Thermo-Reversible Cross-Linked Epoxies for Use in Self-Healing Composites. Polymer 2015, 79, 187–194. [Google Scholar] [CrossRef]
- Wang, Y.; Jiang, D.; Zhang, L.; Li, B.; Sun, C.; Yan, H.; Wu, Z.; Liu, H.; Zhang, J.; Fan, J.; et al. Hydrogen Bonding Derived Self-Healing Polymer Composites Reinforced with Amidation Carbon Fibers. Nanotechnology 2020, 31, 025704. [Google Scholar] [CrossRef]
- Jony, B.; Thapa, M.; Mulani, S.B.; Roy, S. Experimental Characterization of Shape Memory Polymer Enhanced Thermoplastic Self-Healing Carbon/Epoxy Composites. In Proceedings of the AIAA Scitech 2019 Forum, San Diego, CA, USA, 7–11 January 2019; pp. 1–11. [Google Scholar] [CrossRef]
- Sánchez-Romate, X.F.; Sans, A.; Jiménez-Suárez, A.; Prolongo, S.G. The Addition of Graphene Nanoplatelets into Epoxy/Polycaprolactone Composites for Autonomous Self-Healing Activation by Joule’s Heating Effect. Compos. Sci. Technol. 2021, 213, 108950. [Google Scholar] [CrossRef]
- Calderón-Villajos, R.; Fernández Sánchez-Romate, X.; Jiménez-Suaréz, A.; González Prolongo, S. An Analysis of the Effect of Activation Temperature and Crack Geometry on the Healing Efficiency of Polycaprolactone. Polymers 2023, 15, 336. [Google Scholar] [CrossRef]
- Cohades, A.; Manfredi, E.; Plummer, C.J.G.; Michaud, V. Thermal Mending in Immiscible Poly(ϵ-Caprolactone)/Epoxy Blends. Eur. Polym. J. 2016, 81, 114–128. [Google Scholar] [CrossRef] [Green Version]
- Meure, S.; Varley, R.J.; Wu, D.Y.; Mayo, S.; Nairn, K.; Furman, S. Confirmation of the Healing Mechanism in a Mendable EMAA-Epoxy Resin. Eur. Polym. J. 2012, 48, 524–531. [Google Scholar] [CrossRef]
- Azevedo, A.; Fernandez, F.; Fábio, S.; Ferreira, E.P.C.; Daniel, J.; Melo, D.; Cysne, A.P. Addition of Poly (Ethylene-Co-Methacrylic Acid) (EMAA) as Self-Healing Agent to Carbon-Epoxy Composites. Compos. Appl. Sci. Manuf. 2020, 137, 106016. [Google Scholar] [CrossRef]
- Guerra, S.S.; Silva, B.L.; Melo, D.D.; Kalinka, G.; Barbosa, A.P.C. Microscale Evaluation of Epoxy Matrix Composites Containing Thermoplastic Healing Agent. Compos. Sci. Technol. 2023, 232, 109843. [Google Scholar] [CrossRef]
- Pingkarawat, K.; Wang, C.H.; Varley, R.J.; Mouritz, A.P. Self-Healing of Delamination Cracks in Mendable Epoxy Matrix Laminates Using Poly[Ethylene-Co-(Methacrylic Acid)] Thermoplastic. Compos. Appl. Sci. Manuf. 2012, 43, 1301–1307. [Google Scholar] [CrossRef]
- Meure, S.; Furman, S.; Khor, S. Poly[Ethylene-Co-(Methacrylic Acid)] Healing Agents for Mendable Carbon Fiber Laminates. Macromol. Mater. Eng. 2010, 295, 420–424. [Google Scholar] [CrossRef]
- Ladani, R.B.; Pingkarawat, K.; Nguyen, A.T.T.T.; Wang, C.H.; Mouritz, A.P. Delamination Toughening and Healing Performance of Woven Composites with Hybrid Z-Fibre Reinforcement. Compos. Appl. Sci. Manuf. 2018, 110, 258–267. [Google Scholar] [CrossRef]
- Ladani, R.B.; Nguyen, A.T.T.T.; Wang, C.H.; Mouritz, A.P. Mode II Interlaminar Delamination Resistance and Healing Performance of 3D Composites with Hybrid Z-Fibre Reinforcement. Compos. Appl. Sci. Manuf. 2019, 120, 21–32. [Google Scholar] [CrossRef]
- Ouyang, Q.; Wang, X.; Liu, L. High Crack Self-Healing Efficiency and Enhanced Free-Edge Delamination Resistance of Carbon Fibrous Composites with Hierarchical Interleaves. Compos. Sci. Technol. 2022, 217, 109115. [Google Scholar] [CrossRef]
- Varley, R.J.; Craze, D.A.; Mouritz, A.P.; Wang, C.H. Thermoplastic Healing in Epoxy Networks: Exploring Performance and Mechanism of Alternative Healing Agents. Macromol. Mater. Eng. 2013, 298, 1232–1242. [Google Scholar] [CrossRef]
- Chen, B.; Cai, H.; Mao, C.; Gan, Y.; Wei, Y. Toughening and Rapid Self-Healing for Carbon Fiber/Epoxy Composites Based on Electrospinning Thermoplastic Polyamide Nanofiber. Polym. Compos. 2022, 43, 3124–3135. [Google Scholar] [CrossRef]
- Capelot, M.; Montarnal, D.; Tournilhac, F.; Leibler, L. Metal-Catalyzed Transesterification for Healing and Assembling of Thermosets. J. Am. Chem. Soc. 2012, 134, 7664–7667. [Google Scholar] [CrossRef] [PubMed]
- Han, H.; Xu, X. Poly(Methyl Methacrylate)–Epoxy Vitrimer Composites. J. Appl. Polym. Sci. 2018, 135, 46307. [Google Scholar] [CrossRef]
- Benazzo, F.; Rigamonti, D.; Sala, G.; Grande, A.M. A Critical Appraisal of Fracture Mechanics Methods for Self-Healing and Healable Composites Characterization. Compos. Appl. Sci. Manuf. 2023, 167, 107450. [Google Scholar] [CrossRef]
- Hargou, K.; Pingkarawat, K.; Mouritz, A.P.; Wang, C.H. Ultrasonic Activation of Mendable Polymer for Self-Healing Carbon-Epoxy Laminates. Compos. Eng. 2013, 45, 1031–1039. [Google Scholar] [CrossRef]
- Pingkarawat, K.; Wang, C.H.; Varley, R.J.; Mouritz, A.P. Healing of Fatigue Delamination Cracks in Carbon-Epoxy Composite Using Mendable Polymer Stitching. J. Intell. Mater. Syst. Struct. 2014, 25, 75–86. [Google Scholar] [CrossRef]
- Cohades, A.; Daelemans, L.; Ward, C.; Meireman, T.; van Paepegem, W.; de Clerck, K.; Michaud, V. Size Limitations on Achieving Tough and Healable Fibre Reinforced Composites through the Use of Thermoplastic Nanofibres. Compos. Appl. Sci. Manuf. 2018, 112, 485–495. [Google Scholar] [CrossRef]
- Pingkarawat, K.; Mouritz, A.P. Stitched Mendable Composites: Balancing Healing Performance against Mechanical Performance. Compos. Struct. 2015, 123, 54–64. [Google Scholar] [CrossRef]
- Cohades, A.; Michaud, V. Thermal Mending in E-Glass Reinforced Poly(ε-Caprolactone)/Epoxy Blends. Compos. Appl. Sci. Manuf. 2017, 99, 129–138. [Google Scholar] [CrossRef] [Green Version]
- Cohades, A.; Michaud, V. Damage Recovery after Impact in E-Glass Reinforced Poly(ε-Caprolactone)/Epoxy Blends. Compos. Struct. 2017, 180, 439–447. [Google Scholar] [CrossRef]
- Loh, T.W.; Ladani, R.B.; Orifici, A.; Kandare, E. Ultra-Tough and in-Situ Repairable Carbon/Epoxy Composite with EMAA. Compos. Appl. Sci. Manuf. 2021, 143, 106206. [Google Scholar] [CrossRef]
- Shanmugam, L.; Naebe, M.; Kim, J.; Varley, R.J.; Yang, J. Recovery of Mode I Self-Healing Interlaminar Fracture Toughness of Fiber Metal Laminate by Modified Double Cantilever Beam Test. Compos. Commun. 2019, 16, 25–29. [Google Scholar] [CrossRef] [Green Version]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. of Fibre Plies | Laminate * | Carbon Fibre Fraction (wt.%) | Thickness (mm) |
|---|---|---|---|
| 4 | B0 | 72 | 1.3 ± 0.1 |
| B10 | 70 | 1.4 ± 0.1 | |
| B20 | 70 | 1.47 ± 0.04 | |
| C0 | 72 | 1.4 ± 0.1 | |
| C10 | 67 | 1.4 ± 0.1 | |
| C20 | 64 | 1.57 ± 0.05 | |
| 14 | B0 | 75 | 4.2 ± 0.2 |
| B10 | 75 | 4.1 ± 0.1 | |
| B20 | 74 | 4.2 ± 0.2 | |
| C0 | 74 | 4.1 ± 0.1 | |
| C10 | 72 | 4.5 ± 0.1 | |
| C20 | 70 | 4.7 ± 0.1 |
| Laminate | Flexural | ILSS | |||
|---|---|---|---|---|---|
| Longitudinal | Transversal | Strength, MPa | |||
| Modulus, GPa | Strength, MPa | Modulus, GPa | Strength, MPa | ||
| B0 | 71 ± 5 | 960 ± 80 | 6.0 ± 10 | 100 ± 20 | 41 ± 5 |
| B10 | 46 ± 8 | 730 ± 90 | 7.4 ± 0.4 | 89 ± 8 | 53 ± 2 |
| B20 | 23 ± 4 | 430 ± 70 | 7.0 ± 1.0 | 84 ± 7 | 47 ± 3 |
| C0 | 66 ± 4 | 940 ± 60 | 6.3 ± 0.9 | 85 ± 5 | 46 ± 5 |
| C10 | 57 ± 7 | 830 ± 30 | 5.9 ± 0.8 | 76 ± 7 | 48 ± 3 |
| C20 | 54 ± 4 | 800 ± 80 | 6.2 ± 0.5 | 83 ± 5 | 52 ± 5 |
| Laminate | GI (J/m2) | GII (J/m2) |
|---|---|---|
| B0 | 1140 ± 20 | 1135.0 ± 0.4 |
| B10 | 900 ± 100 | 639.4 ± 0.1 |
| B20 | 830 ± 90 | 530.4 ± 0.4 |
| C0 | 850 ± 30 | 729.9 ± 0.7 |
| C10 | 200 ± 10 | 296.9 ± 0.2 |
| C20 | 190 ± 40 | 267.9 ± 0.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Peñas-Caballero, M.; Chemello, E.; Grande, A.M.; Hernández Santana, M.; Verdejo, R.; Lopez-Manchado, M.A. Poly(methyl methacrylate) as Healing Agent for Carbon Fibre Reinforced Epoxy Composites. Polymers 2023, 15, 1114. https://doi.org/10.3390/polym15051114
Peñas-Caballero M, Chemello E, Grande AM, Hernández Santana M, Verdejo R, Lopez-Manchado MA. Poly(methyl methacrylate) as Healing Agent for Carbon Fibre Reinforced Epoxy Composites. Polymers. 2023; 15(5):1114. https://doi.org/10.3390/polym15051114
Chicago/Turabian StylePeñas-Caballero, Mónica, Enrico Chemello, Antonio Mattia Grande, Marianella Hernández Santana, Raquel Verdejo, and Miguel A. Lopez-Manchado. 2023. "Poly(methyl methacrylate) as Healing Agent for Carbon Fibre Reinforced Epoxy Composites" Polymers 15, no. 5: 1114. https://doi.org/10.3390/polym15051114