
Different Production Processes for Thermoplastic Composite Materials: Sustainability versus Mechanical Properties and Processes Parameter




Abstract
:1. Introduction
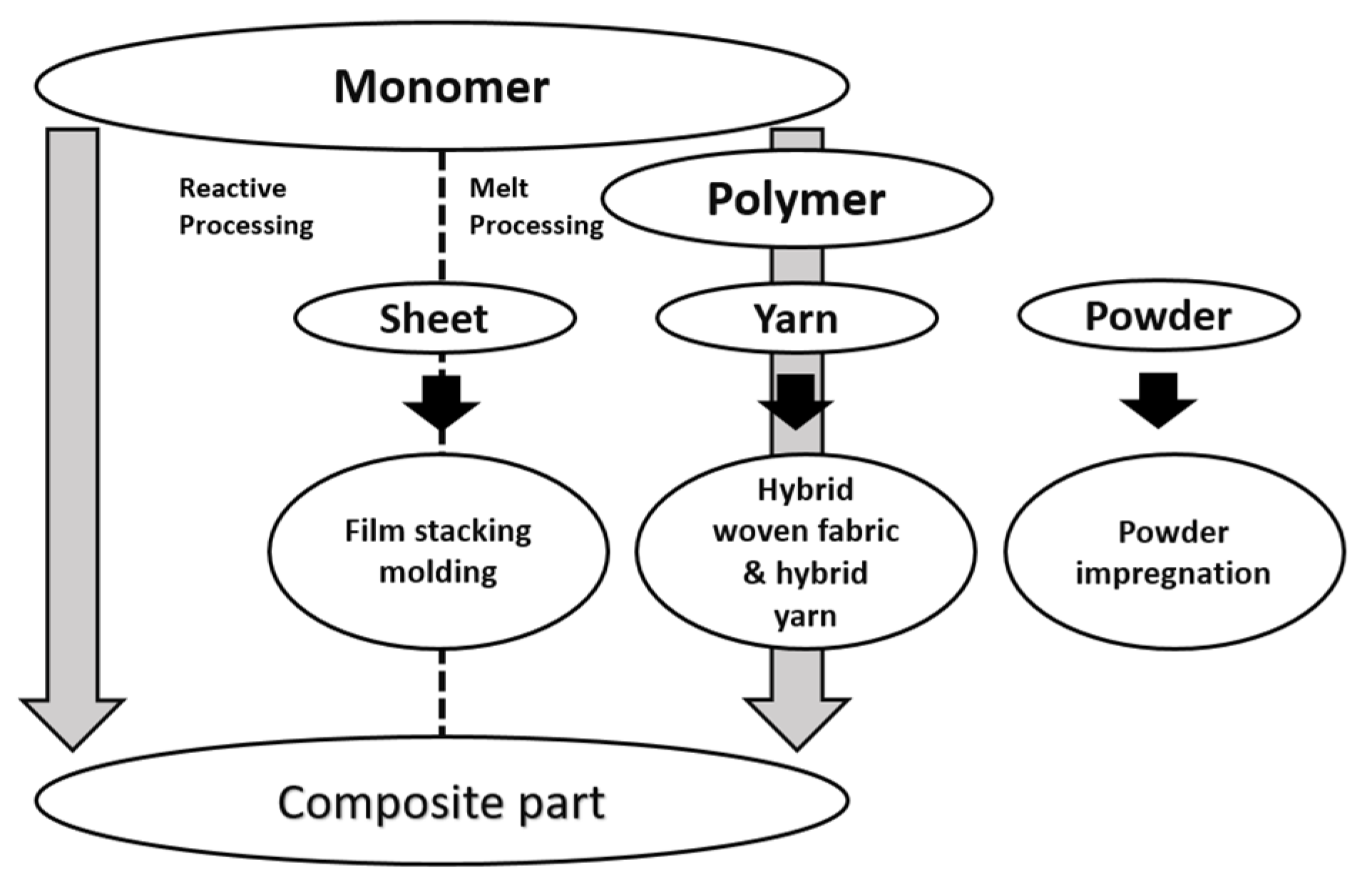
2. Impregnation Methods from Molten Polymer Matrices
- Film stacking, technique that consists in alternating thin polymer sheets with the reinforcement and, subsequently, compacting them;
- Powder impregnation technique consists in covering and, therefore, impregnating the fiber fabric with the polymeric matrix in the shape of a dry powder [21];
- Hybrid woven fabrics;
- Hybrid yarns.
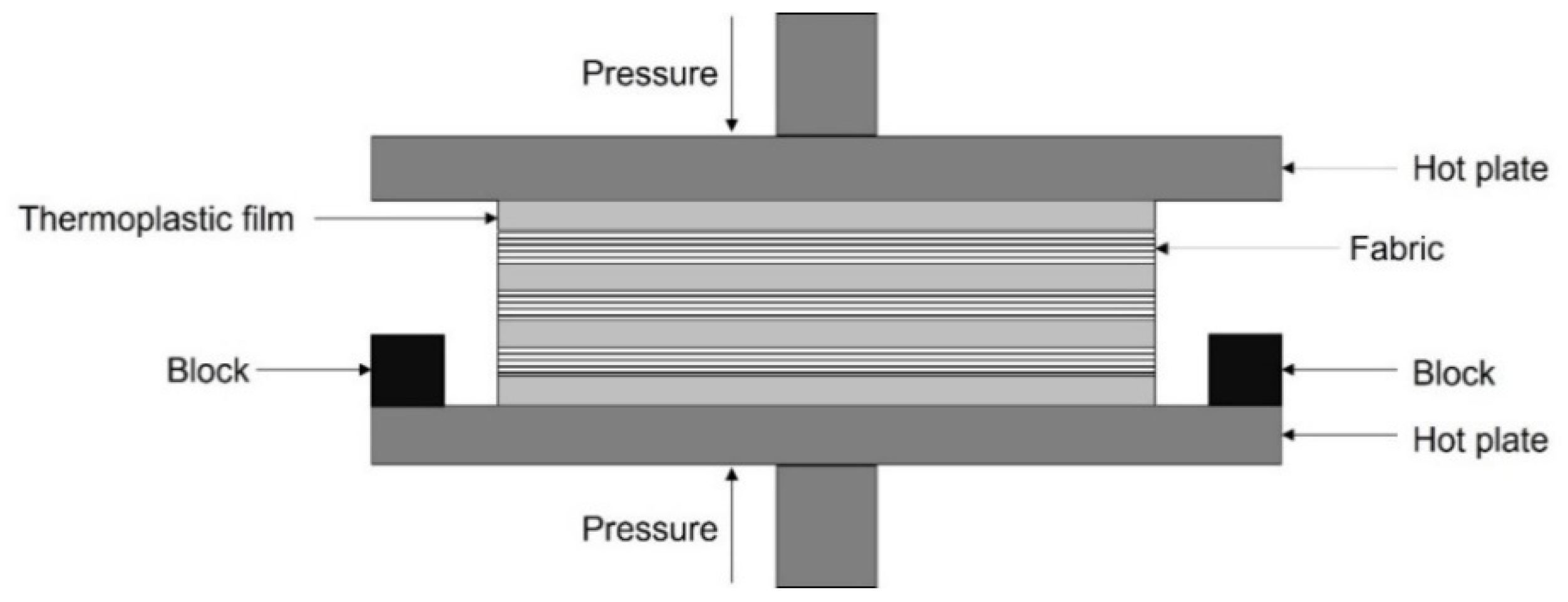
2.1. Film Stacking
- Heating of the press to lower the matrix viscosity;
- Increasing of the pressure to force the liquid-state thermoplastic matrix to impregnate the fabric;
- Cooling of the press to solidify the laminate.
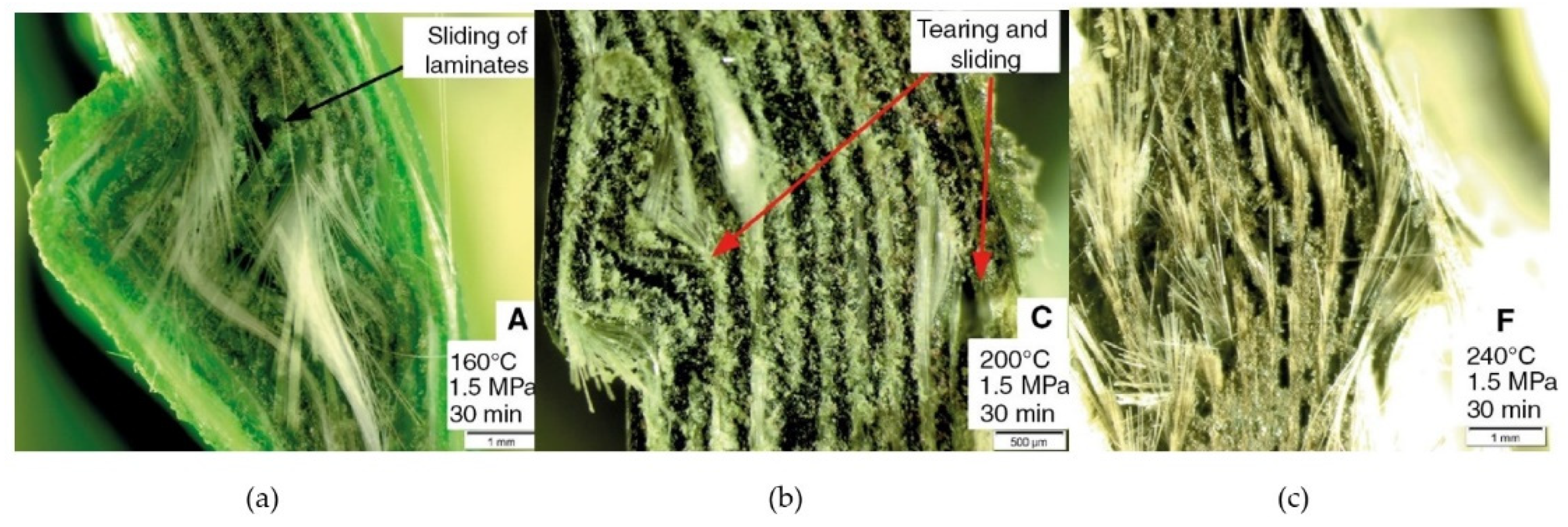
2.1.1. Influence Mechanism of Processing Temperature
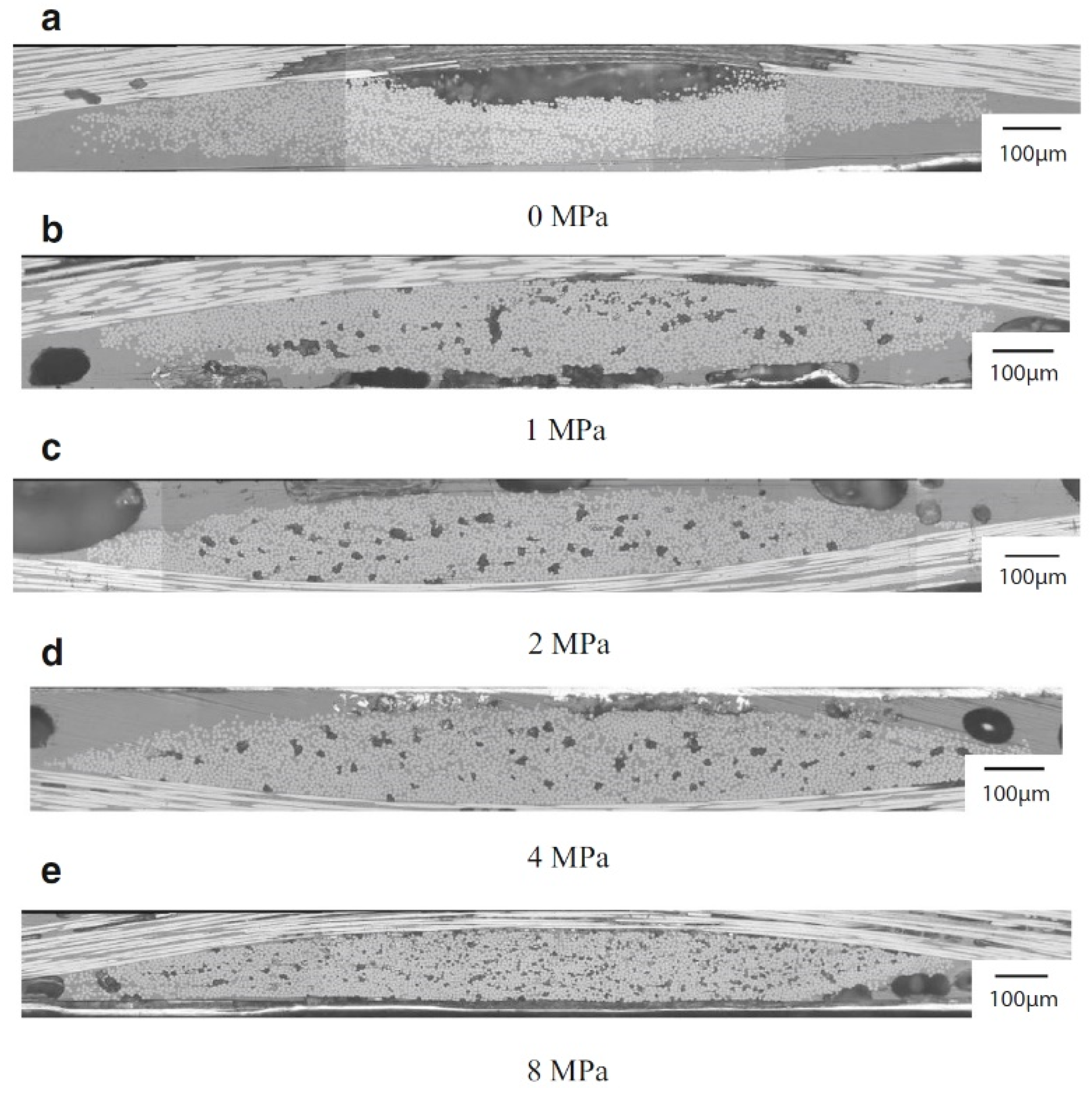
2.1.2. Influence Mechanism of Pressure
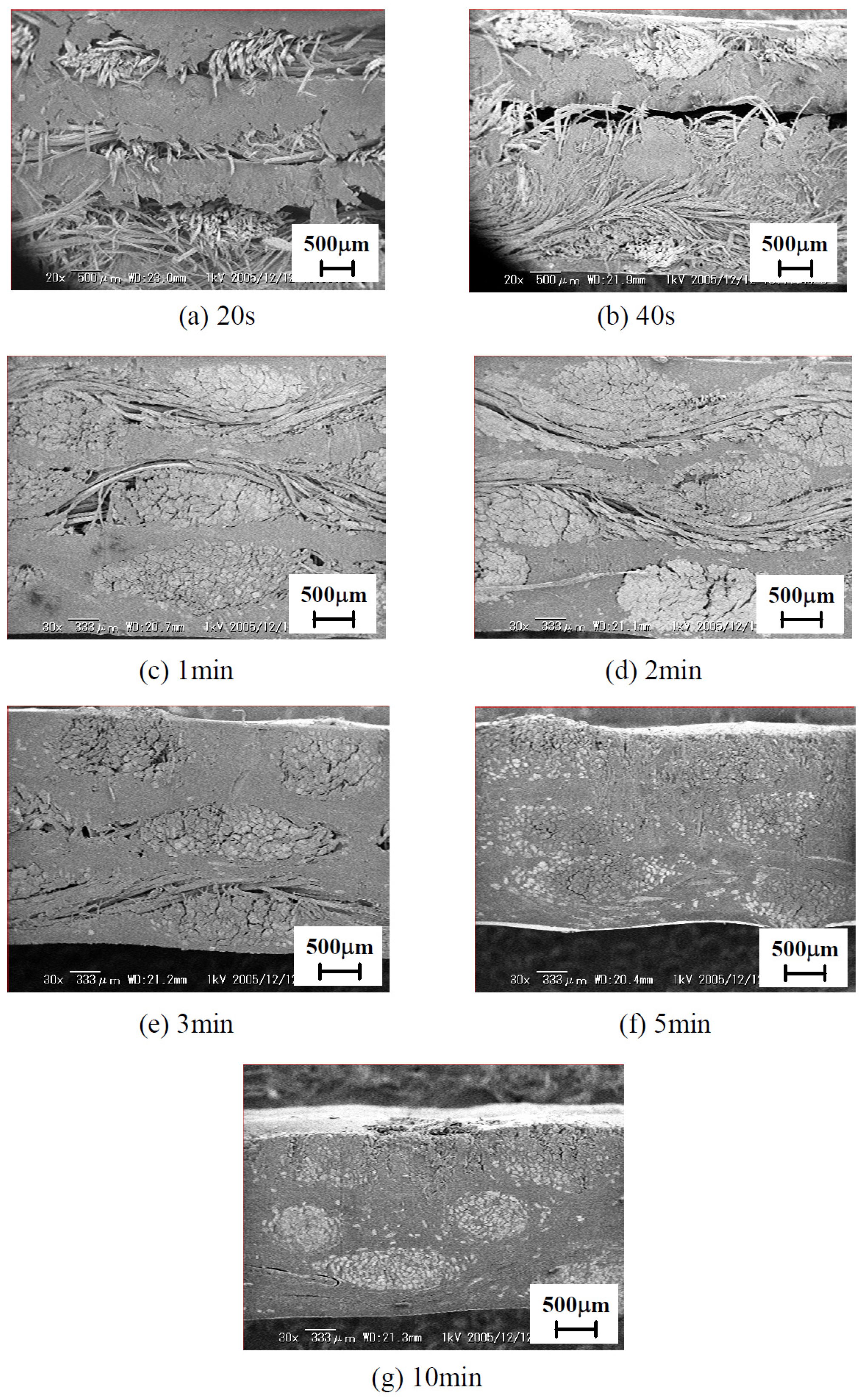
2.1.3. Influence Mechanism of Holding Time
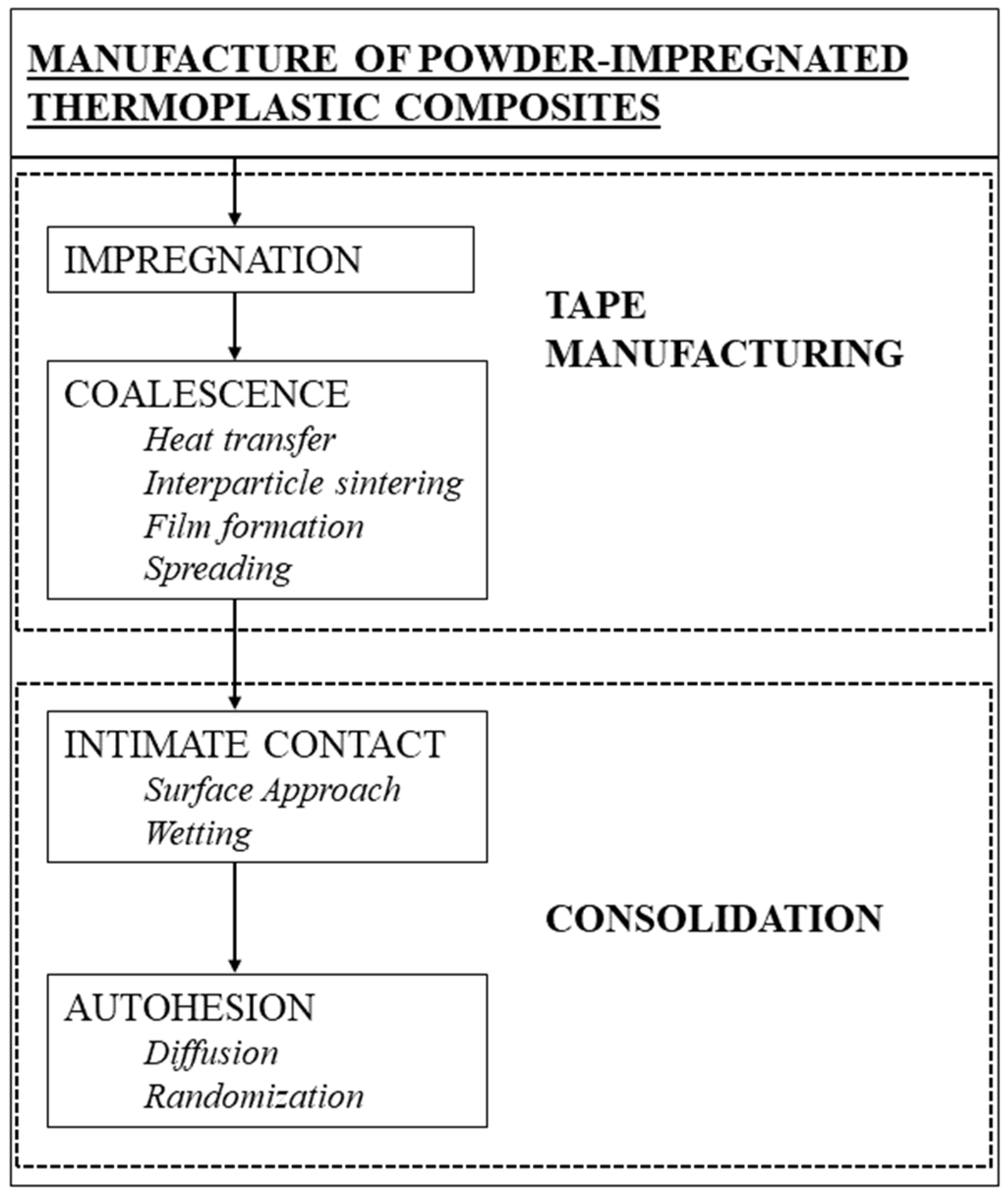
2.2. Powder Impregnated Tow
- Fiber tow spreading;
- Particulate flow pattern;
- Particle size;
- Dielectric properties of fibers and particles;
- Tape manufacture, which involves the fiber tows impregnation with thermoplastic particles and their subsequent coalescence on the fibers to form a flexible prepreg tape;
- Consolidation, which involves laying prepreg tapes into a mold followed by heat and pressure application to form void-free composites. An important aspect for optimizing the processing cycle is the characterization of the different properties of the thermoplastic matrix and the reinforcing fiber.
- It would be little affected of the viscosity of the matrix. Most high-performance thermoplastic matrices are highly viscous (104 to 105 Poise) above their softening point (amorphous) or melting point (semi-crystalline). A good dry powder process would circumvent this problem by coating the fibers individually so that flow occurs over very short distances of the order of microns;
- It would avoid the use of binders, solvents or water that must be evaporated during the last stages of the processing cycle. Incomplete removal can result in voids which have a detrimental effect on the mechanical properties of the composite;
- The introduction of secondary material processing operations such as fiber spinning which could increase the cost of the final product would be avoided [6].
2.3. Hybrid Woven Fabrics
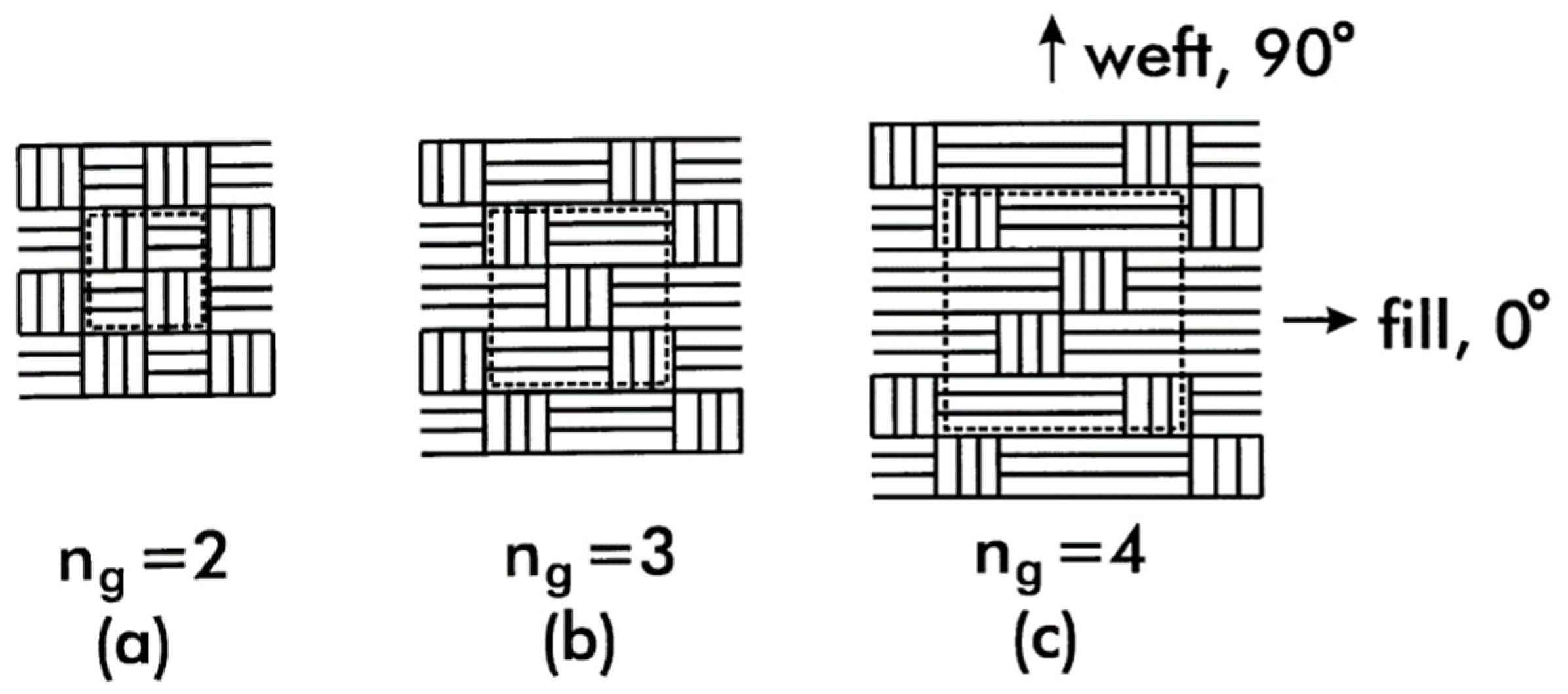
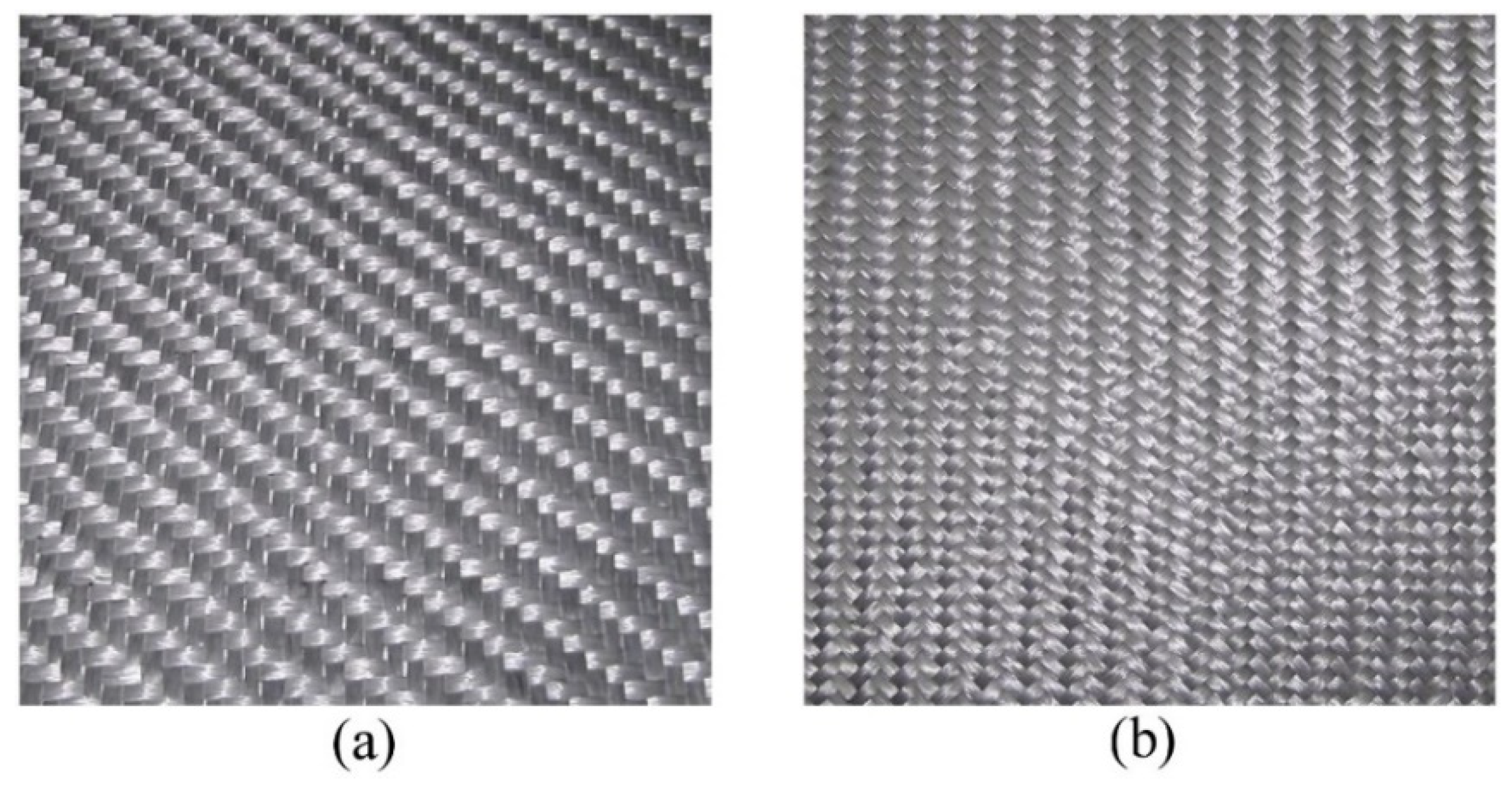
2.3.1. CF-GF/Thermoplastic (PP/PET) HWFs: Weaving Process Optimization for Electromagnetic Shielding Applications
2.3.2. GF/PP HWFs: Assessment of the Moulding Technology and Stacking Sequence
2.3.3. CF/PA6 HWF: Assessment of Impact Energy Absorption Capability
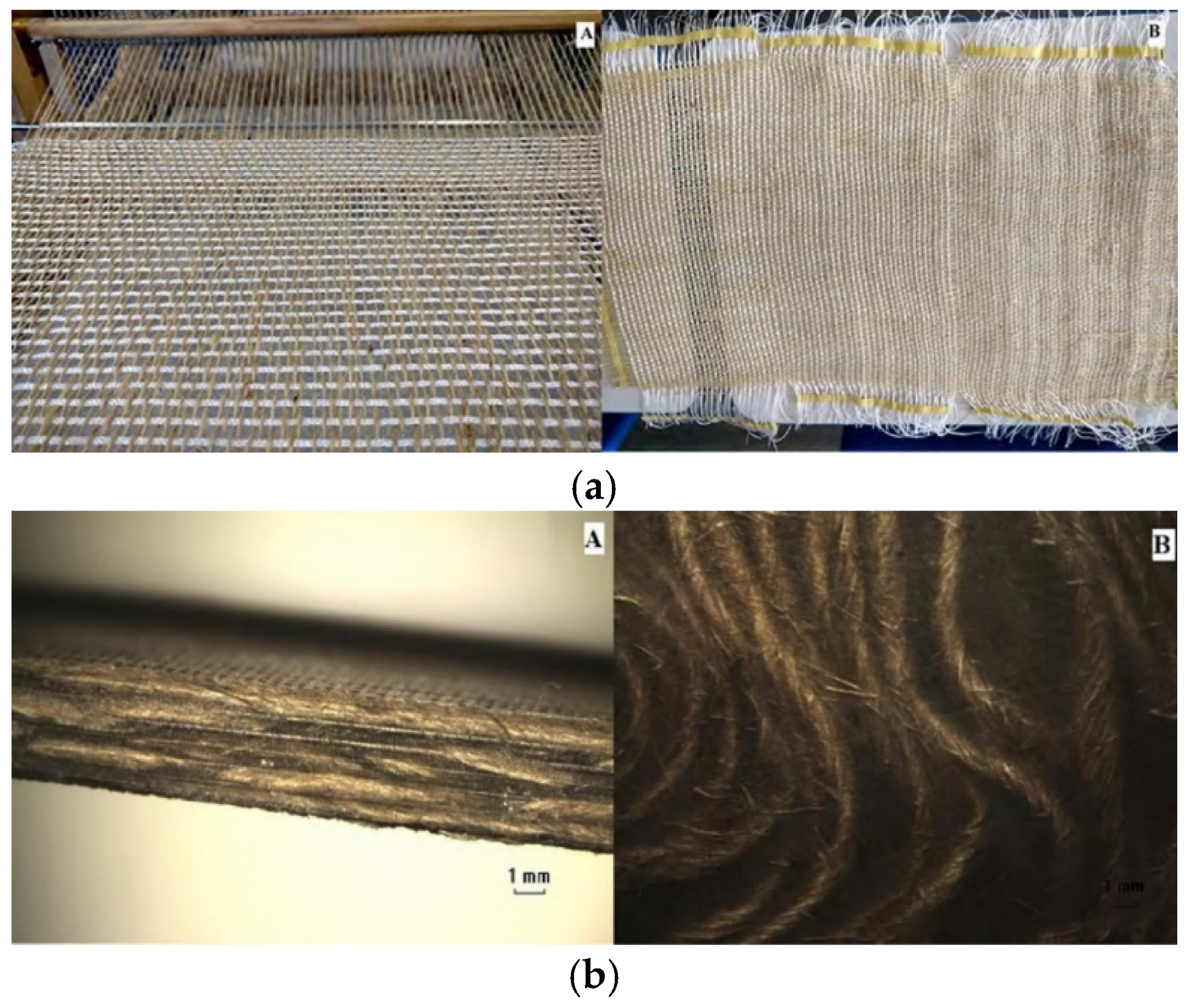
2.3.4. Jute/PP HWF: Manufacturing and Characterization
2.4. Hybrid Yarns
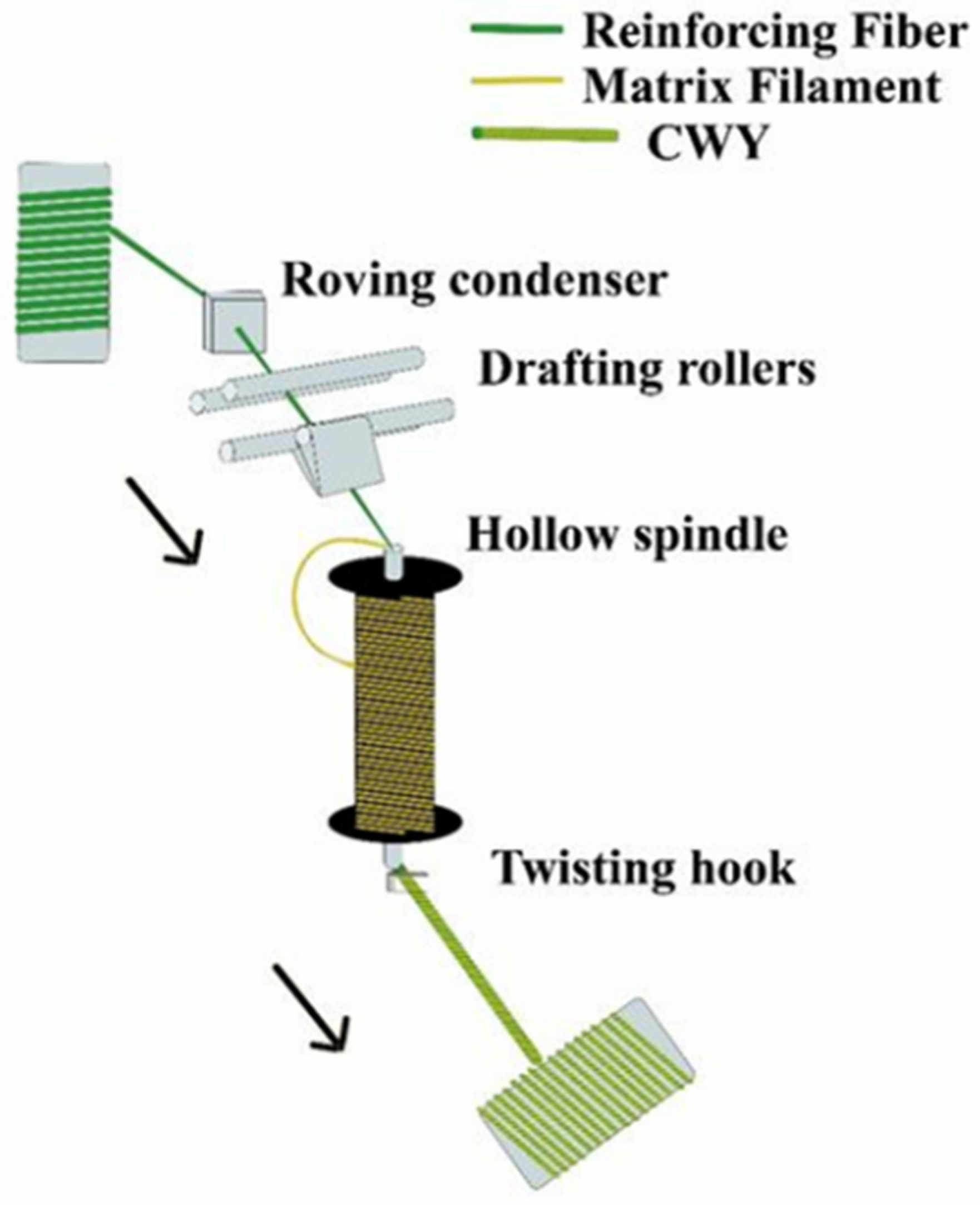
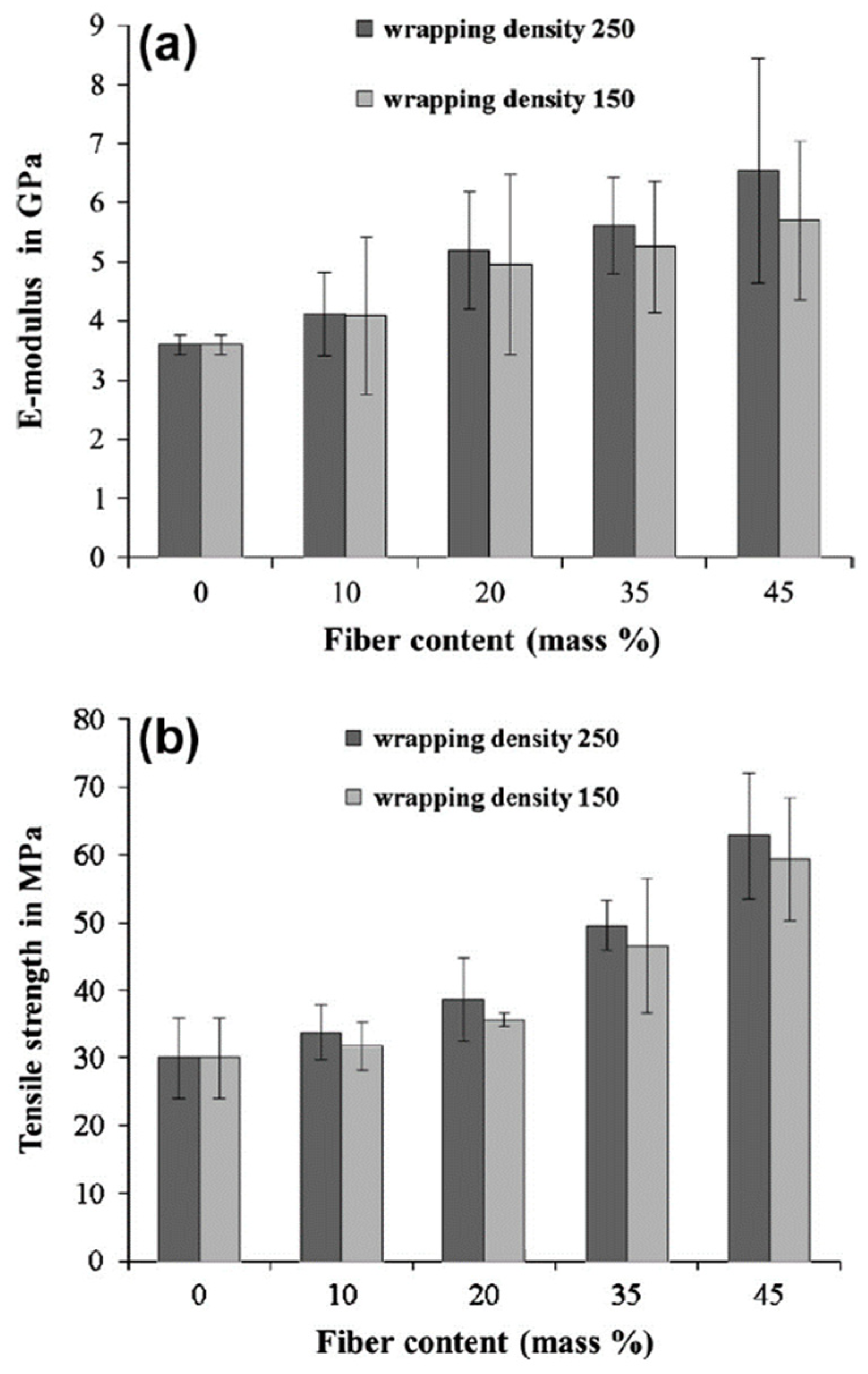
2.4.1. Co-Wrapping Method
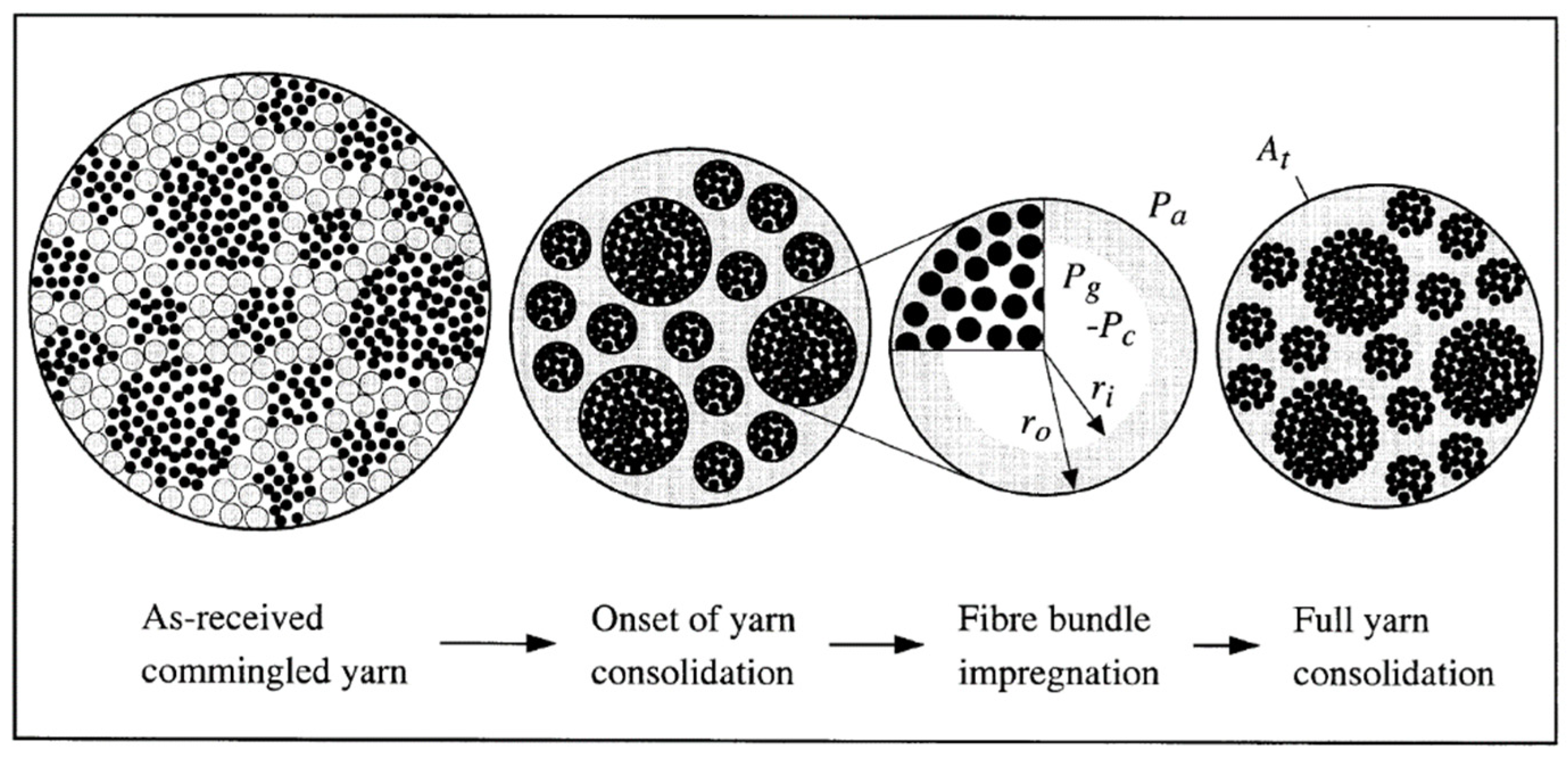
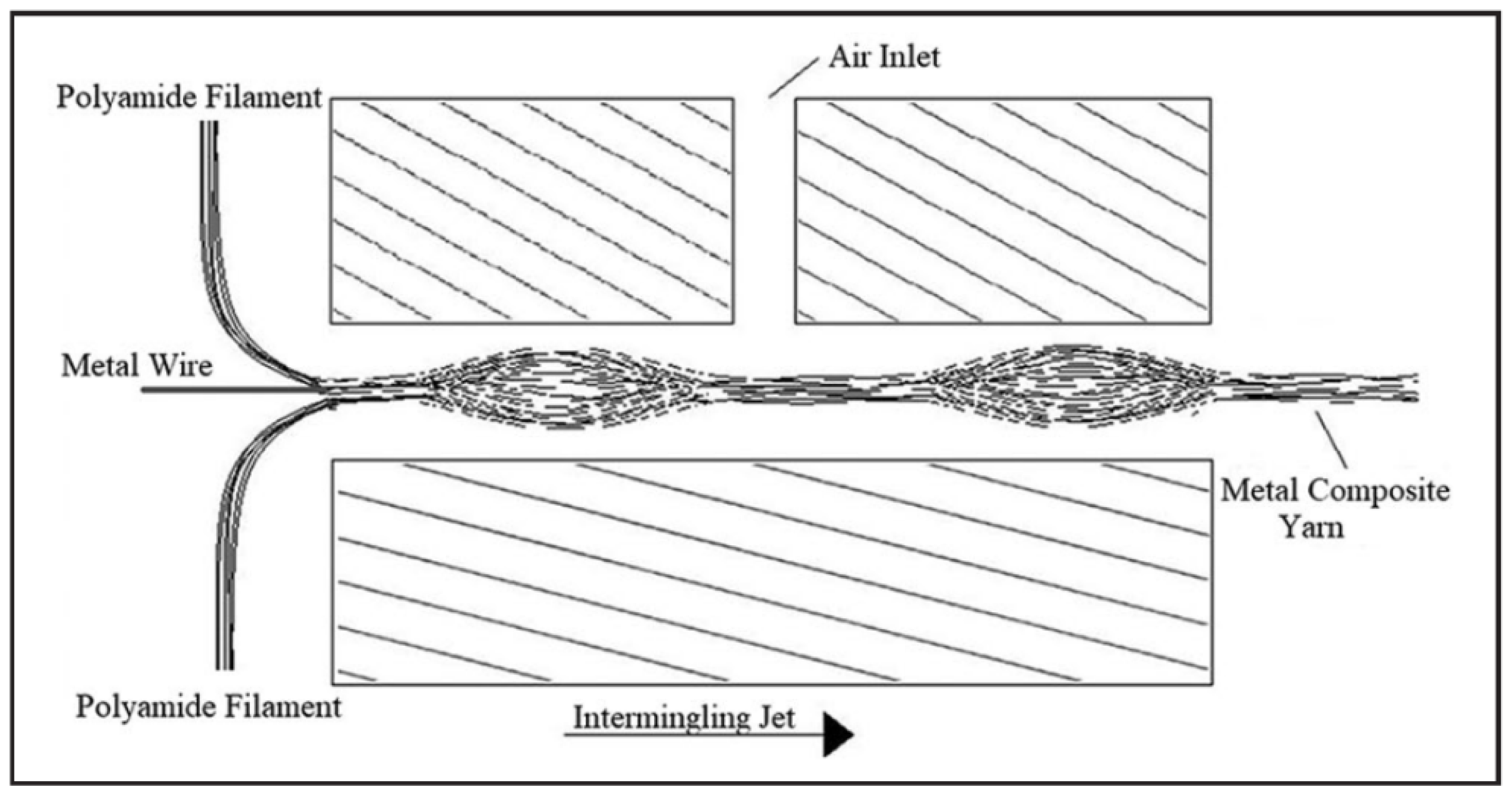
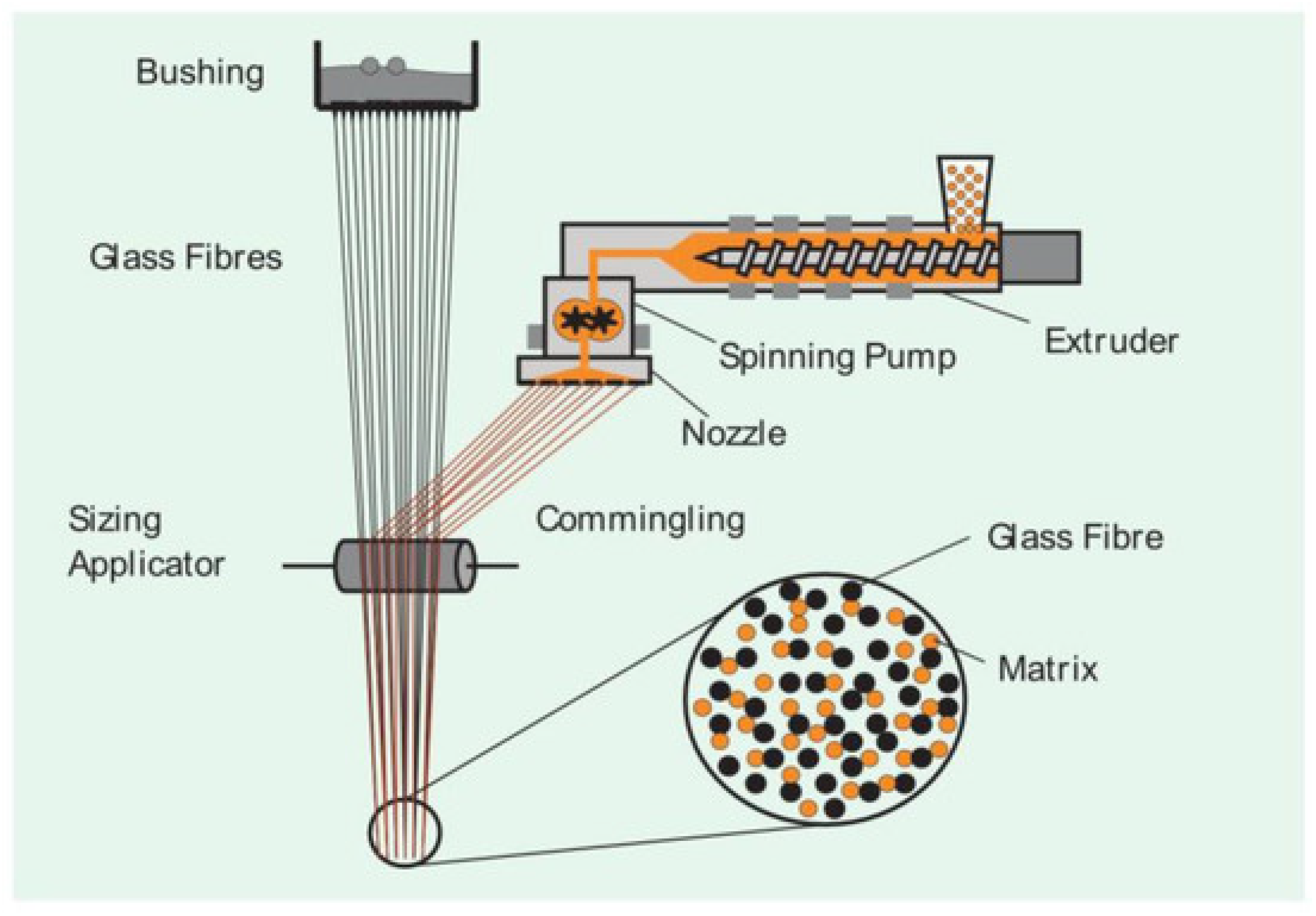
2.4.2. Commingling
3. Key Characteristics, Pros and Cons of Investigated Techniques
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- van Rijswijk, K.; Bersee, H.E.N. Reactive processing of textile fiber-reinforced thermoplastic composites—An overview. Compos. Part A Appl. Sci. Manuf. 2007, 38, 666–681. [Google Scholar] [CrossRef]
- Malcolm, W.; Todd, E. Carbon Fiber Reinforced PPS Thermoplastic Materials Implemented in Cost Sensitive Commercial Applications. In Proceedings of the 38th International SAMPE Symposium, Anaheim, CA, USA, 10 May 1993; pp. 2055–2065. [Google Scholar]
- Nunes, J.P.; Silva, J.F.; Marques, A.T.; Crainic, N.; Cabral-Fonseca, S. Production of Powder-Coated Towpregs and Composites. J. Thermoplast. Compos. Mater. 2003, 16, 231–248. [Google Scholar] [CrossRef]
- Offringa, A.R. Thermoplastic composites-rapid processing applications. Compos. Part A Appl. Sci. Manuf. 1996, 27, 329–336. [Google Scholar] [CrossRef]
- McMahon, P.E. Developments in Reinforced Plastics—4; Springer: Berlin/Heidelberg, Germany, 1984. [Google Scholar]
- Iyer, S.R.; Drzal, L.T. Manufacture of Powder-Impregnated Thermoplastic Composites. J. Thermoplast. Compos. Mater. 1990, 3, 325–355. [Google Scholar] [CrossRef]
- Valente, M.; Rossitti, I.; Biblioteca, I.; Sambucci, M. Thermoplastic Composite Materials Approach for More Circular Components: From Monomer to In Situ Polymerization, a Review. J. Compos. Sci. 2022, 6, 132. [Google Scholar] [CrossRef]
- Weteringe, B.J.; van Dongen, W.A.; Bersee, H.E.N. Rubber forming of thermoplastic composite parts for the eaglet rudder. In Proceedings of the 15th International Conference on Composite Materials, Durban, South Africa, 27 June–1 July 2005; pp. 1–10. [Google Scholar]
- Laura, D.M.; Keskkula, H.; Barlow, J.W.; Paul, D.R. Effect of glass fiber surface chemistry on the mechanical properties of glass fiber reinforced, rubber-toughened nylon 6. Polymer 2002, 43, 4673–4687. [Google Scholar] [CrossRef]
- Seo, J.; Kim, D.Y.; Kim, D.C.; Park, H.W. Recent Developments and Challenges on Machining of Carbon Fiber Reinforced Polymer Composite Laminates. Int. J. Precis. Eng. Manuf. 2021, 22, 2027–2044. [Google Scholar] [CrossRef]
- Grujicic, M.; Sellappan, V.; Omar, M.A.; Seyr, N.; Obieglo, A.; Erdmann, M.; Holzleitner, J. An overview of the polymer-to-metal direct-adhesion hybrid technologies for load-bearing automotive components. J. Mater. Process. Technol. 2008, 197, 363–373. [Google Scholar] [CrossRef]
- Kazan, H.; Farahani, S.; Zheng, T.; Pilla, S. Experimental analysis on the bonding conditions of thermoset-thermoplastic composite parts manufactured by the hybrid single shot method. J. Compos. Mater. 2022, 56, 57–68. [Google Scholar] [CrossRef]
- Valente, M.; Sambucci, M.; Chougan, M.; Ghaffar, S.H. Reducing the emission of climate-altering substances in cementitious materials: A comparison between alkali-activated materials and Portland cement-based composites incorporating recycled tire rubber. J. Clean. Prod. 2022, 333, 130013. [Google Scholar] [CrossRef]
- Sambucci, M.; Valente, M. Ground waste tire rubber as a total replacement of natural aggregates in concrete mixes: Application for lightweight paving blocks. Materials 2021, 14, 7493. [Google Scholar] [CrossRef]
- Zhang, J.; Chevali, V.S.; Wang, H.; Wang, C.H. Current status of carbon fibre and carbon fibre composites recycling. Compos. B Eng. 2020, 193, 108053. [Google Scholar] [CrossRef]
- Post, W.; Susa, A.; Blaauw, R.; Molenveld, K.; Knoop, R.J.I. A Review on the Potential and Limitations of Recyclable Thermosets for Structural Applications. Polym. Rev. 2020, 60, 359–388. [Google Scholar] [CrossRef]
- Yang, Y.; Boom, R.; Irion, B.; van Heerden, D.J.; Kuiper, P.; de Wit, H. Recycling of composite materials. Chem. Eng. Process. Process Intensif. 2012, 51, 53–68. [Google Scholar] [CrossRef]
- McConnell, V.P. Launching the carbon fibre recycling industry. Reinf. Plast. 2010, 54, 33–37. [Google Scholar] [CrossRef]
- Saitta, L.; Tosto, C.; Dattilo, S.; Puglisi, C.; Cicala, G. Chemical Recycling of Bioepoxy Matrices for Composites: Novel Processing Route and Reuse Strategies to Obtain New Matrices; XVI Convegno Nazionale AIMAT: Cagliari, Italy, 2021. [Google Scholar]
- Vaidya, U.K.; Chawla, K.K. Processing of fibre reinforced thermoplastic composites. Int. Mater. Rev. 2008, 53, 185–218. [Google Scholar] [CrossRef]
- Vodermayer, A.; Kaerger, J.; Hinrichsen, G. Manufacture of high performance fibre-reinforced thermoplastics by aqueous powder impregnation. Compos. Manuf. 1993, 4, 123–132. [Google Scholar] [CrossRef]
- Grouve, W.J.B.; Akkerman, R. Consolidation process model for film stacking glass/PPS laminates. Plast. Rubber Compos. 2010, 39, 208–215. [Google Scholar] [CrossRef] [Green Version]
- Ouagne, P.; Bizet, L.; Baley, C.; Bréard, J. Analysis of the film-stacking processing parameters for PLLA/flax fiber biocomposites. J. Compos. Mater. 2010, 44, 1201–1215. [Google Scholar] [CrossRef]
- Mukhopadhyay, S.; Srikanta, R. Effect of ageing of sisal fibres on properties of sisal-Polypropylene composites. Polym. Degrad. Stab. 2008, 93, 2048–2051. [Google Scholar] [CrossRef]
- Hu, J.; Zhang, H.; Li, S.; Ji, C.; Chen, S.; Zhou, Z.; Wang, B. Process parameter–mechanical property relationships and influence mechanism of advanced CFF/PEEK thermoplastic composites. Polym. Compos. 2022, 43, 5119–5132. [Google Scholar] [CrossRef]
- Kim, S.H.; Park, C.H. Direct impregnation of thermoplastic melt into flax textile reinforcement for semi-structural composite parts. Ind. Crop. Prod. 2017, 95, 651–663. [Google Scholar] [CrossRef]
- Zal, V.; Moslemi Naeini, H.; Bahramian, A.R.; Abdollahi, H.; Behravesh, A.H. Investigation of the effect of processing temperature on the elastic and viscoelastic properties of PVC/fiberglass composite laminates. Modares Mech. Eng. 2016, 15, 9–16. [Google Scholar]
- Grouve, W.J.B.; Akkerman, R. Multi-scale effects in the consolidation of thermoplastic laminates. Int. J. Mater. Form. 2009, 2, 157–160. [Google Scholar] [CrossRef]
- Khondker, O.A.; Ishiaku, U.S.; Nakai, A.; Hamada, H. Fabrication mechanical properties of unidirectional jute/PP composites using jute yarns by film stacking method. J. Polym. Environ. 2005, 13, 115–126. [Google Scholar] [CrossRef]
- Suresh, S.; Senthil Kumar, V.S. Experimental determination of the mechanical behavior of glass fiber reinforced polypropylene composites. Procedia Eng. 2014, 97, 632–641. [Google Scholar] [CrossRef] [Green Version]
- Katayama, T.; Tanaka, K.; Murakami, T.; Uno, K. Compression moulding of jute fabric reinforced thermoplastic composites based on PLA non-woven fabric. WIT Trans. Built Environ. 2006, 85, 159–167. [Google Scholar] [CrossRef] [Green Version]
- Kazano, S.; Osada, T.; Kobayashi, S.; Goto, K. Experimental and analytical investigation on resin impregnation behavior in continuous carbon fiber reinforced thermoplastic polyimide composites. Mech. Adv. Mater. Mod. Process. 2018, 4, 6. [Google Scholar] [CrossRef]
- Kobayashi, S.; Tsukada, T.; Morimoto, T. Resin impregnation behavior in carbon fiber reinforced polyamide 6 composite: Effects of yarn thickness, fabric lamination and sizing agent. Compos. Part A Appl. Sci. Manuf. 2017, 101, 283–289. [Google Scholar] [CrossRef]
- Jaafar, J.; Siregar, J.P.; Tezara, C.; Hamdan, M.H.M.; Rihayat, T. A review of important considerations in the compression molding process of short natural fiber composites. Int. J. Adv. Manuf. Technol. 2019, 105, 3437–3450. [Google Scholar] [CrossRef]
- Yang, B.; Lu, L.; Liu, X.; Xie, Y.; Li, J.; Tang, Y. Uniaxial tensile and impact investigation of carbon-fabric/polycarbonate composites with different weave tow widths. Mater. Des. 2017, 131, 470–480. [Google Scholar] [CrossRef]
- Vitiello, L.; Papa, I.; Lopresto, V.; Mocerino, D.; Filippone, G.; Russo, P. Manufacturing of bio-polyamide 11/basalt thermoplastic laminates by hot compaction: The key-role of matrix rheology. J. Thermoplast. Compos. Mater. 2022, 1–16. [Google Scholar] [CrossRef]
- Padaki, S.; Drzal, L.T. A consolidation model for polymer powder impregnated tapes. J. Compos. Mater. 1997, 31, 2202–2227. [Google Scholar] [CrossRef]
- Svensson, N.; Shishoo, R.; Gilchrist, M. Manufacturing of thermoplastic composites from commingled yarns—A review. J. Thermoplast. Compos. Mater. 1998, 11, 22–56. [Google Scholar] [CrossRef]
- Muzzy, J.; Varughese, B.; Thammongkol, V.; Tincher, W. Electrostatic prepregging of thermoplastic matrices. SAMPE J. 1989, 25, 15–21. [Google Scholar]
- Allen, L.E.; Edie, D.D.; Lickfield, G.C.; McCollum, J.R. Thermoplastic coated carbon fibers for textile preforms. J. Thermoplast. Compos. Mater. 1988, 1, 371–379. [Google Scholar] [CrossRef]
- Werner, E. Powder Based Prepreg Fabric: What, How, Why? In Proceedings of the 42nd International SAMPE Symposium, Anaheim, CA, USA, 4–8 May 1997; pp. 706–719. [Google Scholar]
- Rath, M.; Kreuzberger, S.; Hinrichsen, G. Manufacture of aramid fibre reinforced nylon-12 by dry powder impregnation process. Compos. Part A Appl. Sci. Manuf. 1998, 29, 933–938. [Google Scholar] [CrossRef]
- Padaki, S.; Drzal, L.T. A simulation study on the effects of particle size on the consolidation of polymer powder impregnated tapes. Compos. Part A Appl. Sci. Manuf. 1999, 30, 325–337. [Google Scholar] [CrossRef]
- Raji, M.; Abdellaoui, H.; Essabir, H.; Kakou, C.-A.; Bouhfid, R. Prediction of the cyclic durability of woven-hybrid composites. In Durability and Life Prediction in Biocomposites, Fibre-Reinforced Composites and Hybrid Composites; Elsevier: Amsterdam, The Netherlands, 2019; pp. 27–62. [Google Scholar]
- Alif, N.; Carlsson, L.A.; Boogh, L. The effect of weave pattern and crack propagation direction on mode I delamination resistance of woven glass and carbon composites. Compos. B Eng. 1998, 29, 603–611. [Google Scholar] [CrossRef]
- Alavudeen, A.; Rajini, N.; Karthikeyan, S.; Thiruchitrambalam, M.; Venkateshwaren, N. Mechanical properties of banana/kenaf fiber-reinforced hybrid polyester composites: Effect of woven fabric and random orientation. Mater. Des. 2015, 66, 246–257. [Google Scholar] [CrossRef]
- van West, B.P.; Pipes, R.B.; Advani, S.G. The consolidation of commingled thermoplastic fabrics. Polym. Compos. 1991, 12, 417–427. [Google Scholar] [CrossRef]
- Jamshaid, H.; Mishra, R. Thermomechanical characteristics of basalt hybrid and nonhybrid woven fabric–reinforced epoxy composites. Polym. Compos. 2016, 37, 2982–2994. [Google Scholar] [CrossRef]
- Liu, D.; Ding, J.; Fan, X.; Lin, X.; Zhu, Y. Non-isothermal forming of glass fiber/polypropylene commingled yarn fabric composites. Mater. Des. 2014, 57, 608–615. [Google Scholar] [CrossRef]
- Lin, T.A.; Chuang, Y.C.; Lin, J.Y.; Lin, M.C.; Lou, C.W.; Lin, J.H. Weaving carbon fiber/recycled polypropylene selvages to reinforce the polymer-based protective composite fabrics: Manufacturing techniques and electromagnetic shielding effectiveness. Polym. Compos. 2019, 40, E1910–E1917. [Google Scholar] [CrossRef]
- Formisano, A.; Papa, I.; Lopresto, V.; Langella, A. Influence of the manufacturing technology on impact and flexural properties of GF/PP commingled twill fabric laminates. J. Mater. Process. Technol. 2019, 274, 116275. [Google Scholar] [CrossRef]
- di Benedetto, R.M.; Botelho, E.C.; Gomes, G.F.; Junqueira, D.M.; Junior, A.C.A. Impact energy absorption capability of thermoplastic commingled composites. Compos. B Eng. 2019, 176, 107307. [Google Scholar] [CrossRef]
- Souza, B.R.; di Benedetto, R.M.; Hirayama, D.; Raponi, O.; Barbosa, L.; Ancelotti, A. Manufacturing and characterization of jute/PP thermoplastic commingled composite. Mater. Res. 2017, 20, 458–465. [Google Scholar] [CrossRef] [Green Version]
- Alagirusamy, R.; Fangueiro, R.; Ogale, V.; Padaki, N. Hybrid yarns and textile preforming for thermoplastic composites. Text. Prog. 2006, 38, 1–71. [Google Scholar] [CrossRef]
- Xu, Z.; Wang, G.; Hu, J.; Zhang, M.; Zhang, S.; Gai, X.; Li, Y.; Yu, R.; Luan, J. Influence of processing conditions on tensile property of continuous glass fiber–reinforced PEEK composites fabricated by the co-wrapped yarn method. High Perform. Polym. 2018, 30, 489–499. [Google Scholar] [CrossRef]
- Zhai, W.; Wang, P.; Legrand, X.; Soulat, D.; Ferreira, M. Effects of micro-braiding and co-wrapping techniques on characteristics of flax/polypropylene-based hybrid yarn: A comparative study. Polymers 2020, 12, 2559. [Google Scholar] [CrossRef]
- Xu, Z.; Zhang, M.; Gao, S.H.; Wang, G.; Zhang, S.; Luan, J. Study on mechanical properties of unidirectional continuous carbon fiber-reinforced PEEK composites fabricated by the wrapped yarn method. Polym. Compos. 2019, 40, 56–69. [Google Scholar] [CrossRef] [Green Version]
- Gibson, A.G.; Månson, J.-A. Impregnation technology for thermoplastic matrix composites. Compos. Manuf. 1992, 3, 223–233. [Google Scholar] [CrossRef]
- Mirdehghan, A.; Nosraty, H.; Shokrieh, M.M.; Akhbari, M. The structural and tensile properties of glass/polyester co-wrapped hybrid yarns. J. Ind. Text. 2018, 47, 1979–1997. [Google Scholar] [CrossRef]
- Baghaei, B.; Skrifvars, M.; Berglin, L. Manufacture and characterisation of thermoplastic composites made from PLA/hemp co-wrapped hybrid yarn prepregs. Compos. Part A Appl. Sci. Manuf. 2013, 50, 93–101. [Google Scholar] [CrossRef]
- Zhang, S.; Li, Y.; Zheng, Z. Effect of physiochemical structure on energy absorption properties of plant fibers reinforced composites: Dielectric, thermal insulation, and sound absorption properties. Compos. Commun. 2018, 10, 163–167. [Google Scholar] [CrossRef]
- Mäder, E.; Rausch, J.; Schmidt, N. Commingled yarns–processing aspects and tailored surfaces of polypropylene/glass composites. Compos. Part A Appl. Sci. Manuf. 2008, 39, 612–623. [Google Scholar] [CrossRef]
- Wiegand, N.; Mäder, E. Commingled yarn spinning for thermoplastic/glass fiber composites. Fibers 2017, 5, 26. [Google Scholar] [CrossRef] [Green Version]
- Bernet, N.; Michaud, V.; Bourban, P.-E.; Ênson, J.-A.E.M. Commingled yarn composites for rapid processing of complex shapes. Compos. Part A Appl. Sci. Manuf. 2001, 32, 1613–1626. [Google Scholar] [CrossRef]
- Lauke, B.; Bunzel, U.; Schneider, K. Effect of hybrid yarn structure on the delamination behaviour of thermoplastic composites. Compos. Part A Appl. Sci. Manuf. 1998, 29, 1397–1409. [Google Scholar] [CrossRef]
- Özkan, I.; Telli, A. The effects of metal type, number of layers, and hybrid yarn placement on the absorption and reflection properties in electromagnetic shielding of woven fabrics. J. Eng. Fibers Fabr. 2019, 14, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Bunzel, U.; Lauke, B.; Schneider, K. Air Textured Hybrid Yarn Structures and Their Influence on the Properties of Long Fiber Reinforced Thermoplastic Composites. Tech. Text. 1999, 42, 10–12. [Google Scholar]
- Long, A.C.; Wilks, C.E.; Rudd, C.D. Experimental characterisation of the consolidation of a commingled glass/polypropylene composite. Compos. Sci. Technol. 2001, 61, 1591–1603. [Google Scholar] [CrossRef]
- Kandasubramanian, V.N.B. Advanced polymeric composites via commingling for critical engineering applications. Polym. Test. 2020, 91, 106774. [Google Scholar] [CrossRef]
- Kravaev, P.; Stolyarov, O.; Seide, G.; Gries, T. Influence of process parameters on filament distribution and blending quality in commingled yarns used for thermoplastic composites. J. Thermoplast. Compos. Mater. 2014, 27, 350–363. [Google Scholar] [CrossRef]
- Choi, B.D.; Diestel, O.; Offermann, P.; Hübner, T.; Mäder, E. Advancement for Commingling Hybrid Yarns for Fiber Reinforced Thermoplastics. In Proceedings of the Techtextil-Symposium, Frankfurt, Germany, 23–26 April 2001; pp. 23–26. [Google Scholar]
- Nygard, P.; Gustafson, C.-G. Continuous glass fiber–polypropylene composites made by melt impregnation: Influence of processing method. J. Thermoplast. Compos. Mater. 2004, 17, 167–184. [Google Scholar] [CrossRef]
- Djumaev, A.; Takahashi, K. Effect of moisture absorption on damping performance and dynamic stiffness of NY-6/CF commingled yarn composite. J. Mater. Sci. 1994, 29, 4736–4741. [Google Scholar] [CrossRef]
- Mankodi, H.; Patel, P. Study the effect of commingling parameters on glass/polypropylene hybrid yarns properties. Autex Res. J. 2009, 9, 70–74. [Google Scholar]
- Lu, C.; Xu, N.; Zheng, T.; Zhang, X.; Lv, H.; Lu, X.; Xiao, L.; Zhang, D. The optimization of process parameters and characterization of high-performance CF/PEEK composites prepared by flexible CF/PEEK plain weave fabrics. Polymers 2018, 11, 53. [Google Scholar] [CrossRef] [Green Version]
- Lekube, B.M.; Hermann, W.; Burgstaller, C. Partially compacted polypropylene glass fiber non-woven composite: Influence of processing, porosity and fiber length on mechanical properties and modeling. Compos. Part A Appl. Sci. Manuf. 2020, 135, 105939. [Google Scholar] [CrossRef]
- Bernet, N.; Wakeman, M.D.; Bourban, P.-E.; Månson, J.-A. An integrated cost and consolidation model for commingled yarn based composites. Compos. Part A Appl. Sci. Manuf. 2002, 33, 495–506. [Google Scholar] [CrossRef]
- Bernet, N.; Michaud, V.; Bourban, P.E.; Manson, J.A.E. An impregnation model for the consolidation of thermoplastic composites made from commingled yarns. J. Compos. Mater. 1999, 33, 751–772. [Google Scholar] [CrossRef]
- Wakeman, M.D.; Zingraff, L.; Bourban, P.-E.; Månson, J.-A.; Blanchard, P. Stamp forming of carbon fibre/PA12 composites—A comparison of a reactive impregnation process and a commingled yarn system. Compos. Sci. Technol. 2006, 66, 19–35. [Google Scholar] [CrossRef]
- Ye, L.; Friedrich, K. Processing of Thermoplastic Composites from Powder/Sheath-Fibre Bundles. J. Mater. Process. Technol. 1995, 48, 317–324. [Google Scholar] [CrossRef]
- Pandya, K.S.; Veerraju, C.; Naik, N.K. Hybrid composites made of carbon and glass woven fabrics under quasi-static loading. Mater. Des. 2011, 32, 4094–4099. [Google Scholar] [CrossRef]
- Mader, E.; Bunzel, U.; Mally, A. Einfluss der Struktur textiler Vorprodukte auf die Eigenschaften langfaserverstärkter Thermoplaste. Tech. Text. 1995, 38, 205–208. [Google Scholar]
- Fujita, A.; Maekawa, Z.; Hamada, H.; Matsuda, M.; Matsuo, T. Mechanical behavior and fracture mechanism of thermoplastic composites with commingled yarn. J. Reinf. Plast. Compos. 1993, 12, 156–172. [Google Scholar] [CrossRef]
- Lauke, B.; Friedrich, K. Evaluation of processing parameters of thermoplastic composites fabricated by filament winding. Compos. Manuf. 1993, 4, 93–101. [Google Scholar] [CrossRef]
- Michaeli, W.; Jiirss, D. Thermoplastic pull-braiding: Pultrusion of profiles with braided fibre lay-up and thermoplastic matrix system (PP). Compos. Part A Appl. Sci. Manuf. 1996, 27, 3–7. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials (Thermoplastic Polymer) | Tensile Modulus, GPa | Tensile Strength (Yield), MPa | Melt Flow, g/10 min | Melting Point, °C | Density, g/cm−3 |
|---|---|---|---|---|---|
| Polypropylene (PP) | 1.50–1.75 | 28–39 | 0.47–350 | 134–165 | 0.89–0.91 |
| Polyethylene (PE) | 0.15 | 10–18 | 0.25–2.6 | 104–113 | 0.918–0.919 |
| Polyamide (PA) | 0.7–3.3 | 40–86 | 15–75 | 211–265 | 1.03–1.16 |
| Poly ether ether ketone (PEEK) | 3.1–8.3 | 90–11 | 4–49.5 | 340–344 | 1.3–1.44 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Valente, M.; Rossitti, I.; Sambucci, M. Different Production Processes for Thermoplastic Composite Materials: Sustainability versus Mechanical Properties and Processes Parameter. Polymers 2023, 15, 242. https://doi.org/10.3390/polym15010242
Valente M, Rossitti I, Sambucci M. Different Production Processes for Thermoplastic Composite Materials: Sustainability versus Mechanical Properties and Processes Parameter. Polymers. 2023; 15(1):242. https://doi.org/10.3390/polym15010242
Chicago/Turabian StyleValente, Marco, Ilaria Rossitti, and Matteo Sambucci. 2023. "Different Production Processes for Thermoplastic Composite Materials: Sustainability versus Mechanical Properties and Processes Parameter" Polymers 15, no. 1: 242. https://doi.org/10.3390/polym15010242