
CVD Deposited Epoxy Copolymers as Protective Coatings for Optical Surfaces

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Fabrication of Polymer Coatings
2.3. Film Characterization
2.4. Chemical Stability and Durability Tests
3. Results and Discussion
3.1. Deposition Rate
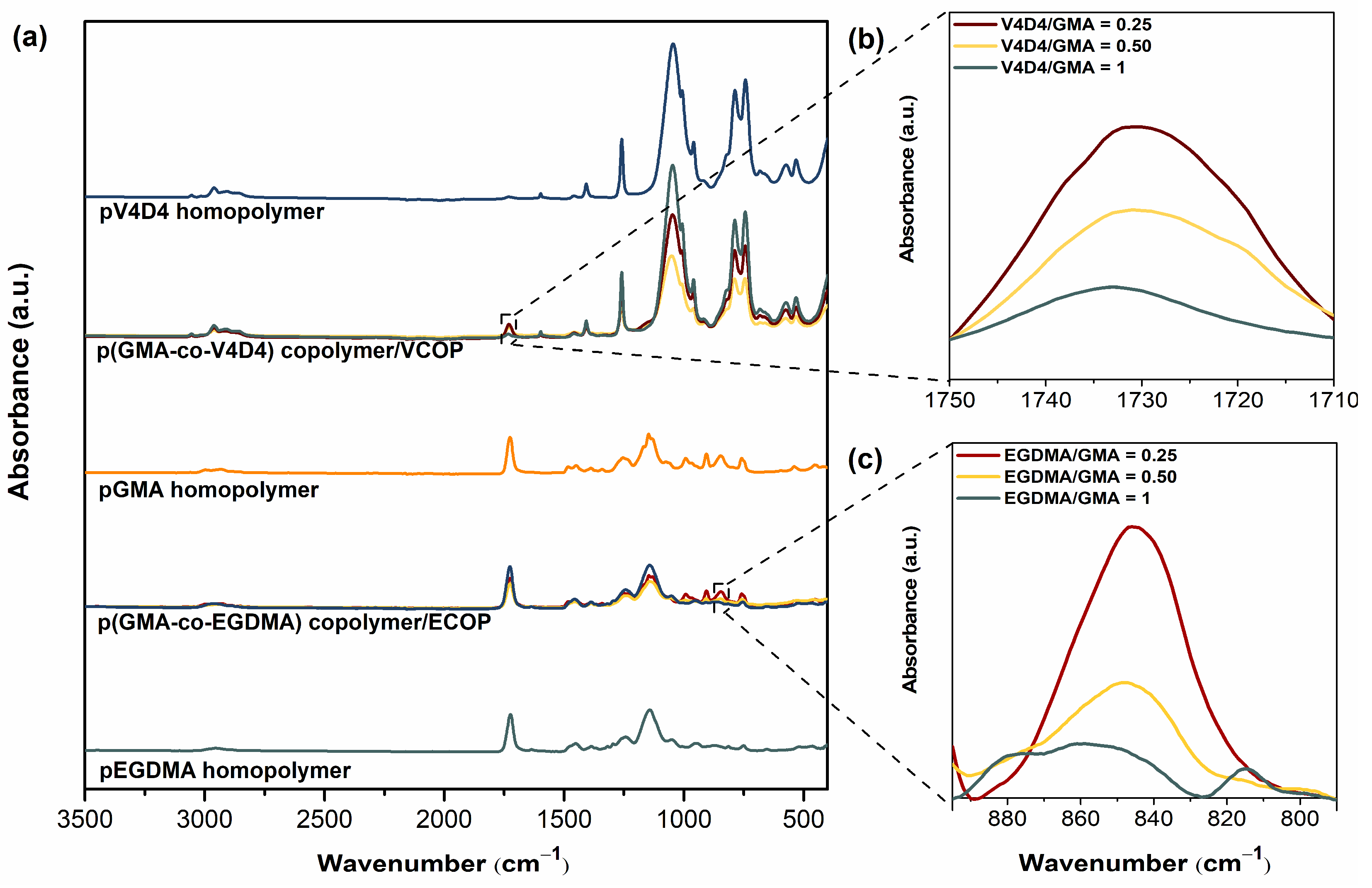
3.2. Chemical Composition
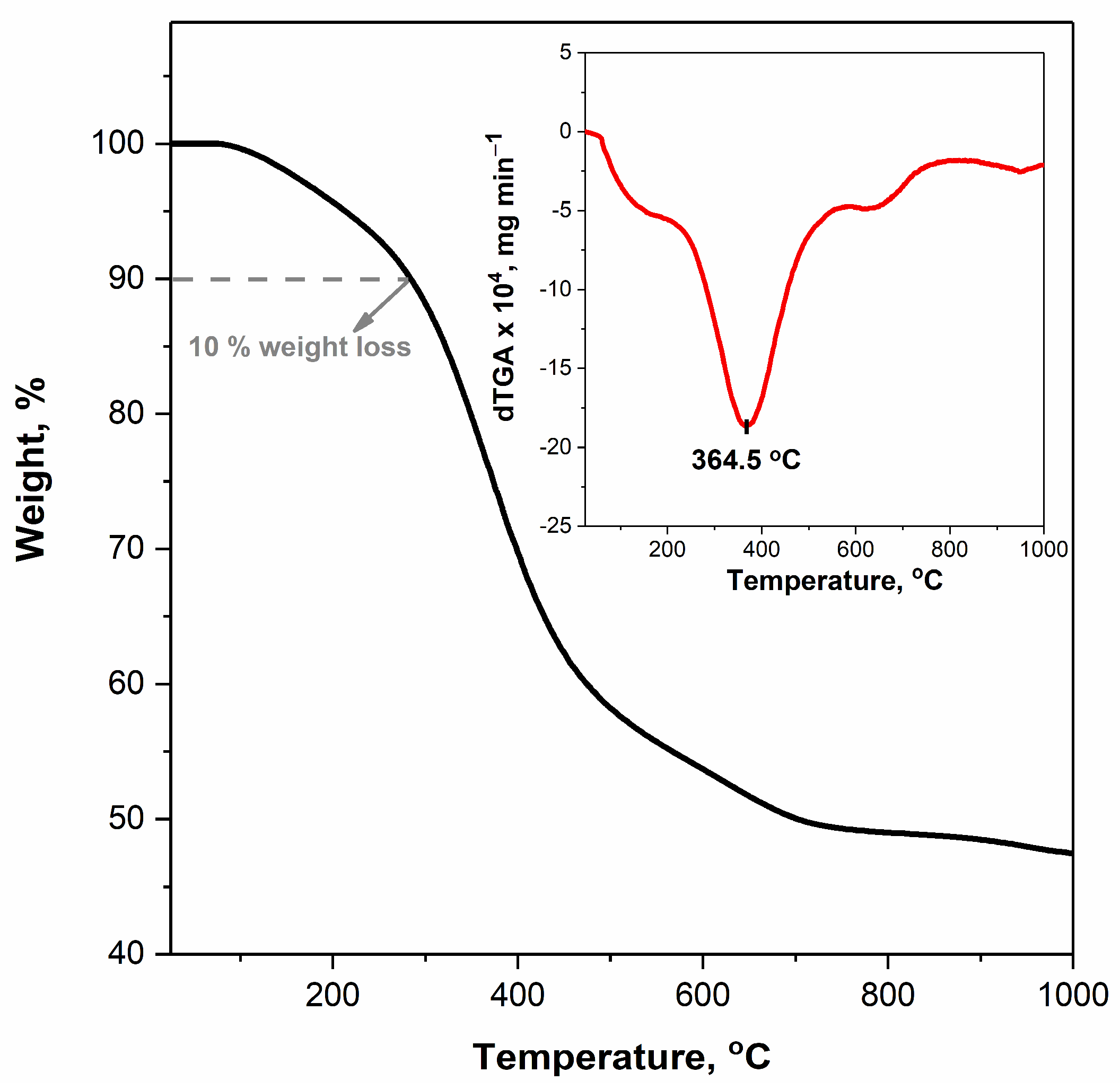
3.3. Chemical Stability
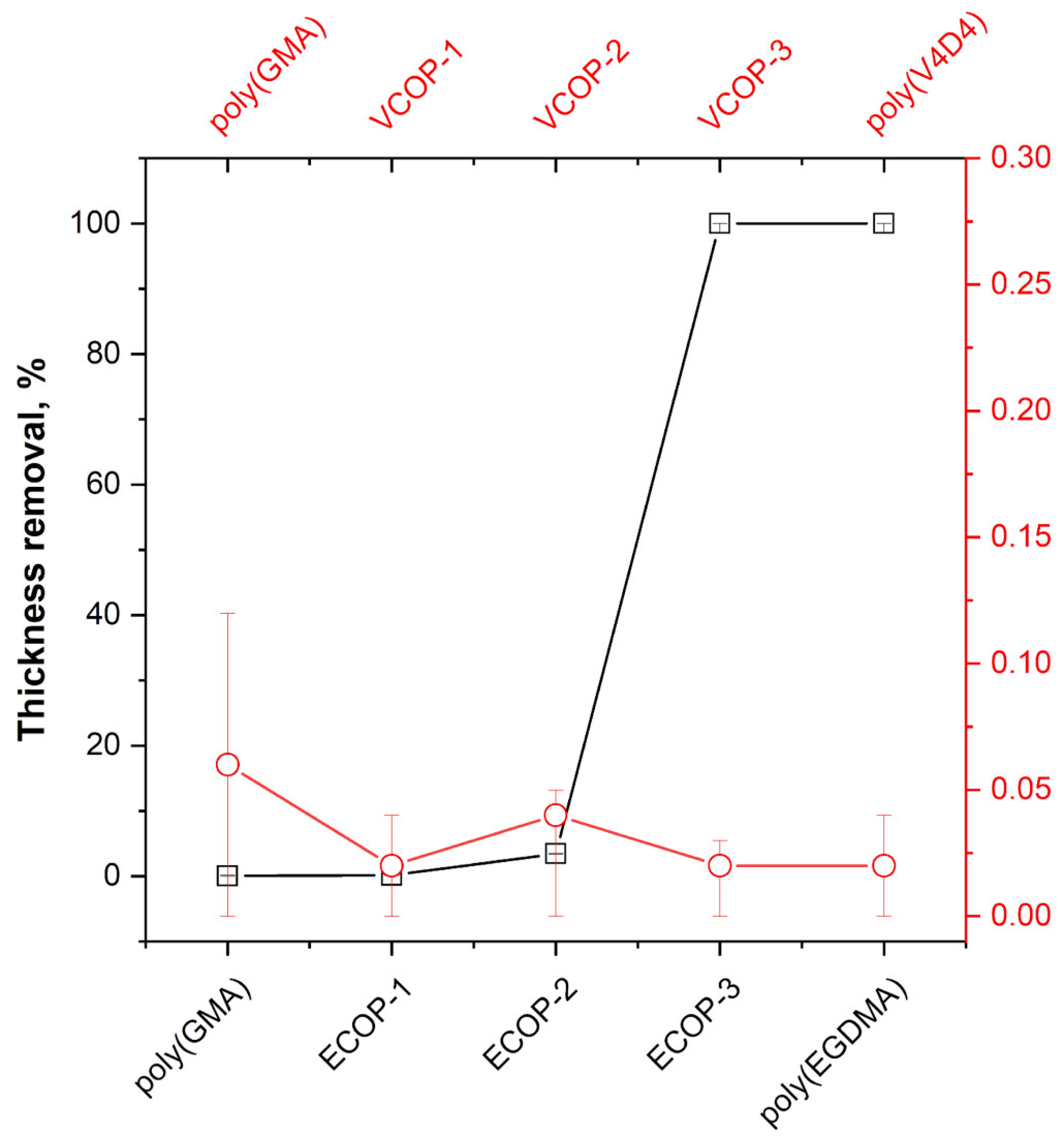
3.4. Water and Saltwater Resistance
3.5. Adhesion Test
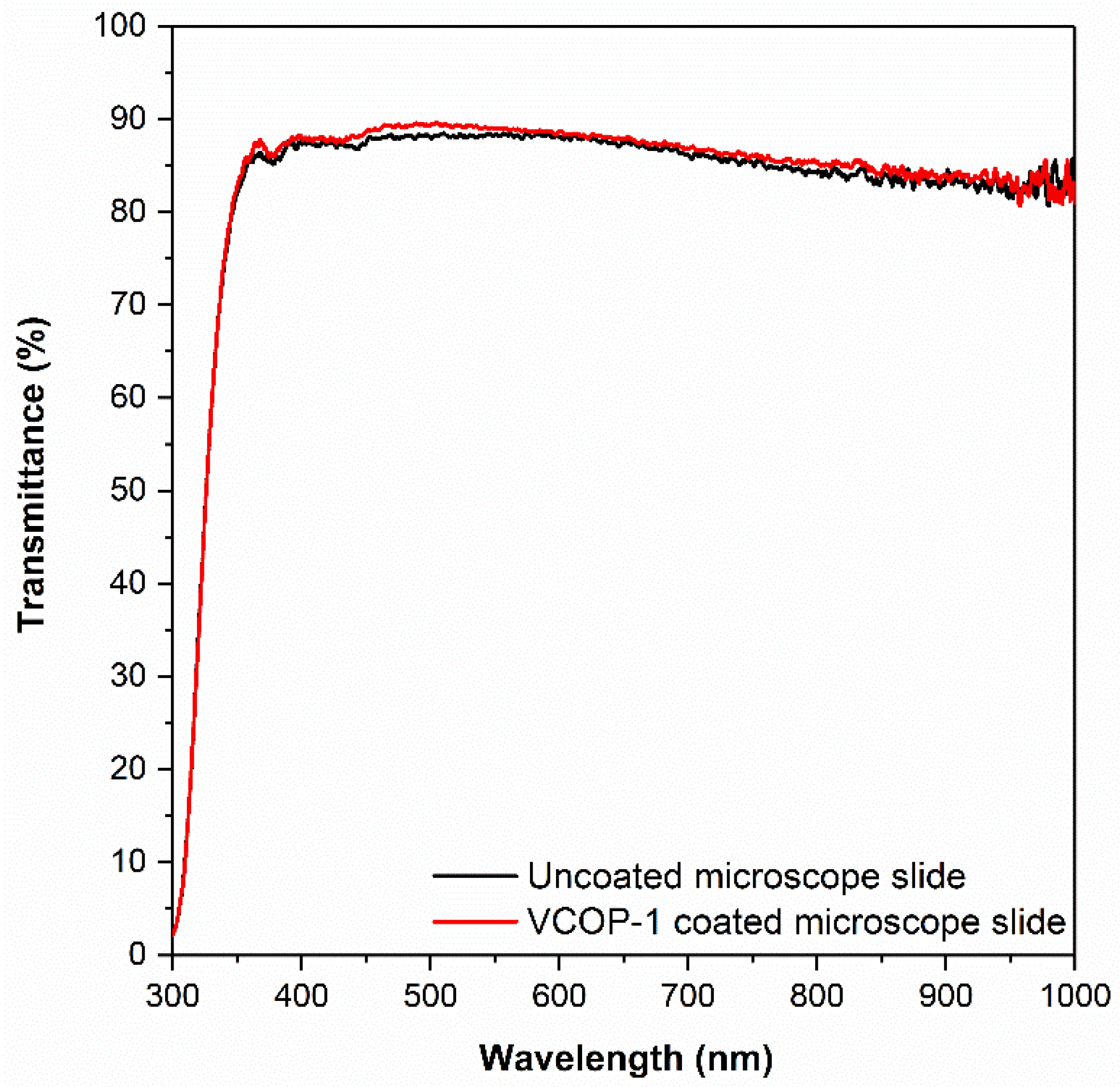
3.6. Optical Transmittance
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wilson, J.; Hawkes, J. Optoelectronics: An Introduction, 3rd ed.; Prentice Hall: Englewood Cliffs, NJ, USA, 1998. [Google Scholar]
- Boentoro, T.W.; Szyszka, B. Protective coatings for optical surfaces. In Optical Thin Films and Coatings; Piegari, A., Flory, F., Eds.; Elsevier: Cambridge, UK, 2013; pp. 540–563. [Google Scholar]
- Dakin, J.P.; Brown, R.G.W. Handbook of Optoelectronics, 2nd ed.; Taylor & Francis: Boca Raton, FL, USA, 2006. [Google Scholar]
- Ohring, M.; Kasprzak, L. Reliability and Failure of Electronic Materials and Devices, 2nd ed.; Elsevier: Cambridge, MA, USA, 2015. [Google Scholar]
- Michaeli, W.; Hessner, S.; Klaiber, F. Analysis of different compression-molding techniques regarding the quality of optical lenses. J. Vac. Sci. Technol. B Microelectron. Nanometer Struct. Process. Meas. Phenom. 2009, 27, 1442–1444. [Google Scholar] [CrossRef]
- Pazos, M.; Baselga, J.; Bravo, J. Limiting thickness estimation in polycarbonate lenses injection using CAE tools. J. Mater. Process. Technol. 2003, 143–144, 438–441. [Google Scholar] [CrossRef] [Green Version]
- Singh, S.; Kapoor, A.; Misra, S.C.K.; Tripathi, K.N. Optimization of waveguide parameters of bisphenol A polycarbonate. Solid State Commun. 1996, 100, 503–506. [Google Scholar] [CrossRef]
- Gokan, H.; Esho, S.; Ohnishi, Y. Dry etch resistance of organic materials. J. Electrochem. Soc. 1983, 130, 143–146. [Google Scholar] [CrossRef]
- Ma, H.; Jen, A.K.-Y.; Dalton, L.R. Polymer-based optical waveguides: Materials, processing, and devices. Adv. Mater. 2002, 14, 1339–1365. [Google Scholar] [CrossRef]
- Zhao, Y.; Huo, N.; Ye, S.; Boromand, A.; Ouderkirk, A.J.; Tenhaeff, W.E. Stretchable, transparent, permeation barrier layer for flexible optics. Adv. Opt. Mater. 2021, 9, 2100334. [Google Scholar] [CrossRef]
- Kane, C.F.; Krchnavek, R.R. Benzocyclobutene optical waveguides. IEEE Photonics Technol. Lett. 1995, 7, 535–537. [Google Scholar] [CrossRef]
- Zhao, Y.-G.; Lu, W.-K.; Ma, Y.; Kim, S.-S.; Ho, S.T. Polymer waveguides useful over a very wide wavelength range from the ultraviolet to infrared. Appl. Phys. Lett. 2000, 77, 2961–2963. [Google Scholar] [CrossRef] [Green Version]
- Resnick, R.; Buck, W.H. Modern Fluoropolymers: High Performance Polymers for Diverse Applications, 1st ed.; John Wiley & Sons: Chichester, UK, 1997. [Google Scholar]
- Kim, J.-P.; Lee, W.-Y.; Kang, J.-W.; Kwon, S.-K.; Kim, J.-J.; Lee, J.-S. Fluorinated Poly (arylene ether sulfide) for polymeric optical waveguide devices. Macromolecules 2001, 34, 7817–7821. [Google Scholar] [CrossRef]
- Pitois, C.; Wiesmann, D.; Lindgren, M.; Hult, A. Functionalized fluorinated hyperbranched polymers for optical waveguide applications. Adv. Mater. 2001, 13, 1483–1487. [Google Scholar] [CrossRef]
- Sun, Y.; Rawat, R.S.; Chen, Z. A mechanically reliable transparent antifogging coating on polymeric lenses. Adv. Mater. Interfaces 2021, 9, 2101864. [Google Scholar] [CrossRef]
- Yin, J.; Hui, H.; Fan, B.; Bian, J.; Du, J.; Yang, H. Preparation and properties of polyimide composite membrane with high transmittance and surface hydrophobicity for lightweight optical system. Membranes 2022, 12, 592. [Google Scholar] [CrossRef] [PubMed]
- Pan, K.; Liu, C.; Zhu, Z.; Feng, T.; Tao, S.; Yang, B. Soft-hard segment combined carbonized polymer dots for flexible optical film with superhigh surface hardness. ACS Appl. Mater. Interfaces 2022, 14, 14504–14512. [Google Scholar] [CrossRef] [PubMed]
- Zhao, H.; López, P.; Ofelia, L.; Xiaozhuang, Z.; Xu, D.; Jiaxi, C. Multistimuli Responsive Liquid-Release in Dynamic Polymer Coatings for Controlling Surface Slipperiness and Optical Performance. Adv. Mater. Interfaces 2019, 6, 1901028. [Google Scholar] [CrossRef]
- Bhattacharjee, B.; Mukherjee, S.; Mukherjee, R.; Haldar, J. Easy Fabrication of a Polymeric Transparent Sheet to Combat Microbial Infection. ACS Appl. Bio Mater. 2022, 5, 3951–3959. [Google Scholar] [CrossRef] [PubMed]
- Shen, J.; Jiang, P.; Wang, Y.; Zhang, F.; Li, F.; Tu, G. Soluble sulfoxide biphenyl polyimide film with transmittance exceeding 90%. Polymer 2022, 254, 125050. [Google Scholar] [CrossRef]
- Althues, H.; Simon, P.; Kaskel, S. Transparent and luminescent YVO4 : Eu/polymer nanocomposites prepared by in situ polymerization. J. Mater. Chem. 2007, 17, 758–765. [Google Scholar] [CrossRef]
- Träger, F. Springer Handbook of Lasers and Optics; Springer: New York, NY, USA, 2012. [Google Scholar]
- Piegari, A.; Flory, F. Optical Thin Films and Coatings: From Materials to Applications; Elsevier: Cambridge, UK, 2013. [Google Scholar]
- Gleason, K.K. CVD Polymers: Fabrication of Organic Surfaces and Devices, 1st ed.; Wiley: Weinheim, Germany, 2015. [Google Scholar]
- Gupta, M.; Gleason, K.K. Large-scale initiated chemical vapor deposition of poly (glycidyl methacrylate) thin films. Thin Solid Film. 2006, 515, 1579–1584. [Google Scholar] [CrossRef]
- Gupta, M.; Kapur, V.; Pinkerton, N.M.; Gleason, K.K. Initiated chemical vapour deposition (iCVD) of conformal polymeric nanocoatings for the surface modification of high-aspect-ratio pores. Chem. Mater. 2008, 20, 1646–1651. [Google Scholar] [CrossRef]
- Gupta, M.; Gleason, K.K. Initiated chemical vapour deposition of poly (1H,1H,2H,2H-perfluorodecyl Acrylate) thin films. Langmuir 2006, 22, 10047–10052. [Google Scholar] [CrossRef] [PubMed]
- Bakker, R.; Verlaana, V.; van der Werf, C.H.M.; Rath, J.K.; Gleason, K.K.; Schropp, R.E.I. Initiated chemical vapour deposition (iCVD) of thermally stable poly-glycidyl methacrylate. Surf. Coat. Technol. 2007, 201, 9422–9425. [Google Scholar] [CrossRef]
- Lau, K.K.S.; Gleason, K.K. Initiated chemical vapor deposition (iCVD) of poly (alkyl acrylates): An experimental study. Macromolecules 2006, 39, 3688–3694. [Google Scholar] [CrossRef]
- Lau, K.K.S.; Gleason, K.K. Initiated chemical vapor deposition (iCVD) of poly (alkyl acrylates): A kinetic model. Macromolecules 2006, 39, 3695–3703. [Google Scholar] [CrossRef]
- Lau, K.K.S.; Gleason, K.K. Initiated chemical vapor deposition (iCVD) of copolymer thin films. Thin Solid Film. 2008, 516, 678–680. [Google Scholar] [CrossRef]
- Parker, T.C.; Baechle, D.; Demaree, J.D. Polymeric barrier coatings via initiated chemical vapor deposition. Surf. Coat. Technol. 2011, 206, 1680–1683. [Google Scholar] [CrossRef]
- Lau, K.K.S.; Bico, J.; Teo, K.B.K.; Chhowalla, M.; Amaratunga, G.A.J.; Milne, W.I.; McKinley, G.H.; Gleason, K.K. Superhydrophobic carbon nanotube forests. Nano Lett. 2003, 3, 1701–1705. [Google Scholar] [CrossRef] [Green Version]
- Lau, K.K.S.; Gleason, K.K. All-dry synthesis and coating of methacrylic acid copolymers for controlled release. Macromol. Biosci. 2007, 7, 429–434. [Google Scholar] [CrossRef]
- Sarıipek, F.; Karaman, M. Initiated CVD of Tertiary amine-containing glycidyl methacrylate copolymer thin films for low temperature aqueous chemical functionalization. Chem. Vap. Depos. 2014, 20, 373–379. [Google Scholar] [CrossRef]
- Coclite, A.M.; Ozaydin-Ince, G.; d’Agostino, R.; Gleason, K.K. Flexible cross-linked organosilicon thin films by initiated chemical vapor deposition. Macromolecules 2009, 42, 8138–8145. [Google Scholar] [CrossRef]
- Aresta, G.; Palmans, J. Initiated-chemical vapor deposition of organosilicon layers: Monomer adsorption, bulk growth, and process window definition. Vac. Sci. Technol. 2012, 30, 041503. [Google Scholar] [CrossRef]
- Mao, Y.; Gleason, K.K. Vapor-deposited fluorinated glycidyl copolymer thin films with low surface energy and improved mechanical properties. Macromolecules 2006, 39, 3895–3900. [Google Scholar] [CrossRef]
- Martin, T.P.; Lau, K.K.S.; Chan, K.; Mao, Y.; Gupta, M.; O’Shaughnessy, W.S.; Gleason, K.K. Initiated chemical vapor deposition (iCVD) of polymeric nanocoatings. Surf. Coat. Technol. 2007, 201, 9400–9405. [Google Scholar] [CrossRef]
- Chen, N.; Kim, D.H.; Kovacik, P.; Sojoudi, H.; Wang, M.; Gleason, K.K. Polymer thin films and surface modification by chemical vapor deposition: Recent progress. Annu. Rev. Chem. Biomol. Eng. 2016, 7, 373–393. [Google Scholar] [CrossRef] [PubMed]
- Tenhaeff, W.E.; Gleason, K.K. Initiated and oxidative chemical vapor deposition of polymeric thin films: iCVD and oCVD. Adv. Funct. Mater. 2008, 18, 979–992. [Google Scholar] [CrossRef]
- Chan, K.; Kostun, L.E.; Tenhaeff, W.E.; Gleason, K.K. Initiated chemical vapor deposition of polyvinylpyrrolidone-based thin films. Polymer 2006, 47, 6941–6947. [Google Scholar] [CrossRef]
- Asatekin, A.; Gleason, K.K. Functional nanotube membranes for hydrophobicity-based separations by initiated chemical vapor deposition (iCVD). Mod. Appl. Membr. Sci. Technol. 2011, 1078, 39–50. [Google Scholar] [CrossRef]
- Ozaydin-Ince, G.; Gleason, K.K. Thermal stability of acrylic/methacrylic sacrificial copolymers fabricated by initiated chemical vapor deposition. J. Electrochem. Soc. 2010, 157, D41. [Google Scholar] [CrossRef]
- Xu, J.J.; Gleason, K.K. Conformal, amine-functionalized thin films by initiated chemical vapor deposition (iCVD) for hydrolytically stable microfluidic devices. Chem. Mater. 2010, 22, 1732–1738. [Google Scholar] [CrossRef]
- Jeevendrakumar, V.J.B.; Pascual, D.N.; Bergkvist, M. Wafer scale solventless adhesive bonding with iCVD polyglycidylmethacrylate: Effects of bonding parameters on adhesion energies. Adv. Mater. Interfaces 2015, 2, 1500076. [Google Scholar] [CrossRef]
- Lee, W.; Oshikiri, T.; Saito, K.; Sugita, K.; Sugo, T. Comparison of formation site of graft chain between nonporous and porous films prepared by RIGP. Chem. Mater. 1996, 8, 2618–2621. [Google Scholar] [CrossRef]
- Yang, G.H.; Kang, E.T.; Neoh, K.G. Surface modification of poly (tetrafluoroethylene) films by plasma polymerization of glycidyl methacrylate and its relevance to the electroless deposition of copper. J. Polym. Sci. Part A Polym. Chem. 2000, 38, 3498–3509. [Google Scholar] [CrossRef]
- Özpirin, M.; Ebil, Ö. Transparent block copolymer thin films for protection of optical elements via chemical vapor deposition. Thin Solid Film. 2018, 660, 391–398. [Google Scholar] [CrossRef]
- Cihanoğlu, G.; Ebil, Ö. Robust fluorinated siloxane copolymers via initiated chemical vapor deposition for corrosion protection. J. Mater. Sci. 2021, 56, 11970–11987. [Google Scholar] [CrossRef]
- Marinovi’c, S.; Vukovi’c, Z.; Nastasovi’c, A.; Milutinovi´c-Nikoli´c, A.; Jovanovi´c, D. Poly (glycidyl methacrylate-co-ethylene glycol dimethacrylate)/clay composites. Mater. Chem. Phys. 2011, 128, 291–297. [Google Scholar] [CrossRef]
- Nyquist, R.A. (Ed.) Chapter 1—Epoxides and Ethers. In Interpreting Infrared, Raman, and Nuclear Magnetic Resonance Spectra; Academic Press: San Diego, CA, USA, 2001; pp. 1–26. [Google Scholar]
- Haoue, S.; Derdar, H.; Belbachir, M.; Harrane, A. Polymerization of ethylene glycol dimethacrylate (EGDM), using an algerian clay as eco-catalyst (Maghnite-H+ and Maghnite-Na+). Bull. React. Eng. Catal. 2020, 10, 221–230. [Google Scholar] [CrossRef] [Green Version]
- Zhao, J.; Wang, S.; Zhang, L.; Wang, C.; Zhang, B. Kinetic, isotherm, and thermodynamic studies for Ag(I) adsorption using carboxymethyl functionalized poly (glycidyl methacrylate). Polymers 2018, 10, 1090. [Google Scholar] [CrossRef] [Green Version]
- Stefanović, I.S.; Ekmeščić, B.M.; Maksin, D.D.; Nastasović, A.B.; Miladinović, Z.P.; Vuković, Z.M.; Micić, D.M.; Pergal, M.V. Structure, thermal, and morphological properties of novel macroporous amino-functionalized glycidyl methacrylate based copolymers. Ind. Eng. Chem. Res. 2015, 54, 6902–6911. [Google Scholar] [CrossRef]
- Iqbal, M.S.; Jamil, Y.; Kausar, T.; Akhtar, M. Thermal degradation study of glycidyl methacrylate acrylonitrile copolymers. J. Therm. Anal. Calorim. 2009, 96, 225–233. [Google Scholar] [CrossRef]
- Abessolo Ondo, D.; Loyer, F.; Werner, F.; Leturcq, R.; Dale, P.J.; Boscher, N.D. Atmospheric-pressure synthesis of atomically smooth, conformal, and ultrathin low-k polymer insulating layers by plasma-initiated chemical vapor deposition. ACS Appl. Polym. Mater. 2019, 1, 3304–3312. [Google Scholar] [CrossRef] [Green Version]
- Yoo, Y.; You, J.B.; Choib, W.; Im, S.G. A stacked polymer film for robust superhydrophobic fabrics. Polym. Chem. 2013, 4, 1664–1671. [Google Scholar] [CrossRef]
- Seok, J.-H.; Kim, S.H.; Cho, S.M.; Yi, G.-R.; Lee, J.Y. Crosslinked organosilicon-acrylate copolymer moisture barrier thin film fabricated by initiated chemical vapor deposition (iCVD). Macromol. Res. 2018, 26, 1257–1264. [Google Scholar] [CrossRef]
- Shokuhfar, A.; Arab, B. The effect of cross linking density on the mechanical properties and structure of the epoxy polymers: Molecular dynamics simulation. J. Mol. Model. 2013, 19, 3719–3731. [Google Scholar] [CrossRef] [PubMed]
- Venkatram, S.; Kim, C.; Chandrasekaran, A.; Ramprasad, R. Critical Assessment of the Hildebrand and Hansen Solubility Parameters for Polymers. J. Chem. Inf. Model. 2019, 59, 4188–4194. [Google Scholar] [CrossRef] [PubMed]
- Brandrup, J.; Immergut, E.H.; Grulke, E.A. Polymer Handbook, 4th ed.; Wiley: New York, NY, USA, 1999. [Google Scholar]
- Tao, R.; Anthamatten, M. Quenching Phase Separation by Vapor Deposition Polymerization. Macromol. Mater. Eng. 2016, 301, 99–109. [Google Scholar] [CrossRef]
- Christian, P.; Coclite, A.M. Vapor-phase-synthesized fluoroacrylate polymer thin films: Thermal stability and structural properties. Beilstein J. Nanotechnol. 2017, 8, 933–942. [Google Scholar] [CrossRef] [Green Version]
- Hao, L.; Xu, W.; An, Q. Synthesis, film morphology and performance of novel crosslinked polysiloxane with end-capped epoxy groups on cotton substrates. Fibers Polym. 2014, 15, 1567–1574. [Google Scholar] [CrossRef]
- García-Garrido, C.; Sánchez-Jiménez, P.E.; Pérez-Maqueda, L.A.; Perejón, A.; Criado, J.M. Combined TGA-MS kinetic analysis of multistep processes. Thermal decomposition and ceramification of polysilazane and polysiloxane preceramic polymers. Phys. Chem. Chem. Phys. 2016, 18, 29348–29360. [Google Scholar] [CrossRef] [Green Version]
- Çaykara, T.; Çakar, F.; Demirci, S. A new type of poly (glycidyl methacrylate) microbeads with surface grafted iminodiacetic acid: Synthesis and characterization. Polym. Bull. 2008, 61, 311–318. [Google Scholar] [CrossRef]
- Faria, M.; Vilela, C.; Mohammadkazemi, F.; Silvestre, A.J.; Freire, C.S.; Cordeiro, N. Poly (glycidyl methacrylate)/bacterial cellulose nanocomposites: Preparation, characterization and post-modification. Int. J. Biol. Macromol. 2019, 127, 618–627. [Google Scholar] [CrossRef]
- Haloi, D.J.; Mandal, P.; Singha, N.K. Atom Transfer Radical Polymerization of Glycidyl Methacrylate (GMA) in Emulsion. J. Macromol. Sci. A 2013, 50, 121–127. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| iCVD Sample | Substrate Temp. °C | Filament Temp. °C | Pressure mTorr | Flow Rate, sccm | Flow Ratio Crosslinker/ GMA | |||
|---|---|---|---|---|---|---|---|---|
| TBPO | GMA | EGDMA | V4D4 | |||||
| poly(GMA) | 25 or 35 | 300 | 250 | 0.8 | 0.4 | |||
| ECOP-1 | 25 | 330 | 515 | 2 | 1.6 | 0.4 | 0.25 | |
| ECOP-2 | 2 | 0.8 | 0.4 | 0.5 | ||||
| ECOP-3 | 2 | 0.4 | 0.4 | 1 | ||||
| poly(EGDMA) | 25 | 330 | 515 | 2 | 0.4 | |||
| VCOP-1 | 35 | 300 | 250 | 0.8 | 0.4 | 0.1 | 0.25 | |
| VCOP-2 | 0.8 | 0.4 | 0.2 | 0.5 | ||||
| VCOP-3 | 0.8 | 0.4 | 0.4 | 1 | ||||
| poly(V4D4) | 25 | 300 | 250 | 0.8 | 0.4 | |||
| Sample | Rq | Ra |
|---|---|---|
| ECOP-2 | 23.1 | 17.3 |
| ECOP-2/Ethanol | 17 | 12.5 |
| ECOP-2/DCM | 9.46 | 7.25 |
| VCOP-1 | 0.807 | 0.646 |
| VCOP-1/Ethanol | 0.756 | 0.6 |
| VCOP-1/DCM | 0.931 | 0.743 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Karabıyık, M.; Cihanoğlu, G.; Ebil, Ö. CVD Deposited Epoxy Copolymers as Protective Coatings for Optical Surfaces. Polymers 2023, 15, 652. https://doi.org/10.3390/polym15030652
Karabıyık M, Cihanoğlu G, Ebil Ö. CVD Deposited Epoxy Copolymers as Protective Coatings for Optical Surfaces. Polymers. 2023; 15(3):652. https://doi.org/10.3390/polym15030652
Chicago/Turabian StyleKarabıyık, Merve, Gizem Cihanoğlu, and Özgenç Ebil. 2023. "CVD Deposited Epoxy Copolymers as Protective Coatings for Optical Surfaces" Polymers 15, no. 3: 652. https://doi.org/10.3390/polym15030652