
Influence of Spinning Method on Shape Memory Effect of Thermoplastic Polyurethane Yarns

Abstract
:1. Introduction
2. Materials and Methods
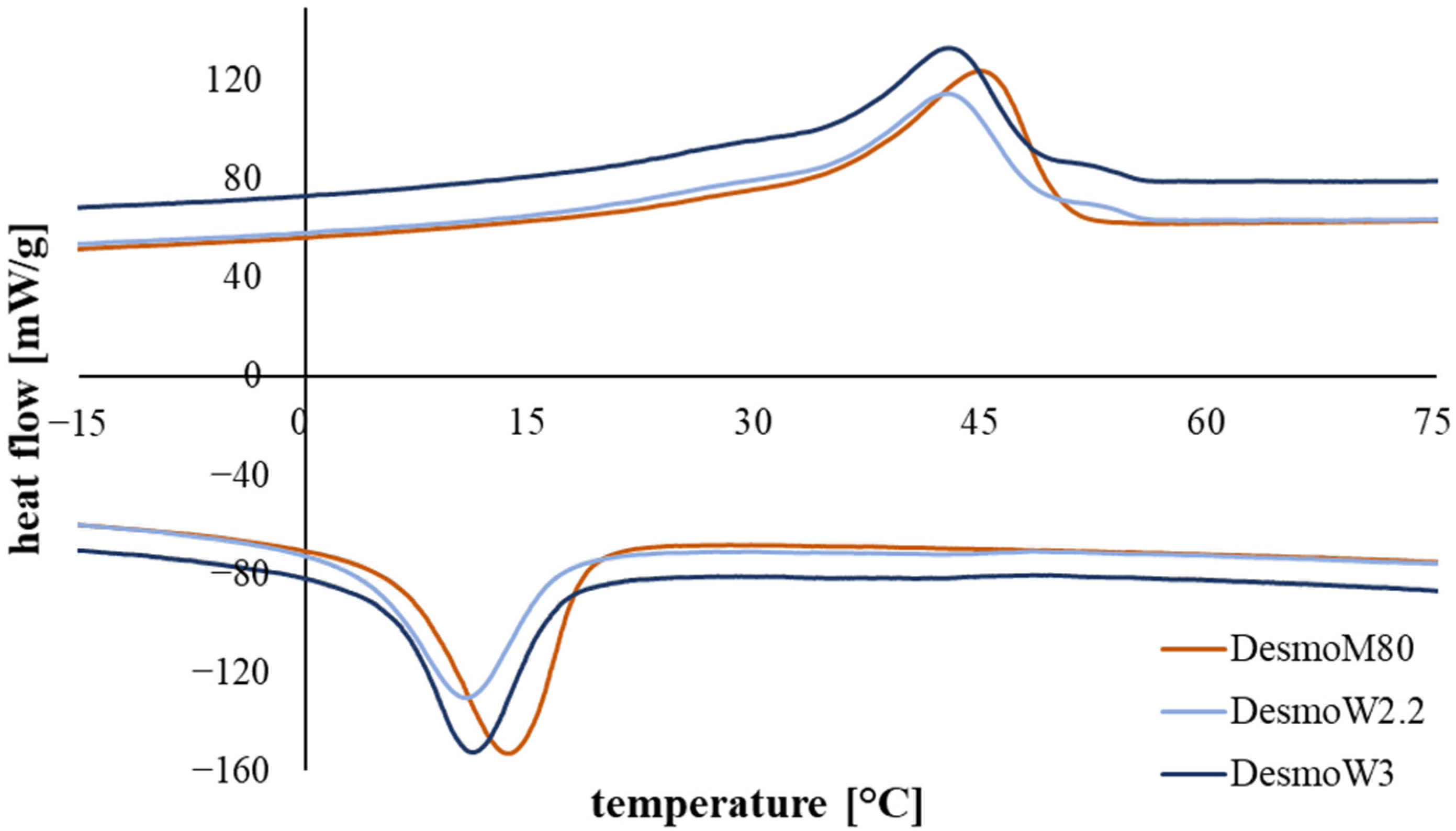
2.1. Thermodynamic Analysis
2.2. Spinning Conditions for SMP Yarns
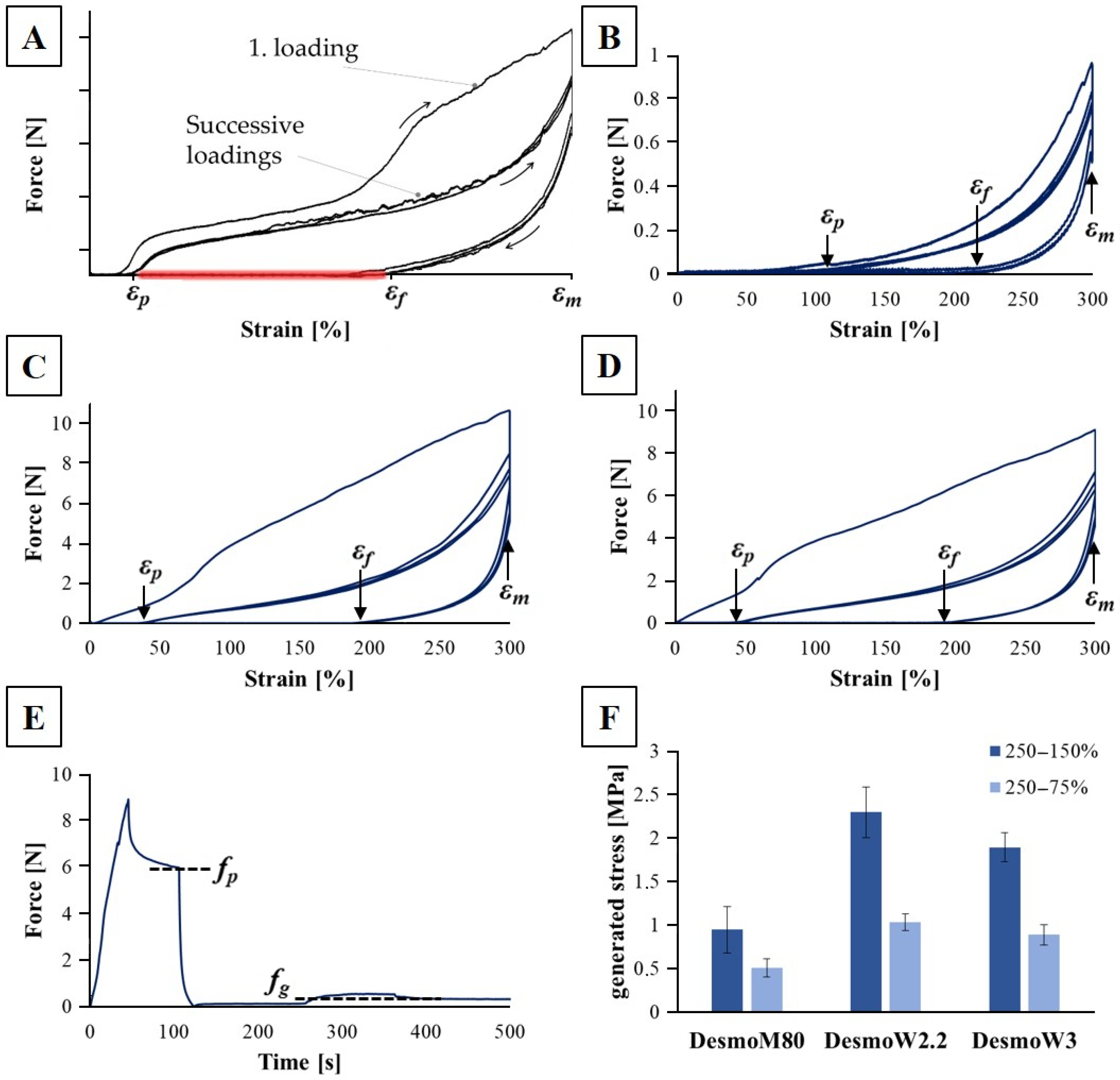
2.3. Analysis of Shape Memory Effect—Strain Fixation and Recovery
2.4. Analysis of Shape Memory Effect—Stress Generation
3. Results
3.1. Thermodynamic Analysis
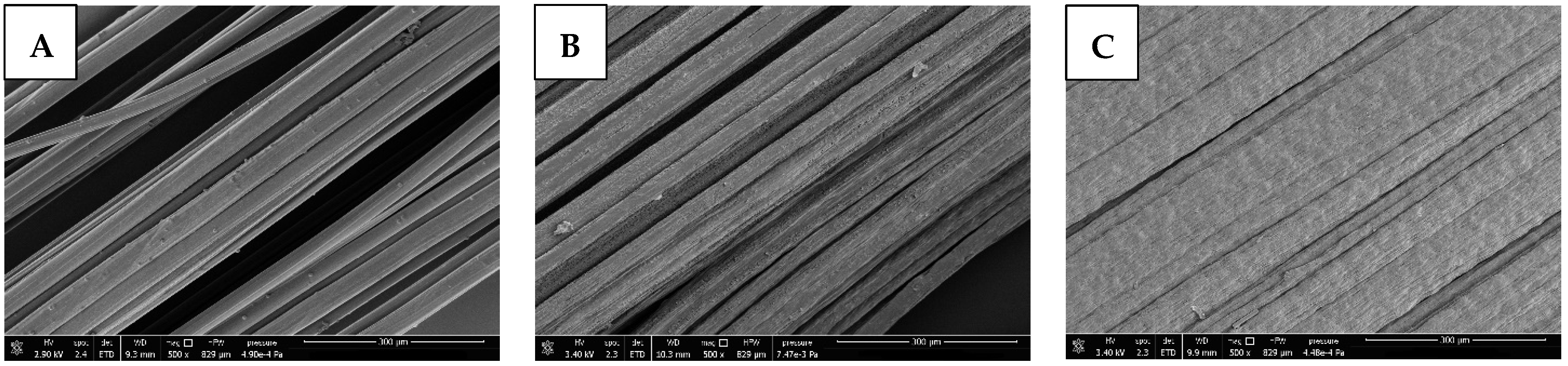
3.2. Melt and Wet Spinning of SMP Yarns
3.3. Analysis of Shape Memory Effect—Strain Fixation/Recovery and Stress Generation
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Delaey, J.; Dubruel, P.; van Vlierberghe, S. Shape-Memory Polymers for Biomedical Applications. Adv. Funct. Mater. 2020, 30, 1909047. [Google Scholar] [CrossRef]
- Holman, H.; Kavarana, M.N.; Rajab, T.K. Smart materials in cardiovascular implants: Shape memory alloys and shape memory polymers. Artif. Organs 2021, 45, 454–463. [Google Scholar] [CrossRef] [PubMed]
- Zhao, W.; Liu, L.; Zhang, F.; Leng, J.; Liu, Y. Shape memory polymers and their composites in biomedical applications. Mater. Sci. Eng. C Mater. Biol. Appl. 2019, 97, 864–883. [Google Scholar] [CrossRef] [PubMed]
- Toncheva, A.; Khelifa, F.; Paint, Y.; Voué, M.; Lambert, P.; Dubois, P.; Raquez, J.-M. Fast IR-Actuated Shape-Memory Polymers Using in Situ Silver Nanoparticle-Grafted Cellulose Nanocrystals. ACS Appl. Mater. Interfaces 2018, 10, 29933–29942. [Google Scholar] [CrossRef] [PubMed]
- Wan, X.; Wei, H.; Zhang, F.; Liu, Y.; Leng, J. 3D printing of shape memory poly(d,l-lactide-co-trimethylene carbonate) by direct ink writing for shape-changing structures. J. Appl. Polym. Sci. 2019, 136, 48177. [Google Scholar] [CrossRef]
- Baer, G.M.; Small, W.; Wilson, T.S.; Benett, W.J.; Matthews, D.L.; Hartman, J.; Maitland, D.J. Fabrication and in vitro deployment of a laser-activated shape memory polymer vascular stent. Biomed. Eng. Online 2007, 6, 43. [Google Scholar] [CrossRef] [Green Version]
- Chen, M.-C.; Tsai, H.-W.; Chang, Y.; Lai, W.-Y.; Mi, F.-L.; Liu, C.-T.; Wong, H.-S.; Sung, H.-W. Rapidly self-expandable polymeric stents with a shape-memory property. Biomacromolecules 2007, 8, 2774–2780. [Google Scholar] [CrossRef]
- Han, J.; Fei, G.; Li, G.; Xia, H. High Intensity Focused Ultrasound Triggered Shape Memory and Drug Release from Biodegradable Polyurethane. Macromol. Chem. Phys. 2013, 214, 1195–1203. [Google Scholar] [CrossRef]
- Li, G.; Fei, G.; Xia, H.; Han, J.; Zhao, Y. Spatial and temporal control of shape memory polymers and simultaneous drug release using high intensity focused ultrasound. J. Mater. Chem. 2012, 22, 7692. [Google Scholar] [CrossRef]
- Buehler, W.J.; Gilfrich, J.V.; Weilley, K.C. Shape-Memory Effect in Ni-Ti Alloys. J. Appl. Phys. 1963, 34, 1457. [Google Scholar]
- Kumar, P.K.; Lagoudas, D.C. Introduction to Shape Memory Alloys, Bd. 1. In Shape Memory Alloys; Springer US: Boston, MA, USA, 2008; pp. 1–51. [Google Scholar]
- Mohd Jani, J.; Leary, M.; Subic, A.; Gibson, M.A. A review of shape memory alloy research, applications and opportunities. Mater. Des. 2014, 56, 1078–1113. [Google Scholar] [CrossRef]
- Ijaz, M.F.; Héraud, L.; Castany, P.; Thibon, I.; Gloriant, T. Superelastic Behavior of Biomedical Metallic Alloys. Metall. Mater. Trans. A 2020, 51, 3733–3741. [Google Scholar] [CrossRef]
- Desroches, R.; Mccormick, J.; Delemont, M. Cyclic Properties of Superelastic Shape Memory Alloy Wires and Bars. J. Struct. Eng. 2004, 130, 38–46. [Google Scholar] [CrossRef]
- Tonndorf, R.; Aibibu, D.; Cherif, C. Thermoresponsive Shape Memory Fibers for Compression Garments. Polymers 2020, 12, 2989. [Google Scholar] [CrossRef]
- Pisani, S.; Genta, I.; Modena, T.; Dorati, R.; Benazzo, M.; Conti, B. Shape-Memory Polymers Hallmarks and Their Biomedical Applications in the Form of Nanofibers. Int. J. Mol. Sci. 2022, 23, 1290. [Google Scholar] [CrossRef]
- Leng, J.; Lan, X.; Liu, Y.; Du, S. Shape-memory polymers and their composites: Stimulus methods and applications. Prog. Mater. Sci. 2011, 56, 1077–1135. [Google Scholar] [CrossRef]
- Wang, L.; Zhang, F.; Liu, Y.; Leng, J. Shape Memory Polymer Fibers: Materials, Structures, and Applications. Adv. Fiber Mater. 2022, 4, 5–23. [Google Scholar] [CrossRef]
- Tonndorf, R.; Kirsten, M.; Hund, R.-D.; Cherif, C. Designing UV/VIS/NIR-sensitive shape memory filament yarns. Text. Res. J. 2015, 85, 1305–1316. [Google Scholar] [CrossRef] [Green Version]
- Monzón, M.D.; Paz, R.; Pei, E.; Ortega, F.; Suárez, L.A.; Ortega, Z.; Alemán, M.E.; Plucinski, T.; Clow, N. 4D printing: Processability and measurement of recovery force in shape memory polymers. Int. J. Adv. Manuf. Technol. 2017, 89, 1827–1836. [Google Scholar] [CrossRef] [Green Version]
- Shirole, A.; Perotto, C.U.; Balog, S.; Weder, C. Tailoring the Shape Memory Properties of Segmented Poly(ester urethanes) via Blending. ACS Appl. Mater. Interfaces 2018, 10, 24829–24839. [Google Scholar] [CrossRef]
- Karasu, F.; Weder, C. Blends of poly(ester urethane)s and polyesters as a general design approach for triple-shape memory polymers. J. Appl. Polym. Sci. 2021, 138, 49935. [Google Scholar] [CrossRef]
- Han, C.D.; Segal, L. A study of fiber extrusion in wet spinning. II. Effects of spinning conditions on fiber formation. J. Appl. Polym. Sci. 1970, 14, 2999–3019. [Google Scholar] [CrossRef]
- Ouyang, Q.; Chen, Y.-S.; Zhang, N.; Mo, G.-M.; Li, D.-H.; Yan, Q. Effect of Jet Swell and Jet Stretch on the Structure of Wet-Spun Polyacrylonitrile Fiber. J. Macromol. Sci. Part B 2011, 50, 2417–2427. [Google Scholar] [CrossRef]
- Raghunath Reddy, G.V.; Deopura, B.L.; Joshi, M. Dry-jet-wet spun polyurethane fibers. I. Optimization of the spinning parameters. J. Appl. Polym. Sci. 2010, 118, 2291–2303. [Google Scholar]
- Katayama, K.; Nakamura, K.; Amano, T. Structural formation during melt spinning process. Kolloid-Z. Z. Polym. 1968, 226, 125–134. [Google Scholar] [CrossRef]
- Ji, F.; Zhu, Y.; Hu, J.; Liu, Y.; Yeung, L.-Y.; Ye, G. Smart polymer fibers with shape memory effect. Smart Mater. Struct. 2006, 15, 1547–1554. [Google Scholar] [CrossRef]
- Qi, X.; Dong, Y.; Islam, Z.; Zhu, Y.; Fu, Y.; Fu, S.-Y. Excellent triple-shape memory effect and superior recovery stress of ethylene-vinyl acetate copolymer fiber. Compos. Sci. Technol. 2021, 203, 108609. [Google Scholar] [CrossRef]
- Chan, V.; Yvonne, Y.F. Investigating Smart Textiles Based on Shape Memory Materials. Text. Res. J. 2007, 77, 290–300. [Google Scholar] [CrossRef]
- Qin, J. Effect of wet and dry-jet wet spinning on the shear-induced orientation during the formation of ultrafiltration hollow fiber membranes. J. Membr. Sci. 2001, 182, 57–75. [Google Scholar] [CrossRef]
- Sun, L.; Shang, L.; Xiao, L.; Zhang, M.; Li, M.; Ao, Y. Structural changes of polyacrylonitrile fibers in the process of wet spinning. J. Appl. Polym. Sci. 2020, 137, 48905. [Google Scholar] [CrossRef]
- Zhou, Y.; Sha, Y.; Liu, W.; Gao, T.; Yao, Z.; Zhang, Y.; Cao, W. Hierarchical radial structure of polyacrylonitrile precursor formed during the wet-spinning process. RSC Adv. 2019, 9, 17051–17056. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ge, H.; Liu, H.; Chen, J.; Wang, C. The skin-core structure of poly(acrylonitrile-itaconic acid) precursor fibers in wet-spinning. J. Appl. Polym. Sci. 2008, 108, 947–952. [Google Scholar] [CrossRef]
- Radishevskii, M.B.; Serkov, A.T. Coagulation Mechanism in Wet Spinning of Fibres. Fibre Chem. 2005, 37, 266–271. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| Case Group | Spinning Method | Fineness (tex = g/km) | Drawing Ratio | Drawing Speed (m/min) | Feed Rate (cm3/min) |
|---|---|---|---|---|---|
| DesmoM80 | Melt spinning | 42 | 80 | 450 | 15.75 |
| DesmoW2.2 | Wet spinning | 268 | 2.2 | 6.8 | 9.6 |
| DesmoW3 | Wet spinning | 180 | 3 | 7.6 | 12 |
| Case Group | Strain Fixation Rf (%) | Strain Recovery Rr (%) | Max. Generated Stress 250–150% (MPa) | Max. Generated Stress, 250–75% (MPa) |
|---|---|---|---|---|
| DesmoM80 | 68.76 ± 4.00 | 100.44 ± 7.05 | 0.95 ± 0.27 | 0.51 ± 0.10 |
| DesmoW2.2 | 54.89 ± 2.20 | 100.08 ± 0.38 | 2.29 ± 0.29 | 1.03 ± 0.09 |
| DesmoW3 | 58.20 ± 2.08 | 100.39 ± 1.27 | 1.89 ± 0.16 | 0.89 ± 0.12 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Benecke, L.; Tonndorf, R.; Cherif, C.; Aibibu, D. Influence of Spinning Method on Shape Memory Effect of Thermoplastic Polyurethane Yarns. Polymers 2023, 15, 239. https://doi.org/10.3390/polym15010239
Benecke L, Tonndorf R, Cherif C, Aibibu D. Influence of Spinning Method on Shape Memory Effect of Thermoplastic Polyurethane Yarns. Polymers. 2023; 15(1):239. https://doi.org/10.3390/polym15010239
Chicago/Turabian StyleBenecke, Lukas, Robert Tonndorf, Chokri Cherif, and Dilbar Aibibu. 2023. "Influence of Spinning Method on Shape Memory Effect of Thermoplastic Polyurethane Yarns" Polymers 15, no. 1: 239. https://doi.org/10.3390/polym15010239