

Engineered Interleaved Random Glass Fiber Composites Using Additive Manufacturing: Effect of Mat Properties, Resin Chemistry, and Resin-Rich Layer Thickness
 ,
,  and
and
Abstract
:1. Introduction
2. Materials
3. Experimental Methods
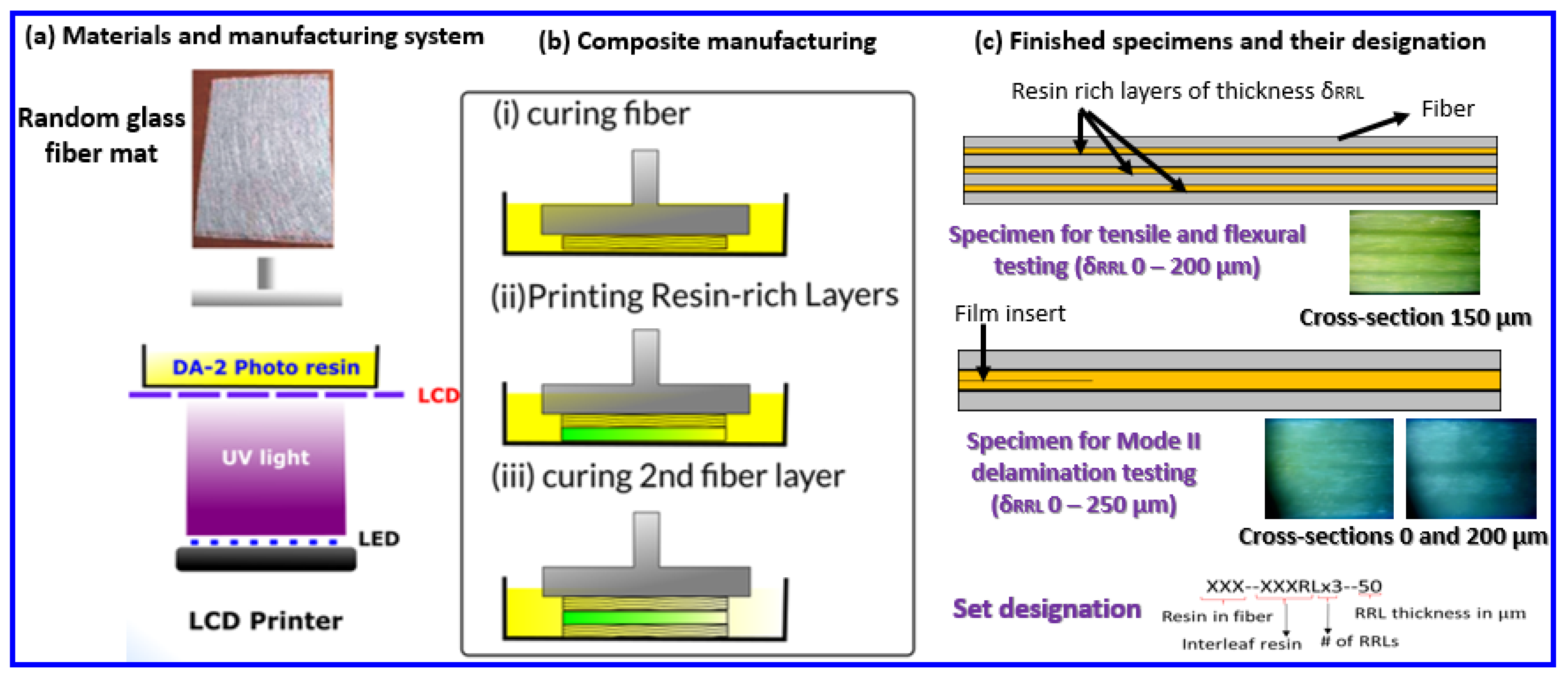
3.1. Composite Bars Printing
3.2. Composite Post-Processing
3.3. Testing Conditions
3.3.1. Short Beam Shear (SBS) Testing
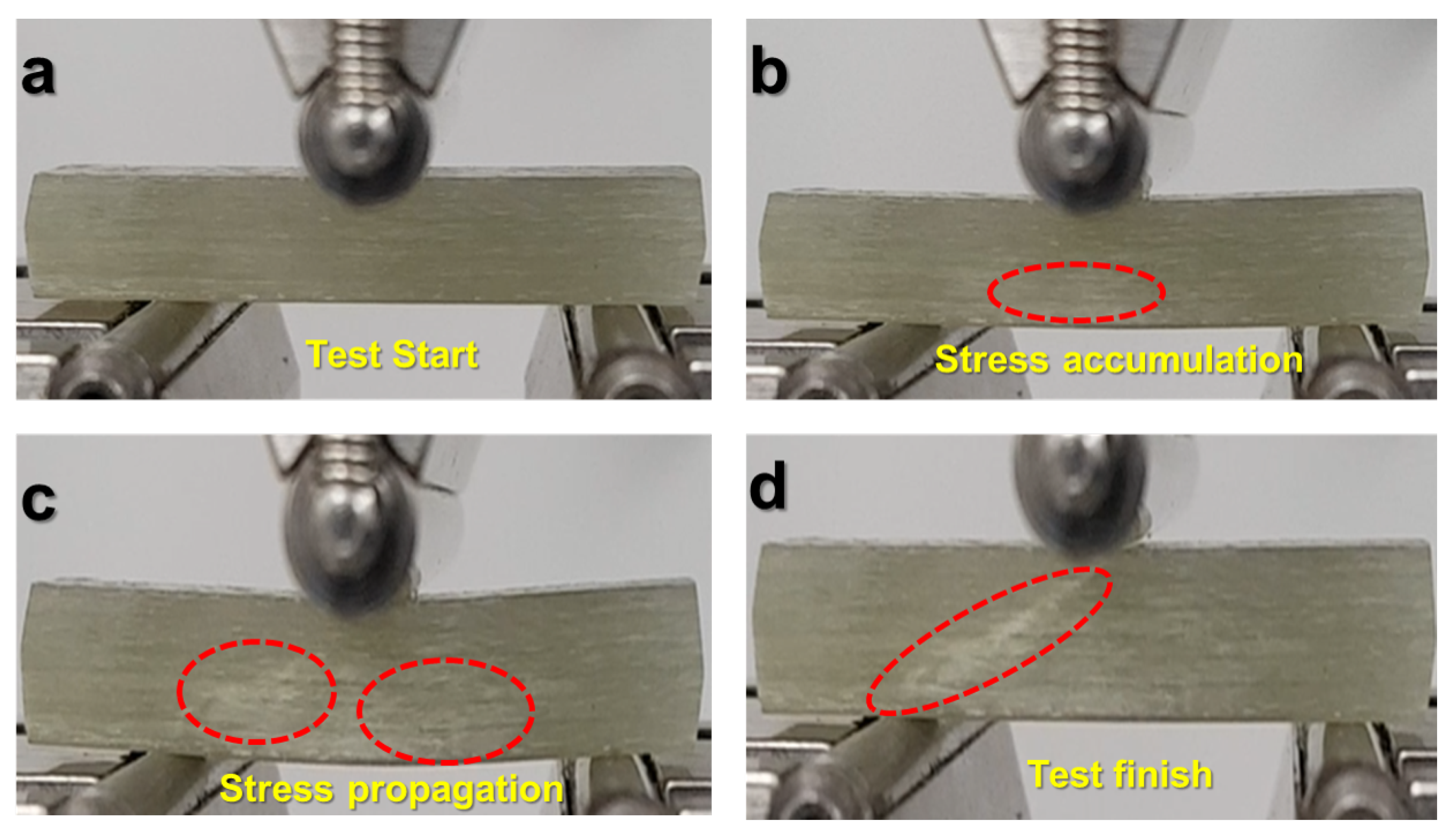
3.3.2. Flexure Testing
3.3.3. Tensile Testing
3.3.4. Mode II Delamination
3.4. Fiber Volume Fraction (FVF) and Void Fraction Measurement
4. Results and Discussion
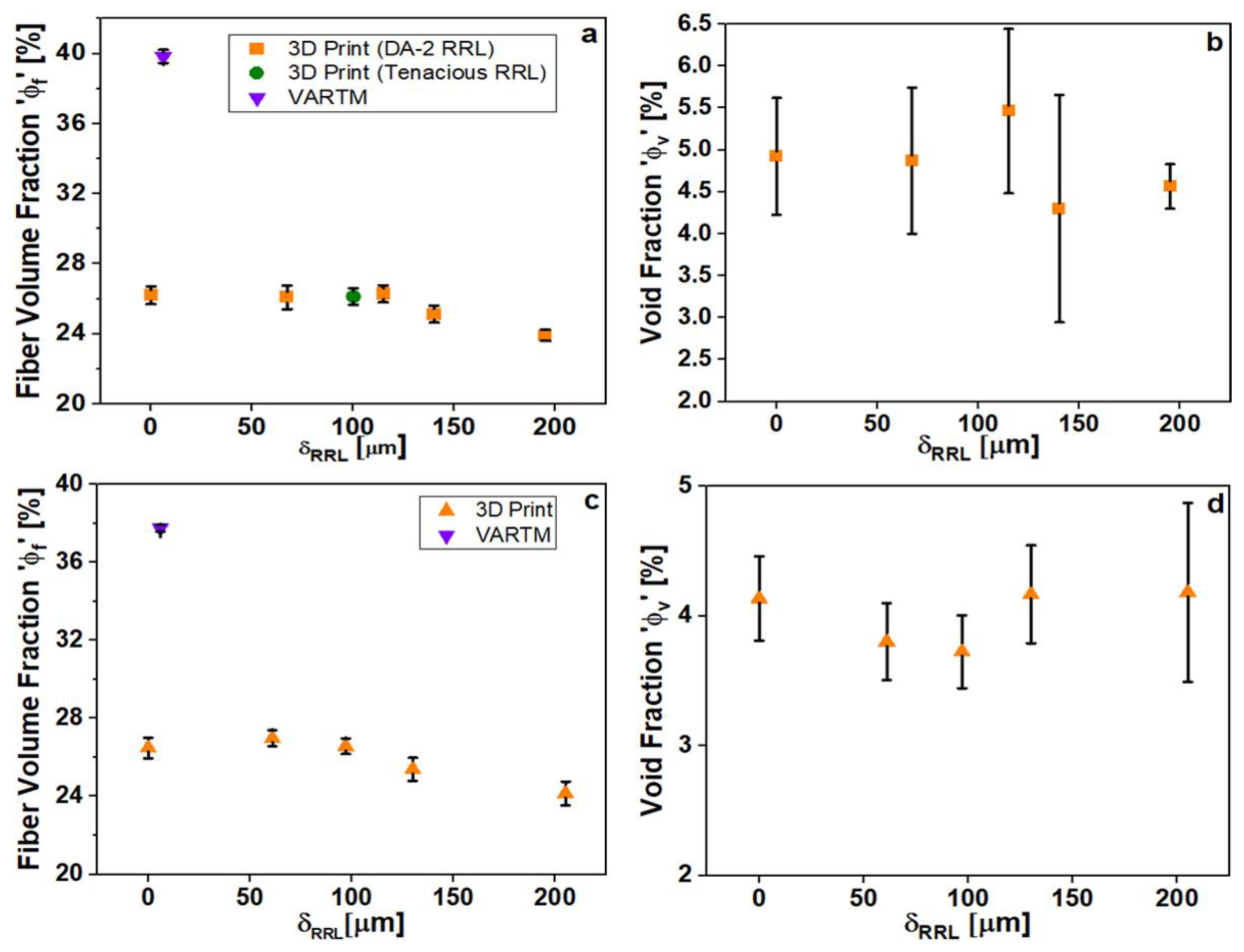
4.1. FVF Results
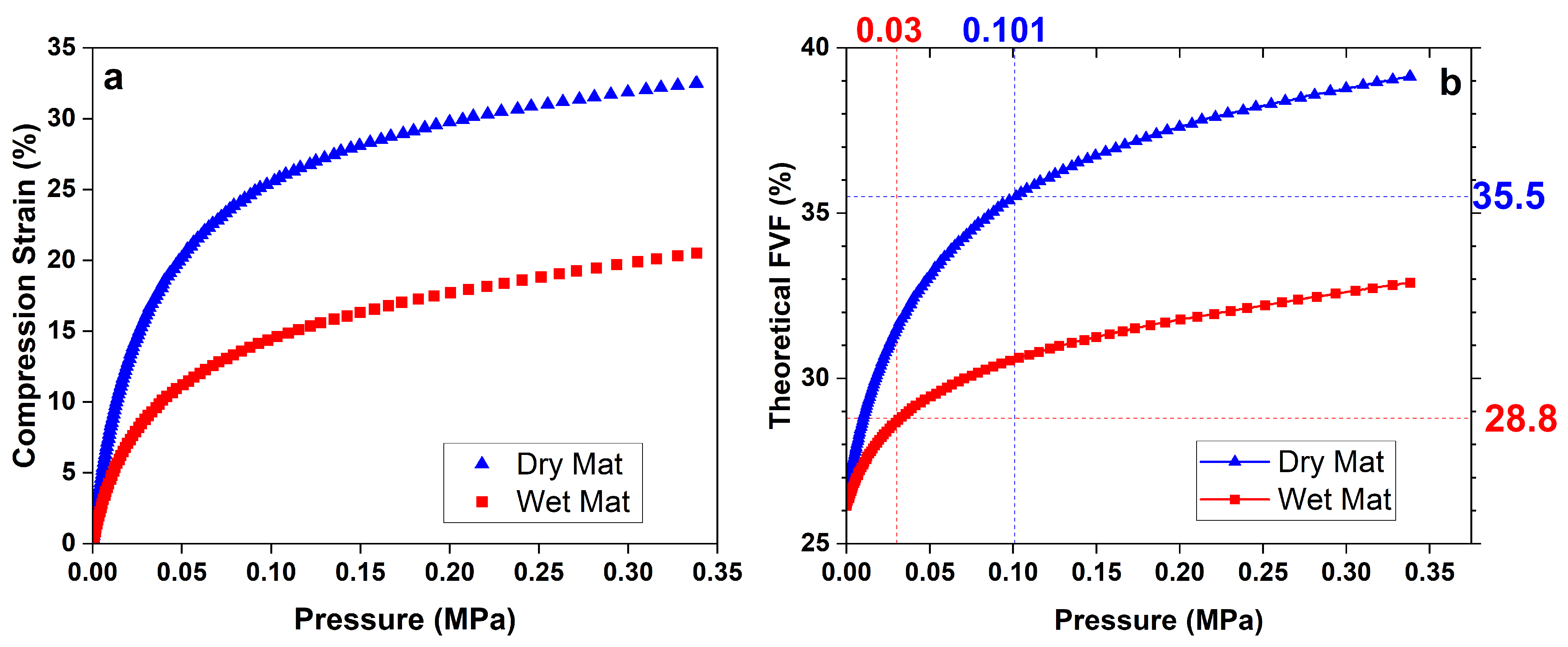
4.1.1. Physics of Mat Consolidation
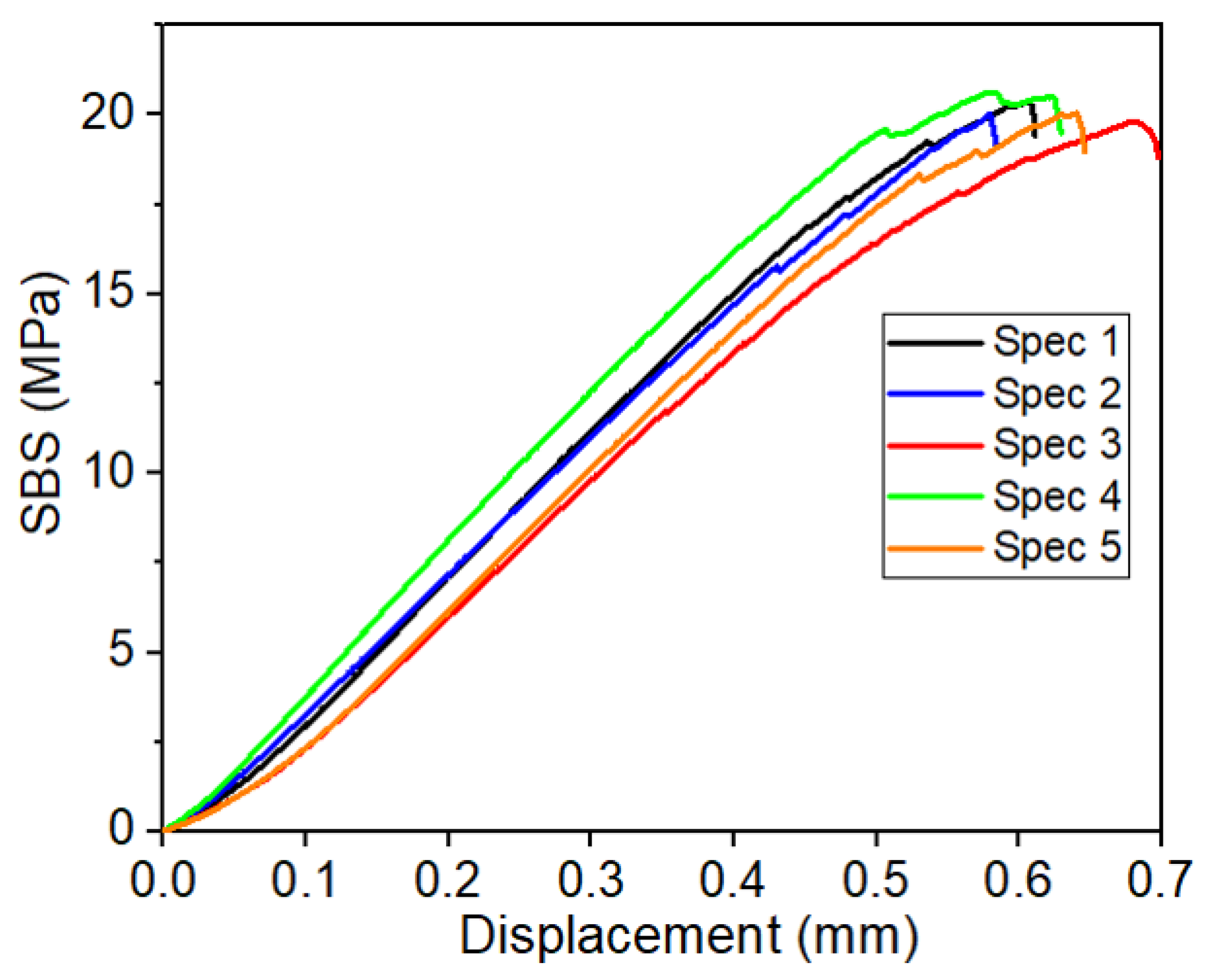
4.2. Short Beam Shear/Interlaminar Shear Strength
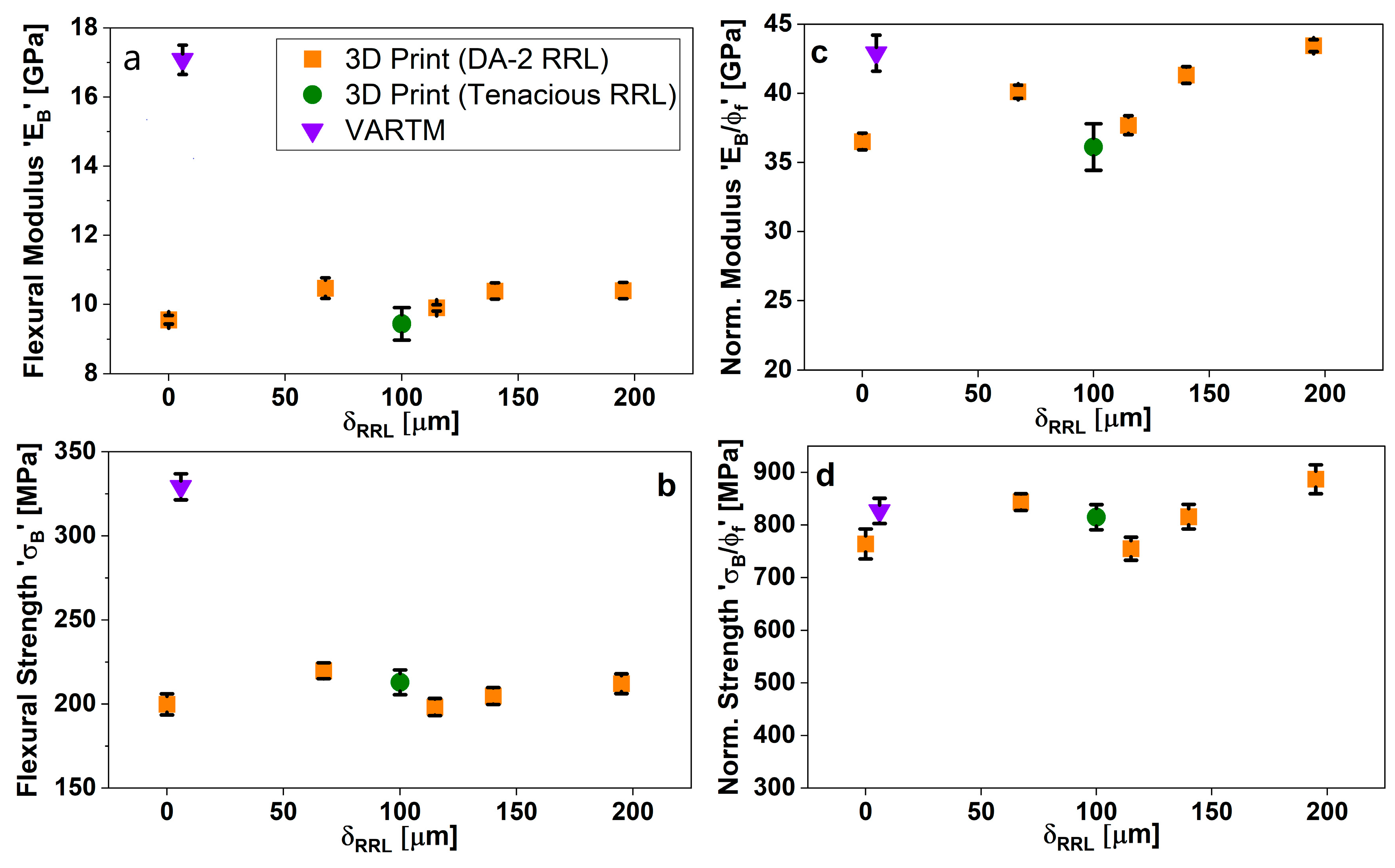
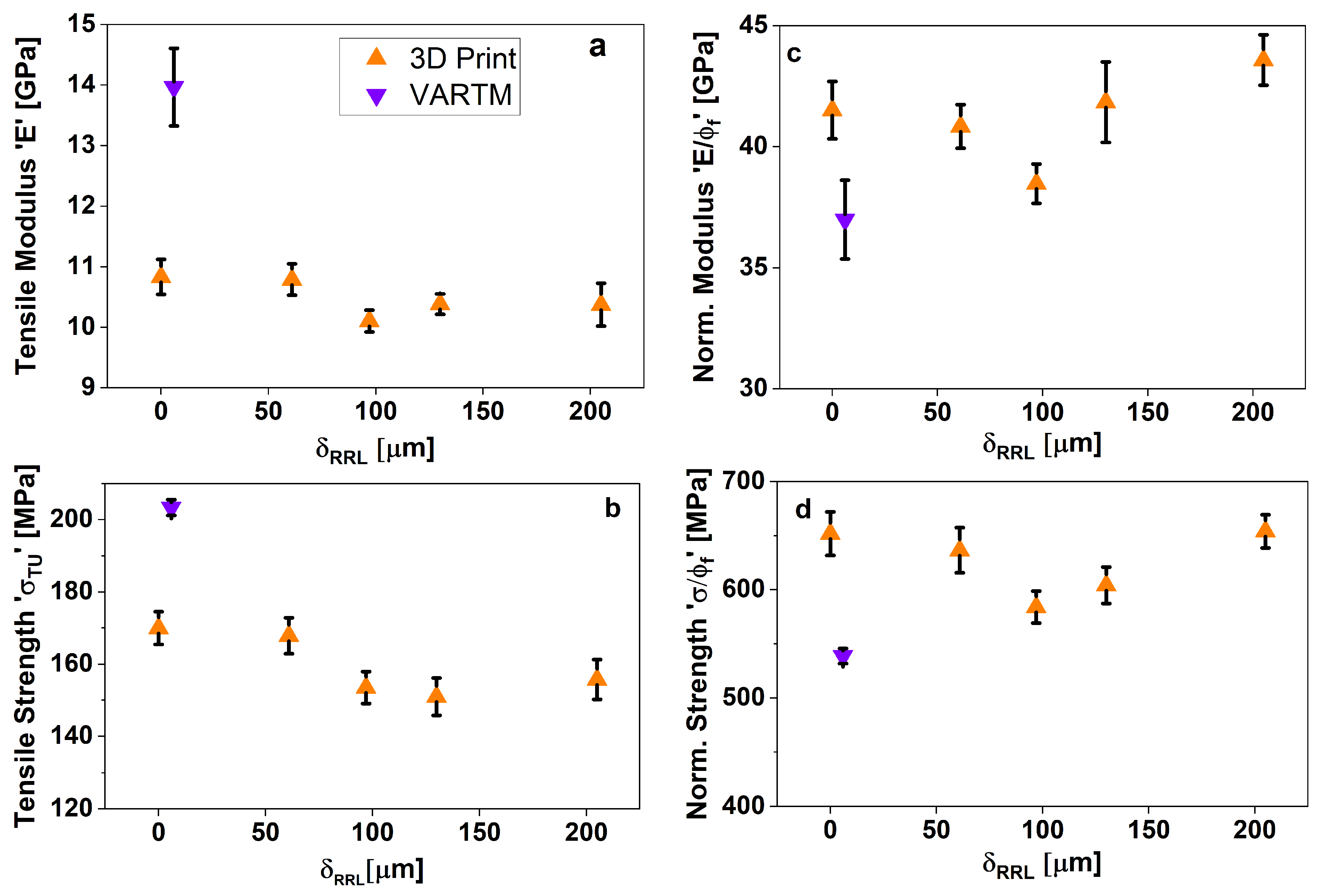
4.3. Static Mechanical Properties Testing
Flexural and Tensile Testing
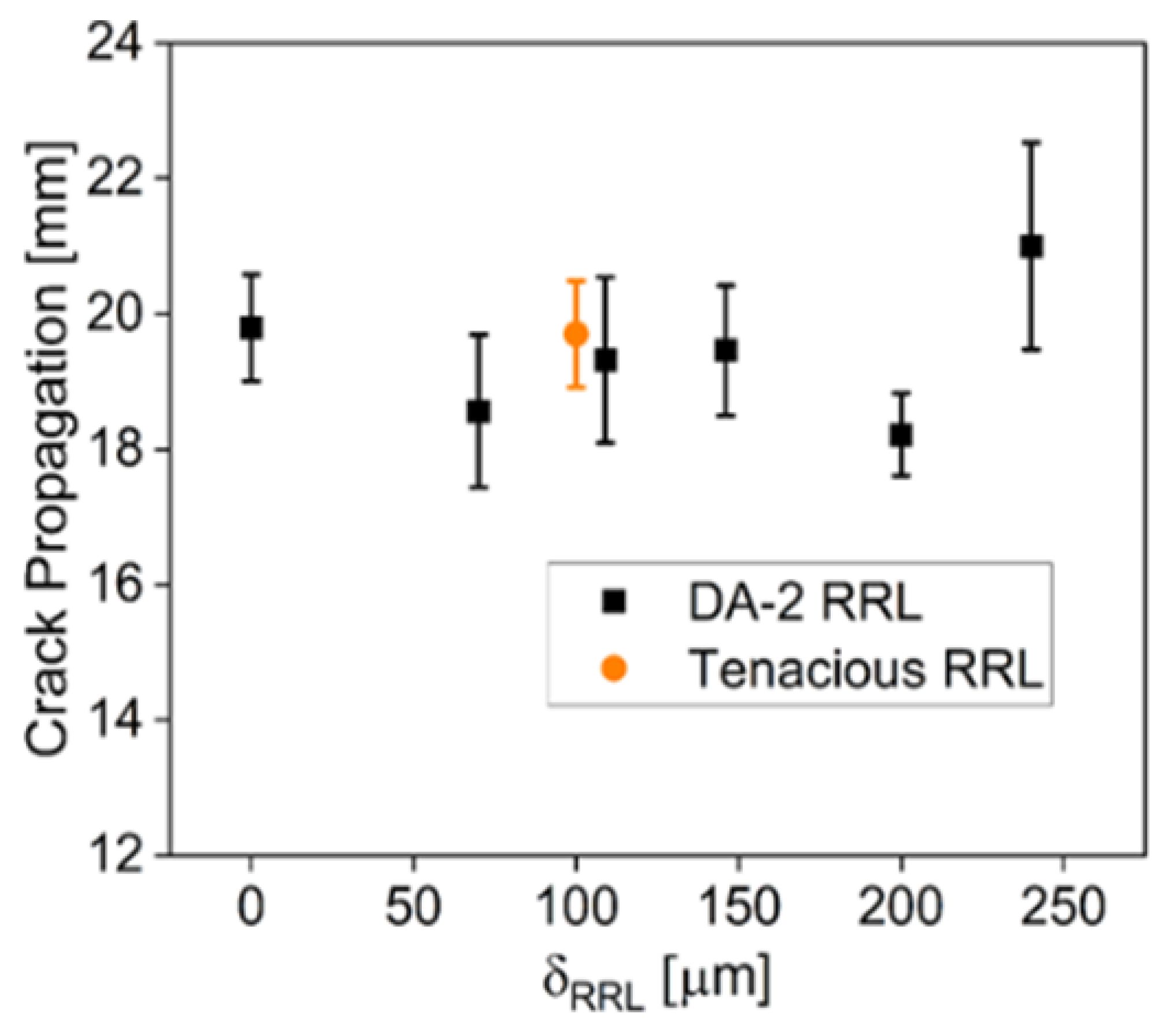
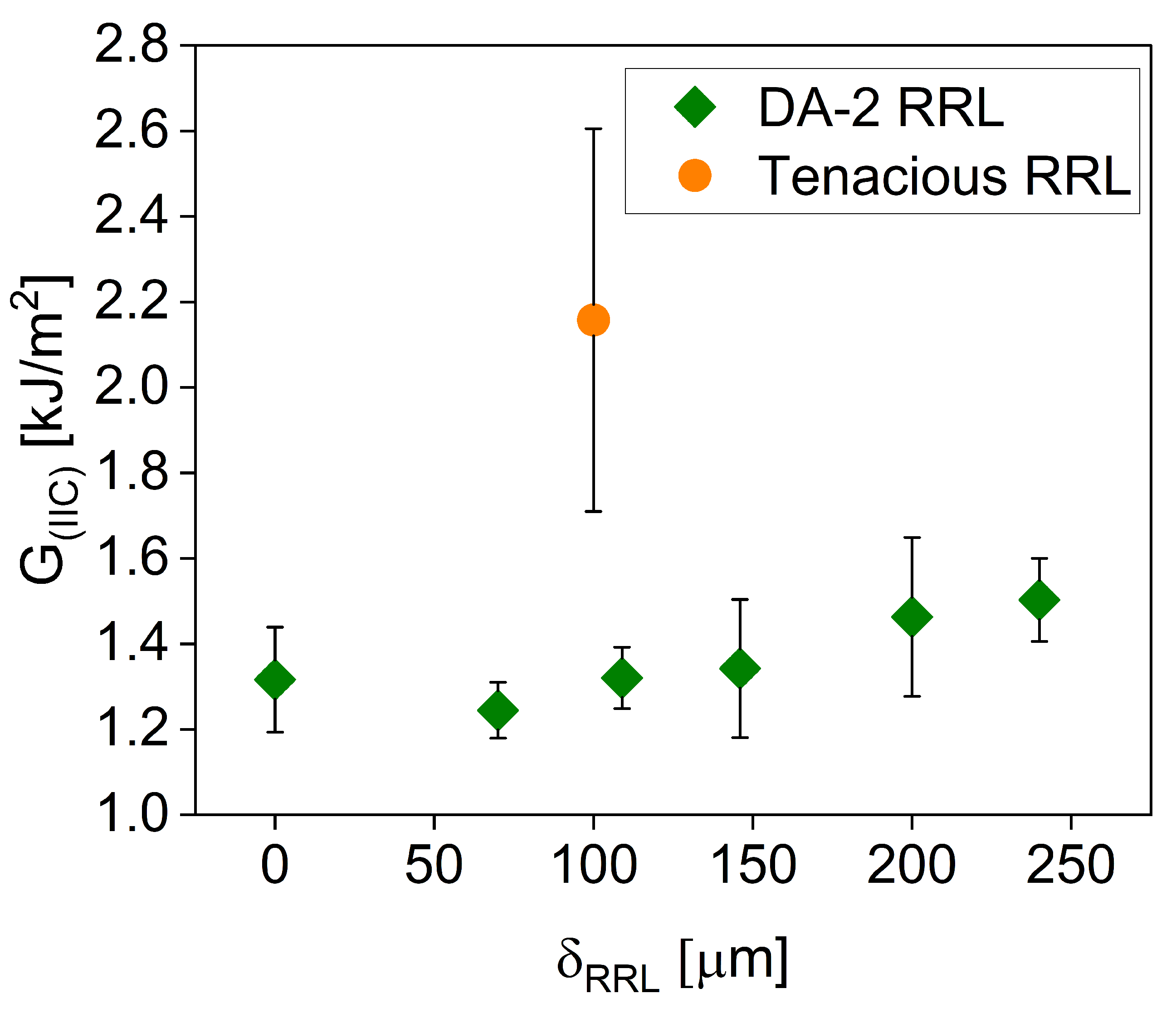
4.4. Mode II Delamination
5. Conclusions
- 1.
- DA-2/CSGF composites exhibit remarkably higher intelaminar shear strength than other same fiber composites reported in the literature.
- 2.
- Additively manufactured random glass fiber composites are about 50% lower in FVF than VARTM composites due to printer motor limitations and the much higher pressures needed to consolidate pre-wetted fiber mats.
- 3.
- The presence of RRLs increases fiber mat layer consolidation by distributing the applied consolidation stress more evenly across the mat.
- 4.
- Interleaving using brittle resins does not significantly increase mode II delamination resistance. However, significant increases are observed when a ductile resin was used for the RRL. Thus, the resin used for interleaving strongly determines the overall interlaminar fracture toughness of the part.
- 5.
- DA-2/CSGF composites have higher Mode II delamination resistance than woven glass fiber composite parts. However, this difference could be due to the very different FVF.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mallick, P.K. Fiber-Reinforced Composites Materials, Manufacturing, and Design, 3rd ed.; CRC Press: Boca Raton, FL, USA, 2007. [Google Scholar]
- Shivakumar, K.; Panduranga, R. Interleaved polymer matrix composites—A review. In Proceedings of the 54th AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics, and Materials Conference, Boston, MA, USA, 8–11 April 2013; pp. 1–13. [Google Scholar] [CrossRef]
- Odagiri, N.; Kishi, H.; Yamashita, M. Development of torayca prepreg p2302 carbon fiber reinforced plastic for aircraft primary structural materials. Adv. Compos. Mater. 1996, 5, 249–254. [Google Scholar] [CrossRef]
- Wang, S.; Zhang, Y.; Wu, G. Interlaminar shear properties of z-pinned carbon fiber reinforced aluminum matrix composites by short-beam shear test. Materials 2018, 11, 1874. [Google Scholar] [CrossRef] [PubMed]
- Mignery, L.A.; Tan, T.M.; Sun, C.T. Use of Stitching To Suppress Delamination in Laminated Composites; ASTM Special Technical Publication: West Conshohocken, PA, USA, 1985; pp. 371–385. [Google Scholar] [CrossRef]
- Pagano, N.J.; Pipes, R.B. The Influence of Stacking Sequence on Laminate Strength. J. Compos. Mater. 1971, 5, 50–57. [Google Scholar] [CrossRef]
- Dow, M.B.; Dexter, H.B. Development of Stitched, Braided and Woven Composite Structures in the ACT Program and at Langley Research Center. 1997, pp. 1–73. Available online: https://dl.acm.org/doi/pdf/10.5555/888217 (accessed on 4 July 2023).
- Masters, J.E. Improved impact and delamination resistance through interleafing. Key Eng. Mater. 1989, 37, 317–348. [Google Scholar] [CrossRef]
- Sela, N.; Ishai, O.; Banks-Sills, L. The effect of adhesive thickness on interlaminar fracture toughness of interleaved cfrp specimens. Composites 1989, 20, 257–264. [Google Scholar] [CrossRef]
- Grande, D.H.; Ilcewicz, L.B.; Avery, W.B.; Bascom, W.D. Effects of intra- and inter-laminar resin content on the mechanical properties of toughened composite materials. In Proceedings of the NASA Advanced Composites Technology Conference, Seattle, WA, USA, 29 October–1 November 1990; Volume 53, pp. 455–475. [Google Scholar]
- Hojo, M.; Ando, T.; Tanaka, M.; Adachi, T.; Ochiai, S.; Endo, Y. Modes I and II interlaminar fracture toughness and fatigue delamination of CF/epoxy laminates with self-same epoxy interleaf. Int. J. Fatigue 2006, 28, 1154–1165. [Google Scholar] [CrossRef]
- Garcia, E.J.; Wardle, B.L.; John Hart, A. Joining prepreg composite interfaces with aligned carbon nanotubes. Compos. Part A Appl. Sci. Manuf. 2008, 39, 1065–1070. [Google Scholar] [CrossRef]
- Yasaee, M.; Bond, I.P.; Trask, R.S.; Greenhalgh, E.S. Mode II interfacial toughening through discontinuous interleaves for damage suppression and control. Compos. Part A Appl. Sci. Manuf. 2012, 43, 121–128. [Google Scholar] [CrossRef]
- Yasaee, M.; Bond, I.P.; Trask, R.S.; Greenhalgh, E.S. Mode I interfacial toughening through discontinuous interleaves for damage suppression and control. Compos. Part A Appl. Sci. Manuf. 2012, 43, 198–207. [Google Scholar] [CrossRef]
- Kim, J.W.; Lee, J.S. Influence of interleaved films on the mechanical properties of carbon fiber fabric/polypropylene thermoplastic composites. Materials 2016, 9, 344. [Google Scholar] [CrossRef]
- Lewin, G. The influence of resin rich volumes on the mechanical properties of glass fibre reinforced polymer composites. Plymouth Stud. Sci. 2016, 9, 123–159. [Google Scholar]
- Sacchetti, F.; Grouve, W.J.; Warnet, L.L.; Villegas, I.F. Effect of resin-rich bond line thickness and fibre migration on the toughness of unidirectional Carbon/PEEK joints. Compos. Part A Appl. Sci. Manuf. 2018, 109, 197–206. [Google Scholar] [CrossRef]
- Damodaran, V.; Castellanos, A.G.; Milostan, M.; Prabhakar, P. Improving the Mode-II interlaminar fracture toughness of polymeric matrix composites through additive manufacturing. Mater. Des. 2018, 157, 60–73. [Google Scholar] [CrossRef]
- Singh, S.; Partridge, I.K. Mixed-mode fracture in an interleaved carbon-fibre/epoxy composite. Compos. Sci. Technol. 1995, 55, 319–327. [Google Scholar] [CrossRef]
- Dowling, N. Mechanical Behavior of Materials: Engineering Methods for Deformation, Fracture, and Fatigue, 4th ed.; Pearson: Reston, VA, USA, 2013. [Google Scholar]
- Idrees, M.; Ibrahim, A.M.H.; Tekerek, E.; Kontsos, A.; Palmese, G.R.; Alvarez, N.J. The effect of resin-rich layers on mechanical properties of 3D printed woven fiber-reinforced composites. Compos. Part A Appl. Sci. Manuf. 2021, 144, 106339. [Google Scholar] [CrossRef]
- Singh, N.; Siddiqui, H.; Koyalada, B.S.R.; Mandal, A.; Chauhan, V.; Natarajan, S.; Kumar, S.; Goswami, M.; Kumar, S. Recent Advancements in Additive Manufacturing (AM) Techniques: A Forward-Looking Review. Met. Mater. Int. 2023, 29, 2119–2136. [Google Scholar] [CrossRef]
- Muhindo, D.; Elkanayati, R.; Srinivasan, P.; Repka, M.A.; Ashour, E.A. Recent Advances in the Applications of Additive Manufacturing (3D Printing) in Drug Delivery: A Comprehensive Review. AAPS PharmSciTech 2023, 24, 57. [Google Scholar] [CrossRef]
- Tu, J.; Makarian, K.; Alvarez, N.J.; Palmese, G.R. Formulation of a model resin system for benchmarking processing-property relationships in high-performance photo 3D printing applications. Materials 2020, 13, 4109. [Google Scholar] [CrossRef]
- Wallenberger, F.T.; Watson, J.C.; Li, H. Glass Fibers; ASM International: Materials Park, OH, USA, 2001; Volume 21. [Google Scholar] [CrossRef]
- ASTM International. Standard Test Method for Short-Beam Strength of Polymer Matrix Composite Materials. Annu. Book Astm Stand. 2011, 1–8. [Google Scholar]
- ASTM International. Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials. D790. Annu. Book Astm Stand. 2002, 1–12. [Google Scholar]
- ASTM International. Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials. Annu. Book Astm Stand. 2014, 1–13. [Google Scholar]
- ASTM International. Standard test method for determination of the mode II interlaminar fracture toughness of unidirectional fiber-reinforced polymer matrix composites. Annu. Book Astm Stand. 2014, 1–18. [Google Scholar]
- ASTM International. Standard test method for ignition loss of cured reinforced resins. Annu. Book Astm Stand. 2018, 1–3. [Google Scholar]
- Kashfi, M.; Tehrani, M. Effects of void content on flexural properties of additively manufactured polymer composites. Compos. Part C Open Access 2021, 6, 100173. [Google Scholar] [CrossRef]
- Hetrick, D.R.; Sanei, S.H.R.; Ashour, O. Void Content Reduction in 3D Printed Glass Fiber-Reinforced Polymer Composites through Temperature and Pressure Consolidation. J. Compos. Sci. 2022, 6, 128. [Google Scholar] [CrossRef]
- Curtis, P.T. Crag Test Methods for the Measurementof the Engineering Properties of Fibre Reinforced Plastics; Technical Report; Royal Aerospace Establishment: Farnborough, UK, 1988. [Google Scholar]
- Figliolini, A.M.; Carlsson, L.A. Mechanical Properties of Carbon Fiber/Vinylester Composites Exposed to Marine Environments. Polym. Compos. 2014, 35, 1559–1569. [Google Scholar] [CrossRef]
- Whitney, J.M.; Browning, C.E. On short-beam shear tests for composite materials. Exp. Mech. 1985, 25, 294–300. [Google Scholar] [CrossRef]
- Heckadka, S.S.; Nayak, S.Y.; Narang, K.; Vardhan Pant, K. Chopped Strand/Plain Weave E-Glass as Reinforcement in Vacuum Bagged Epoxy Composites. J. Mater. 2015, 2015, 957043. [Google Scholar] [CrossRef]
- Davies, P.; Casari, P.; Carlsson, L.A. Influence of fibre volume fraction on mode II interlaminar fracture toughness of glass/epoxy using the 4ENF specimen. Compos. Sci. Technol. 2005, 2, 295–300. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | DA2 | Tenacious |
|---|---|---|
| Density (25 °C) | 1.20 | - |
| Glass Transition Temperature [] (°C) | 99 | 41.97 |
| Tensile Modulus (GPa) | 2.80 ± 0.10 | 1.9 ± 0.09 |
| Tensile Strength (MPa) | 61.9 ± 6.30 | 37.3 ± 2.80 |
| Tensile Strain at Failure (%) | 2.5 ± 0.60 | 44.06 ± 1.90 |
| Flexural Modulus (GPa) | 3 ± 0.10 | 1.6 ± 0.20 |
| Flexural Strength (MPa) | 110 ± 10 | 51 ± 5.20 |
| Fracture Toughness [] (J/m2) | 58.80 ± 0.30 | 1580 |
| CSGF Properties | |
|---|---|
| Areal Weight (g/m2 or gsm) | 900 |
| Density (g/cm3 or g/cc) | 2.68 [25] |
| Tensile Strength (MPa) | 3100–3800 [25] |
| Tensile Modulus (GPa) | 80–81 [25] |
| Elongation at Break (%) | 4.5–4.9 [25] |
| Manufacturing Method | Test | Length (mm) | Width (mm) | Height (mm) |
|---|---|---|---|---|
| 3D Printing | Short beam shear (SBS) | 40 | 11.50 | 6.40–6.70 |
| Tensile | 100 | 12 | 3.90–6.20 | |
| Flexure | 110 | 12.35 | 4.00–6.60 | |
| Mode II delamination | 110 | 19 | 4.30–6.00 | |
| VARTM | Tensile | 100 | 12 | 2.80–2.90 |
| Flexure | 110 | 14 | 2.85–3.10 |
| Test | Set | Average Measured (µm) |
|---|---|---|
| Tensile | DA2-DA2RLx3-50 | 67.28 ± 2.09 |
| DA2-DA2RLx3-100 | 114.67 ± 4.22 | |
| DA2-DA2RLx3-150 | 140.27 ± 4.99 | |
| DA2-DA2RLx3-200 | 195.08 ± 8.41 | |
| Flexure | DA2-DA2RLx3-50 | 61.33 ± 1.28 |
| DA2-DA2RLx3-100 | 97.29 ± 2.34 | |
| DA2-DA2RLx3-150 | 128.43 ± 1.57 | |
| DA2-DA2RLx3-200 | 205.43 ± 5.46 | |
| DA2-TENRLx3-100 | 109 ± 2.5 | |
| Mode II Delamination | DA2-DA2RLx1-50 | 70 ± 2.89 |
| DA2-DA2RLx1-100 | 108 ± 6.90 | |
| DA2-DA2RLx1-150 | 146 ± 8.72 | |
| DA2-DA2RLx1-200 | 200.4 ± 6.45 | |
| DA2-DA2RLx1-250 | 240 ± 9.76 | |
| DA2-TENRLx1-100 | 111 ± 5.00 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ibrahim, A.M.H.; Idrees, M.; Tekerek, E.; Kontsos, A.; Palmese, G.R.; Alvarez, N.J. Engineered Interleaved Random Glass Fiber Composites Using Additive Manufacturing: Effect of Mat Properties, Resin Chemistry, and Resin-Rich Layer Thickness. Polymers 2023, 15, 3189. https://doi.org/10.3390/polym15153189
Ibrahim AMH, Idrees M, Tekerek E, Kontsos A, Palmese GR, Alvarez NJ. Engineered Interleaved Random Glass Fiber Composites Using Additive Manufacturing: Effect of Mat Properties, Resin Chemistry, and Resin-Rich Layer Thickness. Polymers. 2023; 15(15):3189. https://doi.org/10.3390/polym15153189
Chicago/Turabian StyleIbrahim, Ahmed M. H., Mohanad Idrees, Emine Tekerek, Antonios Kontsos, Giuseppe R. Palmese, and Nicolas J. Alvarez. 2023. "Engineered Interleaved Random Glass Fiber Composites Using Additive Manufacturing: Effect of Mat Properties, Resin Chemistry, and Resin-Rich Layer Thickness" Polymers 15, no. 15: 3189. https://doi.org/10.3390/polym15153189